Professional Documents
Culture Documents
Engineering Procedure: SAEP-310 13 January 2008 Piping and Pipeline Repair Piping Standards Committee Members
Uploaded by
brecht1980Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Engineering Procedure: SAEP-310 13 January 2008 Piping and Pipeline Repair Piping Standards Committee Members
Uploaded by
brecht1980Copyright:
Available Formats
Engineering Procedure
SAEP-310 13 J anuary 2008
Piping and Pipeline Repair
Piping Standards Committee Members
Nasri, Nadhir Ibrahim, Chairman
Dib, Tony Georges, Vice Chairman
Balhareth, Nasser Mohammad
Bannai, Nabeel Saad
Fadley, Gary Lowell
Holland, Brad John
Khashab, Jaafar M.
Lewis, Trevor
Mahmoud, Khalid Ahmed
Phan, Howard Cong
Rao, Sanyasi
Rasheed, Mahmood A.
Sharif, Talal Mahmoud
Shiha, Saad Mohammed
Swar, Ahmad H. (ABQ PLANTS)
Saudi Aramco DeskTop Standards
Table of Contents
1 Scope............................................................. 2
2 Applicable Documents................................... 2
3 Definition........................................................ 5
4 General Requirements................................... 5
5 Excavation and Burial (Buried Pipe).............. 6
6 Pipe Defect Removal and Replacement........ 7
7 Repair Methods and Requirements............... 8
8 Repair Applications...................................... 12
9 Welding on Pipelines and
Process Piping for Repairs................... 13
10 Pressure Testing.......................................... 15
11 Coatings....................................................... 16
12 Cathodic Protection...................................... 16
Appendix A Typical Metallic Repair Sleeve..... 17
Previous Issue: 29 November 2006 Next Planned Update: 29 November 2011
Revised paragraphs are indicated in the right margin Page 1 of 39
Primary contact: Nasri, Nadhir Ibrahim on 966-3-8734525
CopyrightSaudi Aramco 2008. All rights reserved.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 2 of 39
1 Scope
1.1 This SAEP describes the procedures to be followed for the repair of in-plant
piping and onshore/offshore pipelines, as covered by ASME B31.4, ASME B31.8
and API RP 570.
1.2 The repair method for offshore piping and pipeline selection shall be based on
the most economical and the most practical.
1.3 The methods and procedures set forth herein are minimum requirements and are
not a release from the responsibility for prudent action that circumstances make
advisable.
2 Applicable Documents
2.1 Saudi Aramco References
Saudi Aramco Engineering Procedures
SAEP-306 Assessment of the Remaining Strength of
Corroded Pipes
SAEP-311 Installation of Hot Tapped and Stopple
Connections
SAEP-321 Performance Qualification Testing and
Certification of Saudi Aramco Welders
SAEP-345 Composite Non-Metallic Repair Systems for
Pipelines and Pipework
SAEP-1143 Radiographic Examination
Saudi Aramco Engineering Standards
SAES-A-004 General Requirements for Pressure Testing
SAES-H-002 Internal and External Coating for Steel Pipeline
and Piping
SAES-H-203 Hand-Applied Tape Wrapping of Buried Pipe
SAES-L-150 Pressure Testing of Piping and Pipelines
SAES-L-350 Construction of Plant Piping
SAES-L-410 Design of Pipelines
SAES-L-450 Construction Requirements for Cross Country
Pipelines
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 3 of 39
SAES-W-011 Welding Requirements for On-Plot Piping
SAES-W-012 Welding Requirements for Pipelines
SAES-X-400 Cathodic Protection of Buried Pipelines
Saudi Aramco General Instructions
GI-0002.100 Work Permit System
GI-0002.102 Pressure Testing Safely
GI-0002.711 Fire and Safety Watch
GI-0006.012 Isolation, Lockout and Use of Hold Tags
GI-0006.021 Safety Requirements for Abrasive Blast Cleaning
GI-0150.001 Asbestos Regulations
GI-1780.001 Atmosphere-Supplying Respirators
Saudi Aramco Standard Drawings
AB-036029 Non-Pressure Containing Repair Sleeves with
Welded Buttstraps
AC-036261 Pipeline Corrosion Barrier Patch
AB-036262 Pressure Containing Repair Sleeves with Full
Penetration Butt Welded Seams
AC-036263 Weld Metal Build-Up for the Repair of Pipeline
Surface Defects
AE-036265 Pipeline Repair Patch for Minimum Wall
Thickness Violations
AC-036279 Corrugated Weld Repair Sleeve Pipe Size 6"
Through 48"
AA-036352 Details of Installation, Galvanic Anodes for Road
& Camel Pipelines Crossing, Pipeline Repair
Locations
AB-036381 Cathodic Protection Thermit Welding of Cables to
Buried Pipelines
AB-036478 Magnesium Anode Installation at Pipeline Repair
Locations, Layout, Sections and Details
AB-036526 Weld over Sleeve for Repair of Leaking Sleeves on
30" & 31" O.D. Pipe
AC-036655 Tie Rod Arrangement for Weld+Ends Coupling
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 4 of 39
AC-036660 Road Crossing for P/L Sht. 1, 2, 3, 4
AB-036880 Sleeved Crossing for Restrained Pipelines
AE-036833 Detail of Pipe Repair Plug
AB-036899 Shoring Trenches
Saudi Aramco Manuals
Saudi Aramco Construction Safety Manual
Saudi Aramco Crane Safety Handbook
2.2 Industry Codes and Standards
American Society of Mechanical Engineers
ASME B31.3 Process Piping
ASME B31.4 Liquid Transportation Systems for Hydrocarbons,
Liquid Petroleum Gas, Anhydrous Ammonia
and Alcohols
ASME B31.8 Gas Transmission and Distribution Piping
Systems
ASME B31G Manual for Determining the Remaining Strength
of Corroded Pipelines
American Petroleum Institute
API STD 1104 Standard for Welding Pipelines and Related
Facilities
API RP 570 Piping Inspection Code: Inspection, Repair and
Re-rating of In Service Piping System
API RP 579 Fitness-for-Service
National Association of Corrosion Engineers
NACE RP0177 Mitigation of Alternating Current and Lightning
Effects on Metallic Structures and Corrosion
Control Systems (Item 53039)
American Gas Association
Gas Purging Principles and Practices
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 5 of 39
3 Definition
Pyrphoric Material: Self igniting material (iron sulfide). In the absence of oxygen,
sulfur compounds or hydrogen sulfide in hydrocarbon stream react with steel to form
iron sulfide.
4 General Requirements
4.1 Any repair methods that are not addressed in this procedure shall be reviewed
and approved by the Chairman of the Piping Standards Committee.
4.2 Prior to commencing repair activities, defect assessment for metal loss shall be
conducted in accordance with SAEP-306 for pipelines, and in accordance to
API RP 570 in-plant piping design to ASME B31.3.
4.3 Engineering calculations should be performed to determine the permissible pipe
movement and the required support system during any repair.
4.4 Prior commencing any repair work, a written procedure shall be developed. The
procedure shall be approved by all parties involved in the repair activities.
4.4.1 The procedure shall comply with GI-0002.100, "Work Permit System",
GI-1780.001,"Atmosphere-Supplying Respirators", GI-0002.102,
"Pressure Testing Safely", GI-0006.012, "Isolation, Lockout, and Use of
Hold Tags", GI-0002.711 "Fire and Safety Watch".
4.4.2 The procedure shall include detailed requirements for safe working
conditions. Repair shall be performed under qualified supervision by
trained personnel aware of and familiar with hazards to personnel, public
and environment. Appendix B, protection against electric shock from
induced voltage and underground cable may be used as minimum
requirements.
4.4.3 The procedure shall detail the safety measures associated with all
mechanized repair equipment.
4.4.4 The procedure shall include all required data such as pipe diameter, wall
thickness, grade, etc.
4.4.5 All repairs shall be tracked in accordance with Management of Change
Procedure of the operating organization.
4.5 In case of small leak (weeping), the pipe pressure shall be lowered to 80% of the
current operating pressure if the pipe is operating at more than 40% SMYS.
Once the pressure level has been controlled, the pipe defect shall be examined,
and repaired.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 6 of 39
4.6 Pressure reduction, when the pipeline defects are not acceptable per SAEP-306
or API RP 579 for pipelines and in-plant piping respectively, shall be considered
if the pipe is operating at more than 40% SMYS.
Commentary Note:
Pressure reduction provides a minimum level of assurance that the defect or
anomaly will not fail during the course of its examinations and repair.
5 Excavation and Burial (Buried Pipe)
5.1 Prior to the start of excavation, the Operation Department shall identify all
underground piping and cables crossing in the vicinity of the excavation, and
notify the appropriate authorities to assist in the supervision of the excavation.
5.2 The buried pipe shall be located by electronic locating devices, manual probing,
or test excavations. The pipe locations shall be marked with brightly colored
flags. If crawler dozers are used, mark and flag all lines within 60 m (200 ft) of
the repair site.
Commentary Note:
Crawler dozers are used to remove sand dune in case of transportation pipelines.
5.3 The buried pipe depth shall be identified and marked. Manual excavation is
mandatory when the pipelines depth of cover reach 1220 mm (4 ft) or the
excavation is 914 mm (3 ft) adjacent to the buried pipe.
5.4 The underground sections of pipe requiring repairs shall be uncovered, while
under pressure, in sections up to 15.24 m (50 ft) long and separated by buried
sections of equal length. There is no limitation on the total length of pipeline
that may be uncovered in alternating 15.24 m (50 ft) sections. Approval of the
Chairman of the Piping Standards Committee is required when exposing more
than 15.24 m (50 ft) of the buried pipe section.
5.5 The working clearance around the buried pipe shall be adequate for work being
performed.
5.6 For excavations over 1219 mm (4 ft) deep, the sides of the pits and trenches
should be sloped back to the natural repose of the soil to avoid a cave-in. Sides
which cannot be sloped to natural repose shall be shored according to Standard
Drawing AB-036899.
5.7 Backfilling shall be according to SAES-L-450 for pipelines and SAES-L-350 for
in-plant.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 7 of 39
6 Pipe Defect Removal and Replacement
6.1 Pipeline sections with cracks, rupture or with defects that cannot be repaired
shall be removed or replaced.
The repair of cracks, other than their complete removal, shall be reviewed and
approved Consulting Services Department.
6.2 The minimum length of any replacement section shall not be less than two times
of the pipe diameter but not shorter than 305 mm (12"). The new section shall
not be installed closer than 152.5 mm (6") to an existing weld.
Commentary Note:
Minimum length of the new section is required to ensure the proper fit-up and
high integrity welds. Full radiographic examination is required in some cases.
6.3 Prior commencing any replacement, pipe isolation and displacing or purging of
hydrocarbon procedure shall be developed according to paragraph 4.4. The
procedure shall ensure safe, non-combustible atmosphere in the pipe and in the
vicinity of the work area.
6.3.1 The pipe shall be isolated by blind flanges, blanks or two isolation
valves. When using isolation valves, verification before and during the
work is required to ensure that the valves do not leak. Bleed connection
shall be installed between the two isolation valves to ensure no pressure
build up.
6.3.2 Testing of the atmosphere in the pipe and in the vicinity of the work area
shall be conducted before the work is started and at intervals as the work
progresses.
6.4 Pipe cut should be made with mechanical cutters. Torch cut can be performed
on pipe only if the pipe is free from combustible material.
An engineering evaluation shall be conducted before performing pipe cut
according to paragraph 4.3.
6.5 Hydrocarbon spillage is not permitted in hot work area. In case of cross country
pipelines, oil saturated sand shall be removed or completely covered with clean
sand.
Pyrophoric material shall be kept wet to prevent auto-ignition. Sludge in
pipelines suspected of containing iron sulfide shall be drained to an isolated area
at least 32 meters away from any other flammable substance.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 8 of 39
6.6 The open hydrocarbon shall be isolated, when possible, by a plug prior
conducting any hot work. Vents/drains shall be installed upstream the plug to
prevent pressure build up and drain standing liquid. For the type of plugs see
Appendix C.
6.6.1 When installing a plug is not practical in an open hydrocarbon pipe, the
isolated section shall not include any combustible atmosphere.
6.6.2 The vent/drains shall be sized to permit draining/venting the line section
in one hour with atmospheric pressure. Table A-2 of appendix A can be
used as a guideline to size the drain line.
6.7 The new replacement section shall meet the requirements of SAES-L-410 and
SAES-L-450 for pipeline and SAES-L-310 and SAES-L-350 for in-plant piping.
6.8 The welding procedure shall be according to paragraph 9.
6.9 The use of repair couplings such as Weld+Ends is permitted only for cross
country pipeline. They should be used only where it is not practical to perform
the girth welds. The rating of the repair couplings shall meet the design
condition of the pipeline.
6.9.1 The tie rod arrangement of Weld+Ends couplings, when required, shall
be installed as per Standard Drawing AC-036655.
6.9.2 The Weld+Ends couplings shall be installed in accordance with
Appendix-D of this procedure.
6.9.3 For FBE or cement line pipe, specially designed and fabricated couplings
shall be used.
7 Repair Methods and Requirements
7.1 Grinding is permitted to repair stress concentrating effect such as a gouge,
scratch, arch burns, or grooves. The grinding contour shall be smooth.
7.1.1 The limit of the metal removal shall be according to SAEP-306 for metal
loss criteria. The maximum metal loss shall not exceed 40% of the
nominal wall thickness.
7.1.2 The removal of the defect shall be verified by conducting NDE such as
dye penetrant or magnetic particle inspection.
7.1.3 Surface cracks can be removed by grinding following the approval of the
Consulting Services Department. The crack shall be mapped to
determine the extent of the defect.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 9 of 39
7.2 Weld metal build up may be used only for pipeline defects with metal loss. The
metal loss can be caused by external corrosion or gouges, groove and excessive
grinding.
7.2.1 The pipeline metal loss defect assessment shall be according to
paragraph 4.3. Welding on pressurized pipeline shall be according to
paragraph 9.6.
7.2.2 The maximum length or width of any individual repair area shall not
exceed 102 mm (4"). The repair area shall be separated by at least
102 mm (4") from any other repair area.
7.2.3 Weld metal build up shall be according to Standard Drawing AC-036263.
7.3 Patches and half sleeve repair techniques are allowed only on pipe with
specified minimum yield strength (SMYS) of 275,800 kPa (40,000 psi) or less.
Commentary Note:
Research and test have shown that the longitudinal fillet weld to pipe is a
potential weak point.
7.3.1 The patches shall be according to standard drawing AC-036261.
7.3.2 This method shall not be used for internal corrosion defects.
7.4 Pipeline Repair Sleeves
7.4.1 Type A repair sleeve (Pressure Containing Sleeve, Figure 1, Appendix
A) may be used for leaks or for pipe with internal corrosion defects.
7.4.1.1 The design strength (SMYS) of the repair sleeve shall be the
same or greater than the pipe.
7.4.1.2 For leaking pipe, a steel or wooden plug shall be installed prior
installing the repair sleeve. The repair sleeve shall not be
welded until the leak is completely stopped and no combustible
fumes are presents in the annulus.
7.4.1.3 The minimum length of type A sleeve shall not be less than
102 mm (4"). The sleeve shall extend a minimum of 50.8 mm
(2") on either side of the defect.
7.4.1.4 Multiple sleeves may be used for extended defects. When the
length of the sleeve or sleeves exceeds 4 pipe diameters, formal
analysis is required according to paragraph 4.3 to avoid any
sagging of the pipe.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 10 of 39
7.4.1.5 The repair sleeve shall be cut to provide close fit-up
dimensions and installation of the sleeve shall be according to
Standard Drawing AB-036262.
7.4.1.6 The welding of the sleeves shall be according to paragraph 9.
7.4.2 Type B repair sleeve (Butt Strap Non Pressure Containing Sleeve Figure
2, Appendix A) shall be used as corrosion barriers or to provide added
reinforcement to the pipe metal loss due to external corrosion or excessive
grinding. It also can be used for dents violating the applicable code.
Commentary Note:
Type B repair sleeve shall not be used to contain internal pressure
because the lap-type joint in the buttstrap is not as flexible as the butt-
welded seam to absorb the required strains induced while containing the
internal pipeline pressure.
7.4.2.1 Type B repair sleeve shall be in according to Standard Drawing
AB-036029.
7.4.2.2 Hardenable fillers such as epoxy or polyester shall be used to
fill the gaps between the sleeve and the pipe in all defect
locations.
7.4.2.3 The circumferential welds to the carrier pipe are not
mandatory. However, the annulus shall be sealed from dirt and
debris. The sealant compound shall be approved by the
Chairman of the Piping Standards Committee.
7.4.3 Type C repair sleeve (Corrugated Weld Repair Sleeves, Figure 3,
Appendix A) may be used for repair of leaking girth welds.
7.4.3.1 The repair sleeve shall be vented through the vent to a safe
location. Refer to paragraphs 7.4.1.2 and 7.4.1.3.
7.4.3.2 The repair sleeve shall be according to Standard Drawing
AC-036279.
7.4.4 Type F repair sleeve (Weld over Sleeves, Figure 4, Appendix A) may be
used for Type C repair sleeves suffering leaks. It is specially designed
according to Standard Drawing AB-036526.
Type A repair sleeve, when experience cracking at the toes of the fillet
welds, may be repaired by installing sleeve-on-sleeve. The configuration
shall be approved by the Engineering Division of the Operating
Organization.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 11 of 39
7.4.5 Epoxy filled repair sleeve may be used instead of Type B repair sleeve.
Epoxy fill repair sleeves do not require welding to the carrier pipe.
Installer shall be certified by the repair sleeve manufactures.
Commentary Note:
The repair comprises two oversized steel half-shells that are joined to
encircle the damaged area, leaving an annular gap. The annulus is
sealed at each end of the sleeve using a simply applied fast-setting
material, and then filled at very low pressure with a stiff epoxy-based
compound.
7.4.6 Bolt on Clamps such as PLIDCO Split Sleeves or PLIDCO
SMITH+CLAMP may be used on blowouts or punctures which cannot
be readily sealed by plugs or patches.
7.4.6.1 Bolt on Clamps should not be used instead of Type A repair
sleeve unless it is economically justified.
7.4.6.2 Bolt on Clamps shall not be used for pipe with general
corrosion of 70% wall loss and more.
7.4.6.3 Bolt on Clamps packing material shall be compatible with the
service fluid.
7.4.6.4 Permanent Bolt on Clamps may be welded. The maximum
interpass temperature shall not exceed the maximum design
temperature for packing material.
7.4.6.5 Bolt on Clamps, if approved by CSD, are acceptable for use up
to their rated pressure and temperature.
7.4.6.6 All coatings rust and scale shall be removed from the pipe
surface where the Bolt on Clamps circumferential seals will
contact the pipe.
7.4.6.7 The Bolt on Clamps seals shall not be installed in surface
irregularities greater than 1/32".
7.4.7 Bolt on Clamp with injection sealant may be used as a temporary repair
for leaking flanges or pipe to avoid plant shutdown.
7.4.7.1 Formal analysis shall be conducted to evaluate the additional
clamp weight on the piping system.
7.4.7.2 The injection sealant shall be compatible with the service fluid
and shall not affect the downstream components.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 12 of 39
7.4.7.3 The design and the rating of the clamp shall be reviewed and
approved by the Engineering Division of the operating
organization.
7.4.7.4 The Clamp shall be monitored periodically for leaks.
7.4.8 Saudi Aramco approved Non-metallic repair sleeves may be used for
external metal loss and mechanical defects such as dents.
7.4.8.1 Non-metallic repair sleeve installation procedure shall be
review and approved by the Chairman of the Piping Standards
Committee. Workers shall be certified by the non-metallic
repair sleeve manufacturer.
7.4.8.2 Non-metallic repair sleeve shall be used on a temporary basis
for internal metal loss with inactive corrosion or known
corrosion rate provided that it meets all the requirements of the
SAEP-345.
7.5 Bolted patch clamp (bolted clamp with elastomeric material) are permitted only
in low pressure utility piping.
7.6 Epoxy patch such as Belzona repair batch is permitted only to restore the
original external profile. It shall not be used as repair by itself.
7.7 Pipe defects may be removed by hot-taping. For hot tap procedure refer to
SAEP-311.
8 Repair Applications
8.1 All in-plant piping repairs are temporary until replacement can be carried out in
the next available shutdown window.
8.1.1 The selection of repair method for in-plant piping shall take into
consideration not only the design condition, but other perceivable
conditions such as upset condition and emergency.
8.1.2 Repair methods consist of non-metallic material such as elastomeric
seals are not permitted in piping system intended to retain their integrity
under external fire loading.
8.2 Plant piping and pipelines repair methods should be according to Table A-1,
Appendix A. Selection of the repair method should be evaluated on the
economics and the practicality of the repair methods.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 13 of 39
8.3 Pipe defects that are not addressed in Table A-1 should be reviewed by the
engineering division to select proper corrective action.
8.4 Pipe with an unacceptable Hydrogen Induced Cracking (HIC) defect should be
replaced. If the replacement of hydrogen damaged pipe is not feasible, then the
requirements of this section shall be followed.
8.4.1 Expose the full joint of pipe as well as a portion of the adjacent joint on
each side and determine the extent of the defect indications. Continue
exposing as much pipe as necessary until the extent of the area with
defect indications is determined.
8.4.2 Determine the size and depth of the defects with ultrasonic testing.
Ultrasonic indications may mean any of several things, including on-
going cracking, corrosion damage, the presence of pre-existing and
rather harmless laminations, or simply elongated inclusions in the steel.
When ultrasonic or radiographic inspection reveals crack-like defects,
further examination is required to determine the nature of the defects.
8.4.3 The HIC decision tree, (Appendix E), assesses the severity of the
hydrogen damage and provides recommendation for corrective action.
Assessment may require removal by Hot-Tapping of coupons for
metallurgical analysis. Hydrotesting, monitoring, increased inhibition,
sleeving or replacement of cracked areas may be required. No corrective
action shall be taken without the concurrence of the Coordinator,
Materials Engineering and Corrosion Control Division, Consulting
Services Department.
9 Welding on Pipelines and Process Piping for Repairs
9.1 Welders and welding procedures shall be qualified according to SAES-W-011,
Welding Requirements for On-Plot Piping and SAES-W-012, Welding
Requirements for Pipelines.
9.2 All welding of patches, sleeves, and weld build-up shall be in accordance with
applicable Saudi Aramco Welding Procedure Specification.
9.3 Welding longitudinally to the axis of the pipeline is not permitted except as
approved by this procedure.
9.4 For carbon steels with minimum specified yield stresses greater than 60 ksi, the
Consulting Services Department shall be contacted for welding procedure
approval.
9.5 Pipeline retaining residual magnetism above 20 Oe (Oersteds) shall be
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
demagnetized before conducting any welding.
Commentary Note:
Pipelines often retain residual magnetism following a cleaning run by a Magnetic
Cleaning scraper, or an inspection by MagneScan or other magnetic Flux leakage
tool.
9.6 Welding on pressurized pipeline.
9.6.1 The pressure in the pipe during welding shall not exceed that calculated
by the following formula:
Pmax =
2S(t 0.10)F
OD
(1)
Where:
Pmax = Maximum operating pressure of the pipeline during welding,
psig
S = Specified minimum yield strength of the pipe, psi
t = Minimum measured wall thickness of the pipe at the weld
area, inches.
F = 0.72 (Design factor of the pipeline).
OD = Outside diameter of the pipe, inches.
Commentary Notes:
1. The minus 0.10 inch wall thickness takes into account the molten and
heat affected portion of the base metal which does not contribute to
pressure containment.
2. For in-plant piping designed to ASME B31.3, replace S and F in the
formula with the allowable stress in Table A-1 of ASME B31.3.
To ensure the wall thickness is thoroughly measured, a continuous UT
scan shall be conducted around the circumference of the pipe weld areas.
9.6.2 To further minimize the possibility of "burn through", no welding shall
be allowed in areas with a wall thickness below 5 mm or below the
pressure design thickness of the pipe. Welding can be carried out on
pipe containing hydrocarbon, only when there has been no combustible
mixture.
9.6.3 In cases where a pipeline has been cut or ingress of air has otherwise
been allowed, the air must be removed from the pipeline before welding
can be performed. One method of removing the air is by putting the line
Page 14 of 39
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 15 of 39
in service with an adequate flow rate to ensure that the air is displaced
from the pipeline. Once this has been achieved, welding can proceed
with or without flow.
9.7 Non-Destructive Examination
9.7.1 All welds made for the installation of pipe sleeving or patching for
pressure containment (Type A and PLIDCO Split Sleeve), and for weld
metal build-up, shall be inspected by M. T. or P.T.
9.7.2 Welds within 19 mm or 3 times the wall thickness of the pipe from an
existing girth weld shall be inspected by MT or PT.
9.7.3 Additional inspection may be requested as required by the assigned the
responsible Inspection Organization.
9.7.4 Thickness Measurement using ultrasonic thickness shall be taken on all
pipe areas where welding is to be done.
9.7.5 The defect removal shall be verified be the same methods that detected it
originally.
10 Pressure Testing
10.1 When the new pipe replacement section is to be hydrotested prior installation,
the hydrotest shall be according to SAES-A-004 and SAES-L-150.
10.2 When the piping system with replacement section is to be hydrotested, the test
shall be in full compliance with SAES-A-004 and SAES-L-150.
10.3 When the hydrotest is not practical, full compliance of SAES-A-004 shall be
adhered to along with the following requirements:
1) Verification of the pipe mechanical prosperities through the mill
certificate.
2) Visually inspect all mill applied welds of the spiral or longitudinally
welded joint(s) of new pipe prior to installation in the pipeline.
3) Radiograph or ultrasonically check all suspect areas of the manufacturers'
welds found to be defective by visual inspection.
4) Repair all manufacturers weld defects and radiograph repairs to assure
defects are removed.
5) Visually inspect the pipe ends for proper bevel and evidence of no
laminations. Repair as required.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 16 of 39
6) Radiograph all butt welds required to install the new pipeline section and
repair defects as required.
7) Provide an approve NDE In-Lieu-of Pressure Test.
11 Coatings
11.1 Refer to SAES-H-002 and SAES-H-203 for selection and application of internal
and external coating systems and tape wrapping for pipelines.
11.2 Refer to GI-0006.021, "Safety Requirements for Abrasive Blast Cleaning",
when preparing pipe surfaces for coating using abrasive blast cleaning.
12 Cathodic Protection
12.1 When repairs are made due to external corrosion, the proponent cathodic
protection unit within the operating organization shall determine when and
where supplemental "Hot Spot" cathodic protection will be used.
12.2 A minimum of two (2) magnesium anodes shall be used for supplemental
cathodic protection. The anodes shall be installed on alternate sides of the
pipeline. The placement shall be such that one anode is installed at each end of
the repair area.
12.3 Anode requirements and installation details are found in Standard Drawings
AB-036478, "Magnesium Anode Installation at Pipeline Repair Locations;
Layout, Sections and Details", and AA-036352, "Details of Installation of
Galvanic Anodes for Road and Camel Crossing and Pipeline Repair Locations".
12.4 Anode connections to the pipeline shall be Thermit welded as per Standard
Drawing AB-036381, "Cathodic Protection; Thermit Welding of Cables to
Buried Pipe lines".
Revision Summary
29 November 2006 Major revision.
13 J anuary 2008 Editorial revision.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Appendix A Typical Metallic Repair Sleeve
Figure 1 Type A Sleeve, Pressure Containing Full Encirclement Sleeve
Figure 2 Type B Sleeve, Butt Strap Non-Pressure Containing Sleeve
Page 17 of 39
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Figure 3 Type C Sleeve, Corrugated Weld Repair Sleeve
Figure 4 Type F Sleeve, Weld over Sleeve
Page 18 of 39
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 19 of 39
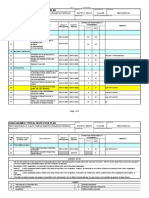
Appendix A-1: Repair Method Selection Table
Table A-1: Saudi Aramco Repair Applications
1
G
r
i
n
d
i
n
g
W
e
l
d
m
e
t
a
l
b
u
i
l
d
W
e
l
d
e
d
P
a
t
c
h
e
s
o
r
h
a
l
f
S
l
e
e
v
e
T
y
p
e
A
S
l
e
e
v
e
T
y
p
e
B
S
l
e
e
v
e
E
p
o
x
y
F
i
l
l
e
d
R
e
p
a
i
r
S
l
e
e
v
e
B
o
l
t
o
n
C
l
a
m
p
s
B
o
l
t
o
n
C
l
a
m
p
w
i
t
h
I
n
j
e
c
t
i
o
n
S
l
t
N
o
n
m
e
t
a
l
l
i
c
s
l
e
e
v
e
s
H
o
t
T
a
p
i
n
g
Plant Piping
2
Yes No Yes Yes No No Yes Yes No Yes
On shore
Pipeline
Yes Yes Yes Yes Yes Yes Yes No Yes Yes
P
i
p
e
A
p
p
l
i
c
a
t
i
o
n
Off Shore
Pipeline
Yes No No No No Yes Yes No Yes No
Small defect
<0.5D
Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes
D
e
f
e
c
t
S
i
z
e
Large Defect
>0.5D
No No No Yes Yes Yes Yes No Yes No
Leaks
No No No Yes No No Yes Yes No Yes
External
Corrosion
Yes Yes Yes Yes Yes Yes Yes No Yes Yes
Pitting Lake <
0.85t
No Yes Yes Yes Yes Yes Yes No Yes No
Pitting Lake
>0.85t
No No No Yes No No Yes No No Yes
C
o
r
r
o
s
i
o
n
D
e
f
e
c
t
s
Internal
corrosion
No No No Yes No No Yes No No No
Dents No No No Yes Yes Yes Yes No Yes No
Dents/ Gouge No No No Yes Yes Yes Yes No Yes No
M
e
c
h
a
n
i
c
a
l
D
a
m
a
g
e
Wrinkle Bend No No No Yes Yes Yes Yes No No No
Shallow
Cracks
4
<0.4t
Yes Yes Yes Yes Yes Yes Yes No Yes Yes
C
r
a
c
k
s
3
Deep Cracks
>0.4t
No No No Yes No No Yes No No Yes
Blisters
No No No Yes No No Yes No NO No
O
t
h
e
r
s
Girth Weld
Defects
Yes Yes No Yes No No No No Yes No
1
This table shall not be used without addressing the repair techniques limitations in paragraphs 7 and 8 of the SAEP-310.
2
All plant piping repair are temporary maximum until the next plan shutdown.
3
All crack defects require a qualified corrosion /metallurgy engineer to investigate the cause and review the corrective action or
repair procedure
4
Shallow cracks shall be grinding before applying any repair technique.
Notes:
1. Assigned inspection unit shall review the repair procedure, add any quality requirements, attend all hold points specified by
inspector and approve repair work when completed.
2. For dents and external metal loss, the pipe original external profile shall be restored by applying Hardenable fillers.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 20 of 39
Table A-2: Vents/Drain Sizes
Size
(in)
Approx. Capacity
(barrel/hr)
1 15 - 30
2 65 - 130
3 145 - 300
4 260 - 500
6 600 - 2000
8 1000 - 4000
EXAMPLE: Consider 609.6 m of 6 in flow line. Contents are approximately
2000/1000 x 6 =72 barrels. A 2 in drain should be provided.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 21 of 39
Appendix B Protection against Electric Shock
from Induced Voltage and Underground Cables
This Appendix contains mandatory practices which safeguard personnel against the hazards of
electric shock during the installation, operation, or maintenance of above ground and buried
pipelines routed near overhead, high-voltage power lines. These practices apply to pipelines
routed within 152.4 m of any energized 115-kV and 230-kV power lines, and also to 69-kV
lines if parallel lengths are 1.6 km or greater.
Safety precautions to prevent shock due to induced voltage, as stated in this Appendix, for
pipelines routed in the vicinity of lower voltage power lines, i.e., (4.16-kV and 13.8-kV), are
normally not required.
All work on pipelines shall stop during lightning and thunderstorms.
The following conditions are not exempt from the mandatory practices of this section:
a) Line not cathodically protected.
b) Line section isolated by insulation flanges.
c) Cathodic protection rectifiers and generators shutdown.
B-1 Buried Pipelines
B-1.1 No special precautions need to be taken during local excavations
exposing less than 15.24 m of pipeline except when cutting into an
existing line and/or removing a section of the pipeline, then Paragraph
B-2.4 shall be observed. Paragraph 5.4 limits the length of pressurized
piping, which can be exposed in a single excavation to 15.24 m.
B-1.2 When work on existing buried pipelines requires the exposing of 15.24
m or more of the line, it shall be regarded as an above ground pipeline.
Appropriate precautions, taken in accordance with Section B -2, shall be
implemented.
B-1.3 Prior to the start of excavation, the Operations Department shall identify
all underground cables crossing in the vicinity of the pipeline excavation,
and notify the appropriate authorities, i.e., (Power Distribution
Dispatchers, SEC), to assist in the supervision of the excavation. A
minimum spacing of 914 mm is required between the bottom of the
pipeline and the top of the cable duct bank. Therefore, extreme care
must be taken when excavating below the pipe. Normally, buried cable
markers indicate the location of the cables, but they may have been
inadvertently removed or never installed. When cable markers are not
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 22 of 39
shown, a safe maximum distance of 610 mm from the bottom of the pipe
should not be exceeded.
B-2 Above Ground Pipelines
B-2.1 All work on exposed pipelines shall be carried out from a wire mat that
is electrically bonded to the pipeline at each end of the repair area.
B-2.2 If the ground mat can not be bonded to the pipeline, two (2) carbon steel,
13 mm diameter studs shall be welded at each end of the pipeline repair
area to provide the required grounding connections. The areas where the
studs are to be welded shall be cleaned prior to welding as per SAES-W-
012. If studs are removed, the weld areas shall be ground flush with the
pipe and a Liquid Penetrant or Magnetic Particle Test (PT or MT)
inspection shall be made to insure no harmful defects remain.
B-2.3 Rubber gloves shall be worn for all operations on the line until the mat is
properly positioned and bonded to the line. Similarly, rubber gloves
shall be worn when removing the bonds.
B-2.4 When the repair of a pipeline requires cutting an existing line or
unbolting flanged connections, a flexible bonding cable, no less than No.
2 AWG, shall be attached across the section of line to be separated prior
to cutting or unbolting. Bonding cables may be thermit welded to the
pipe as per Standard Drawing AB-036381. The cable shall remain
attached until after the line is repaired. After the removal of the of the
bonding cable, the attachment areas shall be ground flush with the pipe
surface and a Liquid Penetrant or Magnetic Particle Test (PT or MT)
inspection shall be made to insure no harmful defects remain.
Grounding mats shall not be used as a bonding cable. The cable shall be
installed so that it is fully protected from movement of workers and
equipment. Refer to NACE RP0177 Item No. 53039.
B-2.5 All electric arc welding operations shall be carried out with the welding
machine bonded to the ground mat and pipeline, with the welder working
on the ground mat.
B-2.6 When working on lines supported on steel structures, such as at road
crossings, etc., ground mats are not necessary. However, the lines
should be bonded to the steel structure to ensure a proper ground and the
requirements of Paragraph B-2.4 implemented.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 23 of 39
B-3 Valves on Above Ground and Buried Pipelines
B-3.1 Unless noted otherwise on the Work Permit, no special precautions need
to be taken when operating or maintaining valves located below ground
and form part of a buried pipeline.
B-3.2 Where metal platforms or temporary scaffolds are installed to provide
access to valves on an above ground pipeline, the platforms shall be
electrically bonded to the pipeline on each side of the valve before work
starts. The requirements of Paragraph B-2.4 shall be observed when
making and removing the bonding connection.
B-3.3 The electrical bond shall consist of a No. 2 AWG flexible conductor,
such as a welding cable, connected to the platforms at one end and
terminated at the free end by a 50 amp rated test clip with insulator.
Access to the platform shall be by a 36 inch square rubber mat.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 24 of 39
Appendix C Types of Isolation Plugs
Saudi Aramco stocks three types of plugs: Balloons, Mud Plugs and Mechanical Plugs.
However, there are many other plugs available in the market which could be used if they were
proven to be equivalent or better than the types described in this Appendix. Any plug, other
than a mud plug, shall be removed before the line is closed. Mud plugs normally remain in the
line but may be removed, if circumstances dictate or must be removed if they contain Gypsum
Plaster see C-2.5 below.
C-1 Balloons (Stopper)
The inflatable balloons have polyester cover and gum rubber bladder, bag type.
They are also fitted with inflating valve nipple and hose clamp. Balloons are
available in Saudi Aramco material system for nominal pipe sizes 2 through
60 inch.
C-1.1 The canvas covers of the balloons are at best only moderately fire
resistant. Additional precautions that make their use safer include mud
dams and inert gas purges.
C-1.2 Balloons shall be inflated carefully so as to ensure that the relatively low
allowable pressures are not exceeded. A suitably graduated pressure
gauge shall be utilized during inflation. For sizes 22 inch and larger, the
pressure gauge shall be graduated in inches of water. Table C-1 gives the
maximum inflation pressure of the balloon.
C-1.3 The balloon can withstand only a small differential pressure (up to
10 psig for small diameters and only up to 1 psig for large diameters),
and therefore, the job must be planned to have zero line pressure.
C-2 Mud Plugs
Mud plugs are a mixture of special types of mud with water. After preparation in
the field, the mud is erected to provide the required seal. Table C-2 shows a
comparison between the balloon plug and mud plug.
C-2.1 The mud plug is composed of the following components:
Bentonite (clay), 23 kg sack, Material no. 1000021551
Cottonseed hull, 23 kg sack, Material no. 1000021603
Expanded Vermiculite, 15 kg sack, Material no. 1000248228
Gypsum Plaster, 45 kg sack, Material no. 100188115
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 25 of 39
C-2.2 In building a mud plug, Bentonite should be mixed with only sufficient
water to make a very stiff paste, refer to Table B-3 for guidelines of the
Bentonite and water quantities.
C-2.3 For lines larger than 305 mm diameter, light-weight material such as
expanded Vermiculite can be added to reduce the tendency of the plug to
slump. Mix the Bentonite and Vermiculite dry, in a mortar box. Add
only enough water to make a very stiff paste as per guidelines of Table
C-3. The Vermiculite will shrink when handled, so try to avoid
excessive mixing.
C-2.4 Avoid the use of heavy materials in the mud mixture, such as Baryte
(Baroid). They are not sticky and can only make it more difficult to
build the plug up to the top of the pipe.
C-2.5 If Gypsum plaster is used to increase the strength of the plug, it must be
removed prior to closing the line.
C-2.6 Structural support for starting a mud plug can be provided by a balloon.
Effectiveness of the balloon can be increased by running a rope through
the end ring to hold the balloon while the mud is forced against it. A
balloon should not be used unless provisions are made for removing it
after closing the line.
C-2.7 In very large lines, a dam can be started with full sacks of Bentonite or
Baryte. However, the sacks must be removed after welding is
completed. As an added precaution, it may be advisable to use two plugs
separated by a purged section of line.
C-3 Mechanical Plugs
These are proprietary plugs that can withstand higher pressure than balloons or
mud plugs, therefore, they create a much better seal for use in welding flanges or
valves onto the open ends of operating lines. Saudi Aramco stocks mechanical
plugs (steel/rubber) for nominal pipe sizes 3 through 12 inch of the wing nut
type. Larger sizes may be obtained on a direct requisition form.
C-3.1 Additional safety precautions for mechanical plugs can include: venting,
use of mud plugs for added sealant, inert gas purges, and water seals.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 26 of 39
Table C-1: Maximum Inflation and P/L Pressure for Balloons of Size 2-60"
Maximum Inflation
Nominal Size
Kpa (in) Psig (in) Water
2, 3, 4, 6 03 15 413
8 83 12 330
10 69 10 275
12 55 8 220
14 48 7 193
16 41 6 165
18 38 5.5 151
20 34 5 138
22 28 4 110
Table C-2: Comparison between Balloon and Mud Plug
Balloon Mud Plug
Location from
weld
It has to be far from end of
line. Balloon could rupture
from heat or inadvertent
puncture if close to end of
line. (D)
Closer to end of line (A)
Installation Easier to install
For large lines, mud plugs are
difficult to erect. It needs
careful and skillful erection Mud
shrinks as it dries. Plugs that
are too wet may slump and fail.
For these last two reasons,
cutting and welding work must
be completed as soon as
possible after the plug is
completed. (D)
Sealing pressure Between 1 and 10 psig
Cannot be estimated, 0 psig
must be assumed. (D)
Removal
Balloons require special
hot taps for insertion and
removal except when they
are used to weld flanges
or valves to the open end
of the line.
Mud plugs can be left in the
line after welding. They can be
washed away by the line fluid.
(A)
Note: (A) is advantage (D) is disadvantage
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 27 of 39
Table C-3: Composition of Mud Plugs
Nominal Size Bentonite Vermiculite Water
(in) (sacks) (sacks) (m
3
) (ft.
3
) (U.S.
gal)
6 1 - 0.03 1 7.5
10 2 - 0.06 2 15
12 3 - 0.08 3 2.5
16 3 2 0.08 3 22.5
20 6 4 0.17 6 45
24 9 5 0.25 9 67.5
30 14 8 0.40 14 105
36 22 13 0.62 22 164.5
40 28 17 0.80 28 209.5
42 33 20 0.93 33 247
48 50 30 0.93 50 374
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 28 of 39
Appendix D PLIDCO Weld+Ends Couplings
This Appendix supplements the PLIDCO manufacturer manual which must be the main
reference for a successful installation. This Appendix describes the uses, limitations, and
installation of PLIDCO Weld+Ends couplings for the purpose of making quick, safe unions on
onshore and offshore pipelines, underwater risers, and process piping.
D-1 General
D-1.1 PLIDCO Weld+Ends are specialized couplings, used where it is difficult
to make quick and safe pipe unions by any other means. They may be
used in the repair of onshore or offshore hydrocarbon pipelines, water,
steam, or chemical process lines, and underwater risers. PLIDCO
Weld+Ends can be welded to the pipe ends or they can be left with
clamping and thrust screws tightened, depending on the field situation
and product conditions.
D-1.2 Standard PLIDCO Weld+Ends have single rows of clamping screw
located on the circumference of each end of the coupling.
D-1.3 Special PLIDCO Weld+Ends have double rows of clamping screws
located on the circumference of each end of the coupling. They are
designed specially for excessive end pulling loads, and are restricted
(color coded white) by Saudi Aramco for submarine pipeline repair only.
D-1.4 In general, the Weld+Ends shall be welded directly to the pipe ends after
installation, and by this they are considered anchored and their pressure
rating should be the Welded Maximum Allowable Operating Pressure
D-1.5 If the Weld+Ends cannot be welded, they are considered not anchored
and their pressure rating should be the UnWelded Maximum Allowable
Operating Pressure.
D-1.6 Clamp+Rings are special PLIDCO Weld+Ends and useful in situations
where end pulling loads exceed the coupling's "UnWelded Maximum
Allowable Operating Pressure (MAOP)" Rating and conditions do not
allow for welding on the line, e.g., underwater pipeline repairs.
D-2 Packing (Sealant) Material
To ensure a safe, leak-free seal, it is vitally important that the proper packing
material is chosen. This included pressure rating, temperature limitation and
product compatibility. This is especially important if the coupling will not be
welded and the packing will be the only means to seal the product.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 29 of 39
D-2.1 Saudi Aramco is mainly using Silicon, Viton, or Buna-N as packing.
Silicon is being mostly specified because it is of lower cost than Viton.
D-2.2 Viton shall be used for crude, gas, and hydrocarbon lines if the coupling
will not be welded.
D-2.3 Viton GF or Aflas should be used for products with amine corrosion
inhibitor if the coupling will not be welded.
D-2.4 Silicon or Buna-N should be used for water service.
D-2.5 If the packing is not compatible with the product, it could still be used
subject that coupling shall be completely welded to the line as soon as
possible. There shall be no delay between the start and completion of
welding.
D-2.6 For LPG service and H
2
S service, the coupling shall be completely
welded to the line as soon as possible. There shall be no delay between
the start and completion of welding.
D-2.7 The manufacturer limits the operating temperature range for:
i) Silicone packing at -54 to 232C.
ii) Viton packing at -26 to 121C.
iii) Buna-N packing, at -29 to 107C.
D-3 Shelf Life
D-3.1 Buna-N has a short shelf life of 2 to 5 years whereas Viton and silicone
packing shelf lives of up to twenty (20) years depending on storage
condition. Follow the manufacturer recommendations to prolong shelf
life of the packing.
D-3.2 The bolts shall be covered with heavy grease to protect them from
rusting, and the packing shall be wrapped in plastic wrap to protect them
from deteriorating environmental conditions.
D-4 Maximum Allowable Operating Pressure (MAOP)
The method of installing PLIDCO Weld+Ends determines the MAOP of the
coupling.
D-4.1 UnWelded MAOP Ratings
After completing the installation and prior to welding the coupling to the
pipe, the rating is defined as the "UnWelded MAOP Rating". The rating
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 30 of 39
for sizes 2-60" are listed in Table D-1 for single row of clamping screws
and Table D-2 for double rows of clamping screws.
D-4.2 Packing Material's "Sealant Strength" Pressure Limitations
D-4.2.1 Silicone packing is limited to a "Sealant Strength" of 1000 psig.
D-4.2.2 Viton and Buna-N packing have no pressure limitations for
"Sealant Strength". The MAOP should be equal to the
UnWelded MAOP
D-4.3 Welded MAOP Ratings
After welding, the coupling is conisedred as anchored and it has higher
rating defined as "Welded MAOP Rating". The rating for sizes 2-60" are
listed in Table D-1 for single row of clamping screws and Table D-2 for
double rows of clamping screws.
Prior to welding, if it is determined that the total longitudinal forces
exerted on a coupling will exceed the total gripping strength of it's
clamping screws, the ends of the line shall then be anchored using a tie
rod arrangement as shown in Saudi Aramco Standard Drawing
AC-036655.
D-4.4 Derated MAOP for Thin-Wall Pipes
For PLIDCO Weld+Ends that will be installed on thin-wall pipes, the
MAOP should be derated because the applied torque should be
decreased. Refer to Table D-3 for derated values of MAOP.
D-5 Installation
D-5.1 Preparation of Pipe Ends
D-5.1.1 Select the location of pipe cuts so that the coupling's clamping
screws can grip on a smooth, unpitted surface and the packing
material can form a tight even seal. Remove any coatings or
general corrosion around the entire area to be coupled.
Longitudinal or spiral weld seams shall be ground flush with
the pipe wall and all burrs removed. If the coupling is to be
welded after installation, the pipe wall thickness in the vicinity
of the fillet girth welds shall be checked by ultrasonic testing
(U.T.) to ensure there is a minimum of 5.1 mm (0.20 in.)
around the girth weld area.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 31 of 39
D-5.1.2 Check the diameters at both ends of the pipe to be coupled for
out-of-roundness and repair if necessary using external line-up
clamps or internal jacking. No other special preparation of
pipe ends is required.
D-5.2 Inspection of Weld+Ends
Inspect the coupling for evidence of corrosion, fouling, and damaged
packing. Be sure all the screws are free to turn and that no sand or any
foreign material is in the packing grooves. One practical method of
checking the packing is the thumb nail test. Push your thumb nail into
the exposed packing. If the packing returns to the original shape, it
should be acceptable for use. If the thumb nail imprint stays, the packing
shall be replaced.
D-5.3 Tightening the Clamping Screws
D-5.3.1 Use manufacturer recommended procedure and torque for
tightening the clamping screws.
D-5.3.2 For thin-wall pipe of less than Sch. 40 or inch, the clamping
screws shall be tightened to the recommended torque values as
shown in Table C-3 the torque and pressure derating graphs for
thin wall pipe. These lesser clamp screw torque values shall be
used to prevent damage to the pipe ends.
D-5.3.3 In order to obtain a tight fit with equal and accurate clamp
screw torque values, the following steps shall be followed:
Step 1) Center the Weld+Ends using the clamp screws at the
12, 6, 3, and 9 o'clock positions. These screws are
only hand tightened (snug).
Step 2) Adjust the gap between the pipe and coupling
interface to ensure equal spacing. It is very important
to provide a concentric, equal gap between this
interface to ensure an optimum packing seal when the
thrust screws are tightened.
Step 3) Hand tighten any remaining clamp screws and adjust
the gaps as stated in Steps 1 and 2.
Step 4) Advancing circumferentially, begin torquing the
clamping screws to equal portions of their final
recommended torque value. Check the gaps and
adjust them to ensure uniformity.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Step 5) Repeat Step 4 several times until the final
recommended torque is achieved. A final torque and
gap check of all the clamping screws is
recommended.
D-5.3.4 Tightening the Thrust Screws
Thrust screws activate the seal packing. These screws are
tightened AFTER the clamping screws are torqued. Tighten
the thrust screws using the following steps:
Step 1) Tighten all screws until they are snug.
Step 2) Advance each screw about
8
1
of a turn before
advancing to the next, adjacent screw. Repeat this
process as many times as necessary until the
manufacturer recommended torque is reached.
Step 3) Pressurize the line slowly and steadily without surges
or slugging, which could vibrate and pull the line
ends from the coupling. Do Not exceed the lesser
value of the following:
i) The recommended UnWelded MAOP of the
coupling.
ii) The maximum design pressure of the line.
iii) The maximum calculated pressure as stated in
during welding if the coupling is to be welded to
the pipeline.
Step 4) Tighten the thrust screws as required to stop any
leaks that may have developed to complete the
Weld+Ends installation. If welding is specified, refer
to Section C-6.
D-6 Welding
D-6.1 All welding of PLIDCO Weld+Ends to piping shall conform to an
approved Saudi Aramco Welding Procedure Specification, e.g., WPS
No. PLIDCO-001.
D-6.2 The minimum remaining pipe wall thickness at the area to be welded
shall be at least 5.1 mm.
Page 32 of 39
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 33 of 39
D-6.3 The line shall remain pressurized for at least hour prior to any
welding to ensure no leaks form. Tighten the thrust screws as required
to stop any leaks that may have developed.
D-6.4 All welding shall be made with low-hydrogen electrodes. If the pipe
wall thickness is less than 0.35 inches, all first layer weld passes onto
the pipe shall be made using 2.4 mm diameter electrodes. Subsequent
weld passes may be made with 3.2 or 4 mm diameter electrodes.
D-6.5 Weld surfaces, such as the clamping and thrust screws, and the
coupling body and adjacent pipe surfaces, shall be free of oil, grease,
moisture, rust, scale, paint, metallic coatings, or other foreign matter,
prior to welding. Refer to SAES-W-012.
D-6.6 Prior to fillet welding the coupling to the pipe ends, a maximum fit-up
gap of 3.2 mm between the two surfaces shall not be exceeded. If the
fit-up gap exceeds 3.2 mm, a weld build-up (buttering) shall be made
on the pipe at the deficient area to reduce the gap distance. Remove
one clamp screw from each top end of the coupling to act as a vent
during welding and as a pressure test point after welding.
D-6.7 Only the stringer bead weld technique shall be used for all root passes
and all subsequent passes if the pipe wall thickness is less than inch.
For pipe wall thickness equal to or greater than inch, either the
stringer bead or weave technique may be used. The weave width shall
not exceed three (3) times the diameter of electrode.
D-6.8 The temperature of the metal during welding should be monitored as
per manufacturer recommendation to avoid damaging the seal.
D-6.9 The final girth fillet weld leg size shall be a minimum of 1.5 times the
nominal pipe wall thickness.
D-6.10 The fillet weld profile shall be as smooth as possible and should be
slightly concave. The toe of the fillet weld shall blend smoothly into
the pipe wall. It shall be the responsibility the welding inspector to
accept the final weld size and profile.
D-6.11 The Weld+Ends shall be welded using the following steps:
Step 1) Tack weld all of the end thrust screws. Cut them off flush
with the coupling face using a wheel grinder. Hold a metal
strip between the bolt and pipe to prevent damaging the pipe
wall with the grinder. Some projection of the outer edge of
the bolt is acceptable.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 34 of 39
Step 2) Depending on the position of the coupling, and the proximity
of it's ends, both of the Weld+Ends girth welds should be
made at the same time. Where possible, use two welders at
each end of the coupling to weld on opposite quadrants
simultaneously. All passes on the girth fillet weld shall be in
the following sequence:
1) Weld from 3:00 to 12:00 o'clock position.
2) Weld from 6:00 to 9:00 o'clock position.
3) Weld from 6:00 to 3:00 o'clock position.
4) Weld from 9:00 to 12:00 o'clock position.
Commentary Note:
All of the thrust screw ends shall be welded over.
Step 3) Make a in. fillet weld, (at least two passes), around all of
the clamping screws, except the ones used for venting and
leak testing. After welding, either burn off or cold cut the
remainder of the clamping screws just above the weld.
Step 4) Apply an air test (5 to 10 psi) at each end of the coupling
through the top clamping screw holes. Put soap solution over
all the welds and check for leaks. Any areas found leaking
shall be ground out, re-welded and air tested as previous.
Step 5) Upon completion of the air test, replace the remaining clamp
screws at each end of the coupling. Tighten the clamp screw
as described in section D-5.3. Weld and cut off the screw
ends as described in Step 4.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 35 of 39
Table D-1: Maximum Allowable Operating Pressure (MAOP) Ratings
Standard PLIDCO Weld+Ends with Single Rows of Clamping Screws*
Coupling
Size
Unwelded MAOP Welded MAOP
(inches)
Coupling
Body Spec.
MPa (psig) MPa (psig)
2
A519 Gr. C
1018-1026
6.89 (1000) 13.79 (2000)
3 A106 Gr.B 6.89 (1000) 13.79 (2000)
4 A106 Gr.B 6.89 (1000) 13.79 (2000)
6 A106 Gr.B 4.80 (696) 13.79 (2000)
8 A106 Gr.B 3.53 (513) 13.79 (2000)
10 A106 Gr.B 2.73 (396) 10.34 (1500)
12 A106 Gr.B 2.26 (328) 8.27 (1200)
14 A106 Gr.B 2.14 (311) 8.27 (1200)
16 A106 Gr.B 1.64 (238) 8.27 (1200)
18 A285 Gr.C 1.73 (251) 8.27 (1200)
20 A285 Gr.C 1.40 (203) 8.27 (1200)
22 A285 Gr.C 1.74 (252) 8.27 (1200)
24 A285 Gr.C 1.46 (212) 8.27 (1200)
26 A285 Gr.C 1.24 (180) 6.89 (1000)
28 A285 Gr.C 1.068 (155) 6.89 (1000)
30 A285 Gr.C 0.931 (135 6.89 (1000)
31 A285 Gr.C 0.875 (127) 6.89 (1000)
32 A285 Gr.C 1.096 (159) 6.89 (1000)
34 A285 Gr.C 0.965 (140) 6.89 (1000)
36 A285 Gr.C 0.861 (125) 6.89 (1000)
38 A285 Gr.C 0.869 (126) 6.21 (900)
40 A285 Gr.C 0.786 (114) 5.52 (800)
42 A285 Gr.C 0.710 (103) 5.52 (800)
46 A516 Gr.70 0.696 (101) 4.48 (650)
48 A516 Gr.70 0.634 (92) 4.12 (600)
48 A516 Gr.70 0.634 (92) 6.89 (1000)
56 A516 Gr.70 0.655 (95) 5.52 (800)
56 A516 Gr.70 0.723 (105) 6.89 (1000)
60 A516 Gr.70 0.599 (87) 5.52 (800)
Note 1: Sizes 2 through 42 inch use silicone packing. Sizes 46 thru 60 inch use Viton.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 36 of 39
Table D-2: Maximum Allowable Operating Pressure (MAOP) Ratings
Special PLIDCO Weld+Ends with Double Rows of Clamping Screws*
Coupling
Size
Unwelded
MAOP
Welded
MAOP
(inches)
Coupling
Body Spec.
MPa (psig) MPa (psig)
8 A106 Gr.B 6.19 (898) 13.79 (2000)
8 A106 Gr.B 6.19 (898) 6.89 (1000)
10 A106 Gr.B 4.78 (693) 13.79 (2000)
10 A106 Gr.B 4.78 (693) 6.89 (1000)
12 A516 Gr.70 3.96 (574) 20.68 3000)
12 A106 Gr.B 3.96 (574) 13.79 (2000)
12 A106 Gr.B 3.96 (574) 6.89 (1000)
14 A516 Gr.70 3.75 (544) 20.68 (3000)
14 A106 Gr.B 3.75 (544) 6.89 (1000)
16 A516 Gr.70 2.87 (416) 20.68 (3000)
16 A516 Gr.70 2.87 (416) 13.79 (2000)
18 A516 Gr.70 3.03 (439) 20.68 (3000)
18 A285 Gr.C 3.03 (439) 6.89 (1000)
20 A516 Gr.70 2.45 (355) 20.68 (3000)
20 A516 Gr.70 2.45 (355) 13.79 (2000)
20 A285 Gr.C 2.45 (355) 6.89 (1000)
22 A516 Gr.70 3.04 (441) 20.68 (3000)
22 A516 Gr.70 3.04 (441) 13.79 (2000)
24 A516 Gr.70 2.56 (371) 20.68 (3000)
24 A516 Gr.70 2.56 (371) 13.79 (2000)
24 A285 Gr.C 2.56 (371) 6.89 (1000)
30 A285 Gr.C 1.63 (236) 6.89 (1000)
or
Buna-N
Packing
A515 Gr. 55
or
A516 Gr.55 1.63 (236) 6.89 (1000)
30 A516 Gr.70 1.63 (236) 13.79 (2000)
30 A285 Gr.C 1.63 (236) 6.89 (1000)
31 A285 Gr.C 1.53 (222) 6.89 (1000)
Buna-N
Packing
or
A515 Gr.55
or
A516 Gr.C
32 A285 Gr.C 1.92 (278) 6.89 (1000)
36 A516 Gr.70 1.51 (219) 13.79 (2000)
40 A285 Gr.C 1.38 (200) 6.89 (1000)
42 A285 Gr.C 1.24 (180) 6.89 (1000)
48 A516 Gr.70 1.11 (161) 6.89 (1000)
56 A516 Gr.70 6.89 (1000)
60 A516 Gr.70 6.89 (1000)
Notes:
1. All couplings are color coded white and restricted to submarine pipe repair.
2. All coupling supplied with Viton packing unless otherwise note.
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 37 of 39
Table D-3: Maximum Allowable Operating Pressure (MAOP) Ratings and Clamping Screw
Torque Values for Special PLIDCO Weld+Ends on Thin-Wall Pipes
Diameter Thickness
Clamping
Screw Torque
MAOP Diameter Thickness
Clamping
Screw Torque
MAOP
3" 0.188 75 310 18" 0.25 50 50
3" 0.198 80 497 18" 0.3 70 90.2
3" 0.208 85 685 18" 0.35 90 130.4
3" 0.217 90 872 18" 0.4 110 170.6
3" 0.227 95 1060 18" 0.45 130 210.8
3" 0.237 100 1247 18" 0.5 150 251
4" 0.156 75 310 20" 0.312 125 80
4" 0.172 80 474 20" 0.3496 130 104.6
4" 0.188 85 638 20" 0.3872 135 129.2
4" 0.205 90 803 20" 0.4248 140 153.8
4" 0.221 95 967 20" 0.4624 145 178.4
4" 0.237 100 1131 20" 0.5 150 203
6" 0.156 30 160 22" 0.25 50 50
6" 0.181 44 267 22" 0.3 70 90.4
6" 0.206 58 374 22" 0.35 90 130.8
6" 0.230 72 482 22" 0.4 110 171.2
6" 0.255 86 589 22" 0.45 130 211.6
6" 0.280 100 696 22" 0.5 150 252
8" 0.188 50 155 24" 0.312 125 80
8" 0.215 60 227 24" 0.3496 130 106.4
8" 0.242 70 298 24" 0.3872 135 132.8
8" 0.268 80 370 24" 0.4248 140 159.2
8" 0.295 90 441 24" 0.4624 145 185.6
8" 0.322 100 513 24" 0.5 150 212
10" 0.188 70 145 26" 0.312 125 50
10" 0.223 76 195 26" 0.3496 130 76
10" 0.259 82 245 26" 0.3872 135 102
10" 0.294 88 296 26" 0.4248 140 128
10" 0.330 94 346 26" 0.4624 145 154
10" 0.365 100 396 26" 0.5 150 180
12" 0.250 75 80 30" 0.312 125 40
12" 0.281 80 130 30" 0.3496 130 59
12" 0.312 85 179 30" 0.3872 135 78
12" 0.344 90 229 30" 0.4248 140 97
12" 0.375 95 278 30" 0.4624 145 116
12" 0.406 100 328 30" 0.5 150 135
14" 0.228 60 100 36" 0.312 40 32
14" 0.270 68 142 36" 0.3496 62 50.6
14" 0.312 76 184 36" 0.3872 84 69.2
14" 0.354 84 227 36" 0.4248 106 87.8
14" 0.396 92 269 36" 0.4624 128 106.4
14" 0.438 100 311 36" 0.5 150 125
16" 0.250 40 57 40" 0.312 50 18
16" 0.300 52 93 40" 0.3496 70 37.2
16" 0.350 64 129 40" 0.3872 90 56.4
16" 0.400 76 166 40" 0.4248 110 75.6
16" 0.450 88 202 40" 0.4624 130 94.8
16" 0.500 100 238 40" 0.5 150 114
10" 0.188 70 145 48" 0.375 125 50
10" 0.223 76 195 48" 0.4 130 58.4
10" 0.259 82 245 48" 0.425 135 66.8
10" 0.294 88 296 48" 0.45 140 75.2
10" 0.330 94 346 48" 0.475 145 83.6
10" 0.365 100 396 48" 0.5 150 92
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Appendix E Hydrogen Induced Cracking (HIC) Decision Tree
SWC = Step Wise Cracking.
t = Wall thickness of vessel or pipe.
Depth = defect depth below nearest surface, whether ID or OD.
(a through i) = See Notes.
Notes Hydrogen Induced Cracking (HIC) Decision Tree
a) Once suspected hydrogen induced cracking (HIC) damage is located, it should be surveyed to determine
the size and shape of the damaged area, whether the suspected HIC occurs as small isolated spots or
nearly continuous fields, and the depths at which the suspected HIC is detected. Such surveys are
normally conducted using ultrasonic examination.
Page 38 of 39
Document Responsibility: Piping Standards Committee SAEP-310
Issue Date: 13 J anuary 2008
Next Planned Update: 29 November 2011 Piping and Pipeline Repair
Page 39 of 39
b) Before assuming that the depth of a defect is less than 0.1 t, the area should be ultrasonically examined
from both inside and outside surfaces, when possible, to insure that additional areas of HIC at different
depths are not masked from detection by the near-surface defect.
c) Hydrogen blistering at mid-wall is a common manifestation of HIC. Such mid-wall blistering produces little
strength loss unless accompanied by Step-Wise Cracking (SWC), in which blisters are several different
depths link up at shear steps.
d) Contact the CSD/ME&CCD/Materials Engineering Unit, for appropriate sample locations and for the
metallographic examination to detect SWC.
e) High, sharply crowned blisters may have SWC around the blister periphery which may be difficult to detect
with ultrasonic examination. Sample such areas as in note (d) to check for SWC.
f) Monitoring of items with HIC normally involves regular and frequent ultrasonic examination of the damaged
area to determine whether the HIC is growing or not. If the HIC continues to grow, periodic reassessment
through the decision tree will be necessary. Hydrogen evolution monitoring is used to check the inhibitor
effectiveness in pipelines. In general, items with a history of HIC should also be internally inspected more
frequently than similar equipment free of HIC.
g) The inhibitor injection rates required for arresting HIC are much higher than those normally used for
suppressing general corrosion. Contact the CSD/ME&CCD, for specific application details.
h) It is assumed that arresting further HIC in plant piping, which cannot be coated in place and may be
difficult to inhibit effectively, may be uncertain and thus replacement will eventually be required. The
urgency of replacement will vary widely depending on operational circumstances and the extent of HIC
damage. Consult the CSD/ME&CCD/MEU.
i) If blistering is extensive, of if SWC is observed, the residual strength of the item is best determined by a
hydrostatic test at a nominal stress of 90% of yield. After revalidation hydrotesting, vessels or cross-
country pipelines with HIC may be continued in service provided further HIC growth is arrested with
coatings, inhibitors or both. Intensive monitoring may be required.
You might also like
- 1 SATIP-L-350-01 On-Plot Piping - Rev 01Document4 pages1 SATIP-L-350-01 On-Plot Piping - Rev 01zooplado75% (4)
- SAEP-35-N - Valves Handling, Hauling, Receipt Tests and StorageDocument8 pagesSAEP-35-N - Valves Handling, Hauling, Receipt Tests and StorageMuhammad Farukh Manzoor0% (1)
- Gi-0002 102Document18 pagesGi-0002 102Md Azizul Mawla100% (2)
- Saep 347Document27 pagesSaep 347Qaiser Mahmood100% (2)
- 01 Samss 044 PDFDocument11 pages01 Samss 044 PDFAbdul Rahim ShaikhNo ratings yet
- Saudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalAhdal NoushadNo ratings yet
- Saep 43Document29 pagesSaep 43QcNo ratings yet
- Materials System SpecificationDocument21 pagesMaterials System Specificationnadeem shaikhNo ratings yet
- Saep 322Document18 pagesSaep 322brecht1980100% (1)
- Saudi Aramco Typical Inspection PlanDocument11 pagesSaudi Aramco Typical Inspection PlanAhdal NoushadNo ratings yet
- Schedule Q and Its AttachmentsDocument32 pagesSchedule Q and Its Attachmentssajeevismail50% (2)
- 175 320300Document1 page175 320300sridhar100% (1)
- Saep 381 PDFDocument17 pagesSaep 381 PDFRami Elloumi100% (2)
- 01 Samss 010 PDFDocument11 pages01 Samss 010 PDFAnonymous ZxJZoU0% (1)
- Saep 321Document28 pagesSaep 321brecht1980No ratings yet
- Saep 302Document12 pagesSaep 302Sami100% (2)
- Typical Inspection Plan (TIP) Title: ElectricalDocument2 pagesTypical Inspection Plan (TIP) Title: ElectricalBhaskar PitchikaNo ratings yet
- Saep 327Document11 pagesSaep 327brecht1980100% (2)
- Saep 1151Document13 pagesSaep 1151fero67% (3)
- SAEP-1150 Inspection Coverage On ProjectsDocument55 pagesSAEP-1150 Inspection Coverage On ProjectsAbdul Rahim Shaikh100% (5)
- Saudi Aramco Typical Inspection PlanDocument2 pagesSaudi Aramco Typical Inspection PlanMAZHARULNo ratings yet
- 2019 - Saep-1160Document24 pages2019 - Saep-1160smdriyazbashaNo ratings yet
- Saep 324Document13 pagesSaep 324Hansel Francis100% (4)
- Saep 316 2016 PDFDocument25 pagesSaep 316 2016 PDFAllan LindoNo ratings yet
- SAEP-352 - Welding Procedures Review and Approval PDFDocument14 pagesSAEP-352 - Welding Procedures Review and Approval PDFsilvrsurfr637No ratings yet
- Saep 1142Document11 pagesSaep 1142shaban100% (2)
- Saudi Aramco piping inspection planDocument2 pagesSaudi Aramco piping inspection planMuhammad Farukh ManzoorNo ratings yet
- Ad 036821 001Document1 pageAd 036821 001AmolNo ratings yet
- SATIP SAIC SATR IndexDocument87 pagesSATIP SAIC SATR Indexlhanx2100% (8)
- Saep 316Document20 pagesSaep 316brecht1980100% (17)
- Saudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 Mechsuresh100% (1)
- Schedule QDocument31 pagesSchedule Qabidch143100% (9)
- 09 Samss 089-2016Document26 pages09 Samss 089-2016lhanx2No ratings yet
- Saep 85Document24 pagesSaep 85fawad ali25% (4)
- SAIC-M-2003 Rev 7Document57 pagesSAIC-M-2003 Rev 7yugandhar100% (1)
- SAEP-379 Quality Issues Notification 2-MAR-2016Document4 pagesSAEP-379 Quality Issues Notification 2-MAR-2016asiqna100% (1)
- Saudi Aramco Inspection Checklist (SAIC) Title: ElectricalDocument11 pagesSaudi Aramco Inspection Checklist (SAIC) Title: ElectricalBhaskar Pitchika100% (1)
- 0002 - 102 Pressure Testing SafelyDocument18 pages0002 - 102 Pressure Testing SafelyFaris WahedNo ratings yet
- AEP1152Document10 pagesAEP1152walitedisonNo ratings yet
- Saes L 100Document13 pagesSaes L 100Honesto Bautista100% (3)
- Saep 1154Document5 pagesSaep 1154IRFAN NAZIR0% (1)
- 01 Samss 029Document15 pages01 Samss 029Cherukunnon Jubu100% (1)
- SAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSDocument2 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSkarthi51289No ratings yet
- Saep 1160Document13 pagesSaep 1160Durga Jagan Puppala100% (1)
- 1 Checklists Index (Dec 2006-Rev 2 - A SATIP)Document2 pages1 Checklists Index (Dec 2006-Rev 2 - A SATIP)احمد حسنNo ratings yet
- Saep 351 PDFDocument11 pagesSaep 351 PDFCherukunnon Jubu100% (1)
- SATIP-H-100-01 Rev 8Document4 pagesSATIP-H-100-01 Rev 8SajjadPervaiz100% (2)
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009No ratings yet
- Saep 381Document27 pagesSaep 381Ramesh John100% (5)
- 32 Samss 020Document18 pages32 Samss 020naruto256No ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Saep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsDocument12 pagesSaep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsShajin Mohammed Shamsudhin88% (8)
- 12 Samss 008Document4 pages12 Samss 008Moustafa BayoumiNo ratings yet
- Safety Instruction Sheets For Plant Piping and Cross-Country PipelinesDocument35 pagesSafety Instruction Sheets For Plant Piping and Cross-Country PipelinesRaj Bindas50% (2)
- SAES-L-310 (Design of Plant Piping)Document30 pagesSAES-L-310 (Design of Plant Piping)Cherukunnon Jubu100% (5)
- ARAMCO Material SpecificationDocument21 pagesARAMCO Material Specificationkhorzoo83% (6)
- 06 PIPING Design Basis PDFDocument8 pages06 PIPING Design Basis PDFKatamaneni Koteswararao100% (2)
- 01 Samss 017Document13 pages01 Samss 017Hatem ShawkiNo ratings yet
- Saep 306Document13 pagesSaep 306imrankhan22No ratings yet
- Practical Piping Course PDFDocument46 pagesPractical Piping Course PDFBhupendra S KhadtaleNo ratings yet
- Purchasing Process in Prep For ISODocument4 pagesPurchasing Process in Prep For ISObrecht1980No ratings yet
- AirLine Respirator MSA PDFDocument8 pagesAirLine Respirator MSA PDFbrecht1980No ratings yet
- Saep 332Document15 pagesSaep 332abidch143100% (1)
- Saep 327Document11 pagesSaep 327brecht1980100% (2)
- Saep 316Document20 pagesSaep 316brecht1980100% (17)
- Saep 322Document18 pagesSaep 322brecht1980100% (1)
- Saep 321Document28 pagesSaep 321brecht1980No ratings yet
- Saep 333Document39 pagesSaep 333brecht1980100% (1)
- Saep 329Document20 pagesSaep 329brecht1980100% (2)
- Saep 324Document8 pagesSaep 324brecht1980100% (3)
- Saep 311Document31 pagesSaep 311brecht1980No ratings yet
- Saep 309Document22 pagesSaep 309brecht1980No ratings yet
- Saep 323Document8 pagesSaep 323brecht1980100% (1)
- Saep 317Document22 pagesSaep 317brecht1980100% (1)
- Saep 318Document28 pagesSaep 318brecht1980No ratings yet
- Saep 306Document13 pagesSaep 306brecht1980No ratings yet
- Saep 303Document60 pagesSaep 303brecht1980100% (2)
- Saep 308Document19 pagesSaep 308brecht1980No ratings yet
- Saep 305Document5 pagesSaep 305brecht1980No ratings yet
- Saep 140Document10 pagesSaep 140brecht1980No ratings yet
- Saep 201Document5 pagesSaep 201brecht1980No ratings yet
- Saep 250Document32 pagesSaep 250brecht198075% (4)
- Saep 135Document47 pagesSaep 135brecht1980No ratings yet
- Saep 136Document20 pagesSaep 136brecht1980No ratings yet
- Saep 125Document9 pagesSaep 125brecht1980No ratings yet
- Saep 127Document9 pagesSaep 127brecht1980No ratings yet
- Saep 134Document5 pagesSaep 134brecht1980100% (1)
- Saep 133Document10 pagesSaep 133abidch143100% (1)
- Engineering Procedure: SAEP-122 31 July, 2005 Project Records Document Responsibility: Project Support and Controls DeptDocument11 pagesEngineering Procedure: SAEP-122 31 July, 2005 Project Records Document Responsibility: Project Support and Controls Deptbrecht1980100% (3)
- Complete Sanctioned GAC (UWSS Rajasthan)Document31 pagesComplete Sanctioned GAC (UWSS Rajasthan)Rajesh GangwalNo ratings yet
- UNIT TEST - Pratical Problems & Exercise 1Document4 pagesUNIT TEST - Pratical Problems & Exercise 1Katherine MontalboNo ratings yet
- OneSteel Pipe Fittings Final LoResDocument49 pagesOneSteel Pipe Fittings Final LoResAnonymous P0yIxVQtNo ratings yet
- A6V12111503Document6 pagesA6V12111503hanselozgumusNo ratings yet
- Hibon Tri Lobe Blower ManualDocument55 pagesHibon Tri Lobe Blower Manualmsaqibraza9350% (2)
- 2326 B 0019Document5 pages2326 B 0019Anonymous AA30q4No ratings yet
- Friction FactorDocument13 pagesFriction FactorRaju KsnNo ratings yet
- BOQ Fire Fighting (Hydrant) System R0 18-03-2020Document7 pagesBOQ Fire Fighting (Hydrant) System R0 18-03-2020balabhaviniNo ratings yet
- Steel BOQ - Square Warehouse Extension Ltd.16.7.18Document30 pagesSteel BOQ - Square Warehouse Extension Ltd.16.7.18zakaria200811060No ratings yet
- Manual de Operaciones PDFDocument40 pagesManual de Operaciones PDFMarco CetiNo ratings yet
- Draft Plant Design PaperDocument65 pagesDraft Plant Design Paper202040336No ratings yet
- Dep-34.17.10.33-Portable Blast-Resistant ModulesDocument36 pagesDep-34.17.10.33-Portable Blast-Resistant ModulesStephen MalobaNo ratings yet
- EPR Paddle Wheel Flow Meter - NewDocument16 pagesEPR Paddle Wheel Flow Meter - NewRath AsypadenNo ratings yet
- CHiNDT Equipment Guide for NDT and Cleaning TechnologiesDocument107 pagesCHiNDT Equipment Guide for NDT and Cleaning TechnologiesWoodrow FoxNo ratings yet
- DBR-Complressed Air System-12.08.2019Document13 pagesDBR-Complressed Air System-12.08.2019raaj bharathNo ratings yet
- OpenVentilator - Io Spartan Model DocumentationDocument96 pagesOpenVentilator - Io Spartan Model DocumentationMarcelo SCINo ratings yet
- Air Jet Nozzle Single Type: Features ApplicationsDocument2 pagesAir Jet Nozzle Single Type: Features Applications3 stacksNo ratings yet
- Yanbu Refinery Corrosion Prevention SummaryDocument25 pagesYanbu Refinery Corrosion Prevention SummaryJanakiraman MalligaNo ratings yet
- Centrifugal Pump SizingDocument11 pagesCentrifugal Pump SizingDavid Muñoz CastroNo ratings yet
- Propac: Underground Piping - Anchor DetailsDocument7 pagesPropac: Underground Piping - Anchor DetailsMauricio SalazarNo ratings yet
- Pipe Handling Equipment: General Catalog Handling ToolsDocument96 pagesPipe Handling Equipment: General Catalog Handling ToolsengmuhmudNo ratings yet
- Zurn Aquaflush z6000 ManualDocument8 pagesZurn Aquaflush z6000 ManualrosaearlNo ratings yet
- Inherent Safety Based Corrective Actions in Accident PreventionDocument5 pagesInherent Safety Based Corrective Actions in Accident Preventionhaslinda Abdul SahakNo ratings yet
- Vertical Lime Kiln QuotationDocument5 pagesVertical Lime Kiln QuotationDilnesa EjiguNo ratings yet
- DP27, DP27E, DP27G, DP27GY, DP27R & DP27Y Pilot Operated Pressure Reducing Valves With SG Iron BodiesDocument14 pagesDP27, DP27E, DP27G, DP27GY, DP27R & DP27Y Pilot Operated Pressure Reducing Valves With SG Iron BodiesPocola AdrianNo ratings yet
- Code of Practice IS 1255 No Page - 53Document53 pagesCode of Practice IS 1255 No Page - 53Shanto ChowdhuryNo ratings yet
- Adapters - Part Numbering SystemDocument1 pageAdapters - Part Numbering Systemphankhoa83-1No ratings yet
- Cd4217e D160S-5Document916 pagesCd4217e D160S-5pruhavNo ratings yet
- List of Construction ActivitiesDocument104 pagesList of Construction Activitiesmechjobs4meNo ratings yet
- Screw Air Compressor D50H RS - D110H RS: Original Operating and Service ManualDocument64 pagesScrew Air Compressor D50H RS - D110H RS: Original Operating and Service Manualkach_979226081No ratings yet