You might also like
- Evolución mantenimiento ingeniería mecánicaDocument2 pagesEvolución mantenimiento ingeniería mecánicaProspero Alfonso Cumpa Guzman0% (2)
- Descripcion Del Torno CNCDocument9 pagesDescripcion Del Torno CNCWilzon ChambiNo ratings yet
- DiagnósticoDocument10 pagesDiagnósticoJocelyne Rueda VenturaNo ratings yet
- Ejemplo de Proyecto, Titulacion IntegralDocument57 pagesEjemplo de Proyecto, Titulacion IntegralRichard MedinaNo ratings yet
- Taller de Sistemas de Sistemas de Produccion y CapacidadDocument28 pagesTaller de Sistemas de Sistemas de Produccion y CapacidadMauricio Moreno SánchezNo ratings yet
- Talladoras de Ruedas Dentadas - IESDocument34 pagesTalladoras de Ruedas Dentadas - IESJulia CuellarNo ratings yet
- Accionamientos MecanicosDocument7 pagesAccionamientos MecanicosFabio HerreraNo ratings yet
- Resumen Del Capítulo 33Document10 pagesResumen Del Capítulo 33patrickNo ratings yet
- Generalidades Planeación y Control de La ProducciónDocument38 pagesGeneralidades Planeación y Control de La ProduccióncarloshugoletyNo ratings yet
- Rectificado y TorneadoDocument29 pagesRectificado y TorneadoJoaquín Rodrigo100% (1)
- Plumilla de EstacionamientoDocument2 pagesPlumilla de EstacionamientoAdriian RoovaaNo ratings yet
- Apuntes UpiicsaDocument236 pagesApuntes UpiicsaRetanyzMatlalcoatlDragonNo ratings yet
- InfoDocument2 pagesInfojesus peñalozaNo ratings yet
- Reporte 1. Torno CNCDocument3 pagesReporte 1. Torno CNCFidel Hernandez DuranNo ratings yet
- Fresadora - EngranajeDocument13 pagesFresadora - EngranajeJorge Humberto Flores AvilaNo ratings yet
- Transformadores: Razones de transformación y cálculos de corriente y tensiónDocument2 pagesTransformadores: Razones de transformación y cálculos de corriente y tensiónIrli LarreguiNo ratings yet
- Maquinado por chorro abrasivo: proceso, equipo y aplicacionesDocument14 pagesMaquinado por chorro abrasivo: proceso, equipo y aplicacionesthania alvarezNo ratings yet
- Controladores SecuencialesDocument4 pagesControladores SecuencialesEsteban Rodriguez GiraldoNo ratings yet
- Oxidos CeramicosDocument20 pagesOxidos CeramicosArturo Ortiz0% (1)
- Concepto de Automatización IntegradaDocument5 pagesConcepto de Automatización IntegradaIsmael Lenin Barahona Lazo100% (1)
- Corte Por Chorro de AguaDocument45 pagesCorte Por Chorro de AguaCmxhos MlzaNo ratings yet
- Ficha Técnica de MaquinariaDocument2 pagesFicha Técnica de MaquinariaAnthony CardenasNo ratings yet
- Ensayos Selección de Materiales - María Guadalupe Rojas RamosDocument9 pagesEnsayos Selección de Materiales - María Guadalupe Rojas RamosMaria RamosNo ratings yet
- Centrifugación AlimentosDocument22 pagesCentrifugación Alimentosalexa pereaNo ratings yet
- Velocidad de Corte en TornosDocument6 pagesVelocidad de Corte en TornosAndres LopezNo ratings yet
- Estrategias LogisticasDocument6 pagesEstrategias LogisticasCésar Alam Hernández0% (1)
- Procesos de Manufactura ConvencionalesDocument3 pagesProcesos de Manufactura ConvencionalesPoli Holguín100% (3)
- Máquina Tapadora de EnvasesDocument6 pagesMáquina Tapadora de EnvasesJoel NoriegaNo ratings yet
- Sultran B-6Document1 pageSultran B-6lukastadeoNo ratings yet
- CONCLUSIONESDocument4 pagesCONCLUSIONESLuis Miguuel Sallo MaytaNo ratings yet
- Procesos de EnsambleDocument11 pagesProcesos de Ensambleesteban cervantesNo ratings yet
- Compactador de LatasDocument11 pagesCompactador de LatasEry FreireNo ratings yet
- CARRO Z de La FresadoraDocument1 pageCARRO Z de La FresadoraDiego VelascoNo ratings yet
- Introducción A Los Procesos AbrasivosDocument48 pagesIntroducción A Los Procesos AbrasivosTavo Gato Viejo UNo ratings yet
- Sistemas CAD/CAM y fabricación asistida por ordenadorDocument16 pagesSistemas CAD/CAM y fabricación asistida por ordenadoredgar100% (1)
- PREGUNTAS DE REPASO CAP1 Procesos de FabricacionDocument3 pagesPREGUNTAS DE REPASO CAP1 Procesos de FabricacionestuardoNo ratings yet
- LaminaDo 2 ParteDocument3 pagesLaminaDo 2 ParteJesus-santamaria-llontopNo ratings yet
- Caso Bimbo Dinamica de SupervisionDocument2 pagesCaso Bimbo Dinamica de SupervisionLuis Anthony Diaz RojasNo ratings yet
- Aplicaciones de Lineas de Produccion AutomatizadasDocument49 pagesAplicaciones de Lineas de Produccion AutomatizadasPedro José SuárezNo ratings yet
- Especificaciones Técnicas de Los Tornos ConvencionalesDocument2 pagesEspecificaciones Técnicas de Los Tornos ConvencionalesGIMI2009No ratings yet
- Diseño Despulpadora PiñaDocument137 pagesDiseño Despulpadora PiñaAnonymous aOiuIe6igNo ratings yet
- Tema 8 PCDP Forja Aspectos Tecnologicos 1Document12 pagesTema 8 PCDP Forja Aspectos Tecnologicos 1Mariano Suárez Guerrero100% (1)
- Ejercicio 8Document2 pagesEjercicio 8Katty Orozco MalpartidaNo ratings yet
- Ajustes, Tolerancias y Acabados SuperficialesDocument26 pagesAjustes, Tolerancias y Acabados SuperficialesJuan Carlos JuarezNo ratings yet
- Planificación de Requerimiento de Materiales MRP: Ingeniería Industrial 7mo Ciclo Ing. Tito López ToscanoDocument17 pagesPlanificación de Requerimiento de Materiales MRP: Ingeniería Industrial 7mo Ciclo Ing. Tito López ToscanoAndreaNo ratings yet
- Maestransa InmorDocument61 pagesMaestransa InmorAnonymous OTbESRlv4i100% (1)
- La Función Del MantenimientoDocument7 pagesLa Función Del MantenimientoVargas CruzNo ratings yet
- Historia y procesos del trefilado de alambreDocument4 pagesHistoria y procesos del trefilado de alambreJOSE MANUEL VICTORIA DELGADO100% (1)
- Horno CubiloteDocument2 pagesHorno Cubilotebryam100% (1)
- Definicion de TornoDocument8 pagesDefinicion de TornoRamiro Vargas100% (1)
- Maquinas ConvencionalesDocument34 pagesMaquinas Convencionaleskvega_59100% (1)
- Cuestionario Capitulo 19 y 20 Procesos de FabricacionDocument11 pagesCuestionario Capitulo 19 y 20 Procesos de Fabricacionshinobu50% (2)
- Calidad de ToleranciaDocument2 pagesCalidad de ToleranciaReyna SelenaNo ratings yet
- Clasificacion de Los Secadores Según Su TipoDocument4 pagesClasificacion de Los Secadores Según Su TipoEdwin Melendez GonzalezNo ratings yet
- Amef LimadoraDocument6 pagesAmef LimadoraandresNo ratings yet
- Partes Del PeladorDocument5 pagesPartes Del Peladordanieltb92No ratings yet
- Elaboración de Hacha Multipropósito Por FundiciónDocument28 pagesElaboración de Hacha Multipropósito Por FundiciónAlex VeizagaNo ratings yet
- Avance 2 Soporte Superior TROQDocument13 pagesAvance 2 Soporte Superior TROQGonzalo Cornejo AlvaradoNo ratings yet
- Segunda Entrega - TuberiaDocument4 pagesSegunda Entrega - TuberiaPaola Londoño OliveraNo ratings yet
- Principios para Selección de Sierras CircularesDocument26 pagesPrincipios para Selección de Sierras CircularesJoas Alvarez PizarroNo ratings yet
- Tarea No.1 Metodologia y Analisis de CasosDocument8 pagesTarea No.1 Metodologia y Analisis de CasosMaileny Carolina Santos GarridoNo ratings yet
- Benjamin y La Cuestión de La AnimalidadDocument7 pagesBenjamin y La Cuestión de La AnimalidadAnabella Di PegoNo ratings yet
- Ambroise ParéDocument1 pageAmbroise ParéAdrian PammoNo ratings yet
- Qué Es El Campo Visual y Qué Importancia TieneDocument4 pagesQué Es El Campo Visual y Qué Importancia TieneFelipe Matteo Garcia ZambitoNo ratings yet
- Valvula de Agua BELIMODocument4 pagesValvula de Agua BELIMOJesús MarquinaNo ratings yet
- LOPE - NovelistaDocument17 pagesLOPE - Novelistakerba25No ratings yet
- Orar Hoy, Con Los Salmos de Siempre. Tiempo Ordinario.Document287 pagesOrar Hoy, Con Los Salmos de Siempre. Tiempo Ordinario.AngelSainz100% (1)
- Oración por España y su reconquista cristianaDocument1 pageOración por España y su reconquista cristianajuan capistranoNo ratings yet
- Diferenciacion e Integracion NumericaDocument14 pagesDiferenciacion e Integracion NumericaEdic AbundezNo ratings yet
- Biomagnetismo holográfico para la reintegración del cuerpo y el almaDocument9 pagesBiomagnetismo holográfico para la reintegración del cuerpo y el almaMarina Meneses100% (2)
- M1 - T1 - Act - 1 Tipos de Violencia EscolarDocument1 pageM1 - T1 - Act - 1 Tipos de Violencia EscolarYEDYNo ratings yet
- Formato Comparacion NIC 36-PYMESDocument18 pagesFormato Comparacion NIC 36-PYMESJorgeEliecerQuirogaSánchezNo ratings yet
- 3 PDFDocument4 pages3 PDFJoseph Díaz0% (1)
- Semiologia Cardiovascular - Angina.dolor TorácicoDocument33 pagesSemiologia Cardiovascular - Angina.dolor TorácicoReviereNo ratings yet
- Transformación de la austenita y velocidad crítica de templeDocument243 pagesTransformación de la austenita y velocidad crítica de templePedro PerezNo ratings yet
- Nacer de NuevoDocument2 pagesNacer de NuevoJudith Marcel AravenaNo ratings yet
- Capacitación - Accidente OfidicoDocument62 pagesCapacitación - Accidente OfidicoAlejandra GomezNo ratings yet
- Antropometría Paciente HospitalizadoDocument18 pagesAntropometría Paciente HospitalizadoTosCof100% (7)
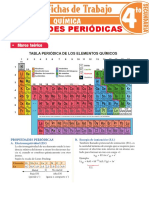
- Propiedades Periodicas para Cuarto Grado de SecundariaDocument5 pagesPropiedades Periodicas para Cuarto Grado de SecundariaLeandroCarlosManayayNo ratings yet
- Incendios de Interfase Folleto Triptico 2022 Impresion DifusionDocument2 pagesIncendios de Interfase Folleto Triptico 2022 Impresion Difusionleo vazquezNo ratings yet
- Mi Familia También Puede Ser Un Gran EquipoDocument5 pagesMi Familia También Puede Ser Un Gran EquipoJuliette Javiera Pizarro ViilegasNo ratings yet
- Carta para Una QuinceañeraDocument3 pagesCarta para Una QuinceañeraAdonisedec GonzalezNo ratings yet
- Clase 33A Excel BASICO - INTERMEDIO - AVANZADO - Ejercicios de Algunos Temas AnterioresDocument6 pagesClase 33A Excel BASICO - INTERMEDIO - AVANZADO - Ejercicios de Algunos Temas AnterioresLuis PalacioNo ratings yet
- Antologia de Los Documentos Reales de La Dinastia Carlista - Melchor Ferrer (Org.), 1951Document104 pagesAntologia de Los Documentos Reales de La Dinastia Carlista - Melchor Ferrer (Org.), 1951Eduardo CruzNo ratings yet
- Medicina Alternativa Origen de La Medicina Naturista y Su Papel en El Mundo ContemporáneoDocument3 pagesMedicina Alternativa Origen de La Medicina Naturista y Su Papel en El Mundo ContemporáneoIjo_Barapetu100% (1)
- Caso clínico de insuficiencia renal crónica en caninoDocument21 pagesCaso clínico de insuficiencia renal crónica en caninoJania PerezNo ratings yet
- Simulacro Pau 2018Document1 pageSimulacro Pau 2018Lucia Granados LuqueNo ratings yet
- 11 - Tema 9. Trabajos Con TensiónDocument112 pages11 - Tema 9. Trabajos Con TensiónEvelyn VeronNo ratings yet
- 3 Costos EstimadosDocument5 pages3 Costos EstimadosCarol Patricia Micá PérezNo ratings yet
- Leer Muy Deprisa Produce Errores de ExactitudDocument3 pagesLeer Muy Deprisa Produce Errores de ExactitudROSE1284No ratings yet