You might also like
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Welding Procedure Specification Pipe - 6GDocument3 pagesWelding Procedure Specification Pipe - 6Gdndudc96% (26)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Document10 pagesWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- P91 Profile WpsDocument6 pagesP91 Profile WpsZead Ali Adal100% (2)
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- WPS GmawDocument2 pagesWPS Gmawasikur100% (6)
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Fit Up ReportDocument5 pagesFit Up ReportAkash Singh Tomar100% (1)
- Fit Up Report Format-1Document1 pageFit Up Report Format-1BalkishanDyavanapellyNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- Plates ASTM-A240 Gr 304LDocument6 pagesPlates ASTM-A240 Gr 304Labhishek198327No ratings yet
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- FM-D-01 Steel Structure ErectionDocument1 pageFM-D-01 Steel Structure ErectionG Vamsi ChandNo ratings yet
- P 91 - Welding WPSDocument2 pagesP 91 - Welding WPSSuhailshah123475% (4)
- Welder Id SampleDocument1 pageWelder Id Sampledevendrasingh202157% (7)
- PQR Is7307Document1 pagePQR Is7307Tridib Dey100% (1)
- Back Gouging ProcedureDocument8 pagesBack Gouging Proceduremahi1437100% (1)
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification Sampleezdi2083% (23)
- PQR SAW ProcessDocument1 pagePQR SAW Processdevendrasingh202133% (3)
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Document2 pagesWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- WPS TITLEDocument2 pagesWPS TITLERichard Periyanayagam86% (14)
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSDocument2 pagesSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSsuria qaqcNo ratings yet
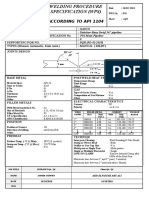
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- ASME P Material NumbersDocument1 pageASME P Material Numbersmahi1437100% (1)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- PQR Gmaw3gDocument4 pagesPQR Gmaw3gdevendrasingh2021100% (3)
- ASME Section IX Welding Qualification RequirementsDocument5 pagesASME Section IX Welding Qualification Requirementskirubha_karan2000No ratings yet
- ASME BPVC.IX performance thickness limitsDocument1 pageASME BPVC.IX performance thickness limitskumar100% (2)
- PQR Template (Asme)Document2 pagesPQR Template (Asme)jok1974No ratings yet
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocument1 pageField Welding Inspection Checklist: Wisconsin Department of Transportationandreafaith biatingoNo ratings yet
- WELDING PROCEDURE SPECIFICATION DETAILSDocument2 pagesWELDING PROCEDURE SPECIFICATION DETAILStuatk60% (5)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893025% (4)
- Joint Detail (Qw-402)Document2 pagesJoint Detail (Qw-402)Nitesh Patel100% (3)
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- WPS SiloDocument1 pageWPS SiloNidhinkorothNo ratings yet
- WPS FormatDocument1 pageWPS FormatAbdullah AnsariNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Document2 pagesWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyNo ratings yet
- WPS - 008Document11 pagesWPS - 008MAT-LIONNo ratings yet
- Noreast Autoweld System Corporate PresentationDocument78 pagesNoreast Autoweld System Corporate Presentationravi00098No ratings yet
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingcarlmac6183% (6)
- Approved Welding Procedures-Rebar Indirect Butt Joint With Splice AngleDocument8 pagesApproved Welding Procedures-Rebar Indirect Butt Joint With Splice Anglecipele12No ratings yet
- Welding Procedure Specification (WPS)Document0 pagesWelding Procedure Specification (WPS)Oscar Iván Duque DíazNo ratings yet
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingaamirtec301100% (2)
- WPS - 015Document11 pagesWPS - 015MAT-LIONNo ratings yet
- Pressure Gauge Specification SheetDocument1 pagePressure Gauge Specification Sheetsairam2234No ratings yet
- Wps For Ss Welding in Pump Room: Phase-3A Development at Indira Gandhi International AirportDocument5 pagesWps For Ss Welding in Pump Room: Phase-3A Development at Indira Gandhi International Airportamit rajputNo ratings yet
- Qw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)Document48 pagesQw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)kamalakarsastry13530% (1)
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- WPS - D1.1 - Prequalified Procedures QSSLDocument26 pagesWPS - D1.1 - Prequalified Procedures QSSLfazeel mohammedNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Monthly Time SheetDocument1 pageMonthly Time Sheetenels77No ratings yet
- Character Reference Check ListDocument1 pageCharacter Reference Check Listenels77No ratings yet
- Rev-N-Upper FloorDocument1 pageRev-N-Upper Floorenels77No ratings yet
- Bearing One Another's BurdensDocument2 pagesBearing One Another's Burdensenels77No ratings yet
- Senior InspectorLocationsDocument2 pagesSenior InspectorLocationsenels77No ratings yet
- Upper FloorDocument1 pageUpper Floorenels77No ratings yet
- Senior InspectorLocationsDocument2 pagesSenior InspectorLocationsenels77No ratings yet
- Senior InspectorLocationsDocument2 pagesSenior InspectorLocationsenels77No ratings yet
- Pipe GradeDocument1 pagePipe Gradeenels77No ratings yet
- Mechanical Fatigue Is Caused by What Material Does Not Have An Endurance Limit?Document1 pageMechanical Fatigue Is Caused by What Material Does Not Have An Endurance Limit?enels77No ratings yet
- 13CR MARTENSITIC STAINLESS STEEL PQR WPS REVIEWDocument1 page13CR MARTENSITIC STAINLESS STEEL PQR WPS REVIEWenels77No ratings yet
- Itp TemplateDocument8 pagesItp Templateenels77100% (1)
- Asme ViiiDocument1 pageAsme Viiienels77No ratings yet
- Golden WeldDocument4 pagesGolden Weldenels77No ratings yet
- Asme ViiiDocument1 pageAsme Viiienels77No ratings yet
- NDTDocument80 pagesNDTsungkang92% (12)
- Sudhy+api+510 2Document310 pagesSudhy+api+510 2sheikmoinNo ratings yet
- Work Method Statement FOR HSS PQTDocument6 pagesWork Method Statement FOR HSS PQTenels77No ratings yet
- H Beam MaterialsDocument1 pageH Beam Materialsenels77No ratings yet
- Faith Ladder To Your Appointed Top.Document3 pagesFaith Ladder To Your Appointed Top.enels77No ratings yet
- Welding Sample QuestionsDocument4 pagesWelding Sample Questionsenels770% (2)
- Radiography QuestionsDocument28 pagesRadiography Questionsenels77No ratings yet
- 40 Inches Pipeline IsometricDocument1 page40 Inches Pipeline Isometricenels77No ratings yet
- Flange RatingsDocument1 pageFlange Ratingsenels77No ratings yet
- Cswip QuestionDocument9 pagesCswip Questionenels77No ratings yet
- Cswip QuestionDocument9 pagesCswip Questionenels77No ratings yet
- Certified Quality Engineer ExpectationsDocument5 pagesCertified Quality Engineer Expectationsenels77No ratings yet