Professional Documents
Culture Documents
Livre de Mecanique
Uploaded by
eric-apprenti69%(13)69% found this document useful (13 votes)
13K views345 pagesCopyright
© Attribution Non-Commercial (BY-NC)
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
69%(13)69% found this document useful (13 votes)
13K views345 pagesLivre de Mecanique
Uploaded by
eric-apprentiCopyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 345
TABLE DES MATIERES
Avant-oropos
PREMIERE PARTIE
LE TOUR
Technique et pratique du tournage
Conduite du travail sur le tour parallate
CHAPITRE PREMIER
LE TOURNAGE
Définition du tournage. Historique
Classification des tours
CHAPITRE DEUXIEME
Le sour porelltle
Definition, Possibileés ds le machine
Mouremonts + .
Deteription
Choines cincmetiques <'un sour paralléle moderne
‘Mouvoments cualioires dy tour poralléle, Le harats
Inverseur de marche 2 Pe
‘Accessoires de tournoae.
HAPITRE TROISIEME
‘otis de tournase
Ginérfns
ovine promines de coupe
cr onde
Setor 8 Coupe rsice
Geetite at carbares métlicues
Giramiaae «
Diamant :
ferme st otetion detox de rut
‘nur componant la coupe dun eat de four
Fonte dettetege vésave wn
‘Fblea des angio de teupe des Guts en seer & coupe rapide.
Teblens des angles de coupe dr outs er ecorbure metal
Ooh eres :
Sure mules Outil 9 mite repre
Guile & pee censor
Danis 4 mein
Suris do Tome sss
tis pat Pesiroge se mfr toes: wo
Retacgnements concomant le teitoment thermique dev ost.
Concise supe dor out :
Poges
28 ot
"
1%
2
Er
25
26
35
Ee
a
a
48
48
50
52
56
3°
22
8
6
os
1
78
ar
3
aa
35
26
Tableau des viteres de coupe psu" cuts cn earbure métallique
Reales 6 cbserver concernant les consitions de seupe der vot
Position de Voutil per rapport & le
36 et
CCHAPITRE QUATRIEME
Trevaux de towrnege
‘Appelations diverses do tourna.
Montage det picees sur le tour
Contage des pidcor
r. Outils de pergane
tour. Outils osc
Tournage ylindrigue.
Iéthade pour avamenter ia précison du aéplecement du checist transversal
‘Tournage conique
Difterentes fogans de tourney cine
Exonale numérique récoprulti
Verification dex plécer co
Questionncire
Tournegs +h
CHAPITRE CINQUIEME
letope
DéFinition, Historiave
Filet et pos,
Profs des flere
Syettmes de filteges. Filty trignguleron, Flctase §
Tableow du systéme 5 an
Fileioge Whitworth
Toblean ou systéme Whitworth
Filetage Seller, Tableau
Fersge dlertilerie
Filetoses pour tuber
Brivah Standard Pape...
Briggs Stondard Pipe, Theed
Fiots rape
Tobleau du fletoge Acmé
Filtoge rrosezoidal moimalisé, Tebleou
ltoge comnd
Fiotage tend wormatse
Pratique du filetege au pelgne of du flctage avec eppartl ropreducicur
Pratique du fletage ou tour parllél, Coleui do Vineincizen te Inu
Profondeur des flerages,
Caleut da nombre do. dents des’ ongroneges de
vem
Adoptotion d'ehémants avithmétiques ou cleat det roues de fil one Nom:
bres premiers
Divi es nombnes
‘Adeptolion des fractions eu nombre de dents des roues de tletooe
Recherche cu plus grend commun divseur de eux nombres
Unilistion ie PGC. Exerates
‘Montage des rouse de filetase,
center broche et
8
103
10
08
m4
ns
ng
122
124
25
130
132
137
18
139
140
van
12
144
145,
16
1?
143
150
15)
152
isa
154
155,
156
137
138
vet
163
6a
35,
166
169
169
170
3
— 681 —
Pager
sx mitriques, Ginéeolitis, Filetogs © 2 et 3 rouse ve
Fuletsge 6 4 roves : iW
Fileroge 6 rouse: We
Filetoge @ 8 roves 5
‘Tablecus do montage des roves pour pos matigues. Hoe 181
Pax angles. Générolités. Exemples de cole 132
Teblecu de mantage des roust pour por engi 187
Pes béterds ou epproximatife, Gévéraiés. Recuites 138,
Examples success d'utllsction des rédanes 169
“Tobles dex reduiter Wir 192
Pes pétiodiques, Généraliés, Examples de send 137
Pos eu module eu fonction de x. Généralite, Pwemplas de calcul 200
Vie & plusieurs fils. Genérclis, Méthedes . Hurd pour ie teiloge en lice, Tableau.
Vis sane fin, Roves hélicoidales creuses. Genéralites
Formules utdiées, Vi sane fin 8 un fet, Rove cresse
Vie sone fin O plusieurs filets. Reus crouse
Exemple uméricus
CCensidGrations tur Vexccation des vis sone fin
Questionnaire
Tollloge der toroude, alési
Applicction Usiuation une froise convexe & profil constant
Execution de fraisogce concover de reyon supérieur 8 celui de le frvise
‘eillage des comer ur lo froixouse wniverselle, Générale
Paneige Conduite 6 Vopéretion
exemple numéricue’
Taillage dee roatr et pignons de chaines 2 reuloaus.
Generates, Bescrstion d'une cheine & eovleau
Formuies ences
‘roiees
CHAPITRE HUITIEME
utorsctique sur machines spécales
Engrenoges eylindriques droits ct helicaidour.
Gendroites, Machines & raises vieméres
Machines & outi-crémelleres.
Mochines 2 prorons-couteaus.
renages coniguct dolts,spraux et hypaides, Gérarcltes. Historique
LEngrenoges coniques eres,
Engreneges spiroux et hypotdes
CHAPITRE NEUVIEME
Les frolsnuses modernes
Gencrlites
Coupe d'une freiseure waiverselle moderne
Froitouseshorirontalee
Commonde co la broche une fraiieuse horizantale
ter verticales
Commande de la broche diane Heiseuse verticle
Frolvcures wniverselicr
Fraltouter universes & téte orlontable
Choine singmatique ca la commende de brcche oo To feiseuse Gombin
Fraituse universsle Gambie
526
52
530
53
532
333
534
335
537
539
3a
Bae
545
5a
332
558
360
532
583
564
365
567
568
560
sv
375
576
578
579
579
580
5a3
583
585
587
589
590
593
595
596
598
608
507
si0
612
613
bia
ars
— 686 —
Pores
CChoine cinémevique de Io commande des charicts ele
Chaine cindmatiqus do lo commande dex ovances : 67
Froisoure univorselle P, Hus. 619
Chaine cinémarique générale fe 620
Sehémes de commande de la console, cu choviot warsversal et de lo table. 623
Froiseuses universelles & chariots orlentables et pivetont 624
Fraiveuse uriverslle & grande vitae 624
Fraiseuse: Omniverse a27
Fralsouses & bane fine... 630
QUATRIEME PARTIE
INITIATION A LA TRIGONOMETRIE
nes trigonométriques — Problames d’atelicr
CHAPITRE PREMIER
ELEMENTS DE TRIGONOMETRIE SIMPLE
Généralités. Définition de la. trigonométie, 635
Roppel de qusloues notions de gsametre 635
Le triangle rectansle. 637
Les tramgles semblabler, ce 3a
Definition des lignes trigowométrigues : sinus et cosines rr
Tangenta ct cotengente. : $40
Representation graphique des lignce trigonométriques sa
Usilication des tableaux trigonométriquer 6a
Table é 543
Exemates success de lech SOU gar
Volour es lignes tagenometriqucs remarquables, Résclution dew ‘ironsles
tectongles os
Exercices récapitultits 650
des tignsias veetonsles. 653
‘ézelution des trionplcs queleonques Dl ase
CHAPITRE BEUXIEME
Problémes atelier - Solutions frigomemctriques
655
CINQUIEME PARTIE
FORMULAIRE A L'USAGE DES TOURNEURS ET FRAISEURS
Usiisotion du tableau der ores, cordes et Fléchot. 667
Tableau des ates, corde: et fleches 370
cos ot volumes : rae 373
Formals cieniyeie 64
Facteurs wilisés dane lee calle... 875
Tabloaw des symboles densités et polnts de Fusion det principaux métoux et
Glements Seddition 676
Densité et points de fasion oo 07?
Bishegroshie 48
pace nn ee
ACHEVE DiMvRIMER
SUR LES PRESSES DE
LEMANCTPATRICE
PARIS, 15 MARS 1956
DEPOPLEGAL IMb. 185
DEPOT LEGAL EDIT. *
sa
AVANT-PROPOS
3° ET 4 EDITIONS
PAR SUITE DES PERFECTIONNEMENTS SANS. CESSE CROISSANTS APPOR-
TES A LA CONSTRUCTION DES MACHINES-OUTILS DEPUIS LA LIBERATION,
AUTEUR. A CRU INDISPENSABLE DE TRAITER DANS LA 3+ EDITION LES
‘TOURS ET LES FRAISEUSES MODERNES, CSTE FTUCE DORGANES NOU-
VEAUX_ SERA. PLUS SPECIALEMMENT RESERVE AUX ELEVES DES ECOLES
PROFESSIONNELLES ET COLLEGES TECHNIQUES ; FLLE POURRA AINSI ILLUS-
TRER D'UNE FACON PROFITABLE LEUR COURS DE TECHNOLOGIE DE
MACHINES-OUTILS,
LA GENERALISATION DES METHODES MMODERNES DE_TAILLAGE O'th
GRENAGES PAR GENERATION NOUS A AMENE A DEVELOPPER DANS
CETTE 4° EDITION ET TOWOURS FOUR LES JEUNES APPRENTIS UNE
ETUDE TRES SIMPLIFIEE DE CETTE TECHNIQUE TOUT NATURELLEMENT,
ILS APPRECIERONT LES PRINCIPES MECANIQUES FONDAMENTAUX OU
CONDUISENT A UEXECUTION RAPIDE ET PRECISE DE TOUS LES CNGRE-
MAGES. CYLINDRIQUES DROITS FT HELICOIDAUX, AINSI QUE LES ENGRE-
NAGES CONIQUES DROITS ET EN HELICE, CEE CONNAISSANCES SONT
ACTUELLEMENT INDISPENSABLES CAR LEURS DEBOUCHES DANS L'INDUS.
{TRIE SONT PRATIQUEMENT TLLIMTES,
RN.
AVANT-PROPOS
NOUVELLE EDITION
A LA PARUTION DE CETTE NOUVELLE EDITION, JE TIENS A REMERCUER
TOUS CEUX, COLLEGUES ET AMIS, QUI, PAR LEURS ENCOURAGEMENTS ET
LEURS PRECIEUX CONSEILS, ONT CONTAIBUE A FOURNIR A CET QUVRAGE
UNE BOCUMENTATIGN TOUJOURS PLUS UTILE,
ALA SUITE DF NOMBREUSES, SUGGESTIONS, LES SUJETS SUIVANTS
‘ONT ETE AJOUTES +
VERIFICATION DES PIECES CONIQUES ET DES FILETAGES;
USINAGE DES VIS SANS FIN;
TOURNAGE PAR REPRODUCTION ;
LE DECOLLETAGE;
LES OUTILS CERAMIQUE ET DIAMANT ;
PERCAGE ET ALESAGE SUR LE TOUR ;
TECHNIQUE DE LA DIVISION COMPOSEE SUR LES DIVISEURS « GAMBIN »
ET wSOMUA®;
TAILLAGE DES ROUES ET PIGNONS DE CHAINES A ROULEAUX ;
CHAINES CINEMATIQUES DE FRAISEUSES UNIVERSELLES MODERNES >
EXECUTION DE FRAISAGES CONCAVES PAR INCLINAISON DE LA FRAISE
NOMEREUX SUJETS DE GAP. £T DE BREVETS PROFESSIONNELS, ETC.
_ JE SQUHAITE QUE TOUS, PROFESSEURS, COMPAGNONS ET APPRENTIS,
Y FASSENT BON ACCLEIL
RN,
Pour Tout ce qui cancerne lg Technologie générale des Méteux paraissont
4 Programme ‘Netenl der CAP, Tourmour st Frotscur, oo reporter 8. Voxnragt
Aivstage ct Mécanique do Précinion ISUDEL. Edieurl ct aux fms Tues
fines!" La’ Naissance de Vacier ct Magondege, eieusot de la Fonte et de Actor
(eoulears “Kedechrome) 1O.5E, Estes!
PREMIERE PARTIE
LE TOUR
TECHNIQUE ET PRATIQUE
DU TOURNAGE
Conduite du travail sur le
TOUR PARALLELE
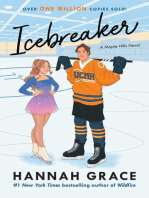
TOUR PARALLELE MODERNE
Fig. 1
CHAPITRE PREMIER
LE TOURNAGE
Définition — Historique — Classification des tours
DEFINITION DU TOURNAGE
Le tournage est une opération mécanique consistant & cuvre-
ger une grande variété de corps de révolution (cylindres, cones,
sphéres) cinsi que des filetages de tous profils sur des machines-
utils particutidres appelges tours.
Cet usinoge est protiqué l'aide d'outils de coupe dent Io
position sur le machine est immuable verticalement et dont la possi-
bilité de déplacement letéral leur permet de détacher un copeau.
Le tronchage s'effectue gréce 6 une trés forte pression de I'ardte
de coupe sur la face & travailler, les piéces & usiner étant toujours
un mouvement de rotation,
cnimées
HISTORIQUE
Le tour est certainement, parmi les instruments de trevail, un
es plus anciennement conru, il fut & Forigine de toutes les
machings-outils, Sans le tour, le grand progrés industriel du siécle
dernier nfaurcit pas été possible,
Son histoire remante & la pius lointoine antiquité, puisque les
Egyptiens en ont loissé plusieurs représentations sur feurs monu-
ments,
Les Grees I'utilisérent surtout pour la fobrication de vases dont
lour erchitecture fut si riche,
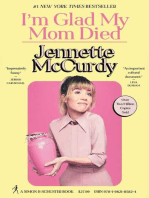
TOUR DE POTIER
Fig. 2
1, Téte oe tour 3. Broche du tear
2. Siene, 4. Volant
Qui, jusqu'e nos jours, n’ont cessé de se perfectionner.
CLASSIFICATION DES TOURS
La clossificaticn des tours peut étre epérée en tenant compt?
de llimportance des pigces & usiner et du genre de travaux pou-
vant y étre réalisés. Nous donnerons pour chacun d’entre eux ie
rBle sommaire qu'il doit remplir.
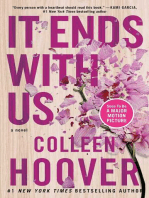
TOUR VERTICAL « BERTHIEZ »
Fig. 9
1. Dioposiit de seoute cs bros 9. Diplacement opis
2. Tomuets de debrayooe. 10, Totrelle porte
3. Ting vercte HI Diplacement meruel dy cheist
£ Sits econ chav sur moan,
. Séplserent meric du chart sur 42, Potear porte
ce 13. Chorot cor mentor
Sit sur brat 1a. Embrojoge et teiage,
7. tmorayoae dar ovoncan 15, Comme des avance
Toate volver Ve. Seccnon es viene de brache
a
1° Le tour paralléle & chorioter et 4 fileter travoille lo piéce
dons sa position horizontale; il est de beaucoup le plus wtilise,
Grtice & Vuriversalité de ses mouvements, Certains tours poralléles
modemes peuvent avoir ces dimensions vraiment impasontes, puis-
que les Eioblissements Somua construisent octuellement des tours
paraligles qui, pour une houteur de pointes de 900 mm, possé-
dent une fongueur utile de 18 métres,
2 Le tour vertical, congu pour Vexécution de pidces lourdes
at encombrantes dont le centrage et Ie bridage sercient trop dif-
flcultueux sur un tour ordinaire. Le balourd, provoqué por un équi
librage défectueux do la piéce, y est ici sérieusement otténus.
Certains tours verticoux 4 déplacement de plateau peuvent usiner
des pitces otteignant 6 métres de diamétte.
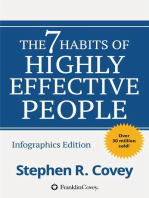
3° Le tour en Mair sert cu tournage de grosses et encombrentes
places ne pouvant économiquement dtre usinges sur de voluminewx
fours normaux ou verticaux, Ses applications multiples se trouvent
considérablement cugmentées par Vamovibilité des chariots porte-
outils et de la contrepoupée.
Le tour en Hair est générolement constitué par une poupée fixe
TOUR EN LAIR
Fig. 10
1. Conirepounée, 6. Toque de montage stu chariot event
2. Chariot porte-cutil avont. at Ge [a contrepoupse
3. Movs reversible: et amovibles indé- 7. Chariot porte-outil arritre_ monté
endants. sur teque, particule,
4 Ploteou porte plies 8, Armoire de commode électrique.
5. Poupte tke
ee
du type normal recevant un plateau de grand diamétre. Une
taque particuliére recoit la contrepoupée et les chariots ; ces derniers
peuvent étre ou décalés ou orientés perallélement, obliquement ou
Perpendiculairement par ropport l/axe des pointes. Ils possédent,
dfautre part, chacun leur propre mécanisme de changement
dlayance, Entre la poupée fixe et Ja taque, une fosse peut étre
prévue pour l'usinage des piéces de grand diametre.
4° Le tour & décolleter revolver, semi-automatique ou automa-
tique, suivant que les opérations successiyes de tournage’ d'une
pice sont exécutées manuellement ou automotiquement, est uti-
lisé pour I'usinage en bout de piéces prises dans des borres pro-
filées, le quidage de celles-ci étont assuré par des pinces ou des
luneties. La tourelle revolver sert & la décomposition des opéra-
tions d’usinage,
TOUR A DECOLLETER SEMI-AUTOMATIQUE
Fig. 11
1. Sélection des vitessos de broche, 6 Barre de butée longitudinale
@ AV at AR, desrayoge eZ Corer di mecarisme! etavanes
inate ge cre acuraveet St +o f camera dere EDA
froin
transvereal,
3, Boree pilot. 9. Embreyage du mouvement longic
4, Tourelle porte-outie, tudinal j
5. Cobeston du mouvement de cou. 10, Tambsur de sélection des avancez
fuse de le tourele lonpitudinales st troneversoles, cs
Cogn
Sur les tours semi-automatiques, les mouvements travail sont
seuls automatiques (fig, 11),
Sur les tours automatiques, les mouvements d'avance des ou:
til: ¢ charioter, @ profiler, a fileter, & percer et a trongonner,
sont dennés par cames plates ou eames cloches étudiées spéciale.
ment pour chaque série de piéces exécuter. Le rendement de ce
genre de tour, pour des travaux appropriés, est bien supérieur &
celui du tour poralléle (fig, 12)
TOUR A DECOLLETER AUTOMATIQUE
Fig. 12
1. Méconieme do porcage et do
forcudage,
2, Choriots porte-outils
3. Broche,
4 Poupde mobile longitusinale
5. Dispositif automatique « avan.
ce barre
6. Enagrenages ouviliciresmodi=
fant les vitesses de broche,
5° Le tour de précision ou d’établi, du genre Mikron, Schou-
blin-Villeneuve, Précis ou Jenny est utilisé en petite mécanique
de précision pour I'exécution ou la reprise de pices de foibles
dimensions exigeant, ayec une grande précision, un fini irrépro-
chable (fig. 13).
6° Les tours spéciaux 3 détolonner ou 4 reproduire,
©) A détalonner, dont le réle est de créer langle de
dépouille des outils (fraises, torauds, ete.). Le dégagement arriére
de la surface de travail est pratiqué suivant une spirale a l'aide
d’une came spéciale et d'un ressort de tension.
b) A reproduire, créé pour la reproduction sur une piéce d'un
profil précédemment établi sur un gabarit creux ou en relief, une
piéce type ou un calibre en tole, Le guidege est assuré, d'une part,
ar contaet dun doigt ou d'un galet trempé sur les tours anciens
et, dloutre port, par un dispositif hydroulique sur les tours
récents (I) (fig. 14)
ee Geaitsee Paticulies fone Voblet, dans te présent ouviege, dune étude
spéclale intitle « Tournege per reproduction
= i
TOUR DE PRECISION
Fig. 13
1. Poupee fixe,
2, Cheviot ttoneversal
2. Cheriot porte-outil
4. Contecpoupte,
15. Sere-pines,
6. Cemmutsteur de mere
che AV of AR,
Nous étudierons plus
spécialement dans cet
ouvrage le tour pa-
ralléle et la conduite du trevaill sur cette machine-cutil en raison
de la mut
ide et de la voriété des usinages pouvant y étre réalisé,
TOUR A REPRODUIRE
Moteur lsctrique commandant le trata
Fle. 14
|. Moteur floscue bride,
Choriots
I. Okpositt de maintion de le piece. modle
lings @ commande bydrculigue
Résloge merc! dh paler,
Contrepounée 2 commends. hydroutique
Commande menuelle dt chariot tehaverse
i
c} Les Etablissements Soulfort-Fockedey-Voutier et C! cons-
truisent également un tour @ repreduire de grandes dimensions
destiné & usinage & grande vitesse de coupe de roues montées cu
moyen de pastilles de carbure métellique. Ce tour permet également
le reprofilage économique des bandages usagés por reproduction
hydraulique fig, 15)
TOUR A REPRODUIRE POUR L'USINAGE DES ROUES MONTES
Fig. 18
CChesiot de repreduction
Coulisse tronsverate
. Gabarit de Vappareil de reproduction
| Moteur de commande des poupdes.
Plotsau & pompes & serrage hydrauligue
Poupée gauche motrice.
Poupte droite réceptrice
“Thain de roues mente sur vérin fycrauthavs.
CHAPITRE DEUXIEME
LE TOUR PARALLELE
1, Définition — Possibilités de la machine
Mouvements — Description
DEFINITION DU TOUR PARALLELE
Lappellotion de tour parallale provient de ia particularité
suivante :
Loutomaticité du chariot longitudinal ou trainard permet rexe-
cution de pices 4 génératrices paralléles, soit en Vair, soit entre
pointes, dans ce demier cas, aprés réglage préalable de la contre-
poupée, En effet, le glissement du trainard sur le bone s'opére
toujours parallélement & ‘axe des pointes, Cette particularité est
mise @ profit par le compagnon tournour chaque fois qu'il lui
est_demandé de produire des formes cylindriques parfaitement
calibrées,
POSSIBILITES DE LA MACHINE
Les possibilités ou constantes étant des quantités conservent
toujours ia méme veleur, nous offecterons cette oppellation aux
coractéristiques immucbies de toutes les machines-outils. Ces ca-
rectéristiques sont propres & cheque machine, mais varient évidem-
‘ment suivant fa marque, le calibre et le type utilise
Pour es tours paralizies, nous leur donnerons les formes sui-
vantes :
1° Hauteur de pointes (H. de P.) ast Ia distance verticale
comprise entre le dessus du bane et Ie ligne imaginsire reliont les
pointes, Cette heuteur est toujours exprimée en millimetres.
2° Longueur entre pointes (£.P.) est ia distance horizentale
maximum sépsront la pointe de la poupée fixe de la pointe de la
Boupée mobile (fourreau rentré: lorsque cette demiére permet
Vusinege dela pigce de ta plus grande longueur possible. Cette
valeur s'exprime on métres au-dessus de 1.000 mm et en milli-
entrees au-dessous,
—23—
3° Capacité de ta machine.
fe) Diamétre maximum possont au-dessus du bane (rompu ou
non),
b) Diométre meximum passant au-dessus des cheriots
(Cotes exprimées en milliméires}
POSSIBILITS ET MCUVEMENTS D'UN TOUR PARALLEL MODERNE
-
oe
ee ge 0"
e
Fis. 16
4° Largeur du bane, en millimetres.
5° Poupée fixe.
a) Alésoge de Ia broche, en millimetres,
b) Logement des pointes. Céne Morse n° 2, 3, 4, etc
c) Valeurs extrémes des vitesses de broche, en tours par
minute,
d) Nombre de vitesses de broche.
€° Chariot porte-outil.
9) Course, en millimatres.
b} Section des outils admis, on millimétres.
m4
7° Contre-poupée.
©) Diamétre du fourreau, en millimatres,
b) Cane du fourresu (Céne Morse n° 2, 3, 4, etc).
8° Boite de filetages et d'avances.
a} Pas de la vis-mére.
bi Nombre de pas métriques avec leurs valeurs,
€} Nombre de pas anglais avec leurs veleurs.
d} Nombre de pes au module avec leurs valeurs.
2) Valeurs extrémes des avances longitudinales a la volde et
ou harnais,
f) Valeurs extrémes des evances tronsversales & la valée et au
harnois.
9° Moteur,
91 Puissance en C.V. (chevaux-vageur}
b) Vitesses de rotation en tours por minute,
cl Bolte de vitesses mécanique cu électromagnétique.
10° Encombrement sur trois dimensions et poids,
MOUVEMENTS
Deux mouvements fondamentaux sont toujours produits sur un
tour paralléle, Ce sont, d’une part, la ratetion de la piece et, d’aue
tre port, ia translation de Vout
1° La rotation de Ia piéce cuiour de son oxe est produite sur
le poupée fixe suivant des vitesses différentes correspondant aux
vitesses de coupe exigées soit par le genre d’epération de tournege,
soit par ka nature du métal @ cuvrager,
2° La translation de loutil por rapport & cet axe est per
par les différents chariots et peut prendre les directions suivanto
2) Direction parallale ¢ I'oxe des pointes pour un tournage ou
un filetage eylindrique;
b) Direction pespendiculaire & \'axe des pointes pour un dres-
soge, un saignage, un tronconnage ou un filetage transversal ;
St Direction oblique a I'axe des pointes pour un tournage ou
tun filetage conique;
4) Direction quetconque résuliant de fo combinaison des deux
res directions pour un tournege par reproduction
prer
— 25h
POUPEE FIXE ET MOBILE - BOITE DES FAS ET AVANCES
Chaine cinémstique
Fg, 7
1, Moteur flosque bride, 4 Bolte des pas et ovances.
2. Boite dos viteses le broche, 7. Troin Norton
3, Hamat, Vieéve,
4. Boite de réduction des pas et 9% Borre de choritage ou tringle
evens, 10, Piece 8 usrer.
5. Tnversaur do: marche. 11. Contresoupée ou pounds mobile
DESCRIPTION
Le tour porailéle est constitu’ par les organes fondomentaux
suivants
18 Le bati
2° Le poupée
3° Lo contrepoupée ;
4° Le troinard ot ‘os chariots ;
5° Le boite des pas ot avances,
— 26 —
CUIRASSE ET CHARIOTS
Cheine cinemotique
eae
Fis. 18
Tourelle porte cut 7. Nox 8 grtfes da commanded
Chariot supéricur ou porte-cutl chariot twensversol
Choriot teaneversel. 8. Vis-mate,
Chimailére de déplacement longue 9 Borre de chorotace ow trngls,
0.
1
dinel cu teatrard, 3. Pignon d’strague de le crémelliia
5. Commande de Vembroyoge de vis 11, Nowe & griffes oa commande da
mare. chet fongitudine!
46 Commande générale des outomatis: 12, Commande des outomatsmes,
mat por vis ranefinetrouehélicoidele, 13, Comnmands manuelle di troinerd.
1° Bati
Le bati, comprenant le bane supporté soit par des pieds,
soit par un caisson ajouré, est en fonte mécanique. Ce bane, qui
peut étre droit ou rompu, est garni intéricurement de nervures pour
fen augmenter la rigidité; so partie supérieure, oppeiée table, est
soigneusement robotée et grattée, en affectant parfois une forme
prismatique ofin de guider judicieusement te trainard et lo contre-
pointe. Un bac, aménogé sous le bane, permet de recuillir le
lubrifiant evant aspiretion per la pompe.
Le bati supporte égolement certains organes cuxiliaires qui
sont les suivants
ese
COUPE D'UN BANC PRISMATIQUE + SCULFORY-FOCKEDEY-VAUTIER »
Fig. 19
1. Guldage priemetique, — 2, Netvurage on V. — 3. Parais doubles,
DIFFERENTS TYPES DE BANCS
® Fig, 20
Bore & guidage en queue d'hirande avec lardon de ratrapcge de is
8 guldoge rectongulaire. - 3. Bane & quldage prismatique type Cazanewve,
er
©) Les patiers de la barre de cheriatage et de ia vis-mére;
b} La boite des pos et avonces ;
ch Les organes de transmission du mouvement de rotation du
moteur & lo broche et de la broche & la beite des pas ei avances.
2° Poupée fixe
La poupée fixe est 'organe principal du tour parailéle,
puisqu‘elle est chorgée de supporter la piéce et de lui tronsmettre
sen mouvement de rotation, File est fixée au bane par des bou-
tons et doit eccuper, dans la majorité des cos, une position
immuable, Son corps, en fonte, supporte ta brecke per I'intermé-
iaire de deux paliers ¢ coussinets réglobles (bronze ou roule-
ments). C'est une serie dlarbre creux en acier trcité recevant le
mouvement de rotation du moteur soit par courrsie (céne 4 gra-
dins), scit par ergrenages (dispesitif monopoulie). La broche
peut étre entrainge directement @ la volée cu indirectement au
hamais de réduction; de cette facon, elle communique & la piéce
une certcine gamme de vitesses de rotation, correspondant & des
vitesses de coupe raticnnelles. Sur certains tours modernes, des
POUPEE FIXE MONOFOULIE ET BROCHE D/UN TOUR PARALLELE MODERNE
Fig. 20
1. Poulie & gorges pour courrsies « Texrape ». 2. Hornois
2. Broche montee sur roulemants Timken
—29-
boites de vitesses oppropriées fournissent une progression vraiment
intéressante de vitesses sélectionnées. (boite mécanique ou beite
électramagnétique Cotal?.
Liextrémité de lo broche tournée vers la contrepoupée est algsée
cu cone Morse pour le centroge de la pointe mobile, Elle est éoo-
lement flletée extérieurement pour recevoir tes différents plateaux
ou mandrirs.
3° Contrepoupée
Le contrepoupée, vopelée également contrepointe ou pou
pée mobile, est destinge a supporter une des extrémités de pisces
felativement longues ne pouvant étre usinges en V'air. Elle est en
fonte et posséde une semelle porfaitement dressée repesant sur la
partie centrale du banc; le blocage en est assuré par un sobot.
Lo partie supérieure de la contrepointe formant ganan recoit un
CONTREPOUPEE A POINTE TOURNANTE
Fig. 22
8. Clavatre de auidage,
9. Votont de manoause
10. Ferous Carre sur le bore,
Vi Vig et conte-derou de 18
EEplocement Hotel
12, Bat ce Ip contrapounée.
13, Semelle se alssement (até!
1A. Bene du tour
Pointe tourrante
Routement «Timken * front
1 Levier de blecace,
1
2
5
4 Reulemant sappert dextreité age eu
5.
‘é
7
5. Vie dp monanuvre
Conan portepointe
Tambour gradué réglable.
—30— a
(COUPE DE LA COMMANDE OFS CHARIOTS DU TOUR PARALLELE CAZENEUVE HARIOTS
Fig, 24
MEGANISMES INTERIEURS OU TRAINARD,
—R-
fourreau, mobile longitudiralement, dont le déplacement est obtenu
gréce @ une vis commandée por yolant; c'est ce fourrecu qui recoit
lo pointe
TRAINARD ET CHARIOTS
Fig 24; 1 Choriot porte-outl, — 2% Chariot transversal. — 3. Tabler
4. Bone pnsmatigue, — 5. Cuirasse. — 6, Vismére
Fig, 25: 1. Pignon dettaque de la erémailare pour déplacement lonaitudire! ia
tusinard — 2, Bhdchoire clembravae de lo vismére. — 3, Commande mone!
Gu Painord, = 4. Commande dey automatismes Wansversal tagline
5. Commande Gemsrovage del vie tone fin basculante. — 6. Embravage de lo
Vismere pour Mletege
Fig, 26: 2, Moteur. — 2. Bolte mongpoulie, — 3. Chariat part-cunl, — &, Cons
mane cus chariot ttoneverial, — 5, Commands des eutomatines, — 6, ViemBre,
7. Borre G2 chovstoge ou ingle, ——&. Cemmance manuelle cy Haina
9. Cuemallive. — 10, Sere,
= 89 ay
La contrepoupée peut se “déplacer transversalement sur la se
melle par Hintermédiaire d'un chemin de guidege. Le décalage et
Forrét sont assurés por des boulons é pas fin, Ce dispesitit judi-
Cieux est utilisé pour le réglage du parallélisme et pour la conduite
de tournages coniques de grande lengueur,
en
et chariots
ab Troinard. Le trainard est une sorte d’équerre en fonte dont
Valle horlzontele s/oppelle te tablier et \‘aile verticale lo euirasse.
Le tablier, en forme de C ou en ferme d’H, sert de guide ou
chariot transversal; il peut également étre rainuré pour permettre
le blocage d'organes accessoires spéclaux (lunetie @ suivre, sup-
port de lampe, tubulure de lubrification, etc.)
La euirasse est destinge 4 recevoir le dispositif d’entrainement
manuel ou cutomatique des chariots transversal et fongitudinal
b) Chariots. ils sont au nombre de deux: le chariot trans:
versal et le chariot porte-ou
Le chariot tronsversal, coulissant sur lo partie supérieure du
‘rainord, est commandé per vis et écrou, Son mouvement de trans-
lotion peut étre donné manuellement ou cutomotiquement, La vis
de manauvre est munie d'un yolant avec tambour gradué.
Le chariot transversal sert de support 4 un deuxiéme chariot
appelé chariot porte-outil au charict supérieur, lequel chariot est
orientable sur une embase greduée en degrés; il permet l'exéeution
de formes diverses et de cBnes de foible longueur,
Le déplocement du cheriot supérieur est exclusivement com-
mandé @ la main. So partie supérieure reoit le disnositif porte-outil.
Celui-ci peut posséder des formes veriées : soit simple, avec embase
rivée, bride et écrou de blocage [utilisation d'un seul outil?; soit
sous forme de tourelle earrée orientable (utilisation de quatre
utils); seit en se servant d'un Lenhorume & semelle régiable ‘tours
de précis‘on); soit finalement en faisant usege de tourelles spé-
ioles oppelées toureiles Good-Chap ‘cir fig, 271
Co dernier procédé de fixation ot de centrage des outils est in-
sontestablement le plus précis et le plus pratique; so généralisction
dans Jes ateliers de tournage permettrcit une économie de temps
‘appréciable, car il supprimercit les eales étegées et les incon-
yénients multiptes qui en découlent,
—H—
ACCESSOIRES DE LA TOURELLE GOOD-CHAP
D ¢
1. Opératien de twongenmage 4, Porte-ounil & eléser
2. Ozération de percage 5. Porte-foret
3. Forteoutil ordinowe 6, Forte-berre dolésnae
PRINCIPAUX AVANTAGES PROCURES PAR LA TOURELLE GOOD-CHA\
1" Réplage de le hauler de Foutil par vi et contre-derou sans utilisation de cates:
2° Aifitage des outils eons démontage dlavee le porte-outly
5° AlGtese de Voutil 8 filetor en cours dlopération sons repérages
4° Grande rapidité de changement des cutis sors art du tour
5" Replvone automatique des cetes pour travaux de série;
* Percage et toraudage por avance eutematique du chariot:
7 Faaihte de pouwair feirs, avee la précision dun tour pavaléle, toutes les ope
otione dun tour eevalier.
5° Boite des pas et avances
Le boite des pes et ovances commande soit to visemére, soit
la barre de chariotage ou tringle, Le mécarisme.le plus commun
est cu type Norton. iI est constitué por un pignon baladeur pou-
Vent engrener suceessivement avec divers engrenages & nombre
de dents différent. Le nombre de tours transmis est donc variable
et peut étee approprié soit au pas demandé lcommande por vis
mere! , soit @ Vavance demandée (commande par tringie
— 3s
Les tours modernes : Cazeneuve, Emault, Somua, etc., poss®-
dent dos boites d'avances et de filetage perfectionnées permettant
Yobtention de pos variés (méiriques, anglais, bétards, modules!
et d'avances multiples, Chaque train beladeur posséde dans ce
cas trois pignons & nombre de dents différent.
PRINCIPE DE LA BOITE DES AVANCES TYPE NORTON
Fig. 28
Mouvements auxi
ires du tour paralléle
Les mouvements auxi
deux formes particulidres
res du tour paralléie peuvent prendre
1° Le harnais
2 Lfinverscur de morche,
1° LE HARNAIS
On appelie harnais une combinaison d'engrenoges permettant
dtablir divers rapports de vitesses entre un arbre moteur ct un
arbre récepteur. Sur le tour poralléle, c'est un dispositif & double
engrenage associé a ‘arbre de commande ot permettant de dou-
bler le nombre de vitesses utilisées directement sur le cine 6
gradins.
Le rdle du harncis de tour est de réduite les vitesses de broche
fin de veinere de plus grands efforts de tournage,
— 36 —
Description
Le hornais est composé =
19 D'un eéne @ gradins normalement fou sur la broche, mais
pouvant étve rendu solidaire gréce 6 un bonhomme @ ressort;
2° Dun couple d'engrenages 4 nombre de dents different et
dont le plus grond de ceux-ci est susceptible d'engrener avec un
pignon claveté sur le edne & gradins;
2° D'un engrenage auxiliaite portent le bonhomme & ressort
et servant de lieison avec la broche dans la marche & Ia yolée
ou au harnais.
Dans la position de fa figure, le bonhomme étent dégagé, 12
pignon A, solidoire du céne 4 gradins, entraine le couple BC en
réduction de vitesse. En retour, \'engrenage C fait mouveir Vengre-
nage ouxitiaire D claveté sur la broche. L’arbre récepteur, qui est
la broche, tourne done 4 une vitesse réduite comparativement @ to
motrice coractérisée por le céne é gradins.
7
numérique d'utilisation
Considérant Ia représentation ci-jointe, celculer les quatre
vitesses ou harnais de ia brache dun tour paralléle ; le nombre de
Gents des engrenages en prise étant le suivont : A == 30 dents ;
B= 60 dents ; C == 18 dents; D = 72 dents.
Vitesse de l'orbre M : 420 tours/minute,
(CAP. Tourneurs Paris, 1944.)
SOLUTION
18 Recherche des quatre vitesses respectives, 1, 2, 3, 4, du
cone 8 grodins de broche @ Ia volée.
Ces vitesses sont données par 1a formule fondamentale sui-
vente:
Ni Vites, de Vorbre récepteur Produit des @ des poulies menontes
No Vitesse ce lorbre moteur Produit des @ des pouilies menées,
dot
Ni Produit des @ des poulies menantes
420” Produit des @ des poulies mendes
Nous tirons
Vitesse de Produit des @ des poulies menantes
récepteur N’ Produit des @ des poulies menées
60 420
Gradin (1): 420 x —— = —— = 140 tours/minute
wo 8
100420
Gradin (2) : 420 ~ —— = = 300 tours/minute
40 14
140
Gradin (3) = 420 ¢ —— = 420 x 14 = 588 tours/minute
100
180
Grodin) + 420 x == 420 x 3 = 1.260 tours/minute
SB
Fig. 30
2° Recherche de la soison du hernais (ropncrt de réduction’
La raison du hamais est donnée par ta formule suivante
Produit des nombres de dents des roues menentes Ax C
Produit des nombres de dents des roues menées BD
BOxIs Txt ot
Ren a
soxi2 2x4 8
117 Dans uo harnais, la somme des rombres de dents des onarenages A ot
oir toujours dire Goole & le gamme der hemores de dents des engrenoges © €t D.
Cexzmle cheist carespond cu harrots Cosenouve,
fr effet, over um mame medule ce tallaze, les eatvanes AB et CO covent
acre thgputeusement egour, suivant [2 formule
MON Mo
Rte
Ry grand rayon primitit. Ns grand nompre do dents.
fet pelle rasen print Po Setn ntmere de ents
‘Ms moc
Colcul des quatre
poralldle
140
Gredin U1) = 175 tours/minute
8
300
Gradin (2): = 31,5 tours/minute
8
588
Grodin (3) = TBS tours/minute
8
1,260
Grodin iat = 157,5 tours/minute
8
2° LIINVERSEUR DE MARCHE
Diune fagon générale, pour toutes fes opérotions ordinaires de
tournage, le déplacement |e plus courant du trainard a lieu de la
droite vers la gauche, Mais, dans certains cas porticuliers : file-
tage @ droite en tournent 4 [envers, filetage & gouche en tournant
@ lendroit, chariotage vers lo contre-pointe, on est conduit & inver=
INVERSEUR DE MARCHE A TRAIN SASCULEUR.
Position 1 Position 2 Bosition 3
ame sere de tation Acrét de Foutomatisme Sere de tation inversé
Fig, 31
ser le sens de rotation de fa tringle ou de la vis-mére. Cette mo-
noeuvre est rendue possible grace & un mécanisme particulier per-
mettant, pour une rotetion de méme sens de ia broche, d'obtenir
les deux sens de rotation des cutomatismes; ce dispositif prend te
nom dinverseur de march
en
Liinverseur de marche opparcit sous deux formes différentes
Vinverseur & basculeur et Vinverseur @ train boledeur,
a) Inverscur de marche & train basculour (fig. 31). — C’étoit le
mécanisme équipont tous les tours avant Vapperition des tours
modernes. Il est constitué essentiellement par une piéce méco-
nique formant bascule, portant d'une port deux engrenages en
prise @ nombre de dents different {M) et IN} et, d’outre part, un
levier prolongé por un benhomme a ressort formant arrét. Ce der-
rier peut occuper trols positions distinctes. A chacune des posi-
tions extrémes 1 et 3 correspond un sens de rotation différent
comme le montre la figure, Nous voyons, en outre, que- la posi-
ion 2 lib&re de 1a broche le mécanisme dés ovances,
INVERSEUR DE MARCHE A TRAIN BALADEUR
esti arma
Fig. 32
“2 dispo-
Une remarque importante est & signaler concernant ¢2 dispo
Sitif : c'est que, sur les tours anciens, le nombre de tours exécutés
por larbro de sortic de Winversour est exactement le méme
i
celui de la broche; on a done été conduil @ donner le méme nom.
bie de dents aux deux engrenages les commandont et les calculs
de filetage sfen trouvent simplitiés
b) Inverseur de marche & train bafadeur. — C'est le méca-
nisme Je plus couromment employé sur les fours poraliéles mo
dernes, Le mouvement de besculle propre & l'inverseur précédent se
trowe remplacé ief por un mouvement de glissement assuré grdce
ou simple pivotement d'un bouton extériewr,
Nous voyons sur ia figure 32, que le pesitien 1 donne a Vor.
bre de sortie de V'inverseur une rotation inverse & celle de la bro-
che, rotatien donnée simplement por deux engrenages en prise
Le position 2, permise par le glissement vers la gauche du train
Boledeur, met en prise un intermédiaire qui redonne & Marbro de
sortio le méme sens de rotation que lo broche, Les nombres de
dents des engrenages en prise signalés par le croquis nous mon-
trent que, dans les fabrications récentes de tours porolidles, les
mémes vitesses de rotation entre l'entrée et lo sortie de le boite
ne sont plus respectées; en effet, sur les tours Cazeneuve, Somuc,
Ernault, ete., [a commande des avances ot du filetage n'est plus
donnée comme auparavant per le broche elle-méme, mois per fa
poulie récoptrice du mouvement motour.
3. Accessoires de tournage
Les accessoires de tournage pouvent prendre sept formes dif
ferentes :
18 Les pointes;
2 Les entraineurs ou tocs;
3° Les plateaux, mandrins et pinces;
4° Les luneties;
5? Les butées;
& Lroppareil mesurant les déplacements fongitudinaux du trai-
nerd;
7 Liagporeil & tourner céne
1° POINTES
Les pointes (fig. 341, générclement au nombre de deux (fixe
et mobile), sont faites dacier fondu, trempé, revenu et rectifié.
leur partie utile se termine toujours par un céne & 60°,
Liextrémité de certaines pointes porticuligres peut offecter clos
formes spéciotes :
PARALLELE MUNI OF SES. ACCESSOIRES
4a
Dégagée, pour faciliter Vapproche de Youtil;
‘Creuso, pour fe support d’erganes pointus;
Sphérique, pour toumage conique por déplacement de contze-
pointe
Actuellement, les pointes ordinaires sont remplacées de plus
en plus par des pointes tournantes de précision possédant Inté
ieurement des roulements 6 billes, @ rouleaux ou & aiguilles dent
fe centrage est porfait.
2 ENTRAINEURS OU TOCS
Les entraineurs ou toes (fig. 34} qui servent 6 rendre la pidce
solidaire du mouvement de rotation de lo broche se bloquent
‘cu moyen d'un ou plusieurs boutons et sont entrainés par le plo-
teau pousse-toc. Trois voriétés de tocs peuvent atre énoncées
1, Lunatte fixe 6 Apporei! de repreduetion pour tout © Les toes ‘assez dan) nt étr
re ieee acu, oe heen 1° Les tocs @ queue droite, assez dangereux et devant étre
2. Lunette @ suivre. 7. Bane. prohibes;
4 Pounse monopole 8. Boe de rception hui ° Les toes 6 queue eoudéo, vengegeant dens des pletecux 8
5. Pompe d’orrosage. 9, Coissan support, 28 Les tocs 8 a1 eihea is enanigennt coe “ee: plate
rainures ouvertes ou fermées (a recommander} ;
BOINTES! ET: ENTAAINEURS 3° Les tocs & machoires paralliles (deux beulons de serroge)
3° PLATEAUX, MANDRINS, PINCES
Les plateaux et mandrins fig. 35) sont filetés intérieurement
pour permettre leur blocage sur je nex du tour,
Les plateaux peuvent étre de trois sortes : pousse-toc pour
Vontrainement d'une piéce entve pointes, & trous pour montages
particuliers (pompes réglobles), & mors indépendants pour la fixo-
| tion des pidces de grand diamétre
Les _mondring possident les formes correspondent aux séles
cuxquels ils sont destinés
Mandrins & huit vis; mondrins omériccins @ serroge concen-
trique ; mandrins & mars indépendants ; mandrins porte-foret ;
mendrins @ rotule ; mandrins pneumatiques, etc.
Les mors doux ont une forme identique a celle des mors trem-
pés et rectifiés utillsés sur les mandrins oméricains. Is ont avan-
| tage, étont en acier doux, ée pouvoir étre alésés & demeure et
de rendre cinsi possible des reprises de précision, méme sur des
Pointe tounonte de tour §. Pointe d'entrotnement de 10, Toc en ocive estameé & { mandrins usogés.
Sete i Cen eet Sg Las mandsing lisses ou exponsbtes sont des arbres recifiés ser
+ forme arate el 4 Some eee Wh ish foversamite | vant @ la reprise de pidces & partir dun lésoge dé calibré et cec
ote og panué our, te Eanate ure de B/12: Tes amdcate eae entre pointes,
rnonie @ roulements « Tim= 9, Tae en seler eitampé a 13, Clie de strrcge pour
en Une vir nsyée sone tee sens tale,
PLATEAUX, MANORINS ET PINCES
Lo funette & suivre, boulonnés sur fe tratnord et cccompagnant
Vout, est également munie de trois touches réglebies. Cette der-
Lunerres
Fis
1. Mondein porte-foet. . ince tullae deatéreue
3 piste * ule wintereur ans 1. Ba¥ de lo lnette fine, 4, Vis de relage des touches, 7, Touche, réghibe
cs eantieain & 4 mors \apeaitt ae serooe de Ia. ince 2 Chapesu pivarars. 5 Bone ci tour & Gomresccche véploble
3. thers simples. temps Ogee = ene 5. Touche réiable 6. Boi de la functto & suive. 9. Vis de réglane des touches
&. Moratin'8 conbioisne 4 mere ro
versibles @ serroge dépendant et inag- 10+ Mancrin lisse rectifié % « o
eee 12, Merdin expersibie nidre lunette évite la flexion de lo piéee fore @ ['outil, en facilitont
7. Binge tiling @ioreneur 12. Pince ordincite
Les pinces peuvent atce ordinaires pour le setrage de piéces de
feible dicmétre, ou tulipes pour des diamétres plus importants. Le
trovail en pinces exige un serrage sur les seules parties troveillées
de pléces déja catibrées.
4° LUNETTES
Les lunettes (fig. 361 sont de deux sortes -
Lo lunette fixe, immobilisée sur le banc et n’accompagnant
jomais (‘outil, est munie de trois touches réglobles, Son réle ost de
supporter Iextrémité d'une pigce longue pour en permetire Wusi-
nage en t'air;
le tournege et le filetage sur de grandes longueurs pour des petits
diamatres.
5° BUTEES
utilisation des butées sera indispensable toutes les fois que
Je tourneur sera en présence d'une série importante de piéces sem
blobles comportant ces épaulements. Elles prennent trois formes
distinctes : les butées de déplacement longitudinel, de déplacement
transversal et de débrayage automatique.
a} Butée de déplacement longitudinal, Celle-ci se situe 4 gau-
che du trainard, sur lo partie prismatique inutilisée du bane on
période de travail, Plusieurs touches escamotables cylindriques ou
prismatiques en constituent Io portie amovible; le corps fixe étant
immobitisé salidement sur le bane,
— 46 —
b} Butée de déplacement transversal. Constituée généralement
par un coulissecu cuxiliaire en queue d’hirende, elle se fixe en
ayant cu charict transversal et arréte la course de celui-ci en des
points précis. Ces arréts successifs pour des toumagas & des dio
metres différents sont assurés par des touches réglables vis et
contre-écrou) moniées sur des supports pivotants, Sur le tour
© HB. Cozeneuve », un dispositif ingénieux clorrét tronsversal
est situé 6 Vintérieur du tomaour gradué.
ch Butée de débrayage automatique. Tous les tours medemes
sont équipés actuellement de butées dz céprayage automatique
logées 6 lintérieur de lo cuirasse, Les butées fixes fongitudinales
ou transversales peuvent agir de deux fagons différentes : d'une
port par décollage de cones méle et femelle de friction et, d’autre
port, par Fempioi de crabots trapéxeidaux ‘Cozeneuve) permet-
fant le débrayage de la barre de chariotage dans ses deux sens de
rototion. Ce dernier dispositif joue le réle de limiteur d’effort et
assure & tous les organes cle lo machine une grande sécurité de
morche.
6° APPAREIL MESURANT LES DEPLACEMENTS
LONGITUDINAUX DU TRAINARD
Les déplecements longitudinaux dy trainard peuvent étre con-
frélés de deux fogans distinctes : seit en utilisant le tambour
divisé du volant de manceuvre, soit @ Ieide d’un appereil indica-
teur gredug circulairement en millimetres,»
Dans le premier cas, pour un tour du volant, le déplacement L
sera fonction du pas de le crémaillére P et du nombre de dents Z
du pignan roulant sur elle : L—= PX Z.
Les divisions du tambour expriment toujours des millimétres,
Dans le second cos, Vappareil indieateur est ‘denticue é celui
ce retombée dans le filetoge décrit dons Je chapitre cinquieme
. Monté 4 droite de la cuirasse, son mouvement de
rotation est di au roulement du pignon inférieur sur lo wieemére
& Vaorrét ou sur la erémailfere solidcire du banc.
7° APPAREIL A TOURNER CONE
Vappareil & tourner ene est une sorte de coulisse inclinable
Pouvant étre fixée sur fe banc et destinée au guidage du chariot
fronsversal libéré de so vis de commande pour Vexécution de cénes
por reproduction.
CHAPITRE TROISIEME
OUTILS DE TOURNAGE
GENERALITES
Les outils de coupe utilisés pour toutes les opérations de tour-
nage doivent étre congus en tenant compte de quatre données
variables énoncées por Taylor +
1° Composition et traitement du metériau servant 4 exécuter
vn outil ;
2° Durée de coupe de l'outil ;
3° Forme de Houtil et angles compesant ses arétes tranchantes ;
4° Pression du copeou sur (‘outil
Le pression du copeau sur le bec de Voutil est déterminge,
Glune part, par la vitesse de rotation da la piéce et, d'eutre pert,
por la forme et ia disposition des orétes tronchantes de l'outil
La durée de coupe dun cutil est fonction non seulement de so
forme, mais surtout de la composition du produit oyant servi & le
fabriquer.
Ce qui précéde permettra de elasser les outils de tour:
fa les constituent ;
1° Suivant lo matiére pi
2° Suivant leur forme, déterminée par leur utilisation;
3° Suivant leurs conditions de coupe.
—
1. Matiéres premiéres de coupe
Le motériau utilisé pour ie tronchage du copeau doit posséder
des quolits de coupe telles qu’ll puisse permettre un maximum de
rendement cour un minimum d’usure.
Sa camposition étant fonction pour to plus grande port, du
travail 4 exécuter, doit cbovtir par mature cu par traitement perti
eulier G une dureté c'autant plus importante que lo metigre a tra.
vailler sero plus eoriace, plus résistante ou meme plus abrasive,
Le classement des matiéres premiéres de coupe pourra etre
effectué par dureté etoissante ce la facen suivante -
cl Acior fondu;
bi Acier & coupe rapide ;
©) Stellite ;
4} Carbures métalliques ;
ce! Céramique ;
1) Diamant.
) ACIER FONDU
Lecier fondu ou acier au carbone, utilisé pour fe fabrication
des outils de tour, posséde une teneur em carbone variant de 0,9
6 14%, avec une légére addition de manganése (0,2 8 0,5 9)
et de silicium (0,1 4 0,3 96), ces deux derniers corps communi-
quant au produit une epprécicble résistance & Vusure.
Point de tronsformetion des aciers
Quand un ecier est porté haute température, son point de
transformation est le moment précis oti les éléments le constituant
entrent en dissolution. Ce possage est, caractérisé par un court
stationnement de la température, melgré une chouffe progressive.
Le point de trensformation de Mocier est Worigine de tout trai=
tement thermique; c'est la température Je plus basse a lequelle
'\ prend la trompe.
Le point de transformation des aciers fondus est compris e:
700 et 720 degrés. semen ens
‘Température de fargeage. — On for:
*» — On forge tes aciers fondus entre
800 et 950 degrés, c'est-d-cire & une température allant du rouge
cerise naissont ou rouge eetise elair; c'est égch
tz c'est Ggclement jo tempé-
ature de fusion du sel marin. (800°), ~
49
Température de recuit, — Le recuit est protiqué entre 720 et
780 degrés, soit du rouge sombre au rouge cerise naissont,
Température de trempe. — La trempe doit étre exécutde sur
les aciers fondus entre 750° et 800°, c’est-d-dire 6 une tempéra
ture cerrespondant au rouge cerise naissant,
REMARQUE. — Nous nous aperreyons que tous ces traite
ments thermiques ont été pratiqués a une température supérioure
& celle du point de transformation de T'acier.
La soudabilité des aciers fondus est possible, mais elle doit tre
exécutée avec de grandes précoutions
TRAITEMENTS THERMIQUES
Reeuit. — Le reeuit est recommondé apres forgeage pour faire
conserver @ Vocier toutes ses quolités primitives, La durée du
recuit peut verier d’une 6 deux heures, il doit étre suivi d'un
tefroidissement lent ne dépassant pos une diminution de 20 degrés
por heure.
Trempe, — Dons toute opération de trempe, it faut éviter le
plus gossible ['utifisotion d’un feu de forge, ou si nous ne pouvens
pratiquer autrement, on fera uscge d'un tube de métal noyé dons
le brosier, Pour obtenir une trempe carrecte se servir de préfé
rence d'un bein de chauffage solin utilisont, en guise de pyro-
métre les diverses températures de fusion de sels particulier.
Le bain de chauffage des ociers fondus peut étre composé
comme suit: 50% da chlorure de potassium, 50% de chlorure
de sodium.
Ce mélange donne a san point de fusion une température
voriant de 700 6 850 degrés; le bain sera chauffé cu goz ou &
Phuile lourde dans un four spécial
Le fluide de rofroidissement peut étre l'eau & 20° cu I'huile,
ce dernier fluide réduisant to résistance 4 fa rupture R de 40%
environ,
Les aciers au carbone ont cette particularité s’acquérir, apres
trempe, une bonne dureté superficielle avec une faible profondeur
de trempe, tandis que les eeiers alliés & outils ont une pénétra-
tion de trempe plus importante, Il résulte de ce qui précéde que
les aciers fondus sont tout indiqués lorsque l'on désire conserver
4 Foutil une ame exempte de fragilité.
Rovenu. — Pour ne pas perdre le bénétice de lo trempe, le
revenu pratiqué sur les outils de tour ne doit pas dépasser les
limites de 200 & 250 degrés (jaune paille 4 orangé?
—50—
CARACTERISTIQUES MECANIQUES.
Résistance & la rupture R, aprés recuit, 80 4 90 kg par mm:
Résistance 6 la rupture R, aprés trempe, 220 & 235 kg por
b) ACIER A COUPE RAPIDE (1)
coupe rapide, dit encore acier rapide, o la propricté
de conserver sa cureté et son pouvoir de coupe jusqu’a une tem
pérature voisine de 600 degrés, sans pour celo se détremper.
Il doit cette eppréciable qualité & une feneur élevée on tungs-
ene, yariont de 14 3 23 %, mais le tungsténe n'est pos, ovec le
carbone et le fer, le seul composant de Iacler 6 coupe rapide. Le
chrome, le molybdéne et le vanadium iui communiquent également
des coractéristiques méceniques précieuses,
Composition. — Les aciers & outils de tour, dits rapides supé-
1s, sont composés comme sult
Carbone cis de 0,65 8 0,85 %
Chrome de35 8 7 %
Tungsténo des 823%
Molybdéne -- co 02 a 08 %
Vanadium ......... de 03 5 09 %
Nous y trouvons également, en faible addition, 0,2 6 0,4 %
de mangonése et de silicium.
Point de transformation, — Le point de transformation des
aciers rapides varie entre 850 et 900 degrés,
Température de forgeage. — II faut éviter de forger les aciers
ropides a une température trop basse, afin de ne pos prevoquer
de criques, atteindre toujours 900 4 1.200 degrés, puis refroicir
lentement au sein de la chaux ou des cendres,
‘Température de reeuit. — Légérement supérieure 820 degrés,
Tompéroture do trempe. — Le chauffege précédont la trempe
doit étre exécuté en deux temps (voir poragrephe trempe) :
Préchauffage : 800 825 degrés.
Chauffage : 1.275 2 1.300 degeés,
Nous remarquons [es tolérances restreintes des températures
de trempe.
(1) Ronselanements complémentaires fcurnis per Eliments de décletege du
present cuvrege
i
TRAITEMENTS THERMIQUES
Recuit. — Le recuit est protiqué aprés forgecge pour détruire
tes tensions internes et diminuer la frogilité, le refroidissement
Stont opéré lentement au sein de cendres trés séches,
‘Trompe. — Lo frempe est, pour los aciers é coupe ropide, une
opération trés déticate devant étre menée & une température trés
élevée voisine du point de Fusion
Pour éviter les dangers de décorburation, de surchautte et
doxydation, cette haute température ne doit Stre maintenue que
le temps strictement nécesscire, tout en ne tombant pas dans
Verreur d'un chauffage trop brusque. Ces deux conditions peuvent
Gtre conciliges en pratiquant une double chauffe :
1° Préchauffage cu chouffe lente jusqu’s 800° 4 825°;
2° Chauffage accéléxé mend jusqu‘aux environs de 1.300".
Il existe dicilleurs, dans le commerce, des fours 4 deux com-
partiments focilitent cette double opérotion, indispensable & la
bonne tenue d'un acier @ coupe rapide.
Le Fluide de trempe est généralement I'air comprimé, porfois
Vhuile; '0 pétrole donne également d'excellents résultats, Quelque-
fois, Te boin de plomb porté & 5509, suivi d'un refraidissement lent
dons les cendres. Nous remarquons que tous ces éléments tendent
4 permettre une trempe douce.
Revenu. — Aprés une trempe & haute température, un certain
ravenu est nécesscire car, dans certains cas, il communique &
Vacier une dureté maximum, Ce curieux azcroissement de dureté
a. son origine dans lo transformation de Yun des constituants de
Vacier resté doux apres trempe en constituant dur oprés revenu,
Ce traitement thermique, protiqué dons un boin de plomb porté 6
550 degrés, doit étre assez prolongé et peut varier en durée de
Vingt minutes @ une demi-heure, afin de laisser cux composants [e
femps de se transformer.
Affitage. — Celui-ci doit ét1e mené avec beaucoup de pré-
cautions, sur une meule d'émeri & grains fins, avec une faible
pression et un arrosage obondent pour éviter un échauiffement exc-
géré du tranchont,
CARACTERISTIQUES MECANIQUES
Résistance @ lo rupture R, aprés recuit, 90 kg par mm*.
Résistonce 4 le rupture R, aprés trempe, 220 4 230 kg por
~ 52
cl STELLITE (1)
COMPOSITION
Lo stellite est un alliage & haute teneur en chrome-tungstene
er cobalt, quelquefsis evec molybdéne et nickel.
Sa composition est la suivante
Corbone sos 2a 6%
Chrome 20 @ 30 %
Tungstine 10 @ 20%
Cobe +. 30 4 50%
Molybdine 04 10%
el sess 0815-%
La teneur en fer est tras feibte, de ordre de 24 109;
ganése, 1,5 %, silicium, 0,4 %. "an
CARACTERISTIQUES MECANIQUES
|, La dureté de ces elloges est de Vordre de 728 unités Brine
lls conviennent pour le tournoge diaciers otteignant une résis-
farce R= 120 kg, avec dassex grandes vitesses de coupe. Lo
stellite est rarement utilisée pour Vusinege de métaux trés durs,
sar so dureté diminue avec Véchoultement et redeviert normale
par refroidissement.
UTILISATION
Les stellites sont vendues dans le commerce suivont deux for-
mes différentes
@) En grains moulés pouvant étre brasés sur un corps gout;
bi En baguettes moulées calliage stelle fusible et depose
sur les corps d'outils por fusion au chalumeau. Le diamatre de ces
boguettes varie entre 3 et 12 mm suivant limportance cu support
Les stellites ne peuvent étre trovaillées qu'a ja meule.
il CARBURES METALLIQUES
Les corbures métell
réfracto
ques extro-durs sont issus des métoux
$ suivants, dont les points de fusion sont trés élevés
Tungstane fusion a 3.400° Molybdéne fusion 3 2.600°
Tentale — 2.850° —Titane — 1.800"
FABRICATION
Ce ne sont pos des cllioges, mais des agglemérés fabriqués &
la fagon des meules artificielles avec
con des la difference que, dons les
£1) Renseignements. compliment
présuat ouveoge
feurnis por Elements de décsletege ) conte : — 7° Ipente négative).
Dépouille 4 : 5°.
AFFUTAGE
Licffotage sera opéré essentietlement sur une meule diaman-
tée, en ne tolérant cucune vibration de la mechine. Cependont,
V'utilisatour aura intérét d ne pos affoter les outils en céramique,
car, éconamiquement, il est préférable de les jeter opras complite
sure.
FIXATION DE LA MISE RAPPORTEE
Lo pastille de céramique sera, de préférence, immobilisée méca-
niquement sur le corps doutlIvis et plaquette de serroge!. Quant
& la fixation par brasage, elle ne devra étre recommondée que
dans des cas exceptionnels en raison de la délicatesse et du prix
de revient de Popération.
UTILISATION
Trois genres dlusinage situent parfcitement les possibilités de
le céramique de coupe
4) Tournage en finition de tous les aciers (excellent étot de
surface et précision essurée}
bb) Opératiens courantes de tournage sur tous fes alliages legors
et culvreux
cl Tournage des matigres abrasives non mételliques + nylon
ot motiéres plastiquos.
d)_ Pour des pidces importantes oi a rectification est onéreuse,
celle-ci sera remplacée ovantageusement por un tourmage de
tion & Io eéramique
ESSAIS DIOUTILS CERAMIQUE (1)
Lo conductibilité thermique de lo céramique est insuffisonte
pour permettve une évacuation compléte de la chaleur provoquee
(0) Easie rGolis sur roves Soller er Fackedey
= SB eas
por Vusinage, Contreirement & ce que l'on pourrait crsire, c'est
plus une qualité qu'un détaut, car le métel surchauffé au voisinage
du bec de J'outil voit so cohésion diminuer et se laisse ainsi entamer
beoucoup plus facilement, dc amélioration de l'état de surface,
D'autre part, |e métal ne colle pos & l'extrémité de loutil
Voici quelques essais carcctéristiques réclisés ovec des outils
céramique. Nous remorquerans que les vitesses de coupe permises
sont environ 50% supéricures & celles permises par les earbures
métalliques.
19 Acier R = 70 kg/mm:
Diamatre de lo pitce : 180 mm,
‘Avonce : 0,3 mm,
Profendeur de coupe : 7 mm
Vitesse de coupe : 380 m/mn.
Etat de surface remarquable.
2° Acier allié Ni-Cr-Mo troité 150 kg/mm:
j Profondeur de coupe : 3,5. mm.
Ebeuche | Avance : 0,3 mm.
| vitesse de coupe : 92 m/ma.
Profondeur de coupe > | mm.
‘Avance : 0,1 mm.
Vitesse de coupe : 195 m/mn.
3° Usinage spécial en loboratoire sur acier ollié Cr-Mo
Profondeur de coupe : 6,35 mm,
Avance : 0,55 men,
Vitesse de coupe : 396 m/mn,
11.410 cm?/mn,
59 CV.
Puissonce obsor!
— 59
#) DIAMANT
GENERALITES:
Le diamant est utilisé dons l'industrie lorsquill n'est pos suffi-
somment blane et pur pour son emplei en bijouterie. C'est du
corbone pur cristallisé. Sa dureté exceptionnelle en foit le plus dur
des corps connus oprés le carborundum ‘corbure de silicium!,
n'est possible de le tailler qu’avec sa propre poudre. Son unité de
poids est le carat: 200 milligrammes, Quant 6 sa densité, elle
voisine 3,52,
Ses lieux ¢'origine sont : pour "Afrique, Cop, Congo, A.O.F, et
A.EF.; pour Amérique, lo Brdsit, et enfin "Australie (1).
TAILLE DU DIAMANT
LYoutil de coupe ou diomont exige une précision extreme dans
Vorientation du cristal, de telle facon que loréte tranchante résiste
le plus longtemps possible 6 l'effort demande.
‘Aptés un choix 4 te loupe, Ia pierre saine est sertie dons un
«dop », sorte de cupule en bronze oi le diomant est noyé dons
un alliage de plomb et d’étcin ; la pariie & tailler déposse suffi-
somment pour en permettre la taille. Ce dep porte, @ sa partie infé
Fieure, une tige cylindrique en culvre susceptible détre tordue
‘optas fixotion en ince cans le sens de |a taille et suivant l'angle
4 obtenir.
Un montage porticulier présente le dop sur un pleteau en fonte
gorni d'huile et de poude de diamant tournant horizontolement
6 2.300 t/mn, Lierdre de précision exigé est de 30 minutes pour
les angles et de 1/100 de mm pour les cotes.
Le ciomant taillé est ensuite, dans le pluport des cas, brasé &
Vargent 4 Vexteémité du corps d‘outil of un léger embrévement
lula été réservé,
1) En 1986, le diomant industriel volait 45.300 fr. le cart
— 60
COUPE DES METAUX ET MATIERES DIVERSES
Les motiéres pouvant étre usinées a l'aide du dlament sont tras
rorement des métaux ferreux, mais plus souvent tes alliages d’alu-
minum ct de magnésium, le cuiyre, le laiton, le bronze, |’anti-
friction, orgent, ‘or et le platine, Les matiéres diverses : ébonite,
ibre, matiéres plastiques, ivoire, verre, morbre, lui réservent un
‘amp dlaction excessivement vaste.
Les diamants ont la plus faible pression de coupe de tous tes
outils et peuvent produire fes copecux les plus fins
Les deux formes de coupe les plus usuelles sont la coupe en
OUTIL PORTE-DIAMANT
aa 40
®
fia 37
1. Corps gout
2, Preste.ciamant
3. Diomant
A. Souian de cerns
5. 5 focettes de 0,4 mm dont ume 13) perpendiculaite 8 Fowe
orc e¢ la coupe en facettes, Cotte derniére est la plus wsitée, cor si
Kune des facettes est usse ou brisée, on utilise la suivante
a
ANGLES COMPOSANT LA COUPE DU DIAMANT
Angle do pointe : 75° 4 120°.
inte daffitage b : de 0° 6 —8° ipente nigative! suivont
les motidres & usiner,
Dépouille a: 5° 8 8°.
Si un outi} en corbure métallique est affité, pour un certain
srovail, quatre fois por jour, un ousil au diamant ne nécessitera,
pour le meme usinage, qu'un aftatage tous les trois mois
Remarque importante, — Quoigue le diomant permette des
vitesses de coupe élevées, oucune vibration ni aucune résonance
ne sera tolérée par Iui, I est donc recommandé de ne l'utiliser que
sur des machines-outils parfaitement stables et rigides, en conju-
guant gran
ESSAIS D‘OUTILS AU DIAMANT.
On @ pu, dans certaines conditions, réaliser des vitesses de
coupe de I'ordre de 600 m/mn avec des avanees se situant entre
0,02 mm et 0,05 mm pour Vusinage du euivee, de ‘aluminium et
do leurs alliage
Lo comparison suivante por rapport aux outils en carbure de
tungsténe foit apparaitve incontestoblement l'avenir réservé au
diomant dans le domaine de la superfinit
Matiare : bronze é coussinets,
Opération : supertinition de Volésage oprés exécution des trous
et des pottes d'araignées
Profondeur de coupe : 0,35 mm.
Binnénail cknenireitomnm ( 8 al,
Corbure de tungstine ; 500 pidces avant offitage
Diamant : 15.000 piéces.
Nous coneluons en affirmant qu’avee l'utilisotion de ces pro-
duits de coupe remarquadles, le cerbure métallique, la céramique
et le diamant, les techniciens ne seront plus orrétés comme autre-
fois par une détérioration thermique des outils, mats par tincon-
venient d’évacuction des capeaux da a des vitesses de coupe trop
élevées,
ee
2. Forme et utilisation des outils de tour
La constitution de Iouti! n’est pas le seul facteur déterminont
sa forme. Les différentes opérations pouvent étre exécutées sur un
tour tendent également € déterminer des gammes d'outils de
caractéristiques différentes, Nous les classerons suivont sept caté-
gories distinctes :
1° Outils forgés dans la barre d'acier fondu ou diacier 6 coupe
rapide
2° Outils meulés dans le berre d’ccier traité;
3° Outils & mise rapportée en corbure métallique;
4° Outils & profil constant;
5° Outils & main;
6° Qutils do forme;
T° Outils pour Vusinoge des métaux légors.
Avant d'aborder les différentes formes doutils forgés ou meu
lés, nous étudierons la position des faces constitutives de Varéte
de coupe, et plus spécialement Ia création des angles, composont
cette coupe.
ANGLES COMPOSANT LA COUPE D'UN OUTIL DE TOUR
LLoutit de tour travailte por déroulement de I'éeorce de métal
enveloppant la piéce, Ce découpage n'est possible que par une
constitution judicieuse de ses différentes foces de travail; celles-ci
déterminant Varéte tronchante.
En considérant sur la figure 37 Voutil eppuyé sur son support
Par une de ses faces oppelée plan de bose, on appelio,
© Dépouille a Cabréviction pour « engle de dépouille ») ran-
gle aigu que fait, avec une perpendiculsire au plan de base, fa
ligne de plus grande pente de lo surface en dépouille.
2° Ponte d'affitage b labréviction pour «angle de pente
datfitage ») langle aigu que fait, ovec Je plan de base, le plan
tangent lo surface d’attaque dans le voisinege immédiat de
Varéte de coupe,
3° Tranchant d labréviation pour « angle de tranchont ») fan.
gie formé par le partie pleine de loutit entre ia dépouille et Ia
pente doffatage
— 63 —
Lo direction ¢ 0 sté réservée & langle formé par ies généro-
trices du comps de Voutil et V'axe d'inelinaison de V'eréte de coupe
des outils renvoyés,
DETACHEMENT BU COPEAU
REGLES A OBSERVER
Sur fe tour, le tranchage du métal & I'cide d'un outil de coupe
‘exige toujours la stricte observation des régles suiventes :
co} Pour tout tournage extériour ow intérieur, ‘angle de dé-
pouille a étont toujours compris entre 4° et 8°, angle de pente
doffitage b doit étre d’autant plus grand que |e metal 8 entomer
ost plus tendre (laiton et bronze exceptés)
bb) Pour tout tournage extérieur, langle de dépouille @ doit
étre dautent plus grand que le diamétre de la piéce & usiner est
plus important,
c) Pour tout tournage intérieur, l'angle de dépouille @ doit etre
d'cutant plus grand que lalésage est plus faible en dicmétre.
Cette valeur angulaire est indépendante de le noture du métal &
trayailler, elle peut varier de 4° @ 8%, conjaintement avec impor:
tonce de lo courbure de la pigce au point de contact vec loutil
or 6
PENTE D’AFFUTAGE NEGATIVE ANGLES DETERMINANT LA COUPE D‘UN OUTIL
Le travail des métoux, en utilisant une pente Soffatege négo- EN ACIER A COUPE RAPIDE
five (11, est un procédé d'usinage nouveau censistant 4 détacher le
copecu por cisaillement plutét que par tranchage. C’est une
méthode particuliére en contradiction formelle avec tes définitions
de coupe établies jusqu’é présent. En effet, pour le traveil des
métaux durs lo surface clattogue doit former cu maximum un
angle de 90° avec fa perpendiculoire au plan de bose, clors quien ne
© coupe négative » cet angie devient obtus et voisine 100°, \
Le taurnoge exécuté dons de telles conditions exige un eccrois- a: Arate de dépouil |
sement important de lo puissance du moteur de fa machine-cutil, | bE Angle de pente ueffa- |
ais les vitesses de coupe étevées qui en découlent provoquent le =e
tamoltissement du copeau et son écoulement plus facile,
Les avontages procurés par ce procédé sont les suivants
©) Plus gronde durée des outils entre offatages;
Fig 39
Tableau des angles déterminent la coupe des outils
b) Fragilité moins grande des outils pastiliés en carbure mé- Gat Getae' a (coupe rapide’
tallique et en céremique ;
nsensibilité aux choes, ” ANGLE DE FENTE| ANGLE
©) trsensibilité aux chocs; maim AINE DAMUTAGE | bE DEPOUILLE
d] Aspect parfoit de la surfoce; ’
@] Accroissement presque négligeabte de lo temodrature de |
le pce :
| Aciey doux . 30°
A a suite c'essais exécutés & Maubeuige, aux Etablissoments 7 Aciet dow
Sculfort-Fockedey, sous ta conduite de Mt, Blanpoin, of des outils : Acier mi-dur | 20
& pente positive et négative ont été mis en poraliéle, les résul. i Relew ow | 10
fofs suivants ont 6r6 odtequs pour une consommation identique i :
d'outils j Fonte douce ee 0 A te ae
Pen Vitesse de coupe 65 m/mn; evance 0,5 mm f Fonte dure s
Pente négative : Vitesse de coupe 125 m/mn; ovance 0,8 min Game, rouge 46%
La production a été cugmentée dans Io proportion de 1&3 et .
le temps d'usinage est passé de 28 miruites & 9 minutes, Loiton ca
Toutefois, il fout se garder de trop généraliser cette technique Bronze... 22. eecceceeed s
nolssante, et il est préféreble, pour des travoux courants, de sien ‘duviicium, . an 50°
tenir cux angles de coupe normelisés, |
AMOK occ i 208
Duralumin $30"
Ebonite . 45°
18 de Vexprewion omércsing «negative tok v
= a
Tableau des angles déterminant lo coupe des euti
cen carbure métollique (suite
ANGLES DETERMINANT LA COUPE D'UN OUTIL
EN CARBURE METALLIQUE
> ——_ ;
x if | Ansie
ii Motisre & wsiner | Duraté Brinell_ | athitage |“ Poul
—_
) io” f . |
i
; sont
j {190 o °
j Foute arse +) 1800250 7 » |
j (250.8400 » |
Anata do dpauil ‘ 3 Fonts mollable r 5
bb: Angle de ponte dtitoas Fonte dure ° =
Bs Parte latrale cattorage | |
|
| curva ef ALLIAGES DE cuIvRE
Fig, 40
Caine. 2 26° « |
Tobleau des angles déterminant la coupe des outils Cuivre at mice (coltteurs) ode e
en carbure métallique Laiton fond cj te s*
- Cuivre rouge te s
anate | angle Bronze, a =
, Paste | de desi | |
Motitre & urlaer ‘otfroge METAUX LEGERS
8 . !
Aluminiam pur. 1 30° 9"
Allages sluminiumeslicim, me
| Atieses poor pistons wo «
Allogse ah we
s08 70 | ‘
8 7 Alliages 0
85 @ 100 | : |
30¢ 50 ka, és
304 70 ta MMATIERES ISOLANTES i |
> 70 kg Fbonite ot bokstte te .
We 35 he. te ot oka | 26 6
Actors allée, chrome-nicksl,\ 2 5) 109 be sa o
chromoumeiybdane peat =Pin x
190 & 189 ke. co =
‘cir inaxydablo. 60.6 70 be.
Actor 8 tile 150 5 180 9
‘Acior eu mangenése 12 % 1 Les angles 5) of 26 rnrtiatent une ponte
— 68 —
1° OUTILS FORGES
Ceux-ci, pris dans la borre d'acier fondu cu diacier & coupe
rapide, sont mortelés et combrés 4 chaud suivant des formes particu-
liéres correspondant aux opérations de tournage auxquelles ils
sont destinés,
FORGEAGE
Nous étudierons dans ce paragrephe |e forgecge des aciers &
coupe ropide, dont le traitement est bien spécial; le forgeage ces
aciers fondus r’cyant rien de particulier, sinon quil doit étre
conduit avec précaution, & une tempéroture n’excédont pos la
teinte de rouge cerise (950°)
Conduite de Fopération. — L’acier & coupe rapide doit étre
dabord chautfé réguligrement et dans toute sa mosse jusqu’é une
température correspondant au rouge naissont; ce préehauffage, tou:
joves conduit lentement, peut étre effectué dans un feu de coke
ou, plus commodément, cans un four & gaz. Porter ensuite
doment la borre d‘ocier a sa température de forgeage, 1.100%
jaune clair; les coups doivent étre donnés ropidement et avec
force, Si, en cours de forgeage, la température s'abaissait jusqu’au
rouge cerise, il faudrait réchauffer immédiatement lecier, car
tacier rapide forgé & une température trop baste se détériare et
se crique. Par contre, il peut étre mis cu feu & plusieurs reprises
sans que sa qualité én scit oltérée.
Avoir soin en cours de forgecge de ne pas Frapper avec te mar-
teou sur des parties trop froides cu r’ayant pas été chouffées &
coeur.
Aprés forgeage, les outils doivent étre refroidis lentement dans
des cendres séches.
Si Vacier a coupe rapide se césagrége au forgeage et présente
lune texture granuleuse, c’est qu‘ii a été forgé & une température
trop élevée.
Les outils de tour & taillants longs devont posséder une grande
ténacité auront intérét a étre reeuits, le forgeoge leur cyant fait
ocquérir une certaine dureté dans la partie ne devant pes étre
trempée. A la suite de ce recuit, Macier & coupe ropice deviendra
a
doux et se Icissera limer, gros avantage pour le fagonnage des
outils de forme, Co traitement thermigue doit étre pratiqué entre
780° et 800°, avec refroidissement lent dans de fines cendres séches.
VARIETES D'OUTILS FORGES
‘Outil @ charioter. — Co genre d'outil coudé peut tre oppelé
& droite, clest-&-cire travaillant de la contre-pointe vers la broche;
2 gouche, suivant une forme symétrique et travaillant de Ia broche
‘vers la contre-pointe. (Ces deux appellations sont maintenont ncr=
matisées.)
Le cheriotage stant Jo forme le plus courente du treveil sur
le tour, outil & charioter permetira de produire, en ébauche
comme en finition bec arrondil, le cylindrage, le dressage et,
fempiriquement, l'olésoge de piéces de grand dicmétre, Le forme
incurvée du bec de cet outil focilitera, dans une large mesure, le
déroulement du copeau; de plus, langle de direction « = 45° de
son oréte de coupe rerdra possible des profendeurs de passe
importantes avec de fortes avances,
Outil couteau, droite ou gauche, — Cet cutil, surtout utilisé
pour le dressage des faces, permet également le faconnage d’épau-
lements et le décolletage, Son rile est d’exécuter des passes pro-
fondes avec faible avance, il n’est cue rorement emplayé pour des
‘oylindroges courts.
Outit & dresser Vacier, droite ou gauche. — Surtout utilisé au
dressage de petites surfaces, la forme renvoyée et le bec pointu
de cet cutil focilitent l'exéeution d’épaulements et d'embrévements.
Tout comme l'outil & chorioter, la forme incurvée de sa partie
supérieure créant un angle de pente d’affitege relativement im-
portant permet Musinage des métaux ferreux de moyenne dureté
covec déroulement facile du copeau
Un léger coup de pierre émeri donné sur le bec de outil,
parallélement au sens de son déplacement, |e fers ogir comme une
plane, en créant une surface poli,
Outil & dresser Ie laiton, droite ou gauche, — Nous remar-
quons sur fa figure 41 que Vangle de pente d’affdtage est nul,
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- The Psychology of Money: Timeless lessons on wealth, greed, and happinessFrom EverandThe Psychology of Money: Timeless lessons on wealth, greed, and happinessRating: 4.5 out of 5 stars4.5/5 (802)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (3265)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4.5 out of 5 stars4.5/5 (19992)
- The 7 Habits of Highly Effective People: 30th Anniversary EditionFrom EverandThe 7 Habits of Highly Effective People: 30th Anniversary EditionRating: 4.5 out of 5 stars4.5/5 (41)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- It Starts with Self-Compassion: A Practical Road MapFrom EverandIt Starts with Self-Compassion: A Practical Road MapRating: 4.5 out of 5 stars4.5/5 (186)
- The 7 Habits of Highly Effective People: Infographics Edition: Powerful Lessons in Personal ChangeFrom EverandThe 7 Habits of Highly Effective People: Infographics Edition: Powerful Lessons in Personal ChangeRating: 4.5 out of 5 stars4.5/5 (142)
- The Courage to Be Disliked: The Japanese Phenomenon That Shows You How to Change Your Life and Achieve Real HappinessFrom EverandThe Courage to Be Disliked: The Japanese Phenomenon That Shows You How to Change Your Life and Achieve Real HappinessRating: 4 out of 5 stars4/5 (390)
- The 5AM Club: Own Your Morning. Elevate Your Life.From EverandThe 5AM Club: Own Your Morning. Elevate Your Life.Rating: 4 out of 5 stars4/5 (337)
- Friends, Lovers, and the Big Terrible Thing: A MemoirFrom EverandFriends, Lovers, and the Big Terrible Thing: A MemoirRating: 4.5 out of 5 stars4.5/5 (2109)
- Remarkably Bright Creatures: A NovelFrom EverandRemarkably Bright Creatures: A NovelRating: 4.5 out of 5 stars4.5/5 (5346)