Professional Documents
Culture Documents
Conexiones Soldadas y Atornilladas en Marcos Rigidos
Uploaded by
Pepe Teran TCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Conexiones Soldadas y Atornilladas en Marcos Rigidos
Uploaded by
Pepe Teran TCopyright:
Available Formats
1
Divisin de Ciencias Bsicas e Ingeniera
PROYECTO TERMINAL EN INGENIERA CIVIL
Pruebas experimentales de conexiones soldadas y atornilladas en
marcos rgidos
Snchez Tavera Rafael
Montiel Ordua Israel
Asesor:
Dr. Alonso Gmez Bernal
Mxico, D.F. Enero, 2010.
2
Resumen.
Durante muchos aos el mtodo aceptado para conectar los miembros de una
estructura de acero fue el remachado. Sin embargo, en aos recientes, el uso de
remaches ha declinado rpidamente debido al tremendo auge experimentado por la
soldadura, y ms recientemente, por el atornillado con pernos o tornillos de alta
resistencia.
En el proyecto realizado tuvo como principal objetivo, determinar las cualidades fsicas
de los perfiles y obtener sus propiedades en base al manual del LRFD, con el fin de
calcular el momento plstico del perfil con apoyo del manual NTCM-04. Una vez
encontrado dicho momento, se determino el dispositivo y las conexiones mas
apropiadas para resistir las fuerzas obtenidas del anlisis, con el propsito de verificar
si se lograron los resultados esperados.
Posteriormente se elaboraron los planos y diagramas tericos de las probetas para una
construccin de las mismas de manera ordenada, correcta y sencilla. Una vez
realizadas las probetas sern montadas en el dispositivo e instrumentadas para
conocer su comportamiento en cada instante del experimento y as lograr una clara
comparacin de datos tericos y datos obtenidos del experimento.
3
Abstract.
During a long time the accepted method for connecting the members of a steel structure
was the riveting. However, in the last years, the use of riveting had fastly declined
because of the boom of the welding and nowadays because of the screw with bolts or
bolts of high resistance.
The principal purpose of the project is to determine the physical qualities of the profiles
and obtain their properties based on the handbook LRFD, with the object of calculate
the moment of the plastic based on the handbook NTCM-04. When the moment is
founded, the device is already determined and the proper connections to resist the
obtained forces of the analysis, with the purpose of verify the expected results.
Later the plans were developed and the theory diagrams of the specimens for the
construction to be order, correct and easy. When the specimens are mounted in the
device for knowing the behavior in each instant of the experiment and that way to get a
clear comparison of theoric data and the obtained data of the experiment.
4
Dedicatoria
Este trabajo y mi carrera se la dedico a mis papas por su apoyo y paciencia a travs de mi
estancia en la UAM, a Priscila por ser mi motivacin a querer ser algo mas en la vida y alcanzar
mis metas, a mi familia y a mis perros por no poder sacarlos a pasear siempre. Gracias a todos
Rafael Snchez Tavera
5
Agradecimientos.
A las siguientes instituciones.
Universidad Autnoma Metropolitana (UAM) e Instituto Mexicano de la Construccin en
Acero (IMCA) por hacer posible la realizacin de este proyecto con apoyo de material e
instalaciones.
A nuestro asesor y profesor.
Dr. Alonso Gmez Bernal por su invaluable orientacin, apoyo y consejos durante el
desarrollo de este proyecto
A nuestros Profesores.
Dr. Amador Tern Gilmore, Ing. Leopoldo Soto Quiroz , Ing. Arturo Soto Quiroz, Ing.
J os J uan Correa, con nuestro mas sincero agradecimiento y respeto por habernos
transmitido a lo largo de la Licenciatura sus conocimientos y entusiasmo.
A nuestros amigos y compaeros.
Issac Tonatio Martin del Campo, Mario Alberto Arvizu Camacho, Mara de los ngeles
Parra Rivera, J ess Marco Miguel J imnez, Luis Alberto Mendoza, J uanito, J os Luis,
Rubn, Chava, Sra. Silvia, Luis Antonio Mendoza, por el tiempo que nos dieron y sus
opiniones tan valiosas para la realizacin del proyecto, gracias.
A todas aquellas personas que de una u otra manera contribuyeron a esta etapa de
estudios de Licenciatura.
6
ndice.
1. Introduccin ............................................................................................................... 8
1.1. Antecedentes ........................................................................................................ 10
1.1.1. Conexiones atornilladas ................................................................................... 10
1.1.1.1. Ventajas de los tornillos de alta resistencia ................................................ 11
1.1.1.2. Tornillos apretados sin holgura y tornillos completamente tensados ...... 13
1.1.1.3. Mtodos para tensar completamente los tornillos de alta resistencia ...... 15
1.1.1.4. Conexiones tipo friccin y aplastamiento .................................................... 16
1.1.1.5. Conexiones mixtas ......................................................................................... 16
1.1.1.5.1. Tipos de remaches ...................................................................................... 17
1.1.1.5.2. Resistencia de conexiones remachadas, remaches en cortante ............ 19
1.1.1.6. Tamao de los barrenos para los tornillos .................................................. 19
1.1.1.7. Separacin y distancia a borde de tornillos ................................................. 21
1.1.1.8. Separacin y distancia al borde mximas .................................................... 24
1.1.2. Conexiones atornilladas cargadas excntricamente ..................................... 25
1.1.2.1. Accin separadora ......................................................................................... 37
1.1.3. Conexiones soldadas ........................................................................................ 40
1.1.3.1. Generalidades ................................................................................................. 40
1.1.3.10. Resistencia de la soldadura ........................................................................ 57
1.1.3.11. Requisitos NTC ............................................................................................. 58
1.1.3.2. Ventajas de la soldadura ................................................................................ 41
1.1.3.3. Sociedad americana de soldadura ................................................................ 44
1.1.3.4. Material de aportacin .................................................................................... 45
1.1.3.5. Tipos de soldadura ......................................................................................... 45
1.1.3.6. Soldaduras precalificadas ............................................................................. 49
1.1.3.7. Inspeccin de soldadura ................................................................................ 49
1.1.3.8. Clasificacin de las soldaduras .................................................................... 52
1.1.3.9. Simbologa para la soldadura ........................................................................ 55
2. Objetivos .................................................................................................................. 61
3. Desarrollo ................................................................................................................. 61
3.1. Preparacin de elementos ................................................................................... 61
3.2. Propiedades .......................................................................................................... 62
3.2.1. Geomtricas ....................................................................................................... 62
3.2.2. Propiedades mecnicas .................................................................................... 64
3.3. Probeta 1 ............................................................................................................... 65
7
3.3.2. Planos ................................................................................................................. 66
3.3.3. Construccin del espcimen ............................................................................ 69
3.3.3.2. Unin de perfiles............................................................................................. 71
3.3.4. Instrumentacin del espcimen ....................................................................... 72
3.3.4.1. Preparacin y colocacin de strain gauges ................................................ 72
3.3.4.2. Colocacin de deformimetros ....................................................................... 77
3.3.5. Realizacin de la prueba ................................................................................... 80
3.3.5.1. Resultado de la prueba 1 ............................................................................... 80
3.4. Probeta 2 ............................................................................................................... 81
3.4.1. Diseo prbeta 2 .................................................................................................. 81
3.4.2. Planos probeta 2 ................................................................................................ 84
3.4.3. Construccin del espcimen 2 ......................................................................... 85
3.4.3.3. Instrumentacin probeta 2 ............................................................................. 86
3.4.4. Realizacin de la prueba 2 ................................................................................ 86
3.4.4.1. Resultados de la prueba 2 ............................................................................. 86
3.5. Probeta 3 ............................................................................................................... 86
3.5.1. Diseo probeta 3................................................................................................ 86
3.5.2. Planos probeta 3 ............................................................................................... 95
3.5.3. Construccin del espcimen 3 ........................................................................ 96
3.5.4. Instrumentacin probeta 3 ............................................................................... 96
3.5.4.1. Realizacin de la prueba 3 ............................................................................ 96
3.5.4.2. Resultados de la prueba 3 ............................................................................ 97
3.6. Probeta 4. .............................................................................................................. 97
4. Conclusiones ........................................................................................................... 98
5. Referencias .............................................................................................................. 99
Anexo I........................................................................................................................ 100
Anexo II....................................................................................................................... 109
8
1. Introduccin
Pocas cosas resultan tan buenos indicadores y/o testigos de la civilizacin y el progreso
de la humanidad como lo son en general las estructuras, sea cual sea su funcin. De
ah la importancia de su concepcin, diseo y construccin, cuya responsabilidad recae
firmemente en el ingeniero estructural, el cual, aplicndose en uno de los diversos
campos de la ingeniera civil, tiene la facultad de decidir y determinar el grado de
impacto en la sociedad y el medio ambiente que tendr la realizacin de las estructuras
a su cargo. Una vez seleccionado el mejor proyecto, ser necesario el
dimensionamiento de todos los miembros de la estructura y sus conexiones; los
resultados debern ser plasmados con el mayor detalle posible en los planos
estructurales para as facilitar su construccin. El diseo ptimo de una estructura ser
aquel que satisfaga en mayor medida las necesidades de un cliente o, en un sentido
ms amplio, las de la sociedad con eficiencia, funcionalidad, seguridad y economa.
Para lograr todas estas cualidades es necesario estudiar varias alternativas de
estructuracin que resulten factibles tcnica y econmicamente, despus de haber
llevado a cabo los estudios y anlisis previos pertinentes as como haber elaborado los
diseos preliminares de cada opcin en particular.
Lo anterior no ser posible sin un conocimiento del comportamiento y el diseo de las
conexiones que se requieren para erigir una edificacin. De ah que sea precisamente
el tema de este trabajo.
Los perfiles que constituyen el esqueleto de un edificio de acero se mantienen unidos
gracias a sus conexiones, las cuales pueden estar formadas por tornillos o permanecer
soldadas, de manera que logren el trabajo conjunto de los elementos estructurales. Las
conexiones de dichos miembros de acero tienen una enorme importancia, ya que un
diseo deficiente de sus caractersticas puede conducir a una falla local e incluso global
en toda la estructura, de hecho, la mayora de las fallas en construcciones de acero se
deben justamente a pobres y/o malos diseos de las conexiones que unen sus
9
elementos como tambin a la forma poco explcita y bajo nivel de detalle de los planos
en donde se especifican las geometras y materiales de las mismas.
Es comn que el diseo de las conexiones lo realice el mismo proveedor de la
estructura de acero, en lugar del ingeniero encargado del diseo de la misma, sin
embargo, dicho ingeniero, como responsable de su propio trabajo, debe tambin
asegurarse de que las caractersticas propuestas para las conexiones de todos los
componentes satisfagan los requisitos tcnicos necesarios que garanticen la seguridad
durante la vida til de la estructura. Para ello, el ingeniero en cuestin deber ser
competente en el diseo de las conexiones para, por lo menos, revisarlas y dar su visto
bueno.
Actualmente las conexiones son atornilladas o soldadas, los remaches han perdido
poco a poco popularidad debido a los inconvenientes que representa la operacin del
remachado y las reparaciones, sin embargo, ellas an se contemplan en las
Especificaciones del AISC y en el Manual of Steel Construction siendo su anlisis y
diseo bsicamente el mismo que el de conexiones atornilladas, variando nicamente
el material.
La soldadura es por lo general ms ventajosa que el atornillado, ya que durante su
ejecucin se daa en menor medida los elementos, ya que no se requiere barrenar y,
por tanto, hacer orificios en el acero, adems de que se pueden lograr conexiones de
manera ms sencilla que usando tornillos. Probablemente la nica desventaja
significativa de la soldadura sea que sta requiere de mano de obra calificada, as como
de supervisin adicional que resulta en un incremento en el costo de construccin de
una estructura.
Ambos tipos de conexiones pueden elaborarse en taller o en campo segn las
necesidades existentes y las conveniencias, incluso se pueden elaborar conexiones
para lograr empalmes cuando se desee construir un miembro de tamao considerable.
10
1.1. Antecedentes.
1.1.1. Conexiones atornilladas.
Existen varios tipos de tomillos que pueden usarse para conectar miembros de acero;
estos se describen en los siguientes prrafos.
Tornillos ordinarios o comunes. Estos tomillos los designa la ASTM como tomillos
A30 y se fabrican con aceros al carbono con caractersticas de esfuerzos y
deformaciones muy parecidas a las del acero A36. Estn disponibles en dimetros que
van desde
5
8
pulg hasta 1
1
2
pulg en incrementos de
1
8
pulg.
Los tornillos A307 se fabrican generalmente con cabezas y tuercas cuadradas para
reducir costos, pero las cabezas hexagonales se usan a veces porque tienen una
apariencia un poco ms atractiva, son ms fciles de manipular con las llaves
mecnicas y requieren menos espacio para girarlas. Tienen relativamente grandes
tolerancias en el vstago y en las dimensiones de la cuerda, pero sus resistencias de
diseo son menores que las de los remaches o de los tornillos de alta resistencia. Se
usan principalmente en estructuras ligeras sujetas a cargas estticas y en miembros
secundarios.
Tornillos de alta resistencia. Estos tomillos se fabrican a base de acero al carbono
tratado trmicamente y aceros aleados; tienen resistencias a la tensin de dos o ms
veces la de los tomillos ordinarios. Existen dos tipos bsicos, los A325 (hechos con
acero al carbono tratado trmicamente) y los A490 de mayor resistencia (tambin
tratados trmicamente, pero hechos con acero aleado). Los tomillos de alta resistencia
se usan para todo tipo de estructuras, desde pequeos edificios hasta rascacielos y
puentes monumentales.
En ocasiones se fabrican tomillos de alta resistencia a partir de acero A449 con
dimetros mayores de 11 pulg que es el dimetro mximo de los A325 y A490. Estos
11
tomillos pueden usarse tambin como pernos de anclaje de alta resistencia y para
barras roscadas de diversos dimetros.
1.1.1.1. Ventajas de los tornillos de alta resistencia.
Entre las muchas ventajas de los tornillos de alta resistencia, que en parte explican su
gran xito, estn las siguientes:
Las cuadrillas de hombres necesarias para atornillar, son menores que las que se
necesitan para remachar. Dos parejas de atornilladores pueden fcilmente colocar el
doble de tornillos en un da, que el nmero de remaches colocados por una cuadrilla
normal de cuatro remachadores, resultando un montaje de acero estructural ms
rpido.
En comparacin con los remaches, se requiere menor nmero de tomillos para
proporcionar la misma resistencia.
Unas buenas juntas atornilladas pueden realizarlas hombres con mucho menor
entrenamiento y experiencia que los necesarios para producir conexiones soldadas o
12
remachadas de calidad semejante. La instalacin apropiada de tomillos de alta
resistencia puede aprenderse en cuestin de horas.
No se requieren pernos de montaje que deben removerse despus (dependiendo de
las especificaciones) como en las juntas soldadas.
Resulta menos ruidoso en comparacin con el remachado.
Se requiere equipo ms barato para realizar conexiones atornilladas.
No hay riesgo de fuego ni peligro por el lanzamiento de los remaches calientes.
Las pruebas hechas en juntas remachadas y en juntas atornilladas, bajo condiciones
idnticas, muestran definitivamente que las juntas atornilladas tienen una mayor
resistencia a la fatiga. Su resistencia a la fatiga es igualo mayor que la obtenida con
juntas soldadas equivalentes.
Donde las estructuras se alteran o desensamblan posteriormente, los cambios en las
conexiones son muy sencillos por la facilidad para quitar los tomillos.
1.1.1.2. Tornillos apretados sin holgura y tornillos completamente
tensados.
Se dice que los tomillos de alta resistencia son apretados sin holgura o bien
completamente tensados.
Otros tomillos requieren apretarse slo hasta quedar apretados sin holgura (snug-tight).
Esto se logra cuando todos los paos de una conexin estn en contacto firme entre s.
En general se obtiene con el esfuerzo total realizado por un operario con una llave
manual o el apretado que se efecta despus de unos pocos golpes con una llave de
impacto.
13
Cuando se aplican cargas a tomillos apretados sin holgura puede haber un pequeo
deslizamiento ya que los agujeros son un poco mayores que los vstagos de los
tomillos. En consecuencia, las partes de la conexin pueden apoyarse contra los
tomillos.
Puede verse que esta no es una situacin deseable si se tienen casos de fatiga con las
cargas constantemente cambiando.
Para casos de fatiga y para conexiones sometidas a tensin directa, es deseable usar
conexiones que no se deslicen. A stas se les llama conexiones de deslizamiento
crtico.
Para lograr esta situacin, los tomillos deben apretarse hasta que alcanzan una
condicin plenamente tensionada en la que ellos estn sometidos a fuerzas de tensin
extremadamente grandes.
Los tomillos completamente tensados son un proceso caro, as como su inspeccin, por
lo que slo deben usarse cuando es absolutamente necesario, y cuando las cargas de
trabajo ocasionan un gran nmero de cambios en los esfuerzos con la posibilidad de
que se generen problemas de fatiga.
Los tomillos apretados sin holgura tienen varias ventajas sobre los completamente
tensados. Un obrero puede apretar apropiadamente los tomillos a una condicin sin
holgura con una llave de cola ordinaria o con slo unos cuantos golpes con una llave de
impacto. La instalacin es rpida y slo se requiere una inspeccin visual del trabajo
realizado. En consecuencia, el uso de tomillos apretados sin la holgura ahorra tiempo y
dinero y es ms seguro que el procedimiento necesario para instalar tomillos
completamente tensados. Por lo tanto, para la mayora de los casos deberan usarse
tomillos apretados sin holgura.
La tabla 1, que es una reproduccin de la tabla 5.6 de las NTC-04, presenta las
tensiones necesarias para los sujetadores en conexiones tipo friccin y en conexiones
sujetas a tensin directa. Para estar completamente tensados, los tomillos A325 y los
14
A490 deben apretarse por lo menos al 70% de sus resistencias a la tensin mnima
especificada.
Tabla 1. Tensin mnima en tornillos de alta resistencia, KN (kg)
Igual a 0.7 veces la resistencia mnima de ruptura en tensin de los tornillos, de
acuerdo con las especificaciones ASTM para tornillos A325 y A490.
1.1.1.1. Mtodos para tensar completamente los tornillos de alta
resistencia.
Mtodo del giro de la tuerca Los tornillos se aprietan sin holgura y luego se les da un
giro de
1
3
o una vuelta completa, dependiendo de la longitud de stos y de la inclinacin
de las superficies entre sus cabezas y tuercas.
15
Mtodo de la llave calibrada En este mtodo los tomillos se aprietan con una llave de
impacto ajustada para detenerse cuando se alcanza el par necesario para lograr la
tensin deseada de acuerdo con el dimetro y la clasificacin de la ASTM del tomillo.
Es necesario que las llaves se calibren diariamente y que se usen roldanas
endurecidas.
Para ninguno de los mtodos de apretar mencionados antes se especifica una tensin
mxima para el tomillo. Esto implica que el tomillo puede apretarse a la carga ms alta
que no lo rompa y que an as trabaje con eficiencia. Si el tomillo se rompe, se coloca
otro sin mayores consecuencias. Debe notarse que las tuercas son ms fuertes que el
tomillo y que ste se romper antes de que la tuerca se fracture.
1.1.1.2. Conexiones tipo friccin y aplastamiento.
Cuando los tornillos de alta resistencia se tensan por completo, las partes conectadas
quedan abrazadas fuertemente entre s; se tiene entonces una considerable resistencia
al deslizamiento en la superficie de contacto. Esta resistencia es igual a la fuerza al
apretar multiplicada por el coeficiente de friccin.
Si la fuerza cortante es menor que la resistencia permisible por friccin, la conexin se
denomina tipo friccin. Si la carga excede a la resistencia por friccin, habr un
deslizamiento entre los miembros con un posible degollamiento de los tornillos y al
mismo tiempo las partes conectadas empujarn sobre los tornillos, si se revisan con
anterioridad la resistencia a corte de los tornillos y esta es mayor que la requerida
entonces se denomina por aplastamiento (no se toma en cuenta el desplazamiento que
pueden sufrir las partes en contacto).
1.1.1.3. Conexiones mixtas.
En ocasiones los tornillos pueden usarse en combinacin con soldaduras y otras veces
en combinacin con remaches (como cuando se aaden a viejas conexiones
remachadas para permitirles recibir mayores cargas). Las especificaciones LRFD
16
contienen algunas reglas especficas para tales situaciones. En las NTC-04 no expone
conexiones con remaches y hace la siguiente aclaracin:
La evaluacin y diseo de juntas remachadas no se tratan en estas Normas. Para
llevarlos a cabo, es necesario recurrir a especificaciones y libros de texto antiguos.
Si se conoce la poca en que se construy una estructura remachada, puede ser
posible obtener las propiedades mecnicas de los remaches utilizados en ella,
recurriendo a literatura tcnica de entonces; en caso contrario, ser necesario efectuar
ensayes de laboratorio para determinar esas propiedades
Debido a que existen estructuras antiguas en donde se utilizaron remaches, en este
trabajo no se excluyen del todo y en los siguientes prrafos se exponen las conexiones
con remaches.
1.1.1.3.1. Tipos de remaches.
Los tamaos de remaches usados comnmente en estructuras eran de
3
4
pulg y de
7
8
pulg de dimetro, pero podan conseguirse en tamaos de 1
1
2
pulg con incrementos de
1
8
pulg. (Los tamaos ms pequeos se usaban para armaduras ligeras de techo, letreros,
torres pequeas, etctera, y los tamaos mayores se usaban para puentes largos o
torres muy grandes y edificios muy altos.). El empleo de ms de uno o dos tamaos de
remaches o tomillos en una misma estructura no es conveniente, debido a lo caro que
resulta punzonar agujeros diferentes en el taller y a la confusin que puede crearse
durante el montaje. Existen casos en donde es absolutamente necesario usar diferentes
tamaos, como cuando se requieren tomillos o remaches ms pequeos para mantener
las distancias justas al borde en ciertas secciones, pero dichas situaciones deben
evitarse siempre que sea posible.Las cabezas de remaches eran generalmente
redondas y se llamaban cabezas de botn; pero por requisitos, de distancia libre las
cabezas a veces eran planas o abocardadas y enrasadas.
17
Los remaches abocardados y enrasados no tienen reas suficientes de apoyo para
desarrollar su resistencia total y debe reducirse 50% en el diseo. Un remache con
cabeza aplanada era preferible a un remache abocardado, pero si se requera una
superficie lisa, era necesario usar los remaches abocardados y enrasados. Este ltimo
tipo de remaches era bastante ms caro que el tipo con cabeza de botn y adems era
ms dbil y por eso no se usaban sino cuando era estrictamente necesario.
En los prrafos siguientes se describen los tres tipos de remaches de uso estructural
clasificados por la ASTM.
Tornillos en combinacin con soldaduras Para construcciones nuevas no se usan
tornillos ordinarios A307 ni los de alta resistencia, en conexiones tipo aplastamiento,
para compartir la carga con soldaduras. (Antes de que la resistencia ltima de la
conexin se alcance, los pernos se deslizarn y la soldadura tendr que tomar una
proporcin mayor de la carga; la proporcin exacta es difcil de determinar.) En tales
circunstancias la soldadura tendr que disearse para resistir la carga total. Si los
tomillos de alta resistencia se disean para juntas tipo friccin, se puede permitir que
compartan la carga con la soldadura.
Para tales situaciones, el comentario J 1.9 del LRFD establece que es necesario apretar
totalmente los tomillos antes de hacer las soldaduras. Si se hacen primero las
soldaduras, el calor de stas puede distorsionar la conexin de modo que no se
obtenga la resistencia al deslizamiento crtico deseada en los tomillos. Si stos se
colocan y se aprietan totalmente antes de hacer las soldaduras, el calor de la soldadura
no cambiar las propiedades mecnicas de los tomillos. Para tal caso, puede
suponerse que los tomillos de deslizamiento crtico y las soldaduras comparten la
carga.
Si estamos haciendo alteraciones en una estructura existente que est conectada con
tomillos de aplastamiento o apretados sin holgura o bien con remaches, podemos
suponer que cualquier deslizamiento que vaya a ocurrir, ya ha tenido lugar. Entonces, si
18
estamos usando soldaduras en la alteracin, disearemos esas soldaduras
despreciando las fuerzas que se producen por la carga muerta existente.
1.1.1.2.1. Resistencia de conexiones remachadas, remaches en
cortante.
Los factores que determinan la resistencia de un remache son su grado, su dimetro y
el espesor y arreglo de las partes conectadas. La distribucin real de los esfuerzos
alrededor de un agujero para remache es difcil de determinar; para simplificar los
clculos se supone una variacin uniforme sobre un rea rectangular igual al dimetro
del remache multiplicada por el espesor de la placa.
La resistencia por aplastamiento de un remache es igual al esfuerzo unitario de diseo
por aplastamiento del remache, multiplicado por el dimetro del vstago y por el
espesor del elemento que se apoya en el remache. La resistencia de un remache en
cortante simple es igual a la resistencia cortante nominal, multiplicada por el rea de la
seccin transversal del vstago del remache. Si un remache se encuentra sometido a
cortante doble, su resistencia al cortante se considera igual al doble de su resistencia
en cortante simple.
Tabla 2 Resistencias nominales (LRFD) por tensin y corte de remaches y tornillos A307
Tipo de conector
Resistencia a la
tensin (ksi)
Resistencia al cortante en conexiones tipo
aplastamiento (ksi))
Remaches instalados en caliente A502, grado 1
Remaches instalados en caliente A502, grado 2 o 3
Tomillos A307
45.0, =0.75
60.0, =0.75
45.0, =0.75
25.0, =0.75
33.0, =0.75
24.0, =0.75
19
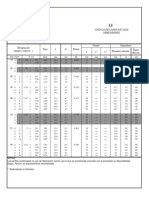
1.1.1.3. Tamao de los barrenos para los tornillos.
Adems de los agujeros de tamao estndar para tomillos y remaches que son
1
16
de
pulg de mayor dimetro que los correspondientes tomillos y remaches, hay tres tipos
de agujeros agrandados: holgados, de ranura corta y de ranura larga. Los agujeros
holgados en ocasiones son muy tiles para acelerar el proceso de montaje; adems,
permiten ajustes en la plomera de la estructura durante el montaje de sta. El uso de
agujeros no estndar requiere la aprobacin del ingeniero estructurista y est sometido
a los requisitos de la seccin 13 de las especificaciones LRFD. La tabla 2, que
corresponde a la 5.7 del Manual NTC-04, proporciona las dimensiones nominales de los
diversos tipos de agujeros agrandados permitidos para los diferentes tamaos de
conectores. Los casos en que pueden usarse los diversos tipos de agujeros
agrandados se describen a continuacin.
Remaches tipo A502, grado 1
Estos remaches se usaron para la mayora de los trabajos estructurales; tenan un
contenido de carbono de aproximadamente 0.80%, eran ms dbiles que el acero
estructural al carbono ordinario y tenan una mayor ductilidad. El mayor uso de estos
remaches en relacin con los de alta resistencia, independientemente de la resistencia
del acero usado para los miembros estructurales, se debi a su factibilidad de su
colocacin.
Remaches tipo A502, grado 2
Estos remaches de acero al carbono-manganeso tienen resistencia ms alta que los de
grado 1y se elaboraron para usarse con aceros de alta resistencia. Sus altas
resistencias permiten al proyectista usar menos remaches en una conexin y, por tanto,
placas de nudo ms pequeas.
20
Remaches tipo A502, grado 3
Estos remaches tienen las mismas resistencias nominales que los de grado 2, pero
tienen una resistencia mucho mayor a la corrosin atmosfrica, igual a
aproximadamente cuatro veces la de los remaches de acero al carbono sin cobre.
Tabla 3. Dimensiones nominales de los barrenos agrandados para conectores
Los agujeros holgados (OVS) pueden usarse en todas las placas de una conexin,
siempre que la carga aplicada no exceda a la resistencia permisible al deslizamiento.
No deben utilizarse en juntas tipo aplastamiento. Es necesario usar roldanas
endurecidas sobre estos agujeros holgados en las placas exteriores. El empleo' de
agujeros agrandados permite el uso de tolerancias de construccin mayores.
Los agujeros de ranura corta (SSL) pueden usarse independientemente de la
direccin de la carga aplicada para conexiones de deslizamiento crtico o de tipo
aplastamiento si la resistencia permisible por deslizamiento es mayor que la fuerza
aplicada. Si la carga se aplica en una direccin aproximadamente normal (entre 80 y
100) a la ranura, estos agujeros pueden usarse en algunas o todas las capas de las
conexiones por aplastamiento.
21
1.1.1.4. Separacin y distancia a borde de tornillos.
Las siguientes definiciones se presentan para un grupo de tomillos en una conexin y
se ilustran en la figura 3.
El paso es la distancia centro a centro entre tomillos en una direccin paralela al eje del
miembro.
El gramil es la distancia centro a centro entre hileras de tomillos perpendicular al eje del
miembro.
La distancia al borde es la distancia del centro de un tomillo al borde adyacente de un
miembro.
La distancia entre tornillos es la distancia ms corta entre tomillos sobre las mismas o
diferentes hileras de gramiles.
22
Separacin mnima. La distancia entre centros de agujeros para remaches o tornillos,
sean estndar, sobredimensionados o alargados, no ser, en general, menor que tres
veces el dimetro nominal del conector; de ser necesario, esta distancia puede
disminuirse a 2
2
3
veces el dimetro nominal.
Separacin mnima al borde. La distancia del centro de un agujero estndar al borde
de una parte conectada no ser menor que el valor aplicable de la tabla 2, ni que la
requerida en la seccin 5.3.13 (NTC-04 Para el diseo de estructuras metlicas).
Si el agujero es sobredimensionado o alargado, la distancia del centro al borde de una
parte conectada no ser menor que la requerida para un agujero estndar, de acuerdo
con la primera parte de esta seccin, ms el incremento C1 indicado en la tabla 5.12.
Vanse los requisitos de la seccin 5.3.13 (NTC-04 Para el diseo de estructuras
metlicas) para resistencia por aplastamiento.
Los tomillos nunca deben colocarse muy cerca de los bordes de un miembro por dos
razones principales. El punzonado de los agujeros muy cercanos a los bordes puede
ocasiona que el acero opuesto al agujero se abombe o se agriete. La segunda razn se
aplica a los metal en esa zona tenga una resistencia al cortante igual por lo menos a la
de los sujetadores.
*Para tener una infamacin ms precisa al respecto, es necesario consultar las
especificaciones vigentes.
23
Tabla 4. Distancia mnima del centro de un barreno estndar al borde de la parte
conectada
1.1.1.5. Separacin y distancia al borde mximas.
La distancia mxima del centro de un tornillo o remache al borde ms cercano de las
partes en contacto ser 12 veces el grueso de la parte conectada en consideracin, sin
exceder de 150 mm.
La separacin longitudinal entre conectores colocados en elementos en contacto
continuo, consistentes en una placa y un perfil, o dos placas, ser la siguiente:
a) Para elementos, pintados o sin pintar, no sujetos a corrosin, no exceder de 24
veces el grueso de la placa ms delgada, o 300 mm.
b) Para miembros no pintados de acero intemperizable, sujetos a corrosin
atmosfrica, no ser mayor que 14 veces el grueso de la placa ms delgada, o
180 mm
24
Tabla 5. Resistencia de diseo de remaches, tornillos y barras roscadas.
Tabla 6. Valores de incrementos de la distancia al borde C1
25
1.1.1. Conexiones atornilladas cargadas excntricamente.
Los grupos de tomillos cargados excntricamente estn sujetos a corte y a momentos
de flexin. El lector puede suponer que tales situaciones son raras, pero la verdad es
que son mucho ms comunes de lo que se sospecha. Por ejemplo, en una armadura es
conveniente tener el centro de gravedad de un miembro, alineado exactamente con el
centro de gravedad de los tomillos en sus conexiones de extremo. Esto no es tan fcil
de realizar como parece, y a menudo las conexiones estn sujetas a momentos.
La excentricidad es absolutamente obvia en la figura 4a donde la viga se une a una
columna con una placa. En la parte 4b de la figura, una viga est unida a una columna
con un par de ngulos. Es obvio que esta conexin debe resistir cierto momento,
porque el centro de gravedad de la carga proveniente de la viga no coincide con la
reaccin de la columna.
26
En general, las especificaciones para pernos y soldaduras establecen claramente que
el centro de gravedad de la conexin debe coincidir con el centro de gravedad del
miembro a menos que la excentricidad se tome en cuenta en los clculos. Sin embargo,
la seccin J I.8 de las especificaciones LRFD hace algunas excepciones a esta regla. Se
establece que la regla no es aplicable a las conexiones de extremo de ngulos simples,
ngulos dobles y miembros similares cargados estticamente. En otras palabras, las
excentricidades entre los centros de gravedad de esos miembros y los centros de
gravedad de las conexiones pueden ignorarse a menos que estn implicadas cargas de
fatiga. Adems, la excentricidad entre los ejes de gravedad y las lneas de gramil de
miembros atornillados puede despreciarse en miembros cargados estticamente.
Las especificaciones LRFD proporcionan valores para calcular las resistencias de
diseo de tornillos o remaches individuales, pero no especifican un mtodo para
calcular las fuerzas en esos sujetadores cuando estn cargados excntricamente. En
consecuencia, el mtodo de anlisis queda a criterio del proyectista.
A travs de los aos se han desarrollado tres mtodos generales para el anlisis de
conexiones cargadas excntricamente. El primero es el muy conservador mtodo
elstico en el que la friccin o la resistencia al deslizamiento entre las partes
conectadas se ignora. Adems, se supone que las partes conectadas son
completamente rgidas. Este tipo de anlisis se ha usado por lo menos desde 1870. Las
pruebas han demostrado que el mtodo elstico por lo general proporciona resultados
muy conservadores. Debido a ello, se han propuesto varios mtodos reducidos o de
excentricidad efectiva. El anlisis se efecta igual que con el mtodo elstico, excepto
que se emplean menores excentricidades y momentos en los clculos.
El tercer mtodo, llamado de resistencia ltima proporciona los valores ms
compatibles con los obtenidos en pruebas, pero es extremadamente tediosa su
aplicacin, por lo menos al usar calculadoras manuales. Las tablas en la parte 8 del
Manual LRFD para conexiones cargadas excntricamente se basan en el mtodo de
resistencia ltima y nos permiten resolver la mayor parte de ese tipo de problemas
27
fcilmente, siempre que el arreglo de los tornillos o remaches sea simtrico. El resto de
esta seccin se dedica al estudio de esos tres mtodos de anlisis.
Anlisis elstico Para esta exposicin, los tornillos de la figura 5 a) se suponen sujetos
a una carga P que tiene una excentricidad e con respecto al centro de gravedad del
grupo de tornillos. Para considerar la condicin de fuerzas en los tornillos, se suponen
dos fuerzas iguales a P, una hacia arriba y la otra hacia abajo, actuando en el centro de
gravedad del grupo de tornillos. Esta condicin, mostrada en la parte b) de la figura, de
ninguna manera cambia las fuerzas en los tornillos. La fuerza en un tornillo determinado
debe, por lo tanto, ser igual a P dividida entre el nmero de tornillos en el grupo, como
se ve en la parte c), ms la fuerza debida al momento ocasionado por el par mostrado
en la parte d) de la figura.
28
Ahora se estudiar la magnitud de las fuerzas en los tomillos debido al momento Pe. En
la figura 6, d
1
, d
2
, etctera, representan las distancias de cada tomillo al centro de
gravedad del grupo. El momento producido por el par tiende a hacer girar la placa
alrededor del centro de gravedad de la conexin deformando a un determinado tomillo,
proporcionalmente a su distancia al centro de gravedad. (Para esta deduccin, las
placas de unin se consideran de nuevo como perfectamente rgidas y los tomillos
como perfectamente elsticos.) La rotacin mayor ocurre en el tomillo cuya distancia al
centro de gravedad es mxima como debe ser el esfuerzo, ya que ste es proporcional
a la deformacin en el intervalo elstico.
Se considera que la rotacin produce las fuerzas r
1
, r
2
, r
3
y r
4
respectivamente, en los
tomillos de la figura. El momento transmitido a los tomillos debe equilibrarse con los
momentos resistentes de stos como sigue:
29
.
= =
1
1
+
2
2
+
3
3
+
4
4
Como la fuerza causada en cada tomillo es directamente proporcional a su distancia al
centro de gravedad, puede escribirse la siguiente expresin:
1
=
2
2
=
3
3
=
4
4
Y escribiendo cada r en trminos de r
1
y d
1
1
=
1
1
2
=
2
1
3
=
3
1
4
=
4
1
Sustituyendo estos valores en la ecuacin (l) y simplificando:
=
1
1
2
1
+
2
2
1
+
3
2
1
+
4
2
1
=
1
1
(
1
2
+
2
2
+
3
2
+
4
2
)
Por lo tanto,
=
1
1
La fuerza en cada tomillo puede escribirse como sigue:
1
=
1
2
2
=
2
1
=
2
2
3
=
3
2
4
=
4
2
Cada valor de r es perpendicular a la lnea trazada desde el centro de gravedad hasta
el tomillo correspondiente. Por lo general es ms conveniente representarlos por sus
componentes vertical y horizontal. Al respecto, se hace referencia a la figura 7.
30
Las componentes vertical y horizontal de la distancia d
1
estn representadas por h y v,
respectivamente, y las componentes horizontal y vertical de la fuerza r estn
representadas por H y V, respectivamente, en esta figura. Ahora es posible escribir la
siguiente relacin, de la que puede obtenerse H.
1
=
=
1
1
=
1
Por lo tanto,
=
2
Mediante un procedimiento semejante se encuentra V.
=
2
31
La carga excntrica puede ser inclinada y representarse por sus componentes vertical y
horizontal y se puede determinar el momento de cada una con respecto al centro de
gravedad del grupo de tomillos. Pueden desarrollarse diversas frmulas de diseo con
las que el ingeniero sera capaz de disear directamente conexiones excntricas, pero
probablemente, el proceso de suponer un cierto nmero y arreglo de tomillos,
comprobar esfuerzos, y redisear, es igualmente satisfactorio.
El problema con este inexacto pero muy conservador mtodo de anlisis es que en
efecto estamos suponiendo que hay una relacin lineal entre cargas y las
deformaciones en los conectores y que adems, sus esfuerzos de fluencia no se
exceden cuando se alcanza la carga ltima en la conexin. Varios experimentos han
mostrado que esas suposiciones son incorrectas.
Mtodo de la excentricidad reducida El mtodo de anlisis elstico que se acaba de
describir sobreestima en mucho las fuerzas por momento aplicadas a los conectores.
Debido a esto se han hecho, a lo largo de varios aos, varias propuestas que emplean
una excentricidad efectiva, lo que implica de hecho tomar en cuenta la resistencia al
deslizamiento en las superficies de contacto. Se presenta a continuacin una serie de
valores de excentricidades reducidas que han sido comunes en otras pocas:
1. Con una lnea de gramil de sujetadores y en donde n es el nmero de sujetadores en
la lnea:
1 +2
4
2. Con dos o ms lneas de gramil de sujetadores colocados simtricamente y en donde
n es el nmero de sujetadores en cada lnea:
1 +
2
32
Los valores de la excentricidad reducida para dos arreglos de sujetadores se muestran
en la figura 8.
Para analizar una conexin particular con el mtodo de la excentricidad reducida, se
calcula el valor de la e
fectivo
como se describi antes y se usa para calcular el momento
excntrico. El resto de los clculos se hacen igual que con el mtodo elstico.
Mtodo de la resistencia ltima Los mtodos elsticos y de la excentricidad reducida
para analizar grupos de conectores cargados excntricamente se basan en la hiptesis
de que el comportamiento de los conectores es elstico. Un mtodo de anlisis mucho
ms realista es el de la resistencia ltima, que se describe en los siguientes prrafos.
Los valores dados en las tablas de la parte 8 Manual LRFD para grupos de conectores
cargados excntricamente se calcularon usando este mtodo.
Si uno de los tomillos o remaches extremos en una conexin cargada excntricamente
comienza a deslizarse o a fluir, la conexin no fallar. Si la magnitud de la carga se
33
incrementa, los conectores internos soportarn ms carga y la falla no ocurrir hasta
que todos fluyan o se deslicen.
La carga excntrica tiende a causar una rotacin relativa y una traslacin del material
conectado. Esto es equivalente a una rotacin con respecto a un punto llamado centro
instantneo de rotacin. En la figura 9 se muestra una conexin atornillada cargada
excntricamente y el punto O representa el centro instantneo; ste se encuentra a una
distancia e' del centro de gravedad del grupo de tomillos.
Las deformaciones de estos tomillos se supone que varan en proporcin a sus
distancias al centro instantneo. La fuerza cortante ltima que uno de ellos puede
resistir no es igual a la fuerza cortante pura que un tomillo puede resistir; depende ms
bien de la relacin carga-deformacin en el tomillo. Los estudios de Crawford y Kulak
muestran que esta fuerza puede estimarse con bastante precisin con la expresin:
=
(1
10
)
0.55
34
Esta expresin muestra claramente que la carga cortante ltima soportada por un
tomillo particular, en una conexin cargada excntricamente, es afectada por su
deformacin. Entonces, la carga aplicada a un tomillo particular depende de su posicin
en la conexin con respecto al centro instantneo de rotacin.
Las fuerzas resistentes de los tomillos de la conexin en la figura 9 se representan con
las letras R1, R2, R3, etc. Se supone que cada una de esas fuerzas acta en una
direccin perpendicular a una lnea trazada del punto O al centro del tornillo
considerado.
Para esta conexin simtrica, el centro instantneo de rotacin quedar sobre una lnea
horizontal que pase por el centro de gravedad del grupo de conectores. Este es el caso
porque la suma de las componentes horizontales de las fuerzas R debe ser cero como
tambin lo debe ser la suma de los momentos de las componentes horizontales
respecto al punto O. La posicin del punto O sobre la lnea horizontal puede
encontrarse mediante un tedioso procedimiento de tanteos que se describir aqu.
Con referencia a la figura 9, el momento de la carga excntrica respecto al punto O
debe ser igual a la suma de los momentos de las fuerzas resistentes R respecto al
mismo punto. Si conociramos la posicin del centro instantneo podramos calcular los
valores R de los tomillos con la frmula de Crawford-Kulak y determinar Pu de la
expresin que sigue, en donde e y e son distancias mostradas en las figuras 9 y 10
( +) =
+
35
Para determinar la resistencia de diseo de tal conexin de acuerdo a las
especificaciones LRFD, podemos reemplazar R
ult
en la frmula Crawford-Kulak por la
resistencia de diseo por cortante de un tomillo en una conexin donde la carga no sea
excntrica. Por ejemplo, si tenemos tomillos A325 de
2
8
pulg. (Roscas excluidas del
plano de corte) en cortante simple con apoyo sobre un espesor suficientemente grande
de manera que el aplastamiento no rija.
Sin embargo, la posicin del centro instantneo no se conoce. Su posicin se estima,
se determinan los valores R y se calcula Pu como se describi. Obsrvese que Pu debe
ser igual a la suma de las componentes verticales de las fuerzas resistentes R. Si este
valor se calcula y es igual al valor de Pu calculado con la frmula anterior, tendremos la
36
posicin correcta del centro instantneo. Si no resulta as, ensayamos otra posicin,
etc. para localizar el centro instantneo de rotacin para una conexin simtrica de 4
tomillos. Se determina tambin la resistencia de diseo Pu de la conexin.
1.1.1.6. Accin separadora
Otro aspecto por considerar en las conexiones a tensin es la accin separadora. En la
figura 11 a) se muestra una conexin a tensin sujeta a la accin separadora como se
ilustra en la parte b) de la misma figura. Si los patines de la conexin son bastante
gruesos y rgidos o tienen placas atiesadoras como se ve en la figura () c), la accin
separadora probablemente podra ignorarse pero esto no es el caso si los patines son
delgados, flexibles y sin atiesadores.
Generalmente es conveniente limitar el nmero de hileras de tomillos o remaches en
una conexin a tensin porque un gran porcentaje de la carga la soportan las hileras
interiores aun bajo carga ltima. La conexin a tensin mostrada en la figura 12 ilustra
este punto, pues la accin separadora mandar una parte considerable de la carga a
los conectores interiores, sobre todo si las placas son delgadas y flexibles. En las
37
conexiones sujetas a cargas puras de tensin se debe analizar la posibilidad de la
accin se paradora y estimar la magnitud de sta.
La fuerza adicional en los tomillos debida a la accin separadora debe sumarse a la
fuerza de tensin resultante directamente de las cargas aplicadas. La determinacin
precisa de las fuerzas de separacin es bastante difcil y sobre el tema an se llevan a
cabo investigaciones. Se han desarrollado varias frmulas empricas que dan
resultados parecidos a los de las pruebas. Entre ellas se encuentran las propuestas en
el Manual LRFD y que se incluyen en esta seccin. El lector debe saber que no es
mucho lo que se conoce sobre la accin separadora y que las frmulas cambian casi
ao con ao.
Deben usarse slo tomillos totalmente tensados en las conexiones en las que las
cargas aplicadas someten a los conectores a tensin axial. Esto debe ser as,
independientemente de que la conexin sea tipo friccin de que estn o no sometidos
38
los tornillos con ajuste apretado en cualquiera de estas situaciones, las cargas de
tensin empezarn inmediatamente a incrementar la tensin en los tomillos.
Las conexiones de colgantes y otras conexiones a tensin deben disearse para
prevenir deformaciones considerables. La parte ms importante en tales diseos son
los patines rgidos. La rigidez es ms importante que la resistencia a la flexin. Para
lograr esto, la distancia b mostrada en la figura 13 debe hacerse lo ms pequea
posible con un valor mnimo igual al espacio requerido para usar una llave para apretar
los tornillos.
En la parte 11 del Manual LRFD se presenta un procedimiento detallado para disear
conexiones de colgantes y calcular las fuerzas separadoras. Este mtodo emprico es
slo para cargas factorizadas. Si se desea considerar cargas de servicio con el fin de
investigar deflexiones, ladeos o fatiga, el lector puede remitirse a las formulas para
cargas separadoras de servicio contenidas en la novena edicin del Manual AISC de la
construccin en acero, Diseo por esfuerzos permisibles
39
Debido a limitaciones de espacio aqu slo se presenta un ejemplo numrico. En este
ejemplo el autor revisa si el espesor del patn de una WT de una conexin colgante es
satisfactoria de acuerdo con el procedimiento del AISC. Vea la seccin 11 del Manual
donde se presenta un ejemplo mucho ms detallado al respecto.
1.1.2. Conexiones soldadas.
1.1.2.1. Generalidades.
La soldadura es un proceso en el que se unen partes metlicas mediante el
calentamiento de sus superficies a un estado plstico, permitiendo que las partes fluyan
y se unan con o sin la adicin de otro metal fundido. Resulta imposible determinar
exactamente cundo se origin la soldadura, pero sucedi hace varios miles de aos.
El arte de trabajar metales, incluyendo la soldadura, fue un arte en la antigua Grecia
desde hace por lo menos tres mil aos, pero la soldadura se haba practicado, sin duda
alguna, durante muchos siglos antes de aquellos das. La soldadura antigua era
probablemente un proceso de forja en el que los metales eran calentados a cierta
temperatura (no a la de fusin) y unidos a golpe de martillo.
Aunque la soldadura moderna existe desde hace bastantes aos, es hasta en las
ltimas dcadas que ha adquirido gran importancia en la ingeniera estructural. La
adopcin de la soldadura estructural fue muy lenta durante varias dcadas, porque
muchos ingenieros pensaban que tena dos grandes desventajas 1) que tena poca
resistencia a la fatiga en comparacin con las conexiones atornilladas o remachadas y
2) que era imposible asegurar una alta calidad de soldadura si no se contaba con una
inspeccin irracionalmente amplia y costosa.
Estas apreciaciones negativas persistieron durante muchos aos, aunque las pruebas
parecan indicar que ninguna de las razones era vlida. Haciendo caso omiso de la
validez de los temores mencionados, stas se mantuvieron en todos los rdenes e
indudablemente retardaron el uso de la soldadura, en particular en los puentes
carreteros y en mayor escala en los puentes ferroviarios. En la actualidad, la mayora
40
de los ingenieros aceptan que las juntas soldadas tienen una resistencia considerable a
la fatiga. Tambin se admite que las reglas que gobiernan la calificacin de los
soldadores, las mejores tcnicas utilizadas y los requerimientos para la mano de obra
de las especificaciones de la AWS (American Welding Society), hacen de la inspeccin
de la soldadura un problema menos difcil. Adems, la qumica de los aceros
manufacturados actualmente est especialmente formulada para mejorar su
soldabilidad. Como consecuencia, la soldadura se permite ahora en casi todos los
trabajos estructurales, excepto en algunos puentes.
Respecto al temor a la soldadura, es interesante considerar los barcos soldados; stos
estn sujetos a cargas de impacto realmente severas y difciles de predecir, pero aun
as los arquitectos navales usan con gran xito barcos totalmente soldados. Un
planteamiento similar puede hacerse para los aeroplanos y los ingenieros en
aeronutica que utilizan la soldadura. La adopcin de la soldadura estructural ha sido
ms lenta en los puentes ferroviarios. Estos puentes estn indudablemente sujetos a
cargas ms pesadas que los puentes carreteros, a mayores vibraciones y a ms
inversiones de esfuerzos, pero, son stas condiciones de esfuerzos tan serias y tan
difciles de predecir como aquellas en los barcos y aviones?
1.1.2.2. Ventajas de la soldadura.
Actualmente es posible aprovechar las grandes ventajas que la soldadura ofrece, ya
que los temores de fatiga e inspeccin se han eliminado casi por completo. Algunas de
las muchas ventajas de la soldadura, se presentan en los prrafos siguientes:
a) Para la mayora de la gente, la primera ventaja est en el rea de la economa,
porque el uso de la soldadura permite grandes ahorros en el peso del acero
utilizado. Las estructuras soldadas permiten eliminar un gran porcentaje de las
placas de unin y de empalme, tan necesarias en las estructuras remachadas o
atornilladas, as como la eliminacin de las cabezas de remaches o tomillos. En
41
algunas estructuras de puente es posible ahorrar hasta un 15% o ms del peso
de acero con el uso de soldadura.
b) La soldadura tiene una zona de aplicacin mucho mayor que los remaches o los
tornillos. Considere una columna de tubo de acero y las dificultades para
conectarla a los otros miembros de acero, con remaches o tomillos. Una
conexin remachada o atornillada puede resultar virtualmente imposible, pero
una conexin soldada presentar pocas dificultades. El lector puede apreciar
muchas otras situaciones similares, donde la soldadura tiene decidida ventaja.
c) Las estructuras soldadas son ms rgidas, porque los miembros por lo general
estn soldados directamente uno a otro. Las conexiones con remaches o
tomillos, se realizan a menudo a travs de ngulos de conexin o placas que se
deforman debido a la transferencia de carga, haciendo ms flexible la estructura
completa. Por otra parte, la mayor rigidez puede ser una desventaja donde se
necesiten conexiones de extremo simples con baja resistencia a los momentos.
En tal caso, el calculista debe tener cuidado de especificar el tipo de junta.
d) El proceso de fusionar las partes por unir, hace a las estructuras realmente
continuas. Esto se traduce en la construccin de una sola pieza y puesto que las
juntas soldadas son tan fuertes o ms que el metal base, no debe haber
limitaciones a las uniones. Esta ventaja de la continuidad ha permitido la
ereccin de un sin fin de estructuras de acero estticamente indeterminadas,
esbeltas y agraciadas, en todo el mundo. Algunos de los ms prominentes
defensores de la soldadura se han referido a las estructuras remachadas y
atornilladas, con sus pesadas placas y gran nmero de remaches o tomillos,
semejantes a tanques o carros blindados, al compararlas con las limpias y
suaves lneas de las estructuras soldadas. La ilustracin grfica de esta ventaja,
42
la tiene el lector si compara las conexiones resistentes a momento, de la figura
14.
e) Resulta ms fcil realizar cambios en el diseo y corregir errores durante el
montaje (y a menor costo), si se usa soldadura. En relacin con esta ventaja se
tiene el caso de las reparaciones realizadas con soldadura en equipo militar en
condiciones de batalla durante las dcadas pasadas.
f) Otro detalle que a menudo es importante es lo silencioso que resulta soldar.
Imagnese la importancia de este hecho cuando se trabaja cerca de hospitales o
43
escuelas, o cuando se realizan adiciones a edificios existentes. Cualquiera que
tenga un odo cercano a lo normal, que haya intentado trabajar en una oficina a
pocos cientos de pie de un trabajo de remachado, dar testimonio de esta
ventaja.
g) Se usan menos piezas y, como resultado, se ahorra tiempo en detalle,
fabricacin y montaje de la obra.
1.1.2.3. Sociedad americana de soldadura.
El Cdigo de soldadura estructurall de la Sociedad Americana de soldadura es el
estndar generalmente reconocido para soldar en los Estados Unidos. Las
especificaciones LRFD establecen claramente que las normas del Cdigo AWS son
aplicables bajo las especificaciones LRFD con unas cuantas excepciones menores que
se encuentran enlistadas en la especificacin J 2. Tanto las especificaciones AWS como
la AASHTO cubren estructuras cargadas dinmicamente. Sin embargo, las
especificaciones AWS se usan para el diseo de edificios sometidos a cargas
dinmicas a menos que los documentos contractuales establezcan otra cosa.
Las recomendaciones que se dan en las NTC-04 se complementan con las de la ltima
versin de Structural Welding CodeSteel, AWS D1.1, de la Sociedad Americana de la
Soldadura (American Welding Society) antes mencionada.
El tipo de soldadura aplicable en la construccin metlica es el de arco elctrico con
electrodo metlico, aplicado manual, semiautomtica o automticamente. Los procesos
aprobados en las NTC-04 son la soldadura manual con electrodo recubierto, la
soldadura automtica de arco sumergido, la protegida con gases y la soldadura con
electrodo con corazn de fundente. Pueden utilizarse otros procesos si se califican
adecuadamente para los casos en que se vayan a usar.
44
1.1.2.4. Material de aportacin.
Se usar el electrodo, o la combinacin de electrodo y fundente, adecuados al material
base que se est soldando, teniendo especial cuidado en aceros con altos contenidos
de carbn u otros elementos aleados, y de acuerdo con la posicin en que se deposite
la soldadura. Se seguirn las instrucciones del fabricante respecto a los parmetros que
controlan el proceso de soldadura, como son voltaje, amperaje, polaridad y tipo de
corriente. La resistencia del material depositado con el electrodo ser compatible con la
del metal base.
Para que una soldadura sea compatible con el metal base, tanto el esfuerzo de fluencia
mnimo como el esfuerzo mnimo de ruptura en tensin del metal de aportacin
depositado, sin mezclar con el metal base, deben ser iguales o ligeramente mayores
que los correspondientes del metal base. Por ejemplo, las soldaduras manuales
obtenidas con electrodos E60XX o E70XX1, que producen metal de aportacin con
esfuerzos mnimos especificados de fluencia de 331 y 365 MPa (3 400 y 3 700 kg/cm),
respectivamente, y de ruptura en tensin de 412 y 481 MPa (4 200 y 4 900 kg/cm), son
compatibles con el acero A36, cuyos esfuerzos mnimos especificados de fluencia y
ruptura en tensin son 250 y 400 MPa (2 530 y 4 080 kg/cm), respectivamente.
1.1.2.5. Tipos de soldadura.
Las figuras que, siguen en este proyecto muestran la necesidad de proporcionar metal
de aportacin a las juntas que se sueldan, para lograr una conexin satisfactoria. En la
soldadura de arco elctrico, la barra metlica que se usa, denominada electrodo, se
funde dentro de la junta a medida que sta se realiza. Cuando se usa soldadura por
gas, es necesario introducir una barra metlica conocida como llenador o barra de
soldar.
En la soldadura por gas, en la boquilla de un maneral o soplete, ya sea manejado por el
soldador o por una mquina automtica, se quema una mezcla de oxgeno con algn
45
tipo adecuado de gas combustible; el gas que se utiliza comnmente en soldadura
estructural, es acetileno, y el proceso recibe el nombre de soldadura oxiacetilnica. La
flama producida puede utilizarse tanto para corte de metales como para soldar. La
soldadura por gas es muy fcil de aprender y el equipo necesario para efectuarla es
relativamente barato. Sin embargo, es un proceso algo lento comparado con algunos
otros y normalmente se usa para trabajos de reparacin y mantenimiento y no para la
fabricacin y montaje de grandes estructuras.
En la soldadura por arco se forma un arco elctrico entre las piezas que se sueldan y el
electrodo lo sostiene el operador con algn tipo de maneral o una mquina automtica.
El arco es una chispa continua, entre el electrodo y las piezas que se sueldan,
provocando la fusin. La resistencia del aire o gas entre el electrodo y las piezas que se
sueldan, convierte la energa elctrica en calor. Se produce en el arco una temperatura
que flucta entre los 6 000 y 10 0000 F (3 200 y 5 5000 C). A medida que el extremo
del electrodo se funde, se forman pequeas gotitas o globulitos de metal fundido, que
son forzadas por el arco hacia las piezas por unir, penetrando en el metal fundido para
formar la soldadura. El grado de penetracin puede controlarse con precisin por la
corriente consumida. Puesto que las gotitas fundidas de los electrodos, en realidad son
impulsadas a la soldadura, la soldadura de arco puede usarse con xito en trabajos en
lo alto.
El acero fundido en estado lquido puede contener una cantidad muy grande de gases
en solucin, y si no hay proteccin contra el aire circundante, aqul puede combinarse
qumicamente con el oxgeno y el nitrgeno. Despus de enfriarse, las soldaduras
quedarn relativamente porosas debido a pequeas bolsas formadas por los gases.
Esas soldaduras son relativamente quebradizas y tienen mucha menor resistencia a la
corrosin. Una soldadura debe protegerse utilizando un electrodo recubierto con ciertos
compuestos minerales. El arco elctrico hace que el recubrimiento se funda, creando un
gas inerte o vapor alrededor del rea que se suelda. El vapor acta como un protector
alrededor del metal fundido y lo protege de quedar en contacto directo con el aire
46
circundante. Tambin deposita escoria en el metal fundido, que tiene menor densidad
que el metal base y sale a la superficie, protegiendo a la soldadura del aire mientras se
enfra. Despus del enfriamiento, la escoria puede removerse fcilmente con una
piqueta, o con un cepillo de alambre (esa remocin es indispensable antes de la
aplicacin de la pintura o de otra capa de soldadura). En la figura 15, se muestran los
elementos del proceso de soldadura por arco protegido. Este esquema se tom del
Procedure Handbook of Arc Welding Design & Practice (Manual de procedimientos para
el diseo y prctica de la soldadura por arco), publicado por la Lincoln Electric
Company. Soldadura de arco metlico protegido se abrevia aqu como SMAW.
El tipo de electrodo usado es muy importante, y afecta decididamente las propiedades
de la soldadura tales como resistencia, ductilidad y resistencia a la corrosin. Se
fabrican un buen nmero de diferentes tipos de electrodos, y el tipo por utilizar en cierto
trabajo depende del tipo de metal que se suelda, la cantidad de material que se
necesita depositar, la posicin del trabajo, etc. Los electrodos se dividen en dos clases
generales: los electrodos con recubrimiento ligero y los electrodos con recubrimiento
pesado.
47
Los electrodos con recubrimiento pesado se utilizan normalmente en la soldadura
estructural, porque al fundirse sus recubrimientos se produce una proteccin de vapor o
atmsfera muy satisfactoria alrededor del trabajo, as como escoria de proteccin. Las
soldaduras resultantes son ms fuertes, ms resistentes a la corrosin y ms dctiles
que las realizadas con electrodos con recubrimiento ligero. Cuando se usan electrodos
con recubrimiento ligero, no se intenta prevenir la oxidacin y no se forma escoria. Los
electrodos se recubren ligeramente con algn estabilizador qumico del arco, tal como
la cal.
La soldadura por arco sumergido (SAW) es un proceso automtico en el que el arco
est cubierto por un montculo de material granular fundible y queda entonces oculto a
la vista. Un electrodo metlico desnudo es alimentado desde un carrete, es fundido y
depositado como material de relleno. El electrodo, la fuente de potencia y una tolva de
fundente estn unidos a un bastidor que se coloca sobre rodillos y se mueve a cierta
velocidad conforme se forma el cordn de soldadura. Las soldaduras SAW se hacen
rpida y eficientemente y son de alta calidad, exhibiendo alta resistencia al impacto, alta
resistencia a la corrosin y buena ductilidad. Adems, ellas proporcionan penetracin
ms profunda por lo que el rea efectiva para resistir cargas es mayor. Un gran
porcentaje de las soldaduras hechas para estructuras de puentes es SAW. Si se usa un
solo electrodo, el tamao de la soldadura obtenida con un solo pase es limitado. Sin
embargo, pueden usarse electrodos mltiples, lo que permite soldaduras mucho
mayores.
Las soldaduras hechas con el proceso SAW (automtico o semiautomtico) son
consistentemente de alta calidad y son muy adecuadas para cordones largos de
soldadura. Una desventaja es que el trabajo debe posicionarse para un soldado casi
plano u horizontal. Otro tipo de soldadura es la soldadura de arco con ncleo fundente
(FCAW). En este proceso un tubo de acero lleno de fundente es alimentado
continuamente desde un carrete. Con el fndete se forman una proteccin de gas y
escoria. La especificacin 4.14 de la AWS proporciona tamaos lmite para los
48
dimetros de los electrodos y para los tamaos de las soldaduras, as como otros
requisitos relativos a los procedimientos de soldado.
1.1.1.1. Soldaduras precalificadas.
La AWS acepta cuatro procesos de soldar como precalificados. La palabra precalificada
se usa aqu para significar que los procesos son aceptables sin necesidad de pruebas
ulteriores sobre su adecuabilidad por medio de procedimientos de calificacin.
Queremos decir que, con base en muchos aos de experiencia, el metal de aportacin
con las propiedades deseadas puede depositarse si el trabajo se efecta de acuerdo
con los requisitos del Cdigo de soldadura Estructural del AWS. Los procesos
aceptados por la especificacin 1.3.1 del AWS son 1) soldadura por arco metlico
protegido (SMAW), 2) soldadura por arco sumergido (SAW), 3) soldadura de arco
metlico con gas (GMAW), y 4) soldadura de arco con ncleo fundente (FCAW). El
proceso SMAW es el proceso usual usando para soldadura manual, mientras que los
otros tres son usualmente automticos o semiautomticos.
1.1.1.2. Inspeccin de soldadura.
Para asegurarse de una buena soldadura en un trabajo determinado, deben seguirse
tres pasos: 1) establecer buenos procedimientos de soldadura, 2) usar soldadores
calificados, y 3) emplear inspectores competentes en el taller y en la obra. Cuando se
siguen los procedimientos establecidos por la AWS y el AISC para soldaduras y cuando
se utilizan los servicios de buenos soldadores, que previamente hayan demostrado su
habilidad, es seguro que se obtendrn buenos resultados; sin embargo, la seguridad
absoluta slo se tendr cuando se utilicen inspectores capaces y calificados.
Para lograr una buena soldadura existe una serie de factores entre los que pueden
mencionarse la seleccin apropiada de electrodos, corriente y voltaje; propiedades del
metal base y de aportacin; posicin de la soldadura. La prctica usual en los trabajos
grandes es emplear soldadores que tienen certificados que muestran sus calificaciones.
Adems, no es mala prctica que cada soldador ponga una marca de identificacin en
49
cada una de sus soldaduras, de modo que las personas que muy a menudo realizan un
mal trabajo puedan ser localizadas. Esta prctica probablemente mejore la calidad
general del trabajo realizado.
Inspeccin Visual
Otro factor que ayudar a los soldadores a realizar un mejor trabajo, es justamente la
presencia de un inspector que ellos consideren que sabr apreciar un buen trabajo
cuando lo vea. Para hacer de un hombre un buen inspector, es conveniente que l
mismo haya soldado y que haya dedicado bastante tiempo a observar el trabajo de
buenos soldadores. A partir de esta experiencia, l ser capaz de saber si un soldador
est logrando la fusin y penetracin satisfactorias. Tambin debe reconocer buenas
soldaduras en su forma, dimensiones y apariencia general. Por ejemplo, el metal en
una buena soldadura se aproximar a su color original despus de enfriarse. Si se ha
calentado demasiado, tendr un tono mohoso o apariencia rojiza. Puede utilizar
diversas escalas y escantillones para verificar las dimensiones y formas de la
soldadura.
La inspeccin visual de un hombre capaz, probablemente dar una buena indicacin de
la calidad de las soldaduras, pero no es una fuente de informacin perfecta por lo que
hace a la condicin interior de la soldadura. Es seguramente el mtodo de inspeccin
ms econmico y es particularmente til para soldaduras de un solo pase. Sin embargo,
este mtodo es slo bueno para detectar imperfecciones superficiales. Existen diversos
mtodos para determinar la calidad interna o sanidad de una soldadura. Estos mtodos
incluyen: tinturas penetrantes y partculas magnticas, ensayos con ultrasonido y
procedimientos radiogrficos, los cuales permiten descubrir defectos internos tales
como porosidades, faltas de fusin o presencia de escorias.
Lquidos Penetrantes
Diversos tipos de tinturas pueden extenderse sobre las superficies de soldadura; estos
lquidos penetrarn en cualquier defecto como grietas que se encuentren en la
50
superficie y sean poco visibles; despus de que la tintura ha penetrado en las grietas,
se limpia el exceso de sta y se aplica un polvo absorbente, el cual har que la tintura
salga a la superficie y revelar la existencia de la grieta, delinendola en forma visible
alojo humano. Una variante de este mtodo consiste en usar un lquido fluorescente,
que una vez absorbido se hace brillantemente visible bajo el examen con luz negra. 3
Este mtodo nos permite detectar grietas abiertas a la superficie igual que la inspeccin
visual.
Partculas Magnticas
En este proceso, la soldadura por inspeccionar se magnetiza elctricamente, los bordes
de las grietas superficiales o cercanas a la superficie se vuelven polos magnticos
(norte y sur a cada lado de la grieta) y si se esparce polvo seco de hierro o un lquido
con polvo en suspensin, el fantasma magntico es tal que queda detectada la
ubicacin, forma y aun tamao de la grieta. Slo grietas, costuras, inclusiones, etc.,
aproximadamente a 10 pulg de la superficie pueden localizarse por este mtodo. La
desventaja del mtodo es que en caso de una soldadura realizada con cordones
mltiples, el mtodo debe aplicarse para cada cordn.
Procedimientos Radiogrficos
Los mtodos radiogrficos, que son ms costosos, pueden utilizarse para verificar
soldaduras ocasionales en estructuras importantes. Mediante estas pruebas es posible
realizar una buena estimacin del porcentaje de soldaduras malas en una estructura. El
uso de mquinas de rayos-X porttiles, donde el acceso no es un problema y el uso de
radio o cobalto radiactivo para tomar fotografas, son mtodos de prueba excelentes
pero costosos. Resultan satisfactorios en soldaduras a tope (por ejemplo; soldadura de
tuberas importantes de acero inoxidable en los proyectos de energa atmica) pero no
son satisfactorios para soldaduras de filete, ya que las fotografas son difciles de
interpretar. Una desventaja adicional de estos mtodos es el peligro de la radiactividad.
Deben utilizarse procedimientos cuidadosos para proteger tanto a los tcnicos como a
los trabajadores cercanos. En el trabajo de las construcciones normales, este peligro
51
posiblemente requiera la inspeccin nocturna cuando slo unos pocos trabajadores se
encuentran cerca del rea de inspeccin. (Por lo general se requerir una estructura
muy grande o importante antes de que el uso extremadamente costoso del material
radiactivo pueda justificarse).
Una conexin soldada, bien hecha, puede resultar mucho ms resistente (tal vez 1
1
2
o 2
veces) que las partes conectadas. Como consecuencia, la resistencia real es mucho
mayor que la requerida por las especificaciones. Las causas de esta resistencia
adicional son las siguientes: los electrodos se fabrican con acero especial, el metal se
funde elctricamente (tal como en la manufactura de los aceros de alta calidad) y la
rapidez de enfriamiento es mayor. Por todo esto es poco probable que un soldador
haga una soldadura con menor resistencia que la requerida por el diseo.
1.1.1.3. Clasificacin de las soldaduras.
Existen cuatro clasificaciones para las soldaduras, mismas que se describen en los
siguientes prrafos; se basan en el tipo de soldadura realizada, posicin de las
soldaduras y tipo de junta.
Los dos tipos principales de soldaduras son las soldaduras de filete y de penetracin.
Existen adems las soldaduras de tapn y de ranura que no son comunes en el trabajo
estructural.
Soldaduras de filete. Se obtienen depositando un cordn de metal de aportacin en el
ngulo diedro formado por dos piezas. Su seccin transversal es aproximadamente
triangular.
Soldaduras de penetracin. Se obtienen depositando metal de aportacin entre dos
placas que pueden, o no, estar alineadas en un mismo plano. Pueden ser de
52
penetracin completa o parcial, segn que la fusin de la soldadura y el metal base
abarque todo o parte del espesor de las placas, o de la ms delgada de ellas.
Soldaduras de ranura. Las soldaduras de tapn y de ranura se hacen en placas
traslapadas, rellenando por completo, con metal de aportacin, un agujero, circular o
alargado, hecho en una de ellas, cuyo fondo est constituido por la otra.
Estos cuatro tipos de soldadura se muestran en la figura 15.
La figura 16 y 17 muestran posiciones de soldadura y tipos de juntas respectivamente.
53
Las soldaduras de filete han demostrado ser ms dbiles que las soldaduras de ranura;
sin embargo, la mayora de las conexiones estructurales se realizan con soldaduras de
filete (aproximadamente el 80%). Cualquier persona que haya tenido experiencia en
estructuras de acero entender el porqu las soldaduras de filete son ms comunes
que las soldaduras de ranura. Las soldaduras de ranura se usan cuando los miembros
que se conectan estn alineados en el mismo plano. Usarlas en cualquier situacin
implicara un ensamble perfecto de los miembros por conectar, cosa que
lamentablemente no sucede en la estructura comn y corriente. Muchos lectores han
visto a los operarios tirando y golpeando miembros de acero para ponerlos en posicin.
54
Cuando se pueden traslapar los miembros de acero, se permiten tolerancias mayores
en el montaje, siendo las soldaduras de filete las que se utilizan. Sin embargo, las
soldaduras de ranura son bastante comunes en muchas conexiones tales como los
empalmes en columnas y las conexiones de patines de vigas a columnas, etc.
1.1.2.6. Simbologa para la soldadura.
La figura 16 presenta el mtodo de identificacin de soldaduras mediante smbolos,
desarrollado por la American Welding Society (Sociedad Americana de Soldadura). Con
este excelente sistema taquigrfico, se da toda la informacin necesaria con unas
cuantas lneas y nmeros, ocupando apenas un pequeo espacio en los planos y
dibujos de ingeniera. Estos smbolos eliminan la necesidad de dibujos de las
soldaduras y hacer largas notas descriptivas. Ciertamente es conveniente para los
proyectistas y dibujantes utilizar este sistema estndar. Si la mayora de las soldaduras
indicadas en un dibujo son de las mismas dimensiones, puede ponerse una nota y
omitir los smbolos, excepto en las soldaduras fuera de medida.
El propsito de este trabajo no es el de aprender todos los simbolos posibles, sino ms
bien para tener una idea general de stos y la informacin que pueden contener. Para
mayores se puede consultar la informacin detallada publicada por la AWS, reimpresa
en muchos manuales (incluyendo el Manual LRFD). A primera vista, la informacin
presentada en la figura 18, probablemente es confusa. Por esta razn se presentan en
la figura 19 algunos de los smbolos de soldaduras de filete, junto con la explicacin de
cada uno.
55
56
1.1.2.7. Resistencia de la soldadura.
Para esta exposicin se hace referencia a la figura 20. El esfuerzo en un filete de
soldadura se considera igual a la carga dividida entre el rea efectiva de la garganta de
la soldadura sin tomar en cuenta la direccin de la carga. Sin embargo, las pruebas han
57
mostrado que las soldaduras de filete cargadas transversalmente son apreciablemente
ms fuertes que las cargadas paralelamente al eje de la soldadura.
Las soldaduras de filete transversales son ms fuertes por dos razones. Ellas quedan
sometidas a esfuerzos ms uniformes sobre toda su longitud, mientras que las
soldaduras de filete longitudinales quedan sometidas a esfuerzos no uniformes debido a
deformaciones que varan a lo largo de su longitud. Adems, las pruebas muestran que
la falla ocurre segn ngulos diferentes a 45, por lo que las soldaduras tienen entonces
reas efectivas ms grandes en la garganta.
1.1.2.8. Requisitos NTC.
En las soldaduras el material del electrodo deber tener propiedades del metal base. Si
las propiedades son comparables se dice que el metal de aportacin es compatible con
el metal base (es decir sus resistencias nominales son similares).
58
Tabla 7. Resistencias de diseo de soldaduras.
59
La resistencia de diseo de las soldaduras es igual al menor de los productos F
R
F
MB
A
MB
y F
R
F
S
A
S
, donde F
MB
y F
s
son, respectivamente, las resistencias nominales del
metal base y del metal del electrodo, y A
MB
y A
S
son el rea de la seccin transversal
del metal base y el rea efectiva de la soldadura. F
R
es el factor de resistencia.
En la tabla 7 se proporcionan los valores de F
R
, F
MB
, F
S
y dems informacin pertinente.
En lugar de utilizar las resistencias de diseo, constantes, de la tabla 7, la resistencia
de las soldaduras de filete puede determinarse con el procedimiento alterno que se
describe a continuacin.
a) La resistencia de diseo de un grupo de soldaduras lineales, cargadas en un
plano, a travs del centro de gravedad del grupo, es F
R
F
s
A
s
, donde
F
R
=0.75
F
s
=resistencia nominal de la soldadura
F
EXX
=numero de clasificacin del electrodo
= ngulo entre la lnea de accin de la carga y el
eje longitudinal de la soldadura, en grados
A
s
=rea efectiva de la soldadura.
b) El conjunto de soldaduras cargadas en su plano puede disearse utilizando un
mtodo basado en el empleo de un centro instantneo de rotacin.
Las soldaduras utilizadas en estructuras que deban ser capaces de soportar un
nmero grande de repeticiones de carga durante su vida til se disearn
teniendo en cuenta la posibilidad de falla por fatiga..
60
2. Objetivos.
2.1. En este proyecto seremos capaces de desarrollar las herramientas obtenidas
a lo largo de nuestra estancia en esta institucin.
2.2. Se elaboraran probetas (simulando marcos rgidos) de de acero con el fin de
determinar las cualidades del LRFD y los clculos pertinentes para lograr el
comportamiento deseado de las conexiones que se disearan, estar basado en el
NTCM-04. Dentro del trabajo a realizar tambin se incluye la elaboracin de planos
detalladamente para que no exista confusin en la estructuracin de las probetas.
Las probetas sern instrumentadas para tener un control detallado durante las
pruebas.
2.3. En un futuro lograremos distinguir las condiciones mas desfavorables en la
conexin para un diseo ptimo de estructuras cumpliendo con las especificaciones
de las NTCM-04.
3. Desarrollo.
3.1. Preparacin de elementos.
3.1.1. Corte y emprimado de secciones para disponer de materiales en tamao y
condiciones adecuadas para lograr un fcil y rpido desarrollo del proyecto.
61
3.2. Propiedades.
3.2.1. Geomtricas.
62
3.2.2. Propiedades mecnicas.
63
3.3. Probeta 1.
3.3.1. Diseo. La conexin ser soldada utilizando electrodos E7018, y la fuerza
actuante en los patines es:
Por ser una demanda grande, se opta por que la soldadura de los patines sea por
penetracin total, ya que se garantiza que la resistencia de la soldadura sea igual que la
resistencia del elemento.
64
3.3.2. Planos (acotaciones en mm).
65
Vista A-A
66
67
3.3.3. Construccin del espcimen.
3.3.3.1. En la columna, una vez que se tiene en las dimensiones requeridas se
realizan los barrenos oblongos (las imgenes se muestran en orden
cronolgico).
a) Barrenar a la distancia especificada.
68
b) Cortar material de residuo.
69
c) Eliminar impurezas.
3.3.3.2. Unin de perfiles. Se utilizaron las especificaciones del diseo antes
mencionadas.
70
Vista cordn de soldadura..
3.3.4. Instrumentacin del espcimen.
3.3.4.1. Preparacin y colocacin de strain gauges
a) Limpiar la superficie hasta que esta quede totalmente lisa y sin impurezas.
71
b) Se debe preparar previamente los strain gauges colocndolos en un vidrio junto
a las terminales y sobre ellos un tramo de cinta adhesiva como lo muestra la
figura siguiente.
c) Colocar el strain gauge en el lugar indicado de la siguiente manera.
72
d) Pegar el sensor utilizando el pegamento y catalizador que esta especialmente
fabricado para este trabajo, dejando una presin constante durante un minuto
aproximadamente, al momento de desprender la cinta adhesiva deber hacerse
con ayuda de un solvente para evitar arrancar parte del sensor ya colocado, en
las siguientes figuras se muestra el proceso en forma cronolgica (izquierda a
derecha y hacia abajo).
73
e) Soldar con estao y cautn un puente conductor de cobre del strain a la terminal,
que posteriormente servir para conectarlo a la consola para un control en todo
momento.
f) Colocar extensin de la terminal para la consola. Se debe seguir un
procedimiento similar al anterior con el estao solo que se usara un cable de 3
colores (rojo, negro y blanco) y este se colorara desde la terminal con la
siguiente configuracin:
Negro y blanco para colocarlo en un contacto de la terminal
Rojo en el contacto restante de la terminal.
Deber probarse el funcionamiento del sensor y en caso de un mal
funcionamiento se buscara la falla y se reparara, de lo contrario se iniciara con el
proceso de colocacin para un nuevo sensor.
74
Para probar los strain se utilizara el puente, que medir un correcto
funcionamiento, as como la deformacin que debido a la colocacin se indujo en
el dispositivo.
75
Una vez concluidos todos los pasos anteriores el sensor debe ser protegido, para
este caso, debido a que los strain estn sobre la superficie solo se colocara una
capa de barniz transparente.
3.3.4.2. Colocacin de deformimetros.
Se colocaron tomando en cuenta las especificaciones del proyecto y estas se muestran
en los planos posteriores.
El procedimiento de colocacin no se detalla en este trabajo, debido a que no fue
realizado por nosotros, aunado a que no llevaba un orden cronolgico y eran colocados
al azar, solo se muestran imgenes que nos subsecuentes una de otra para una buena
ejemplificacin.
76
Planos instrumentacin.
77
La siguiente imagen muestra la colocacin de un deformimetro que ser utilizado
para medir desplazamientos horizontales y son los llamados MH en los planos.
Las extensiones sern conectadas en las consolas que medirn en todo momento
los desplazamientos y deformaciones para un control ptimo.
78
3.3.5. Realizacin de la prueba.
En la prueba se colocaron dos gatos hidrulicos para aplicar cargas verticales en el
extremo de la viga para provocar una articulacin plstica como lo muestra la siguiente
figura.
Las cargas aplicadas sern cclicas e irn incrementndose en intervalos previamente
acordados.
3.3.5.1. Resultado de la prueba 1.
Carga mxima =8.208 ton
Desplazamiento mximo (60 cm del borde de la viga) =82.44 mm
Ciclos:
Dos con carga =5 ton
Dos con carga =7 ton
79
3.4. Probeta 2.
3.4.1. Diseo. La conexin ser soldada utilizando electrodos E7018.
80
81
82
3.4.2. Planos (acotaciones en mm).
Detalle conexin.
83
3.4.3. Construccin del espcimen.
3.4.3.1. Se deber seguir el procedimiento del punto 3.3.3.1.
3.4.3.2. Unin de perfiles. Se utilizaron las especificaciones del diseo antes
mencionadas.
84
3.4.3.3. Instrumentacin.
Se deber seguir el procedimiento del punto 3.3.4. para colocacin de strain gauges y
deformimetros.
3.4.4. Realizacin de la prueba 2.
Se realizara como lo mencionado en la seccin 3.3.5.
3.4.4.1. Resultados de la prueba 2.
Carga mxima =32 ton
Desplazamiento mximo (60 cm del borde de la viga) =60.57 mm
Ciclos:
Tres con carga =5 ton
Dos con carga =7 ton
Dos con carga =10 ton
Dos con carga =15 ton
Dos con carga =18 ton
Dos con carga =22 ton
Dos con carga =26 ton
Dos con carga =28 ton
Se realizo la carga de 32 ton hasta llevarlo a la falla
3.5. Probeta 3.
3.5.1. Diseo. La conexin ser soldada utilizando electrodos E7018
85
86
87
88
3.5.2. Planos (acotaciones en mm).
89
3.5.3. Construccin del espcimen.
3.5.3.1. Se deber seguir el procedimiento del punto 3.3.3.1.
3.5.3.2. Unin de perfiles. Se utilizaron las especificaciones del diseo antes
mencionadas.
90
3.5.4. Instrumentacin.
Se deber seguir el procedimiento del punto 3.3.4. para colocacin de strain gauges y
deformimetros.
3.5.4.1. Realizacin de la prueba 3.
Se realizara como lo mencionado en la seccin 3.3.5
3.5.4.2. Resultados de la prueba 3.
Carga mxima =24.85 ton
Desplazamiento mximo (60 cm del borde de la viga) =94.08 mm
Ciclos:
Dos con carga =7 ton
Dos con carga =14 ton
Dos con carga =24 ton
Se realizo la carga hasta llevarlo a la falla
3.6. Probeta 4.
3.6.1. Diseo. La conexin ser soldada utilizando electrodos E7018 para la unin
de placa y viga, posteriormente se disearan los tronillos para la conexin
entre ambos perfiles.
Diseo de la soldadura entre placa y viga (Probeta 4)
La fuerza a la que estn sujetos los patines
F
Mp
v
d
91
92
93
3.6.2. Planos (acotaciones en mm).
94
3.6.3. Construccin del espcimen.
3.6.3.1. Se deber seguir el procedimiento del punto 3.3.3.1.
Unin de perfiles. Se utilizaron las especificaciones del diseo antes mencionadas.
3.6.4. Instrumentacin.
Se deber seguir el procedimiento del punto 3.3.4. para colocacin de strain gauges y
deformimetros.
3.6.4.1. Realizacin de la prueba 4.
Se realizara como lo mencionado en la seccin 3.3.5
95
3.6.4.2. Resultados de la prueba 4.
Carga mxima =20 ton
Desplazamiento mximo (60 cm del borde de la viga) =22.73 mm
Ciclos:
Tres con carga =3 ton
Tres con carga =6 ton
Dos con carga =8 ton
Uno con carga =10 ton
Dos con carga =12 ton
Se realizo la carga hasta llevarlo a la falla
4. Conclusiones
Atreves de las pruebas realizadas a lo largo del proyecto se llego a tres conclusiones
muy importantes.
1) Si se usan mtodos aproximados de anlisis, se obtendrn acciones internas
parecidas a las soluciones completas, que pueden aceptarse segn su grado de
aproximacin, sin embargo el que las soluciones tericas sean nicas no significa
que en la estructura real se tengan acciones exactamente iguales a las calculadas,
ya que de todas maneras se hacen hiptesis sobre la forma ideal de la estructura del
comportamiento de los materiales, de la distribucin de las cargas y de otros factores
similares que implican trabajar sobre una representacin de la estructura que no
coincide totalmente con la estructura real.
2) Los elementos estructurales con un buen detallado en sus conexiones pueden llegar
a alcanzar esfuerzos mucho mayores a los calculados, y que a su vez estos
96
presentan una falla mas controlada que los elementos mal detallados. Sin embargo
esto no evita que se puedan presentar fallas locales en algunos elementos.
3) A pesar de que en la teora se ha demostrado que muchas de las conexiones no son
adecuadas ni en su concepcin ni en su construccin, se siguen usando en
construcciones nuevas sin medir las consecuencias de lo que pueden causar al
enfrentarse a las demandas que los fenmenos naturales les exijan cuando estos se
presenten. En las pruebas realizadas se observa una tendencia a que la columna
falle y como se menciono antes este tipo de conexin (viga-columna) son las mas
frecuentes en Mxico, en general hace falta un mayor nfasis en la planeacin de
las estructuras y aun mas en el diseo de las mismas. Quiz la solucin se encuentre
dentro de las instituciones que se empeen en realizar mas pruebas de este tipo sin
mirar la parte econmica y aun mejor, que los laboratorios no improvisen con
materiales o equipo que no son destinados para estas funciones, as se podrn llegar
a resultados con menor incertidumbre y cada vez mas reales para lograr un
funcionamiento optimo de la conexin.
97
5. Referencias.
McCormac.(2002), Diseo de estructuras de acero (Mtodo LRFD), segunda edicin,
Alfaomega Grupo Editorial, Mxico.
NTCS-04 (2004), Normas Tcnicas Complementarias para Diseo por Sismo, Gaceta
Oficial del Departamento del Distrito Federal, 6 de octubre.
Hctor Soto Rodrguez, Michael D. Enegelhart (2006), Diseo de conexiones de acero
estructural Volumen 2 Primera edicin, Centro regional de desarrollo en ingeniera civil,
Mxico.
R.C.Hibbeler(2006), Mecnica de los materiales, Sexta edicin, Prentice Hall, Mxico.
Gonzlez Cuevas (2005), Anlisis Estructurar, Editorial Limusa Mxico
98
Anexo I. Descripcin de reparacin de columna.
Debido a un problema que se tuvo durante una de las pruebas, el marco de la
Universidad Autnoma Metropolitana se desprendi de la cimentacin, esto fue en
gran mediada a que el anclado entre la cimentacin y dicho marco era escaso o
deficiente. Por lo cual y a causa de que nosotros fuimos los responsables directos
del dao se tuvo la necesidad de reparar la columna.
Para la reparacin se contemplo lo siguiente.
Primero se revisaron los planos de la cimentacin del marco de pruebas
parte del marco de pruebas que se dao
99
Detalle de la cimentacin daada
El anclaje de las columnas
100
Una vez revisados los planos y haciendo algunos clculos pertinentes se paso a una
revisin fsica pues de acuerdo a los planos y a los clculos el dao a la estructura
no debi de haber ocurrido.
Durante el proceso de se descubri que hubo algunas anomalas en cuanto a lo
planeado y a lo construido y debido a esto se opto por extender las placas de
conexin de la columna con la cimentacin
101
Detalles del anclado y la placa de extensin
102
Detalles de la soldadura para la reparacin.
Una ve que se defini el tipo y el proceso para la reparacin de la estructura se
procedi con la seleccin de los materiales y los trabajos pertinentes para su
realizacin.
De los materiales seleccionados fueron:
Para la placa y los cartabones: Acero A-36 de de espesor
Para las anclas se utilizo col-rol con fluencia obtenida en el laboratorio de Fy=5000
kg/cm
2
de y un dimetro de 1 .
Prueba de tencin para col-rol
103
Para el relleno del anclaje y garantizar el correcto trabajo de la anclas se selecciono
un aditivo especial de Sika (Sika Grout). El cual es especial para este tipo de
demandas. Los datos tcnicos en los cuales nos basamos para su revisin y manejo
se muestran a continuacin en la siguiente tabla:
Proceso de constructivo:
Para el barrenado de utilizo una extractora de corazones, uno de los problemas que se
tuvo es que los estivos de la cimentacin no estaban perfectamente separado por lo
cual se tuvo que ir haciendo sobre la marcha para no debilitar mas la estructura.
Quedando como resultado una separacin no uniforme de los barrenos.
104
Una ves terminado este proceso se tuvo que sper poner las placas de extensin para
marcar donde iban a quedar los barrenos debido a la irregularidad de estos.
Ya que las placas quedaron barrenadas y listas para su colocacin, se ubico la
placa inferir a manera de gua y cimbra para colara las anclas. Estos se debi a la
necesidad de que quedaran perfectamente centradas y ubicadas las extensiones
una con respecto de la otra.
105
Ya ubicada cada una de las anclas y utilizando las placas como ya se menciono se
elaboro, se procedi a llenar los barrenos con el agregado de Sika.
Una vez que el agregado fraguo se verifico que no hubiera filtraciones y que todo
estuviera correcto se procedi a nivelar con mortero para colocar la placa superior y
as proceder a soldar.
106
Ya que el nivel se logro, se coloco la placa superior y se apretaron las anclas.
Ya que esto se finalizo se procedi a conectar las dos placa (la de extensin y la de
la columna), con soldadura de penetracin. Tambin se colocaron los cartabones y
con esto se finalizo la reparacin del marco de pruebas de la Universidad.
107
Anexo II. Diseo y montaje de dispositivo de prueba
6. Diseo Construccin y montaje del dispositivo de pruebas
4.1 Diseo
1
1
Diseo por el ingeniero civil Issac Tonatihu Martin del Campo
108
109
110
111
112
113
114
115
116
117
118
i
i
Diseo realizado por Ing. Tonatiu Martin del Campo
You might also like
- Lamina AntiderrapanteDocument8 pagesLamina AntiderrapanteErving solorzanoNo ratings yet
- Costo unitario cordon de soldadura 1.92m aceroDocument3 pagesCosto unitario cordon de soldadura 1.92m aceroJose Acosta100% (1)
- MMT-02 Murete Derivador 200-600 160x60x115Document2 pagesMMT-02 Murete Derivador 200-600 160x60x115José EnríqueNo ratings yet
- Proceso ConstructivoDocument10 pagesProceso Constructivojuliocesarrq75hotmailcomNo ratings yet
- Ejercicio #4 - Calculo de Carga Maxima para Columna de AceroDocument11 pagesEjercicio #4 - Calculo de Carga Maxima para Columna de Aceroenmanuel maldonadoNo ratings yet
- Medidas de Polin MONTENDocument1 pageMedidas de Polin MONTENmaximoabel0% (1)
- Catalogo Jumbo Deportivo 2021Document80 pagesCatalogo Jumbo Deportivo 2021Pablo Buyo SoutoNo ratings yet
- Coeficiente de Variación Diaria y HorariaDocument2 pagesCoeficiente de Variación Diaria y HorariaLUISNo ratings yet
- Patología Puentes Peatonales Localidad Teusaquillo PDFDocument43 pagesPatología Puentes Peatonales Localidad Teusaquillo PDFAbraham Espinoza GuerreroNo ratings yet
- Uniteja Techo Frio Ficha TecnicaDocument4 pagesUniteja Techo Frio Ficha TecnicaByron DelgadoNo ratings yet
- Especificaciones Generales para La Construccion de Sistemas de Agua Potable Y AlcantarilladoDocument46 pagesEspecificaciones Generales para La Construccion de Sistemas de Agua Potable Y AlcantarilladoYovani Jimenez100% (1)
- Diseño de vigas y diafragmas de puenteDocument1 pageDiseño de vigas y diafragmas de puenteleonel cañari gonzalesNo ratings yet
- Tarjetas P.U en PDF Completo Precios 2018presupuestoDocument204 pagesTarjetas P.U en PDF Completo Precios 2018presupuestoCesi Altamirano :DNo ratings yet
- Fundición de Columna Con Cemento HolcimDocument11 pagesFundición de Columna Con Cemento HolcimManuales de InteresNo ratings yet
- Cantidad de MaterialesDocument42 pagesCantidad de MaterialesKarin Noemi Ramirez JimenezNo ratings yet
- Construcción redes media y baja tensión vereda Caoba SucreDocument17 pagesConstrucción redes media y baja tensión vereda Caoba SucreLibardo AlmanzaNo ratings yet
- Analisisdetalladosgenerales PDFDocument28 pagesAnalisisdetalladosgenerales PDFJenny Paola Lopez AbellaNo ratings yet
- Diseño de Estructuras Metálicas Tipo CerchasDocument3 pagesDiseño de Estructuras Metálicas Tipo CerchasTonatiuh BernalNo ratings yet
- Tablas Diseno en Concreto Manual de Sika PDFDocument93 pagesTablas Diseno en Concreto Manual de Sika PDFMarlon MartinezNo ratings yet
- 10.08.2021 Tapanco A 2 PtoDocument1 page10.08.2021 Tapanco A 2 PtoJuan AlvaradoNo ratings yet
- Perfiles IMCADocument21 pagesPerfiles IMCAarlequintensorNo ratings yet
- Magg - Citi 55Document3 pagesMagg - Citi 55Jaime CastroNo ratings yet
- Catalogo de Conceptos Uam Caom 08 10 LPL 01 04ago2010Document280 pagesCatalogo de Conceptos Uam Caom 08 10 LPL 01 04ago2010Peter MartzNo ratings yet
- Precios Unitarios BAÑODocument20 pagesPrecios Unitarios BAÑOEri HierberaNo ratings yet
- Construcción muro gavionesDocument11 pagesConstrucción muro gavionessantiagoalexNo ratings yet
- Ejemplo Del Análisis Sísmico Simplificado (Autoguardado)Document2 pagesEjemplo Del Análisis Sísmico Simplificado (Autoguardado)Humberto Espinosa0% (1)
- Carta BeneficiosDocument4 pagesCarta BeneficiosDaniela RochaNo ratings yet
- Metodo Simplificado Casa Dos NivelesDocument42 pagesMetodo Simplificado Casa Dos NivelesBenabid GLNo ratings yet
- Métodos de Exploración de SuelosDocument13 pagesMétodos de Exploración de SuelosValentinaCaneloAguilarNo ratings yet
- Cálculo Estructural Del Cárcamo de Aguas ResidualesDocument22 pagesCálculo Estructural Del Cárcamo de Aguas ResidualesPaco Mendez100% (1)
- 1er Examen Planeacion 9cv05Document6 pages1er Examen Planeacion 9cv05Emmanuel PeralvilloNo ratings yet
- PU BASE CBDocument4 pagesPU BASE CBEduardoHernandez100% (1)
- Gutti 70Document1 pageGutti 70Marco Camacho100% (1)
- CERCHASDocument24 pagesCERCHASbrauliohpNo ratings yet
- TEMA 3 Relacion de EsbeltezDocument37 pagesTEMA 3 Relacion de EsbeltezTatiana RojasNo ratings yet
- Método de Estabilización de Taludes Con Pantallas de Concreto Lanzado Con Malla Electro Soldada y Anclajes de Concreto ReforzadoDocument6 pagesMétodo de Estabilización de Taludes Con Pantallas de Concreto Lanzado Con Malla Electro Soldada y Anclajes de Concreto Reforzadomanuel escobar RamirezNo ratings yet
- Método de Los Coeficientes Del Aci para Carga VerticalDocument36 pagesMétodo de Los Coeficientes Del Aci para Carga VerticalHenry ZumaetaNo ratings yet
- C85-C140 - BA - E - DLT1302 May2003 PDFDocument72 pagesC85-C140 - BA - E - DLT1302 May2003 PDFLiliana Rebeca Santos santosNo ratings yet
- Analisis y Calculo de Losa Nervada 20x40x40 CMDocument12 pagesAnalisis y Calculo de Losa Nervada 20x40x40 CMsoterolj90100% (1)
- Actualización Programa Director Urbano Ciudad del CarmenDocument158 pagesActualización Programa Director Urbano Ciudad del CarmenAle QuiquesNo ratings yet
- Mamposteria Reforzada FinalDocument23 pagesMamposteria Reforzada FinalMoises VeyvideaNo ratings yet
- Apu de EquiposDocument39 pagesApu de EquiposMaria RubianoNo ratings yet
- Especificaciones Construccion 1Document6 pagesEspecificaciones Construccion 1Yaquelin Angulo AnguloNo ratings yet
- Reglamentaciones Normas y CodigosDocument31 pagesReglamentaciones Normas y CodigosAlvarado ChristianNo ratings yet
- Memoria de Calculo Losa MacizaDocument26 pagesMemoria de Calculo Losa Macizamario alonsoNo ratings yet
- Galpon ApuDocument15 pagesGalpon Apuruben españaNo ratings yet
- Análisis de Precio Unitario - PLAZADocument28 pagesAnálisis de Precio Unitario - PLAZAGerman Paredes100% (1)
- Taller de AplicaciònDocument4 pagesTaller de AplicaciònPaula RiosNo ratings yet
- EscalerasDocument5 pagesEscalerasWilstep FollNo ratings yet
- Memoria Calculo 20 de Febrero de 2012Document66 pagesMemoria Calculo 20 de Febrero de 2012Gary ArtNo ratings yet
- Ajuste Cambio Bicicleta PDFDocument1 pageAjuste Cambio Bicicleta PDFsixela88No ratings yet
- ViguetaDocument87 pagesViguetakoam00167% (3)
- Lista de Precios ARGOS ElectricaDocument74 pagesLista de Precios ARGOS ElectricaFernando cardelNo ratings yet
- Mamposteria FunvisisDocument63 pagesMamposteria FunvisisjackiwongzNo ratings yet
- Normas Mexicanas sobre el concreto premezcladoDocument11 pagesNormas Mexicanas sobre el concreto premezcladoJimmy FalconNo ratings yet
- Influencia de La Distribución Del Daño en Curvas de Capacidad de Cables Analisis ExperimentalDocument97 pagesInfluencia de La Distribución Del Daño en Curvas de Capacidad de Cables Analisis ExperimentalHomero Héctor Crisosto CrisostoNo ratings yet
- JAPerez GVizzotti TFG IE 2015Document182 pagesJAPerez GVizzotti TFG IE 2015Daniel MedranoNo ratings yet
- Tesis AisladoresDocument72 pagesTesis Aisladoresemmanuel799No ratings yet
- TransformadoresDocument51 pagesTransformadoresEdles LesNo ratings yet
- Javier Rodríguez GonzálezDocument125 pagesJavier Rodríguez GonzálezhugoNo ratings yet
- Ondas mecánicas y electromagnéticasDocument17 pagesOndas mecánicas y electromagnéticasCarol RomeroNo ratings yet
- I3. Estudio Del M.Á.S. Del Pendulo Simple Y Pendulo ReversibleDocument12 pagesI3. Estudio Del M.Á.S. Del Pendulo Simple Y Pendulo ReversibleKaren NúñezNo ratings yet
- Pca.#5 - Vibraciones en Cuerdas.Document18 pagesPca.#5 - Vibraciones en Cuerdas.Pinocho Obrayandi Negrete TellezNo ratings yet
- Cedoc FisicaDocument9 pagesCedoc FisicaLeonardoPeñaNo ratings yet
- Qué Es La Tensión de Una Cuerda o CableDocument13 pagesQué Es La Tensión de Una Cuerda o CableCarlos PegueroNo ratings yet
- Tecnología Del Concreto Foro 2Document6 pagesTecnología Del Concreto Foro 2Jim Villena OrtegaNo ratings yet
- 1 FluidosDocument3 pages1 FluidososariusNo ratings yet
- Eficiencia TermicaDocument14 pagesEficiencia TermicaLuis Gerardo Rendon RamirezNo ratings yet
- Problemas Resueltos de Mecánica para Ingenieros 2019Document88 pagesProblemas Resueltos de Mecánica para Ingenieros 2019Ale CostaNo ratings yet
- Fractura de Materiales PDFDocument36 pagesFractura de Materiales PDFMarcelo Andres Pavez GarridoNo ratings yet
- Cuantización Del Campo ElectromagnéticoDocument13 pagesCuantización Del Campo ElectromagnéticoYESSICANo ratings yet
- 4 IntegralDocument7 pages4 Integralalex gVNo ratings yet
- Laboratorio 4Document29 pagesLaboratorio 4Anthony A NavarroNo ratings yet
- Copia de GUÍA MUVDocument10 pagesCopia de GUÍA MUVSofiaNo ratings yet
- Caja CVT: ventajas y desventajasDocument8 pagesCaja CVT: ventajas y desventajasjoel0callecabezasgmail.com joelcalleNo ratings yet
- Introducción al diseño mecánicoDocument262 pagesIntroducción al diseño mecánicoapb_030% (1)
- Laboratorio VirtualDocument5 pagesLaboratorio VirtualJenifer Anaya MancillaNo ratings yet
- Informe EmisividadDocument8 pagesInforme EmisividadCristian ArdilaNo ratings yet
- Modelo de Respuesta: Universidad Nacional Abierta Vicerrectorado Académico Área Ingeniería de SistemasDocument11 pagesModelo de Respuesta: Universidad Nacional Abierta Vicerrectorado Académico Área Ingeniería de SistemasMary RondonNo ratings yet
- 4 Anchor Rev 2 HILTIDocument113 pages4 Anchor Rev 2 HILTILeonardo AvilaNo ratings yet
- El Sonido: Se Originaran Ondas LongitudinalesDocument26 pagesEl Sonido: Se Originaran Ondas LongitudinalesAgus ShaggyNo ratings yet
- Vibraciones amorosas: estudio del movimiento armónico simple a partir de las vibraciones en la tela de una arañaDocument14 pagesVibraciones amorosas: estudio del movimiento armónico simple a partir de las vibraciones en la tela de una arañaJorge TorresNo ratings yet
- "Diferentes Tipos de Trabajo y Calores Específicos (CP y CV) y Su Relación (Considerando El Gas Ideal) ".Document21 pages"Diferentes Tipos de Trabajo y Calores Específicos (CP y CV) y Su Relación (Considerando El Gas Ideal) ".Fernando VegaNo ratings yet
- Equilibrio de Un Cuerpo Rigido Grupo 2Document26 pagesEquilibrio de Un Cuerpo Rigido Grupo 2jose armando rosas reyesNo ratings yet
- TemasDocument7 pagesTemasJoséManuelEspinozaRochaNo ratings yet
- Resortes en El Movimiento Armónico Simple para Cuarto Grado de SecundariaDocument3 pagesResortes en El Movimiento Armónico Simple para Cuarto Grado de SecundariaLyco Ceykhann RamosNo ratings yet
- Modelos atómicos Dalton-Thomson-RutherfordDocument2 pagesModelos atómicos Dalton-Thomson-RutherfordLeandroNo ratings yet
- Serie 1Document4 pagesSerie 1Aleex CasNo ratings yet
- Dinámica y Estática de FluídosDocument31 pagesDinámica y Estática de FluídosJianpiere Díaz AvellanedaNo ratings yet
- Problema ResueltosDocument28 pagesProblema ResueltosOsvaldo PeruginiNo ratings yet