La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de produccin y en la duracin de la herramienta de corte.
Una velocidad muy baja en el torno ocasionar prdidas de tiempo; una velocidad muy alta har que la herramienta se desafile muy pronto y se perder tiempo para volver a afilarla. Por ello, la velocidad y el avance correctos son importantes segn el material de la pieza y el tipo de herramienta de corte que se utilice.
Es el factor principal que determina la duracin de la herramienta Afecta al consumo de potencia Desgaste muy rpido del filo de corte de la herramienta Deformacin plstica del filo de corte con prdida de tolerancia del mecanizado Calidad del mecanizado deficiente Tiempo de entrega de los trabajos Formacin de filo de aportacin en la herramienta. Efecto negativo sobre la evacuacin de viruta Baja productividad Coste elevado del mecanizado
La velocidad de corte para trabajo en un torno se puede definir como la velocidad con la cual un punto en la circunferencia de la pieza de trabajo pasa por la herramienta de corte en un minuto. La velocidad de corte se expresa en pies o en metros por minuto. Por ejemplo, si el acero de mquina tiene una velocidad de corte de 100 pies (30 m) por minuto, se debe ajustar la velocidad del torno de modo que 100 pies (30 m) de la circunferencia de la pieza de trabajo pasen frente al punta de la herramienta en un minuto. La velocidad de corte (VC) recomendada para diversos materiales. Estas velocidades de corte las han determinado los productores de metales y fabricantes de herramientas de corte como las ms convenientes para la larga duracin de la herramienta y el volumen de produccin.
90
27
100
30
35
11
70
21
90
27
30
60
18
80
24
25
90 200
27 61
100 300
30 93
25 60
8 18
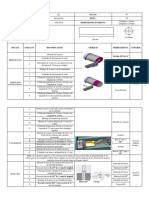
Tipos de Herramientas
El afilado correcto de los buriles (o cuchillas) de corte es uno de los factores ms importantes que deben ser tomados en consideracin para mecanizar los metales en las mquinas. El buril de corte debe estar correctamente afilado, de acuerdo con el tipo particular de metal que va a ser torneado y debe tener un filo adecuado para cortar exacta y eficientemente. Para obtener buriles de corte correctamente afilados, debe prestarse atencin especial a los ngulos que forman las aristas cortantes. Estos ngulos reciben los nombres de ngulo de inclinacin y de despejo.
DE ACUERDO AL TIPO DE MATERIAL CON QUE ESTN FABRICADAS
WS. Acero de herramientas no aleado. 0.5 a 1.5% de contenido de carbn. Soportan sin deformacin o prdida de filo 250C. Tambin se les conoce como acero al carbono. SS. Aceros de herramienta aleados con wolframio, cromo, vanadio, molibdeno y otros. Soporta hasta 600C. Tambin se les conoce como aceros rpidos. HS. Metales duros aleados con cobalto, carburo de carbono, tungsteno, wolframio y molibdeno. Son pequeas plaquitas que se unen a metales corrientes para que los soporten. Soportan hasta 900C. Diamante. Material natural que soporta hasta 1800C. Se utiliza como punta de algunas barrenas o como polvo abrasivo. Materiales cermicos. Se aplica en herramientas de arcilla que soportan hasta 1500C. Por lo regular se utilizan para terminados.
En el torno, los buriles utilizados ms frecuentemente son: Buriles de corte derecho e izquierdo Buriles para refrentar, de corte derecho e izquierdo Buriles redondeados Buriles para roscar y el buril de corte interior. El uso de estos buriles depende del procedimiento empleado y de la naturaleza del trabajo. Los buriles de torno para acero rpido, se fabrican de dimensiones estndar. Solamente necesitan ser afilados a la forma deseada e insertados en un mango portaherramientas apropiado para ser utilizados. Los tamaos ms comunes de buriles cuadrados son: (0.6 cm), 5/16(0.8 cm) y 3/8(0.9cm). Pueden obtenerse tamaos mayores para trabajos ms pesados.
POSICIONES DE LAS CUCHILLAS EN EL TORNO
Herramientas
de Refrentar: La operacin de refrentado consiste en un mecanizado frontal y perpendicular al eje de las piezas que se realiza para producir un buen acoplamiento en el montaje posterior de las piezas torneadas. Esta operacin tambin es conocida como fronteado. La problemtica que tiene el refrentado es que la velocidad de corte en el filo de la herramienta va disminuyendo a medida que avanza hacia el centro, lo que ralentiza la operacin. Para mejorar este aspecto muchos tornos modernos incorporan variadores de velocidad en el cabezal de tal forma que se puede ir aumentando la velocidad de giro de la pieza
consiste en mecanizar unas ranuras cilndricas de anchura y profundidad variable en las piezas que se tornean, las cuales tienen muchas utilidades diferentes. Por ejemplo, para alojar una junta trica, para salida de rosca, para arandelas de presin, etc. En este caso la herramienta tiene ya conformado el ancho de la ranura y actuando con el carro transversal se le da la profundidad deseada. Los canales de las poleas son un ejemplo claro de ranuras torneadas
Hay
dos sistemas de realizar roscados en los tornos, de un lado la tradicional que utilizan los tornos paralelos, mediante la Caja norton, y de otra la que se realiza con los tornos CNC, donde los datos de la roscas van totalmente programados y ya no hace falta la caja Norton para realizarlo. Para efectuar un roscado con herramienta hay que tener en cuenta lo siguiente: Las roscas pueden ser exteriores (tornillos) o bien interiores (tuercas), debiendo ser sus magnitudes coherentes para que ambos elementos puedan enroscarse.
HERRAMIENTA DE ROSCADO EN TORNEADO CON
PLAQUITA DE CORTE
Esta operacin consiste en realizar cilindros o conos interiores, cajas, ranuras, etc. Como en el taladrado, el montaje debe ser tal que deje libre el extremo de la pieza
HERRAMIENTAS PARA TORNEADO INTERIOR
Marceliano Guevara Robinson Yanarico Mamani Dennis Jess Celis Romero Jonathan Soto Santamara Fernando
You might also like
- Conicidad y Rosacado TornoDocument20 pagesConicidad y Rosacado TornoVadi Cg60% (5)
- Hoja de ProcesoDocument2 pagesHoja de ProcesoPedro Salas Escalante100% (1)
- Angulos Principales de Herramienta de CorteDocument1 pageAngulos Principales de Herramienta de CorteTaller Metal-Mecanica Leo100% (2)
- TiposBurilesCorteDocument3 pagesTiposBurilesCorteEmilia Dominguez100% (1)
- Hoja de Procesos TornoDocument6 pagesHoja de Procesos Tornocarlos caiza100% (1)
- Montajes de La Pieza en El TornoDocument4 pagesMontajes de La Pieza en El TornoTatis Sierra85% (34)
- Ejemplo Plato Divisor ResueltoDocument4 pagesEjemplo Plato Divisor ResueltoSara100% (1)
- Preguntas de FresadoraDocument8 pagesPreguntas de FresadoraLcNo ratings yet
- Cálculo del tiempo de taladrado y velocidad de avanceDocument2 pagesCálculo del tiempo de taladrado y velocidad de avancePablo Alejandro Burgos Zavaleta95% (20)
- Tecnología de Las Maquinas Herramienta 6 PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ. DescripciónDocument8 pagesTecnología de Las Maquinas Herramienta 6 PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ. DescripciónVicente Solis100% (2)
- Practica de Taller Mecánico N°1Document8 pagesPractica de Taller Mecánico N°1Robinson AroNo ratings yet
- Problemas Resueltos TornosDocument7 pagesProblemas Resueltos TornosJose Vasquez Fernandez40% (5)
- Balanceo de La Muela AbrasivaDocument10 pagesBalanceo de La Muela AbrasivaGaby's Guzmán60% (5)
- Hoja de Procesos Polea EscalonadaDocument15 pagesHoja de Procesos Polea EscalonadaWalter David Quiñonez100% (1)
- Accesorios y Dispositivos Del TornoDocument9 pagesAccesorios y Dispositivos Del TornoAlexander Zapata100% (3)
- Ejercicios MecanizadoDocument14 pagesEjercicios Mecanizadoromel_02_15100% (2)
- Preguntas TornoDocument16 pagesPreguntas Tornonacho50% (2)
- Cuestionario de Procesos de Arranque de VirutaDocument6 pagesCuestionario de Procesos de Arranque de VirutaJoanita QuispeNo ratings yet
- Hoja de Proceso CNCDocument4 pagesHoja de Proceso CNCAnonymous hTGKGfJDA100% (1)
- Hoja de ProcesosDocument2 pagesHoja de Procesosalu531383% (6)
- Hoja de Procesos Practica de TornoDocument4 pagesHoja de Procesos Practica de TornoJesus SerranoNo ratings yet
- Taller de Banco y AjusteDocument5 pagesTaller de Banco y AjusteSheomara Delgadillo Murga100% (2)
- Ángulos de CorteDocument11 pagesÁngulos de CorteEduardo CM100% (1)
- Ejercicios Mecanizado PDFDocument14 pagesEjercicios Mecanizado PDFMario Alexander Roca Miguel86% (7)
- Clase1-Torneado CónicoDocument57 pagesClase1-Torneado CónicoRenzo Palacios72% (43)
- Desbaste ConicoDocument9 pagesDesbaste ConicoCarlos PilatasigNo ratings yet
- Cálculos de taller para conos, inclinación y engranajes cónicosDocument4 pagesCálculos de taller para conos, inclinación y engranajes cónicosMecanizado SenaNo ratings yet
- Hoja de Proceso de TorniadoDocument3 pagesHoja de Proceso de TorniadoKarlosAndrésCuevaŢorres50% (4)
- Describa Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISODocument4 pagesDescriba Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISOluis ballinNo ratings yet
- Fabricación engranaje Z=125Document2 pagesFabricación engranaje Z=125Micaela Izquierdo RojasNo ratings yet
- Códigos G TornoDocument30 pagesCódigos G TornoPablo Sarzosa67% (6)
- Mecanizado de Superficies Cónicas y Agujeros de CentradoDocument33 pagesMecanizado de Superficies Cónicas y Agujeros de CentradoCarlos Arturo Lasso Vásquez40% (5)
- Hoja de Procesos Tornillo Sin FinDocument8 pagesHoja de Procesos Tornillo Sin FinRodrigo ChuraNo ratings yet
- Fresadora II Parte 3Document193 pagesFresadora II Parte 3raul quico mamani60% (5)
- Tablas de Velocidad de CorteDocument8 pagesTablas de Velocidad de CorteCarlos ToledoNo ratings yet
- Tecnologia de Las Herramientas de Corte y Fluidos RefrigerantesDocument16 pagesTecnologia de Las Herramientas de Corte y Fluidos RefrigerantesCarlos Cabrera67% (3)
- Fresadora ProblemasDocument65 pagesFresadora Problemaslenioxx80% (10)
- Que Son Discos AbrasivosDocument4 pagesQue Son Discos AbrasivosLuis Anchapuri71% (7)
- Mecánica de corte y análisis fuerzasDocument25 pagesMecánica de corte y análisis fuerzasCarlos Jose Abril0% (1)
- Ajuste de BancoDocument21 pagesAjuste de BancoRuizito De la Asunción100% (1)
- Rectificadora: definición y tiposDocument3 pagesRectificadora: definición y tiposPeter Harold El Tigre100% (1)
- Quintal LKLDocument7 pagesQuintal LKLYojan Alejandro Quintal50% (2)
- Operaciones Del TornoDocument6 pagesOperaciones Del TornoCarlos Flores RodríguezNo ratings yet
- Rubrica SoldaduraDocument3 pagesRubrica SoldaduraNicolas Rh100% (1)
- Cuestionario FresadoraDocument4 pagesCuestionario FresadoraGeovanny Michilena67% (6)
- Tarea de FresaDocument16 pagesTarea de FresaLuis Reyes Meregildo67% (24)
- Mantenimiento A Procesos de Manufactura (UNIDAD I) PDFDocument23 pagesMantenimiento A Procesos de Manufactura (UNIDAD I) PDFObeth Alcudia100% (10)
- Hoja de Prosesos para Un Engranaje Recto DiferencialDocument5 pagesHoja de Prosesos para Un Engranaje Recto DiferencialMecanizado Sena60% (5)
- Hoja de Proceso de TaladroDocument1 pageHoja de Proceso de TaladroChichojefe Pmc100% (1)
- Ejemplo Hoja de Proceso-Torno-2-2010Document4 pagesEjemplo Hoja de Proceso-Torno-2-2010Carolina Ramirez67% (3)
- Ejercicios de Velocidad de Corte en TornoDocument2 pagesEjercicios de Velocidad de Corte en TornoJESUS80% (44)
- Texto Calculos TornoDocument104 pagesTexto Calculos TornoSantiago Sarmiento ValdiviaNo ratings yet
- TrazadoDocument27 pagesTrazadoSección de Procesos de Manufactura88% (16)
- Manuale Imo SMT Ed r20Document8 pagesManuale Imo SMT Ed r20Ivan MorettNo ratings yet
- Hoja de Procesos Torno 1Document2 pagesHoja de Procesos Torno 1Frank Guerrero100% (1)
- Velocidades de Corte y RPM en El TornoDocument18 pagesVelocidades de Corte y RPM en El TornoCheta00No ratings yet
- Conceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasDocument12 pagesConceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasEdwin JachoNo ratings yet
- Herramientas de MecanizadoDocument17 pagesHerramientas de MecanizadomorihnoNo ratings yet
- Taladradoras Presentacion 160728073755Document29 pagesTaladradoras Presentacion 160728073755fabrizio segaNo ratings yet
- UF1213 - Técnicas de mecanizado y metrologíaFrom EverandUF1213 - Técnicas de mecanizado y metrologíaRating: 4 out of 5 stars4/5 (5)
- Laboratorio1 Grupo2Document17 pagesLaboratorio1 Grupo2Ricardo Vash LázaroNo ratings yet
- Renato Andreé, Castillo NúñezDocument153 pagesRenato Andreé, Castillo NúñezRicardo Vash LázaroNo ratings yet
- 726-Texto Del Artículo-1516-2-10-20180125Document11 pages726-Texto Del Artículo-1516-2-10-20180125Ricardo Vash LázaroNo ratings yet
- Rubrica ExamenDocument1 pageRubrica ExamenRicardo Vash LázaroNo ratings yet
- Smart Grids PDFDocument14 pagesSmart Grids PDFJhon CastroNo ratings yet
- Catálogo BUFU SeptiembreDocument12 pagesCatálogo BUFU SeptiembreRicardo Vash LázaroNo ratings yet
- Propuesta Energia Renovable 2010-2014Document9 pagesPropuesta Energia Renovable 2010-2014maikol1103No ratings yet
- Código de Ética UNHEVALDocument11 pagesCódigo de Ética UNHEVALDanalejandroNo ratings yet
- Innovación y emprendimiento SchumpeterianoDocument8 pagesInnovación y emprendimiento SchumpeterianoRicardo Vash LázaroNo ratings yet
- 726-Texto Del Artículo-1516-2-10-20180125Document11 pages726-Texto Del Artículo-1516-2-10-20180125Ricardo Vash LázaroNo ratings yet
- Smart Grids PDFDocument14 pagesSmart Grids PDFJhon CastroNo ratings yet
- 308 1171 1 PBDocument24 pages308 1171 1 PBYuri Villagra AlvarezNo ratings yet
- Normalizacion - Ajustes y ToleranciasDocument2,256 pagesNormalizacion - Ajustes y ToleranciasRicardo Vash LázaroNo ratings yet
- Tipos de AcerosDocument43 pagesTipos de AcerosRicardo Vash LázaroNo ratings yet
- Clases de Aceites y LubricantesDocument10 pagesClases de Aceites y LubricantesRicardo Vash LázaroNo ratings yet
- Mantencion de RodamientosDocument12 pagesMantencion de RodamientosRicardo Vash LázaroNo ratings yet
- METROLOGÍA 8 - Ajustes y Tolerancias de FabricaciónDocument9 pagesMETROLOGÍA 8 - Ajustes y Tolerancias de FabricaciónRicardo MondragonNo ratings yet
- Manual de Rodamientos SKFDocument333 pagesManual de Rodamientos SKFalfnohayproblem100% (1)
- 09 Inspección de RodamientosDocument14 pages09 Inspección de RodamientosRicardo Vash LázaroNo ratings yet
- 05 Tolerancias y AjustesDocument71 pages05 Tolerancias y AjustesRicardo Vash Lázaro86% (7)
- 01 Principios de RodamientosDocument34 pages01 Principios de RodamientosRicardo Vash Lázaro100% (3)
- 04 Disposición de RodamientosDocument24 pages04 Disposición de RodamientosRicardo Vash LázaroNo ratings yet
- Roscas TrapezoidalesDocument3 pagesRoscas TrapezoidalesRicardo Vash Lázaro71% (14)
- 03 Designación de RodamientosDocument23 pages03 Designación de RodamientosRicardo Vash Lázaro100% (3)
- Operaciones en El TornoDocument12 pagesOperaciones en El TornoRicardo Vash Lázaro100% (1)
- Torno ParaleloDocument37 pagesTorno ParaleloMaximiliano Rodrigo Cabestrero74% (38)
- 02 Tipos de RodamientosDocument48 pages02 Tipos de RodamientosRicardo Vash Lázaro100% (1)
- Tabla Tornillos Exagonales y ChavetasDocument3 pagesTabla Tornillos Exagonales y ChavetasRicardo Vash LázaroNo ratings yet
- Taladrado en El TornoDocument6 pagesTaladrado en El TornoRicardo Vash Lázaro93% (40)
- C09 Ferreteria Electrica Accesorios PostesDocument53 pagesC09 Ferreteria Electrica Accesorios PostesNico GallegosNo ratings yet
- MAQUINABILIDADDocument44 pagesMAQUINABILIDADJose Gonzalez Buiza0% (1)
- ForjadoDocument4 pagesForjadoLuis Daniel PGNo ratings yet
- Perfil Angular AceroDocument51 pagesPerfil Angular AceroEnrique BarajasNo ratings yet
- Bonnie - Catálogo Al Por MayorDocument85 pagesBonnie - Catálogo Al Por MayorYesenia AguirreNo ratings yet
- Metalurgia de Polvos Equipo 5Document6 pagesMetalurgia de Polvos Equipo 5FABIAN IVANOV DURAZO LEWNo ratings yet
- Manual de Instalación de Tierra FísicaDocument10 pagesManual de Instalación de Tierra FísicaEnrique Esquivel PalaciosNo ratings yet
- Preparacion de La Materia Prima o Material A FundirDocument12 pagesPreparacion de La Materia Prima o Material A FundirDennis Tirado ArancibiaNo ratings yet
- Carta PresentaciónDocument2 pagesCarta PresentaciónMariana IslaNo ratings yet
- PromartDocument2 pagesPromartsebastianNo ratings yet
- YALE - Tampa de 2 PuntosDocument2 pagesYALE - Tampa de 2 PuntosGiovanka CaroNo ratings yet
- Grupo 111 TC2 GrupalDocument26 pagesGrupo 111 TC2 GrupalTiffany TillmanNo ratings yet
- Partes de Un Motor InvestigacionDocument10 pagesPartes de Un Motor InvestigacionBryan Parrales MoyanoNo ratings yet
- Proveedores y Fabricantes de Láminas de Acero Inoxidable AISI 301 - Fábrica de China - GNEEDocument5 pagesProveedores y Fabricantes de Láminas de Acero Inoxidable AISI 301 - Fábrica de China - GNEEFSAAVEDRAFNo ratings yet
- Catalogo Monterrey 2019Document49 pagesCatalogo Monterrey 2019Richar Calizaya CarvajalNo ratings yet
- Valvulas de Flotador Boya Deslizante en Laton Ficha TecnicaDocument2 pagesValvulas de Flotador Boya Deslizante en Laton Ficha TecnicaRicardo Castillo RamirezNo ratings yet
- Ficha Acero GalvanizadoDocument1 pageFicha Acero GalvanizadoJose Dominguez EGISNo ratings yet
- INFORME 2 SoldaduraDocument6 pagesINFORME 2 SoldaduraJosue Leo SilvaNo ratings yet
- Universidad Tecnologica de PueblaDocument26 pagesUniversidad Tecnologica de PueblaBrian Rugerio SanchezNo ratings yet
- Abrazadera para Viga F2785Document2 pagesAbrazadera para Viga F2785JAVIER GALVEZNo ratings yet
- 14 Mesa de Corte para La Trozadora Con Soporte de Apoyo - Carlos Quispe QuispeDocument48 pages14 Mesa de Corte para La Trozadora Con Soporte de Apoyo - Carlos Quispe QuispeRodmi Torres PeraltaNo ratings yet
- 9° Conducta de Entrada Quimica - SRDocument2 pages9° Conducta de Entrada Quimica - SRGerardo GonzalezNo ratings yet
- Riesgos Higienicos en El Sector de La JoyeriaDocument14 pagesRiesgos Higienicos en El Sector de La JoyeriaKaren Zugeidi Buitrago GarciaNo ratings yet
- Seleccion de Conductores y CañeriasDocument12 pagesSeleccion de Conductores y CañeriasPablo Andrés SanchezNo ratings yet
- Seguridad en Procesos de Corte y Soldadura Barria y EscalanteDocument54 pagesSeguridad en Procesos de Corte y Soldadura Barria y EscalanteJesus Vengador100% (1)
- Unidad 5 Estructuras AceroDocument36 pagesUnidad 5 Estructuras AceroMiriam Figueroa HernandezNo ratings yet
- Especificaciones Técnicas Chullunquiani yTdRDocument12 pagesEspecificaciones Técnicas Chullunquiani yTdRpedrocqNo ratings yet
- Manual de soldadura SMAW con método por arco eléctricoDocument37 pagesManual de soldadura SMAW con método por arco eléctricoLEONEL ARAMAYONo ratings yet
- Normas Astm y NTCDocument13 pagesNormas Astm y NTCAndres Chandi0% (1)
- Actividad Lectura Oro y FraccionesDocument4 pagesActividad Lectura Oro y FraccionesJuana Quesada MorenoNo ratings yet