You might also like
- Rita LindaDocument43 pagesRita LindaJose Andres Arias Valdes74% (50)
- Afi2 U4 A1 AjvgDocument8 pagesAfi2 U4 A1 AjvgJaniz VázquezNo ratings yet
- Formato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Document8 pagesFormato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Leyman AramendisNo ratings yet
- Uso de Tablas de MuestreoDocument14 pagesUso de Tablas de Muestreot-rex4x4100% (2)
- Guia Docente Tres Espejos, Novela OrientalDocument13 pagesGuia Docente Tres Espejos, Novela Orientallorena101950% (4)
- Norma Iso 9000Document8 pagesNorma Iso 9000nancygrijalvaNo ratings yet
- Ácido Hialurónico - Restylane FICHA TÉCNICADocument2 pagesÁcido Hialurónico - Restylane FICHA TÉCNICAjules39100% (1)
- Balanceo de líneas de producciónDocument20 pagesBalanceo de líneas de producciónFaustinoNo ratings yet
- Principios para El Manejo de MaterialesDocument4 pagesPrincipios para El Manejo de MaterialesDiego Alejandro Cobos CaballeroNo ratings yet
- Programación por metas: conceptos y modelosDocument19 pagesProgramación por metas: conceptos y modelosAlondra ValenciaNo ratings yet
- Dodge RomingDocument4 pagesDodge RomingJose Luis Higuera33% (3)
- Dodge RomigDocument18 pagesDodge RomigAnn RosseNo ratings yet
- Capitulo - 4 - Planes de Muestreo de AceptaciónDocument26 pagesCapitulo - 4 - Planes de Muestreo de AceptaciónPedro Carrillo PeredoNo ratings yet
- 1.2 Costos de La CalidadDocument9 pages1.2 Costos de La CalidadJitzell Lupita Ruperto GarciaNo ratings yet
- INTRODUCCIÓN SimulaDocument12 pagesINTRODUCCIÓN SimulaRosa Imelda García ChiNo ratings yet
- 1.4 Modelos de Una Sola MetaDocument5 pages1.4 Modelos de Una Sola MetaOliver Yael Juarez Uribe100% (1)
- Valenzuela Serrano Jose Antonio - Unidad3 - Tarea2Document7 pagesValenzuela Serrano Jose Antonio - Unidad3 - Tarea2jose valenzuelaNo ratings yet
- Actividad 2.2Document15 pagesActividad 2.2Mayte Coronado CastïlloNo ratings yet
- Producción Tradicional VS Manufactura EsbeltaDocument7 pagesProducción Tradicional VS Manufactura EsbeltafabrinaNo ratings yet
- Proyecto TermoDocument58 pagesProyecto TermoAlex AndrangoNo ratings yet
- Norma Ambiental ISO 14001 y Aplicación Manual SIG-CFEDocument40 pagesNorma Ambiental ISO 14001 y Aplicación Manual SIG-CFEchuy0407No ratings yet
- Unidad 1. Antecedentes y Filosofias de La Calidad Adriana J Torres RMZDocument25 pagesUnidad 1. Antecedentes y Filosofias de La Calidad Adriana J Torres RMZAdriana Janeth Torres RamirezNo ratings yet
- 1 2 Modelo Gral de MetasDocument3 pages1 2 Modelo Gral de MetasFrancisco SchuldinerNo ratings yet
- Técnicas de Medición de Capacidad de Procesos para AtributosDocument8 pagesTécnicas de Medición de Capacidad de Procesos para AtributosJulio TerronesNo ratings yet
- Ergonomia - TablerosDocument27 pagesErgonomia - TablerosAlberto Carranza0% (1)
- Tema 3 - Estudio de MovimientosDocument9 pagesTema 3 - Estudio de MovimientosFélix SalazarNo ratings yet
- Cuadro Comparativo de Los Graficos de Control 1909Document4 pagesCuadro Comparativo de Los Graficos de Control 1909Fer FrancoNo ratings yet
- Gestión de calidad con gráficos de control individuales y rangos móvilesDocument12 pagesGestión de calidad con gráficos de control individuales y rangos móvilesJean PaulNo ratings yet
- Funcion de Pérdida de TaguchiDocument14 pagesFuncion de Pérdida de TaguchiMarcos Alvarez AlvrezNo ratings yet
- Interpretación de Las Normas de CalidadDocument8 pagesInterpretación de Las Normas de CalidadEsteban Quezada SotoNo ratings yet
- Administracion de Proyectos T1Document8 pagesAdministracion de Proyectos T1Ever OrozcoNo ratings yet
- PAIEP Areas Longitud Polar APT 2019Document11 pagesPAIEP Areas Longitud Polar APT 2019celina lopezNo ratings yet
- Métodos cuantitativos de localización industrial enDocument47 pagesMétodos cuantitativos de localización industrial enMiguel Ángel Angulo Pérez100% (1)
- Investigacion Sobre Operacion de BodegasDocument6 pagesInvestigacion Sobre Operacion de BodegasJesus Perez AparicioNo ratings yet
- Unidad II. Técnicas de Control y Operacià N Del AlmacénDocument93 pagesUnidad II. Técnicas de Control y Operacià N Del Almacénfidel alejandro king felixNo ratings yet
- UNIDAD I Introduccion A La Simulacion de Eventos DiscretosDocument4 pagesUNIDAD I Introduccion A La Simulacion de Eventos DiscretosVero CastilloNo ratings yet
- Equipo 7 EstadisticaDocument3 pagesEquipo 7 EstadisticaAngel Barragan Robles50% (2)
- Unidad IV Control y Cierre Del ProyectoDocument7 pagesUnidad IV Control y Cierre Del ProyectoCarmen ChanNo ratings yet
- Control Estadistico 2da. EdiciónDocument502 pagesControl Estadistico 2da. EdiciónGabrielNo ratings yet
- U1 PDFDocument6 pagesU1 PDFVictor M. Del Angel EsquivelNo ratings yet
- Investigacion Documental Unidad 4Document29 pagesInvestigacion Documental Unidad 4Ramon Del ToroNo ratings yet
- Cuestionario Regresion Multiple y CorrelacionDocument3 pagesCuestionario Regresion Multiple y CorrelacionFany G. HernandezNo ratings yet
- 2.4 Clasificación de CostosDocument13 pages2.4 Clasificación de Costoscarlos sdNo ratings yet
- Ejercicios Resueltos de Programacion EnteraDocument36 pagesEjercicios Resueltos de Programacion EnteraArianna CardenasNo ratings yet
- Ejemplo Muestreo Aceptación VariablesDocument4 pagesEjemplo Muestreo Aceptación Variablesayma hernandezNo ratings yet
- Cinco Medidas para Ceros Paros y AuditoriaDocument6 pagesCinco Medidas para Ceros Paros y AuditoriaTevalemadreNo ratings yet
- Muestreo - Gamarra - PalmerDocument8 pagesMuestreo - Gamarra - PalmerOrlandoNo ratings yet
- Caso Practico Orion Foods - Carreon Cabrera Brenda Janeth - 20212193Document3 pagesCaso Practico Orion Foods - Carreon Cabrera Brenda Janeth - 20212193BRENDA JANETH CARREON CABRERA100% (1)
- Control de Produccion Palabras ClavesDocument4 pagesControl de Produccion Palabras Clavesandreina abreuNo ratings yet
- Grupo 1Document46 pagesGrupo 1FRANK SERECHNo ratings yet
- Modelos de Período Fíjo (A)Document10 pagesModelos de Período Fíjo (A)jacob.p.eNo ratings yet
- Ing Sistemas TeleologiaDocument5 pagesIng Sistemas Teleologiarcla13No ratings yet
- Etf-7.32 Formato de Ayuda Visual Rev 01Document4 pagesEtf-7.32 Formato de Ayuda Visual Rev 01Ricardo Trejo0% (1)
- Capítulo 2 - Propiedades de Los Números PseudoaleatoriosDocument19 pagesCapítulo 2 - Propiedades de Los Números PseudoaleatoriosElenaAguilarNo ratings yet
- Auditores SiGE - AdoDocument101 pagesAuditores SiGE - Adoalexis II100% (1)
- Cuadro Comparativo de Programas de Computo Comerciales de Simuacion PDFDocument5 pagesCuadro Comparativo de Programas de Computo Comerciales de Simuacion PDFMiguel GonzálezNo ratings yet
- Conceptos Generales de Los Datos EstándarDocument23 pagesConceptos Generales de Los Datos EstándarNohemi R CruzNo ratings yet
- Tipos de Cadenas de MarkovDocument5 pagesTipos de Cadenas de MarkovLiiss Carranza100% (1)
- Equivalencia, Congruencia y Semejanza de Matrices.Document5 pagesEquivalencia, Congruencia y Semejanza de Matrices.AmIn20122No ratings yet
- Costos Indirectos PredeterminadosDocument9 pagesCostos Indirectos Predeterminadosjoel chavez partidaNo ratings yet
- Exel Plan AgregadoDocument16 pagesExel Plan AgregadoGonzalo DezaNo ratings yet
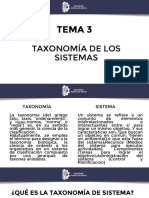
- TEMA 3 Taxonomía de Los SistemasDocument25 pagesTEMA 3 Taxonomía de Los SistemasFelix Beltran OsbaldoNo ratings yet
- 3 Terminos y CondicionesDocument4 pages3 Terminos y CondicionesAndres YomeyeNo ratings yet
- 3.4 CalidadDocument15 pages3.4 CalidadVidnia Raymundo GallegosNo ratings yet
- Fabricantes de APIS Internacionales Con GMP de COFEPRIS Nov 2014Document21 pagesFabricantes de APIS Internacionales Con GMP de COFEPRIS Nov 2014jules39No ratings yet
- Clasificacion Arancelaria de Acuerdo A SSA 2007Document67 pagesClasificacion Arancelaria de Acuerdo A SSA 2007jules39No ratings yet
- Curso Seis SigmaDocument252 pagesCurso Seis SigmaRafael MorenoNo ratings yet
- Catalogo GI S 2008Document132 pagesCatalogo GI S 2008jules39No ratings yet
- Historia de La GinecologíaDocument3 pagesHistoria de La GinecologíaTalía SalazarNo ratings yet
- Reporte médico Bloque 58 CobrapetroDocument2 pagesReporte médico Bloque 58 CobrapetroJaneth MorochoNo ratings yet
- Cambio Organizacional para Una Mayor CompetitividadDocument6 pagesCambio Organizacional para Una Mayor CompetitividadvaleNo ratings yet
- Animación A La Lectura (Cuentos)Document7 pagesAnimación A La Lectura (Cuentos)torrecita81No ratings yet
- MergedDocument69 pagesMergedAlan Varela GarcíaNo ratings yet
- EPT-EMP-C6-Sesión 1Document4 pagesEPT-EMP-C6-Sesión 1Elizabeth Gutierrez Huamani100% (2)
- Jazz Bambuco Andino Colombiano - Obra Big Band (William Alexis Rojas)Document131 pagesJazz Bambuco Andino Colombiano - Obra Big Band (William Alexis Rojas)Eva Estudio MultimediaNo ratings yet
- Ejercicios Rotacion FluidosDocument1 pageEjercicios Rotacion FluidosSonsai QuiruNo ratings yet
- BÁSICO 1 PRIM Págs Del ManualDocument42 pagesBÁSICO 1 PRIM Págs Del Manual2marrojmzNo ratings yet
- Aderezas Mesa Delante de Mí en Presencia de Mis AngustiadoresDocument3 pagesAderezas Mesa Delante de Mí en Presencia de Mis AngustiadoresMisión Llano GrandeNo ratings yet
- Antropología Filosófica: Introducción al Estudio del Ser HumanoDocument22 pagesAntropología Filosófica: Introducción al Estudio del Ser Humanoscholasticus2No ratings yet
- (Anexo 5) Formato Ficha de DetecciónDocument1 page(Anexo 5) Formato Ficha de DetecciónAlexandra OrdoñezNo ratings yet
- Informe Del Diagnostico de La EmpresaDocument10 pagesInforme Del Diagnostico de La EmpresaMaria C RojasNo ratings yet
- Diagnostico Rural Neiva - La Gabriela Legalizado Como Resguardo Indígena Mediante ResoluciónDocument145 pagesDiagnostico Rural Neiva - La Gabriela Legalizado Como Resguardo Indígena Mediante ResoluciónjfdussanNo ratings yet
- FarmacosDocument2 pagesFarmacosMilagros AlvarezNo ratings yet
- Plan Anual de Tutoría de AulaDocument4 pagesPlan Anual de Tutoría de AulaMaria Tuero LlazaNo ratings yet
- Matemáticas en acciónDocument8 pagesMatemáticas en acciónyaneth agudeloNo ratings yet
- Bases de Datos desde Chen a CoddDocument226 pagesBases de Datos desde Chen a CoddJona Vr100% (1)
- Semana de Reyes Mayos 9 Al 13 de EneroDocument8 pagesSemana de Reyes Mayos 9 Al 13 de EneroFernanda NolascoNo ratings yet
- Informe Anual 2011 Centro Infantil Cuautlamingo AcDocument13 pagesInforme Anual 2011 Centro Infantil Cuautlamingo AcMary Gómez LozadaNo ratings yet
- Atencion Tutorial IntegralDocument37 pagesAtencion Tutorial IntegralDaniel Dionicio100% (1)
- Los Illuminati y El Futuro Nuevo Orden MundialDocument22 pagesLos Illuminati y El Futuro Nuevo Orden Mundialelnota1No ratings yet
- Psicología Evolutiva Adolescencia Cátedra IIDocument2 pagesPsicología Evolutiva Adolescencia Cátedra IIBiblioteca EAMNo ratings yet
- 05 Jesus Nos Ensena A Vivir en El Reino de DiosDocument16 pages05 Jesus Nos Ensena A Vivir en El Reino de DiosJuan Manuel Luquin CasillasNo ratings yet
- Metodología Investigación SocialDocument6 pagesMetodología Investigación SocialRUBEN100% (1)
- HormigonDocument16 pagesHormigonandre montecinosNo ratings yet
- AA1 Evidencia Tipos de ClienteDocument3 pagesAA1 Evidencia Tipos de ClienteJonathan Rugeles RoaNo ratings yet