You might also like
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Tensiones y DeformacionesDocument23 pagesTensiones y Deformacioneseddi0403No ratings yet
- CAPÍTULO 15. - Discontinuidades y Defectos en SoldaduraDocument59 pagesCAPÍTULO 15. - Discontinuidades y Defectos en SoldaduraRene Caldera92% (24)
- Geometria, Seleccion y Preparacion de JuntasDocument64 pagesGeometria, Seleccion y Preparacion de Juntasjuanito077100% (1)
- Tabla 4. Chequeo de Irregularidades TorsionalesDocument28 pagesTabla 4. Chequeo de Irregularidades TorsionalesJoseAngelFernandezOrtegaNo ratings yet
- Procesos para Obtener El AceroDocument25 pagesProcesos para Obtener El AceroAntuan RomeroNo ratings yet
- Norma API 6a Introduccion 56852dfa71621Document48 pagesNorma API 6a Introduccion 56852dfa71621Luis GonzalezNo ratings yet
- Tratamiento de Precalentamiento y PoscalentamientoDocument5 pagesTratamiento de Precalentamiento y PoscalentamientoArnaldoNo ratings yet
- Costo y Procedimientos de Reparación Por Soldadura Revestimientos DurosDocument55 pagesCosto y Procedimientos de Reparación Por Soldadura Revestimientos DurosLuz Ileana Pascual100% (2)
- Arco Automatica Por Arco Sumergido PDFDocument77 pagesArco Automatica Por Arco Sumergido PDFGilberto ZamudioNo ratings yet
- Fatiga Por Corrosión en Tuberías de Una CalderaDocument11 pagesFatiga Por Corrosión en Tuberías de Una CalderaTATIANA ELIZABETH ORDOÑEZ FLORESNo ratings yet
- Proceso GTAWDocument15 pagesProceso GTAWFrancisco Andre Alvarez LeytonNo ratings yet
- Proyecto Grua Viajera Integradora IVDocument22 pagesProyecto Grua Viajera Integradora IVDennise Jiménez50% (2)
- Manual Tecnico de Electrodos AJUSTADO 4.0Document117 pagesManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- Tipos de Aceros: Propiedades, Composición y UsosDocument6 pagesTipos de Aceros: Propiedades, Composición y UsosDAY FERRER CRUZNo ratings yet
- Manual Férreo de Especificaciones Técnicas - Parte 1 - Version 0Document215 pagesManual Férreo de Especificaciones Técnicas - Parte 1 - Version 0Anonymous PdH0u5No ratings yet
- Diseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilDocument1 pageDiseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilJaniosPereiraNo ratings yet
- Tabla de Picos OxicorteDocument2 pagesTabla de Picos OxicorteAlessandre Oliveira100% (1)
- Muestrario de MaterialesDocument19 pagesMuestrario de Materialesjoseflor126No ratings yet
- Método de Enderezado Por LlamaDocument25 pagesMétodo de Enderezado Por Llamafjuandedios100% (5)
- Tabla BroncesDocument8 pagesTabla Broncesmaestranza gamaNo ratings yet
- Recomendaciones para corte, soldadura y conformado de aceros XARDocument25 pagesRecomendaciones para corte, soldadura y conformado de aceros XARpatricioNo ratings yet
- Catalogo Valvulas Acero Fundido WalworthDocument72 pagesCatalogo Valvulas Acero Fundido WalworthCURRITOJIMENEZ100% (1)
- Soldadura Por Arco de Metal y Gas - Gmaw PDFDocument7 pagesSoldadura Por Arco de Metal y Gas - Gmaw PDFbarbadoblancoNo ratings yet
- Soldadura Por Arco de Metal y Gas - Gmaw PDFDocument7 pagesSoldadura Por Arco de Metal y Gas - Gmaw PDFbarbadoblancoNo ratings yet
- Instrumental quirúrgico esencialDocument90 pagesInstrumental quirúrgico esencialDanny Aldayuz MurgaNo ratings yet
- Procedimiento Fabricación de VigaDocument12 pagesProcedimiento Fabricación de VigaCarlos Alberto OviedoNo ratings yet
- METALURGIA DE LA SOLDADURA PARA INSPECTORES... Elaborado Por..ing. William Mendoza PDFDocument49 pagesMETALURGIA DE LA SOLDADURA PARA INSPECTORES... Elaborado Por..ing. William Mendoza PDFNilton Raúl Santillán Ortega100% (1)
- AWS D1.1 EspañolDocument461 pagesAWS D1.1 EspañolGerardo Pacheco Palomino100% (1)
- Diseno Tanque Norma API 650 PDFDocument29 pagesDiseno Tanque Norma API 650 PDFHugo Muñoz ValdiviaNo ratings yet
- Aceros A-2 para herramientas de trabajo en fríoDocument2 pagesAceros A-2 para herramientas de trabajo en fríoArturo MendozaNo ratings yet
- El Corte Por OxicorteDocument3 pagesEl Corte Por OxicorteJonathan ColmenaresNo ratings yet
- Acero de Alta Resistencia Astm A572 GR 50 - 01 Dic 2020Document17 pagesAcero de Alta Resistencia Astm A572 GR 50 - 01 Dic 2020Emerson IpialesNo ratings yet
- Acero Al Carbono Con Alto Contenido de CromoDocument3 pagesAcero Al Carbono Con Alto Contenido de CromoKarla Ramos RodriguezNo ratings yet
- Tabla Varillas TIG PDFDocument5 pagesTabla Varillas TIG PDFMarco AlbanNo ratings yet
- Tiempos de SoldaduraDocument2 pagesTiempos de Soldadurabisuteria1No ratings yet
- Angulos Lados Igu VILLACERODocument2 pagesAngulos Lados Igu VILLACEROJoelNo ratings yet
- Enderezado Por Llama en Aceros Estructurales PDFDocument310 pagesEnderezado Por Llama en Aceros Estructurales PDFRichard Moran EstradaNo ratings yet
- RoladoDocument11 pagesRoladoEl Venas cx100% (1)
- 4130Document7 pages4130Ale AriasNo ratings yet
- Desarrollo de Plegado de PlanchaDocument14 pagesDesarrollo de Plegado de PlanchaLeo R100% (1)
- Din 125-BDocument18 pagesDin 125-Bchris vilguzNo ratings yet
- Informe de Cm. CedalDocument5 pagesInforme de Cm. CedalKatty Pinto100% (1)
- Precalentamiento AWS D.1. 1. INDURADocument31 pagesPrecalentamiento AWS D.1. 1. INDURALuis felipeNo ratings yet
- Costo PipingDocument4 pagesCosto PipingPeter RodriguezNo ratings yet
- GGM - DIM - IN 01 Instructivo Orejas de IzajeDocument5 pagesGGM - DIM - IN 01 Instructivo Orejas de IzajeKarla Picon Astudillo0% (1)
- Iso 4017Document5 pagesIso 4017NoritaRodriguez100% (1)
- Tabla de AcerosDocument2 pagesTabla de Acerosjuan carlos galvez abantoNo ratings yet
- El ABC de La Soldadura Por ArcoDocument3 pagesEl ABC de La Soldadura Por ArcoHugo Gualotuna AcostaNo ratings yet
- Tablas de TaladradoDocument1 pageTablas de TaladradoLuis FernandoNo ratings yet
- Items Fundición Astm A27 y A128Document8 pagesItems Fundición Astm A27 y A128Kenny Andrea Calderon OrozcoNo ratings yet
- Gusano TransportadorDocument6 pagesGusano TransportadorgeanNo ratings yet
- Soldadura Ing MinasDocument54 pagesSoldadura Ing Minashiker3100% (3)
- Electrodo Lincoln GRICU 8Document1 pageElectrodo Lincoln GRICU 8Jose Luis Perez JimenezNo ratings yet
- Manual Español SLM-210Document28 pagesManual Español SLM-210Herreria Del VolgaNo ratings yet
- Ultracore 81Ni1A75H EsDocument3 pagesUltracore 81Ni1A75H EsDaniel Lvqve GarciaNo ratings yet
- Arandela de Seguridad Tipo GrowerDocument4 pagesArandela de Seguridad Tipo GrowerElias GonzaNo ratings yet
- Casos 4. Costos de Procesos de Soldadurav2Document14 pagesCasos 4. Costos de Procesos de Soldadurav2KENDRICK PALMA SOLORZANONo ratings yet
- Pesos UboltDocument1 pagePesos UboltJose Pulido CalderonNo ratings yet
- Procedimiento de Soldadura Super EstructuraDocument11 pagesProcedimiento de Soldadura Super EstructuraPULP123No ratings yet
- Aceros Al ManganesoDocument10 pagesAceros Al ManganesoTony SctNo ratings yet
- HT-036 Ferrocord U Ed. 07Document1 pageHT-036 Ferrocord U Ed. 07Jose Luis Barrientos RiosNo ratings yet
- Astm A514 GR BDocument6 pagesAstm A514 GR BelweldNo ratings yet
- Parcial 2 SoldaduraDocument6 pagesParcial 2 SoldaduraVíctor LópezNo ratings yet
- CTERMICO2018Document45 pagesCTERMICO2018Jose DadamiaNo ratings yet
- Ciclo TermicoDocument45 pagesCiclo Termicomanuel perezNo ratings yet
- Soldadura: procesos y aplicacionesDocument10 pagesSoldadura: procesos y aplicacionesMayelis BarbosaNo ratings yet
- Jerson MantenimientoDocument7 pagesJerson MantenimientoJosé HurtadoNo ratings yet
- Hoja Tecnica g5Document6 pagesHoja Tecnica g5Jorge Alejandro Rey50% (2)
- Indice Manual AISC EspañolDocument1 pageIndice Manual AISC EspañolbarbadoblancoNo ratings yet
- Páginas Desde314421191 CMAA 70Document3 pagesPáginas Desde314421191 CMAA 70barbadoblanco100% (1)
- Hoja G5Document2 pagesHoja G5barbadoblancoNo ratings yet
- NTC 2289 PDFDocument3 pagesNTC 2289 PDFbarbadoblancoNo ratings yet
- Esmet Fundacion 2Document2 pagesEsmet Fundacion 2barbadoblancoNo ratings yet
- Protocolo TensionDocument22 pagesProtocolo TensionAlan TolentinoNo ratings yet
- Puente ParaguasDocument1 pagePuente ParaguasbarbadoblancoNo ratings yet
- Per Files e Structural EsDocument1 pagePer Files e Structural EsbarbadoblancoNo ratings yet
- Esmet FundacionDocument4 pagesEsmet FundacionbarbadoblancoNo ratings yet
- Inserto CubiertasDocument1 pageInserto CubiertasbarbadoblancoNo ratings yet
- NTC 2289 PDFDocument3 pagesNTC 2289 PDFbarbadoblancoNo ratings yet
- Esmet Productos y ServiciosDocument1 pageEsmet Productos y ServiciosbarbadoblancoNo ratings yet
- Inserto EindustrialesDocument1 pageInserto EindustrialesbarbadoblancoNo ratings yet
- Alzado Cables Con PuenteDocument1 pageAlzado Cables Con PuentebarbadoblancoNo ratings yet
- 1 PBDocument5 pages1 PBbarbadoblancoNo ratings yet
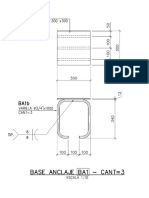
- ANCLAJEDocument1 pageANCLAJEbarbadoblancoNo ratings yet
- Fachadas Ventiladas 3Document2 pagesFachadas Ventiladas 3barbadoblancoNo ratings yet
- Modular EsDocument1 pageModular EsbarbadoblancoNo ratings yet
- NTC 2289 PDFDocument3 pagesNTC 2289 PDFbarbadoblancoNo ratings yet
- Fachadas Ventiladas 2Document2 pagesFachadas Ventiladas 2barbadoblancoNo ratings yet
- Titulog nsr10Document11 pagesTitulog nsr10barbadoblancoNo ratings yet
- Fachadas VentiladasDocument2 pagesFachadas VentiladasbarbadoblancoNo ratings yet
- Titulof nsr10Document27 pagesTitulof nsr10barbadoblancoNo ratings yet
- Ntc4321-10 Expansión OkDocument8 pagesNtc4321-10 Expansión OkbarbadoblancoNo ratings yet
- Titulo-A-NSR-10-Decreto Final-2010-01-13Document2 pagesTitulo-A-NSR-10-Decreto Final-2010-01-13barbadoblancoNo ratings yet
- Hoja Tecnica g5Document6 pagesHoja Tecnica g5Jorge Alejandro Rey50% (2)
- ValvulasDocument5 pagesValvulasJessiluNo ratings yet
- Soldadura en La Industria AlimentariaDocument12 pagesSoldadura en La Industria AlimentariaYerber ZedanoNo ratings yet
- Tablas AceroDocument10 pagesTablas Acerokom376376100% (1)
- Productos FlexcoDocument32 pagesProductos FlexcoBluemonday BluemondayNo ratings yet
- Alloy 15-5: Un acero inoxidable de alta resistenciaDocument3 pagesAlloy 15-5: Un acero inoxidable de alta resistenciaAlex LopezNo ratings yet
- AcerosDocument16 pagesAcerosraul_quispeNo ratings yet
- Laboraorio de Traccion y Dureza - Acero Inoxidable Ferritico 13 CR 405 - Janampa-RiverosDocument24 pagesLaboraorio de Traccion y Dureza - Acero Inoxidable Ferritico 13 CR 405 - Janampa-RiverosPaul Vicente Candia TorresNo ratings yet
- Alambres termoactivados en ortodonciaDocument105 pagesAlambres termoactivados en ortodonciavaleriaNo ratings yet
- Proyecto de TituloDocument21 pagesProyecto de TituloBryanNo ratings yet
- SEMINARIODocument32 pagesSEMINARIOGermán Huamanrayme BustamanteNo ratings yet
- Instrumental QX BasicoDocument25 pagesInstrumental QX BasicoAriana JumboNo ratings yet
- Informe Nº01 Ventajas y Desventajas Del Acero EstructuralDocument38 pagesInforme Nº01 Ventajas y Desventajas Del Acero EstructuralJL DávilaNo ratings yet
- Ficha Técnica Del EquipoDocument13 pagesFicha Técnica Del EquipoLaura BenavidesNo ratings yet
- Caso de Estudio Sobre La Eleccion de Un Acero para Un Producto de EmpresaDocument3 pagesCaso de Estudio Sobre La Eleccion de Un Acero para Un Producto de Empresapablo andres vasquez gomezNo ratings yet
- Trabajo Final Curso - Carlos FoscaDocument2 pagesTrabajo Final Curso - Carlos FoscadietersimaNo ratings yet
- Diseño Mecanico II - Unidad 2Document91 pagesDiseño Mecanico II - Unidad 2Juan C Hdez ONo ratings yet
- Aceros Especial y Normas BrasilDocument10 pagesAceros Especial y Normas BrasilCristian EspinozaNo ratings yet
- Catalogo Decoracion y Construccion Acero Inox 09Document26 pagesCatalogo Decoracion y Construccion Acero Inox 09Edmundo Oña Puga ッNo ratings yet
- Diseño de Una ManivelaDocument13 pagesDiseño de Una ManivelaJulio RamírezNo ratings yet
- STARE30 Ficha NuevaDocument4 pagesSTARE30 Ficha NuevajoseilanzaNo ratings yet
- 3-Materiales IndustrialesDocument46 pages3-Materiales Industrialesfrancisco ramirezNo ratings yet
- Metalurgia de SoldaduraDocument86 pagesMetalurgia de SoldaduraJhino Nels Yanque Centeno100% (1)
- Materiales clave en ingeniería químicaDocument17 pagesMateriales clave en ingeniería químicalandaNo ratings yet
- NOM-152-SSA1-1996, Que Establece Las Especificaciones SanitDocument16 pagesNOM-152-SSA1-1996, Que Establece Las Especificaciones Sanitbecky_meloniNo ratings yet