You might also like
- CNC Milling Lab ReportDocument5 pagesCNC Milling Lab ReportMuhammad Iqmel33% (3)
- CNC Report - Kubheran 23DKM18F2033Document10 pagesCNC Report - Kubheran 23DKM18F2033Kubheran SelvathuraiNo ratings yet
- CNC Milling MachineDocument15 pagesCNC Milling Machinenajieyuya91% (11)
- Report CNC MillingDocument16 pagesReport CNC Millingharislukman100% (5)
- DJJ3032 - Workshop Practice 3 (Lathe Machining)Document8 pagesDJJ3032 - Workshop Practice 3 (Lathe Machining)Afiq Fahmi100% (2)
- CNC ReportDocument39 pagesCNC Reportrasaiya69% (13)
- Discussion EdmDocument3 pagesDiscussion EdmShamsul Aiman100% (1)
- Surface Grinding ReportDocument12 pagesSurface Grinding ReportNur Muhammad Fitri70% (20)
- Edm Wire Cut ReportDocument15 pagesEdm Wire Cut ReportBawen MuralitharanNo ratings yet
- CNC Turning Machine DesignDocument6 pagesCNC Turning Machine DesignPeter Van der Put0% (1)
- Lab Report Edm Wirecut PDFDocument23 pagesLab Report Edm Wirecut PDFeizy andy88% (8)
- Lab Report On CNC MachineDocument5 pagesLab Report On CNC MachineAhmad Syamil100% (1)
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 ObjectivesDocument6 pagesDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 Objectivesshirleyna sara100% (1)
- Mechanical Engineering CADCAM Practical TaskDocument14 pagesMechanical Engineering CADCAM Practical TaskAmirun AminNo ratings yet
- Edm ReportDocument13 pagesEdm Reportrasaiya57% (7)
- JJ303 Report TigDocument10 pagesJJ303 Report TigAh Tiang67% (9)
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Report CNC Turning LengkapDocument19 pagesReport CNC Turning LengkapFirdaus Shah25% (4)
- Milling Report (Indexing)Document23 pagesMilling Report (Indexing)Aiman AlifNo ratings yet
- Report CNC TurningDocument23 pagesReport CNC Turningdkeaumani57% (7)
- Lathe ReportDocument16 pagesLathe ReportMuhammad Aisamuddin88% (8)
- Lathe Machine Project Semester 2Document11 pagesLathe Machine Project Semester 2Ye Chonn79% (34)
- A Lab Report On Fitting Workshop PracticeDocument6 pagesA Lab Report On Fitting Workshop PracticeBilal Mobeen88% (17)
- Djj10022 Fitting ReportDocument7 pagesDjj10022 Fitting ReportTamil passang songNo ratings yet
- Lathe Report Sem 1 DegDocument9 pagesLathe Report Sem 1 DegTarmizi Bahari74% (27)
- Report Machine Sem3Document8 pagesReport Machine Sem3Fazerin Shah100% (3)
- Discussion CADCAMDocument3 pagesDiscussion CADCAMAnonymous OyZEvN03MFNo ratings yet
- Report Bengkel Cad CamDocument8 pagesReport Bengkel Cad CamYouDiey33% (3)
- Report MesinDocument8 pagesReport MesinWan Muhamad FaizNo ratings yet
- Lab Report TIGDocument4 pagesLab Report TIGAlimah Azeli50% (2)
- Basic Pure Pneumatic Circuit Design: Experiment: 1 Title: Duration: 2 Hours: 1 0F 3Document3 pagesBasic Pure Pneumatic Circuit Design: Experiment: 1 Title: Duration: 2 Hours: 1 0F 3shirleyna saraNo ratings yet
- Surface Grinding ReportDocument3 pagesSurface Grinding ReportFiqri ProductionNo ratings yet
- CNC Milling Machine GuideDocument5 pagesCNC Milling Machine GuideMuhammad SanaNo ratings yet
- Gas Welding ReportDocument17 pagesGas Welding ReportNorasilah Chan67% (3)
- CNC Lab ReportDocument3 pagesCNC Lab ReportPei Shan ChoongNo ratings yet
- DJJ 10033-Chapter 5.GEARDocument34 pagesDJJ 10033-Chapter 5.GEARStepianus JtNo ratings yet
- Report FittingDocument1 pageReport FittingNordianaaida Eda67% (3)
- DJJ1032 Fitting (Hexagon Gauge) : Muhammad Ariff Bin Shukri TeyDocument14 pagesDJJ1032 Fitting (Hexagon Gauge) : Muhammad Ariff Bin Shukri TeyTak ProNo ratings yet
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- Conclusion What We Can Conclude From This Report Is We Able To Study The Meaning of CNC WhichDocument1 pageConclusion What We Can Conclude From This Report Is We Able To Study The Meaning of CNC WhichMuhd Qayyum Mohd Fuad80% (5)
- Inventor ReportDocument7 pagesInventor Report2cekal50% (2)
- DJJ30082 Worksheet Milling ReportDocument9 pagesDJJ30082 Worksheet Milling ReportSakinah KamalNo ratings yet
- Milling ReportDocument5 pagesMilling ReportMuhammad Fadhli80% (5)
- CNC Milling Machine - FYP Final Report - V1Document57 pagesCNC Milling Machine - FYP Final Report - V1Anas Asif64% (11)
- Report Cad Cam.Document12 pagesReport Cad Cam.Wan Azlizan Zakaria33% (3)
- Case Study DBM Maths - 3Document11 pagesCase Study DBM Maths - 3Gnabry100% (2)
- CNC Project ReportDocument25 pagesCNC Project Reporteazy91% (11)
- FittingDocument14 pagesFittingMuhd Ashraf67% (3)
- Understanding CNC Machines Through Hands-On ExperimentDocument1 pageUnderstanding CNC Machines Through Hands-On ExperimentSlim ShaddysNo ratings yet
- Foundry ReportDocument2 pagesFoundry ReportPreavin Kutty Thamotharan50% (2)
- REPORT JF303 TUNSTERN INERT GAS (TIGDocument12 pagesREPORT JF303 TUNSTERN INERT GAS (TIGaizatulasmira60% (5)
- Fitting ReportDocument18 pagesFitting ReportAriff Azizi67% (3)
- JJ203 MECHANICAL PRACTISE Welding-Report (Arc Tee Joint & Cutting & Brazing)Document9 pagesJJ203 MECHANICAL PRACTISE Welding-Report (Arc Tee Joint & Cutting & Brazing)Ah Tiang100% (1)
- Computer Aided Manufacturing (CAM)Document68 pagesComputer Aided Manufacturing (CAM)Ali RazaNo ratings yet
- Course Material On CNC Turning and CNC MillingDocument108 pagesCourse Material On CNC Turning and CNC MillingirinabesliuNo ratings yet
- CNC Milling ReportDocument6 pagesCNC Milling ReportMuhazman DinNo ratings yet
- Lab ManuDocument12 pagesLab ManuMuhd Muzafar100% (1)
- Tech Ascend CNC Student ManualDocument42 pagesTech Ascend CNC Student ManualabyzenNo ratings yet
- CNC LAB MANUAL AND RECORDDocument33 pagesCNC LAB MANUAL AND RECORDrajee10133% (3)
- MEM 634 Ergonomic DesignDocument3 pagesMEM 634 Ergonomic DesignStarscream AisyahNo ratings yet
- Progress Report ChassisDocument20 pagesProgress Report ChassisStarscream AisyahNo ratings yet
- EisDocument5 pagesEisStarscream AisyahNo ratings yet
- Discussion: Ferrous Alloys Specimen 1 (X17)Document6 pagesDiscussion: Ferrous Alloys Specimen 1 (X17)Starscream Aisyah100% (1)
- Final PPT Project ReportDocument21 pagesFinal PPT Project ReportAman GuptaNo ratings yet
- Ciena DTM-100G2 - DS PDFDocument2 pagesCiena DTM-100G2 - DS PDFrobert adamsNo ratings yet
- Chapter 1 - IntroductionDocument29 pagesChapter 1 - Introductionsibhat mequanintNo ratings yet
- Fine Pitch LED Display Series TV-PH125-YM SpecsDocument1 pageFine Pitch LED Display Series TV-PH125-YM SpecsJUANSOLUSINDONo ratings yet
- Vehicle Running Account (Vra) December 2022 RCCKDocument12 pagesVehicle Running Account (Vra) December 2022 RCCKm.fadhlyaugustami fadhlyNo ratings yet
- Control Gear Fluorescent Electronic EB-ECONOMY Electronic Ballasts For TLD LampsDocument6 pagesControl Gear Fluorescent Electronic EB-ECONOMY Electronic Ballasts For TLD LampsGary LauNo ratings yet
- PT INTI (Persero) Company Profile 2022Document32 pagesPT INTI (Persero) Company Profile 2022novitaNo ratings yet
- Agenda Scheduling Principles and Tools - Chet Holmes PDFDocument72 pagesAgenda Scheduling Principles and Tools - Chet Holmes PDFSH LCNo ratings yet
- Mak4462 Machine Tools: Yildiz Technical University Faculty of Mechanical Engineering Department of Mechanical EngineeringDocument12 pagesMak4462 Machine Tools: Yildiz Technical University Faculty of Mechanical Engineering Department of Mechanical EngineeringALPERENNo ratings yet
- P10 LED Matrix Panels 16x32Document9 pagesP10 LED Matrix Panels 16x32Amit Bhatia100% (1)
- Payback2 CHEATus - LuaDocument41 pagesPayback2 CHEATus - LuaDoanh ĐặngNo ratings yet
- WachsDocument64 pagesWachsJorgeNo ratings yet
- Physics 03-04 PowerDocument2 pagesPhysics 03-04 PowerMacmillanNo ratings yet
- MIS Unit 2 AssignmentDocument3 pagesMIS Unit 2 AssignmentRajesh AmbroseNo ratings yet
- Mutoh PhotoPrintDX10 SpectoVue ProfilingDocument12 pagesMutoh PhotoPrintDX10 SpectoVue ProfilingДенис ЛобачевскийNo ratings yet
- Preface 2016 Innovative Bridge Design HandbookDocument2 pagesPreface 2016 Innovative Bridge Design HandbookGroupe MilleniumNo ratings yet
- 9 PMP - ProcurementDocument14 pages9 PMP - Procurementdrsuresh26No ratings yet
- IECM User Manual PDFDocument583 pagesIECM User Manual PDFVishnu UppalakkalNo ratings yet
- Food Processing Machinery - Fixed Deck Oven Loaders - Safety and Hygiene RequirementsDocument50 pagesFood Processing Machinery - Fixed Deck Oven Loaders - Safety and Hygiene RequirementsSantosh IngaleNo ratings yet
- Maintenance of Electrical Equipment For FM Personnel: E-LearningDocument1 pageMaintenance of Electrical Equipment For FM Personnel: E-LearningNigel AngNo ratings yet
- 5G ReadyDocument6 pages5G ReadyRoshan JamesNo ratings yet
- Voyage Planner Installation and Operation Instructions 81339-3-EnDocument32 pagesVoyage Planner Installation and Operation Instructions 81339-3-EnIonutz Ionutz100% (1)
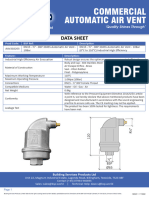
- BSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022Document1 pageBSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022j.iqubalNo ratings yet
- Chapter 7 - InstallDocument25 pagesChapter 7 - InstallHoài Sơn LêNo ratings yet
- Subhajit Sen ResumeDocument2 pagesSubhajit Sen ResumeSubhajit SenNo ratings yet
- Rules and Rules of Thumb For Duct SystemsDocument1 pageRules and Rules of Thumb For Duct SystemsNguyễn Xuân ĐiệpNo ratings yet
- Build a better internet together with Cloudflare partnersDocument19 pagesBuild a better internet together with Cloudflare partnersVicky MahiNo ratings yet
- Um m1114 61298 en 1412 PDFDocument55 pagesUm m1114 61298 en 1412 PDFJFco VANo ratings yet
- PS Series: Robotic Total StationsDocument4 pagesPS Series: Robotic Total StationsAlina Gabriela TodicaNo ratings yet
- Three-Phase Electric Power - Wikipedia, The Free EncyclopediaDocument12 pagesThree-Phase Electric Power - Wikipedia, The Free EncyclopediaMohamed RafihNo ratings yet