You might also like
- TALADRADORADocument33 pagesTALADRADORALuisDavilaRoblesNo ratings yet
- Diagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Document9 pagesDiagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Larissa Alegre PeñalozaNo ratings yet
- Laboratorio 4Document5 pagesLaboratorio 4ThaliiaCastroAguilarNo ratings yet
- Preguntas Materiales IndustrialesDocument2 pagesPreguntas Materiales Industrialesclaudia moraNo ratings yet
- Procesos de cambio de formaDocument28 pagesProcesos de cambio de formaRulo Hdez LazoNo ratings yet
- Rectificado Reporte 1Document47 pagesRectificado Reporte 1Ana ElianNo ratings yet
- Proceso de Conformado Por Deformacion VolumetricaDocument7 pagesProceso de Conformado Por Deformacion VolumetricajoesvaavNo ratings yet
- Balotario Solucionado Taladro Urp LimaDocument3 pagesBalotario Solucionado Taladro Urp LimaBryan CarrilloNo ratings yet
- TROQUELADODocument5 pagesTROQUELADOSara BetancourtNo ratings yet
- Metrología y Calibrador en Milimetros FinalDocument36 pagesMetrología y Calibrador en Milimetros FinalEstudiante100% (1)
- TorneadoDocument14 pagesTorneadogiank87No ratings yet
- Problemas de TaladroDocument2 pagesProblemas de TaladroOLIVER ANTHONY OBLITAS VALENCIANo ratings yet
- Importancia Del MecanizadoDocument6 pagesImportancia Del MecanizadodennisNo ratings yet
- Tarea Numero 7Document3 pagesTarea Numero 7karitoNo ratings yet
- Aire Acondicionado Tipo Split Fan Coil Expansion Directa Midea MTBDocument2 pagesAire Acondicionado Tipo Split Fan Coil Expansion Directa Midea MTBMiguel Ruiz TatajeNo ratings yet
- Proyecto RoscadoDocument13 pagesProyecto RoscadoEdmundo Lopez HernanadezNo ratings yet
- 1ra Dirigida Torno Procesos de Fabricacion 20201Document3 pages1ra Dirigida Torno Procesos de Fabricacion 20201Ronald daniel Tapia lavadoNo ratings yet
- Tratamiento Térmico de RecocidoDocument21 pagesTratamiento Térmico de RecocidoAndrea Rodríguez AmayaNo ratings yet
- EjerciciosDocument9 pagesEjerciciosZonia Débora100% (1)
- Fresadora WordDocument9 pagesFresadora WordmigzaidaNo ratings yet
- Hoja de Proceso de Una Pieza de SoporteDocument2 pagesHoja de Proceso de Una Pieza de SoporteHéctor Jorge Bravo PastorNo ratings yet
- Ensayo de ProcesosDocument5 pagesEnsayo de ProcesosJesus Morey100% (1)
- Guía de FundiciónDocument19 pagesGuía de FundiciónEliasdj F LeslieNo ratings yet
- Clase Tratamientos Termicos NitruracionDocument41 pagesClase Tratamientos Termicos NitruracionteknikitoNo ratings yet
- Proyecto Final Formulación (1) ListoDocument58 pagesProyecto Final Formulación (1) ListoNorlan Manga AguirreNo ratings yet
- Sucesión de Sumas ParcialesDocument4 pagesSucesión de Sumas ParcialesYeison CoulsonNo ratings yet
- EnergéticaDocument5 pagesEnergéticaThalia Ramirez LopezNo ratings yet
- Asignacion 1Document19 pagesAsignacion 1Laura Massiel Paulino RodriguezNo ratings yet
- DMAC AjustesDocument9 pagesDMAC AjustesJazmin Paredes LeonNo ratings yet
- Ensayo Stockless ProductionDocument2 pagesEnsayo Stockless ProductionMiguel Antonio Gonzalez100% (1)
- Corte Por Arranque de Viruta Con MaquinaDocument11 pagesCorte Por Arranque de Viruta Con MaquinaAdriano Veliz CentenoNo ratings yet
- Diseño de Una Máquina Dobladora de Tubos deDocument29 pagesDiseño de Una Máquina Dobladora de Tubos dehsosa9175% (4)
- Pernos y TornillosDocument9 pagesPernos y TornillosCamila RamosNo ratings yet
- Velocidad Avance ConicidadDocument4 pagesVelocidad Avance Conicidadjoaco_3132391No ratings yet
- Guia - Torno EjerciciosDocument2 pagesGuia - Torno Ejerciciosgiancarlo rojas100% (1)
- Monografia CNCDocument22 pagesMonografia CNCRené100% (1)
- Uniones desmontables: tornillos, tuercas y pasadoresDocument23 pagesUniones desmontables: tornillos, tuercas y pasadoresJorge Andrés PeraltaNo ratings yet
- Introducción al manejo del torno paralelo CNCDocument12 pagesIntroducción al manejo del torno paralelo CNCAlicia ArevaloNo ratings yet
- Silabo Procesos de Manufactura 2021-2Document10 pagesSilabo Procesos de Manufactura 2021-2Richard Montalban SanchezNo ratings yet
- Vida de Herramienta de Corte y Potencia de CorteDocument45 pagesVida de Herramienta de Corte y Potencia de CorteRenzo GomezNo ratings yet
- Corte Con Chorro de AguaDocument10 pagesCorte Con Chorro de Aguarassisonny-4690No ratings yet
- Tesis FresadoraDocument30 pagesTesis Fresadoraisaicaleb100% (2)
- Mecanizado de Un EjeDocument13 pagesMecanizado de Un EjejefferosonNo ratings yet
- Proyecto Grua Viajera Integradora IVDocument22 pagesProyecto Grua Viajera Integradora IVDennise Jiménez50% (2)
- Aceros PretempladosDocument5 pagesAceros PretempladosEduardo Alfredo Santos RiveraNo ratings yet
- Torneado Reina AjedrezDocument2 pagesTorneado Reina AjedrezAlex AndrangoNo ratings yet
- Problemas TorneadoDocument3 pagesProblemas TorneadoMari Intillaque Gomez-PimpolloNo ratings yet
- Proceso de ManufacturaDocument15 pagesProceso de ManufacturaIgmar BergmannNo ratings yet
- Embutido de MetalesDocument21 pagesEmbutido de MetalesJose Roberto Davila VielmaNo ratings yet
- Ensayos No Destructivos ESIME AZCAPOTZALCODocument11 pagesEnsayos No Destructivos ESIME AZCAPOTZALCOAlfredo TorizNo ratings yet
- TareaDocument4 pagesTareaKairet SuloagaNo ratings yet
- Tec Basic FabricacionDocument4 pagesTec Basic Fabricacionpedro cayoNo ratings yet
- Ejercicio de Seminario Problemas FresadoDocument13 pagesEjercicio de Seminario Problemas Fresadojhonbien1No ratings yet
- Accesorios fresadora versatilidadDocument3 pagesAccesorios fresadora versatilidadErick BaezNo ratings yet
- Maquinado en CepilladorasDocument52 pagesMaquinado en CepilladorasHolaSoyJhanferSotomayor0% (1)
- Guía Visita 3Document24 pagesGuía Visita 3Jeampier Kevin CamposNo ratings yet
- Clasificación y tipos de maquinas herramientasDocument14 pagesClasificación y tipos de maquinas herramientasHernán GHNo ratings yet
- Roscado: tipos, parámetros y métodos de mecanizadoDocument14 pagesRoscado: tipos, parámetros y métodos de mecanizadoLOZANO LINO JOYCE ALLISONNo ratings yet
- Trabajo Practico Del Taladrado.Document22 pagesTrabajo Practico Del Taladrado.Jorge AgüeroNo ratings yet
- Estudio Del Trabajo II InvestigacionDocument28 pagesEstudio Del Trabajo II InvestigacionENRIQUE LANDETA BELLONo ratings yet
- Conduven Unicon Eco PerfilesDocument34 pagesConduven Unicon Eco PerfilesCV13167% (3)
- Manual (Con Modificaciones) y Reglamento de Las Prácticas Profesionales de La Unefa SEP12 PDFDocument68 pagesManual (Con Modificaciones) y Reglamento de Las Prácticas Profesionales de La Unefa SEP12 PDFchichi_mikaNo ratings yet
- 1erratas Diseno de Estructuras de Acero Con Perfiles TubularDocument11 pages1erratas Diseno de Estructuras de Acero Con Perfiles TubularJennifer RodriquezNo ratings yet
- Cat 3Document31 pagesCat 3Enzo RiveraNo ratings yet
- Diseño de Un SemiremolqueDocument110 pagesDiseño de Un SemiremolqueRA Lopez RiosNo ratings yet
- Pre Dimension Ado de VigasDocument39 pagesPre Dimension Ado de VigasAnonymous vHUAr5Lp100% (8)
- Como Escribir Un EnsayoDocument27 pagesComo Escribir Un Ensayoapi-27586695100% (2)
- Capitulo IIIDocument46 pagesCapitulo IIIjesusjc0504x100% (2)
- Diseño y Construcciónde Un Remolque de Doble Eje Con Articulacion DelanteraDocument6 pagesDiseño y Construcciónde Un Remolque de Doble Eje Con Articulacion DelanteraGianpiero TrujilloNo ratings yet
- Ceus Integrales I y IIDocument158 pagesCeus Integrales I y IIdcn19No ratings yet
- Rodamiento FinalDocument12 pagesRodamiento Finaldcn19No ratings yet
- TitanioDocument26 pagesTitaniodcn19No ratings yet
- Tesis UPV2910Document660 pagesTesis UPV2910Edwin Saenz PeñalosaNo ratings yet
- Plano Topografico ..Document1 pagePlano Topografico ..Jaime andres Jimenez mesaNo ratings yet
- Humbolt y Su Contribucion A La CienciaDocument18 pagesHumbolt y Su Contribucion A La Cienciasergio_dingessNo ratings yet
- Transferencia de calor en procesado de alimentosDocument17 pagesTransferencia de calor en procesado de alimentosMagali Alcocer PérezNo ratings yet
- Operacion de Una Micro-Red PDFDocument26 pagesOperacion de Una Micro-Red PDFDaniel Ochoa YepesNo ratings yet
- Fase5 - Trabajo Colaborativo - Grupo - 403010 - 9Document12 pagesFase5 - Trabajo Colaborativo - Grupo - 403010 - 9Mafe LizarazoNo ratings yet
- Construcción de OrbialesDocument5 pagesConstrucción de Orbialeshechicera2104No ratings yet
- Lengua Clase Ndeg9 Del 11 de Junio de 2022Document4 pagesLengua Clase Ndeg9 Del 11 de Junio de 2022María de los Ángeles Pérez BlancoNo ratings yet
- La integración de las funciones universitariasDocument24 pagesLa integración de las funciones universitariasRenan GuillenNo ratings yet
- 1° PRIMER GRADO - Carpeta de RecuperaciónDocument38 pages1° PRIMER GRADO - Carpeta de Recuperaciónmaritza cardenasNo ratings yet
- Localización y Tamaño Del Proyecto M5Document2 pagesLocalización y Tamaño Del Proyecto M5fidelNo ratings yet
- FasoresDocument11 pagesFasoresYunior DagaNo ratings yet
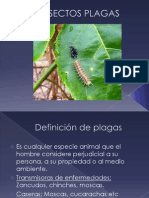
- Clase 4 Definición de PlagasDocument19 pagesClase 4 Definición de PlagasEduardo Carrasquel StekelenburgNo ratings yet
- TallernguianFundamentacionnnntributaria 346481ad1be2214Document3 pagesTallernguianFundamentacionnnntributaria 346481ad1be2214Jorge CamachoNo ratings yet
- Trabajo Introduccion A Los Procesos (Aca 1)Document6 pagesTrabajo Introduccion A Los Procesos (Aca 1)Paula RinconNo ratings yet
- ENXTV-X4 Data Sheet SP110120 PDFDocument3 pagesENXTV-X4 Data Sheet SP110120 PDFcleverman1No ratings yet
- Concesion Jessy Influencia Directa PDFDocument1 pageConcesion Jessy Influencia Directa PDFGeovannyZhiminaicelaAstudilloNo ratings yet
- Trabajo Grupal de Intervencion Social MadsDocument6 pagesTrabajo Grupal de Intervencion Social MadsmontillaneyraNo ratings yet
- Ph. BioquimicaDocument13 pagesPh. BioquimicamilicorazonNo ratings yet
- Recuperacion de QuebradasDocument52 pagesRecuperacion de QuebradasCarlin JCNo ratings yet
- Diseño de muros para cargas ortogonales al planoDocument7 pagesDiseño de muros para cargas ortogonales al planoJhonatan Edwar GRNo ratings yet
- Cotizacion: Codigo Nombre Unidades Preciounit. TotalDocument1 pageCotizacion: Codigo Nombre Unidades Preciounit. TotalResidencial La HaciendaNo ratings yet
- Proyecto Juegos TradicionalesDocument25 pagesProyecto Juegos TradicionalesCristina Pérez Ruiz100% (1)
- Guía de Estudio I UnidadDocument2 pagesGuía de Estudio I UnidadLeo Discua100% (1)
- Definicion de FritasDocument15 pagesDefinicion de FritasIngrid ContrerasNo ratings yet
- Actividad #3 Investiga Sobre La RSEDocument11 pagesActividad #3 Investiga Sobre La RSEoliver mauricio oliva suarezNo ratings yet
- Metodología de la enseñanza de la literaturaDocument6 pagesMetodología de la enseñanza de la literaturaProfr Jorge Alberto PiñeyroNo ratings yet
- Fisica - DinamicaDocument4 pagesFisica - DinamicaAlessandro ArévaloNo ratings yet
- Tecnicas de ConteoDocument17 pagesTecnicas de ConteoElliot DamonNo ratings yet
- Español Semana 12Document2 pagesEspañol Semana 12Daniela TumbacoNo ratings yet