You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 6T40 45 Diag FixesDocument69 pages6T40 45 Diag Fixesjosue100% (12)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Engineering Graphics-Free Hand SketchDocument22 pagesEngineering Graphics-Free Hand SketchDr. B. Ramesh100% (1)
- Chapter 7 - Transient Heat Conduction PDFDocument64 pagesChapter 7 - Transient Heat Conduction PDFhaqjmiNo ratings yet
- Absolute-Pressure Sensors: Micromechanics, Hybrid DesignDocument3 pagesAbsolute-Pressure Sensors: Micromechanics, Hybrid Designc20get100% (2)
- Polymer Matrix CompositesDocument121 pagesPolymer Matrix CompositesHitesh Shah100% (6)
- Dynamics Lab ManualDocument69 pagesDynamics Lab ManualDr. B. Ramesh100% (4)
- Foundry BasicsDocument30 pagesFoundry BasicsDr. B. Ramesh100% (1)
- Hydro Electric Power PlantDocument18 pagesHydro Electric Power PlantDr. B. Ramesh100% (1)
- Power Plant, Steam Power PlantDocument17 pagesPower Plant, Steam Power PlantDr. B. Ramesh100% (1)
- Engineering Graphics - Lines: Mr.B.RameshDocument39 pagesEngineering Graphics - Lines: Mr.B.RameshDr. B. RameshNo ratings yet
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- IONE-VP-02-H-001-075 - Rv11 - C - INSTRUMENT ALARM AND TRIP LIST - R11Document3 pagesIONE-VP-02-H-001-075 - Rv11 - C - INSTRUMENT ALARM AND TRIP LIST - R11dhiaa mohammedNo ratings yet
- Alcatel Support Document For Cable System in CubaDocument11 pagesAlcatel Support Document For Cable System in CubaDEGNISSODENo ratings yet
- Interview Q&A in Mech Engg 2015Document21 pagesInterview Q&A in Mech Engg 2015Dr. B. RameshNo ratings yet
- UCM Class Notes 18-19Document46 pagesUCM Class Notes 18-19Dr. B. RameshNo ratings yet
- Apreparationforinterview Engineeringmechanics 130715084043 Phpapp02Document11 pagesApreparationforinterview Engineeringmechanics 130715084043 Phpapp02Raghuvir SinghNo ratings yet
- Possible Interview Questions/Contents From Manufacturing Technology IIDocument22 pagesPossible Interview Questions/Contents From Manufacturing Technology IIDr. B. RameshNo ratings yet
- Machine Design Possible Interview QuestionsDocument36 pagesMachine Design Possible Interview QuestionsInsomniac Está de VueltaNo ratings yet
- Fluid Mechanics Lab ManualDocument49 pagesFluid Mechanics Lab ManualDr. B. Ramesh100% (1)
- Nuclear (Atomic) Power Plant: Mr.B.RameshDocument31 pagesNuclear (Atomic) Power Plant: Mr.B.RameshDr. B. Ramesh0% (1)
- Modern Techniques of Materials CharacterisationDocument128 pagesModern Techniques of Materials CharacterisationDr. B. RameshNo ratings yet
- Thermodynamics Lab ManualDocument49 pagesThermodynamics Lab ManualDr. B. RameshNo ratings yet
- Gas Turbine Power Plant PresentationDocument16 pagesGas Turbine Power Plant Presentationمحمد عبد الخالقNo ratings yet
- Hydraulic TurbinesDocument19 pagesHydraulic TurbinesDr. B. RameshNo ratings yet
- How To Read A PaperDocument2 pagesHow To Read A PaperDr. B. Ramesh100% (1)
- Basic Civil Engineering-Foundation: Mr.B.RameshDocument35 pagesBasic Civil Engineering-Foundation: Mr.B.RameshDr. B. RameshNo ratings yet
- Engineering Graphics BasicsDocument27 pagesEngineering Graphics BasicsDr. B. RameshNo ratings yet
- Engineering Graphics PointsDocument7 pagesEngineering Graphics PointsDr. B. RameshNo ratings yet
- Alignment Tests On Pillar Type Drilling MachineDocument11 pagesAlignment Tests On Pillar Type Drilling MachineDr. B. Ramesh50% (2)
- Basic Information About Workshop-1Document15 pagesBasic Information About Workshop-1Tapas BanerjeeNo ratings yet
- Diesel Power PlantDocument11 pagesDiesel Power PlantDr. B. Ramesh100% (2)
- Assembly of MicrosystemsDocument22 pagesAssembly of MicrosystemsDr. B. RameshNo ratings yet
- Chapter 5-The Memory SystemDocument80 pagesChapter 5-The Memory Systemjsanandkumar22No ratings yet
- SyllabusDocument2 pagesSyllabusjackychen101No ratings yet
- Cutting Guide: Integrated Seat Post (ISP)Document4 pagesCutting Guide: Integrated Seat Post (ISP)Anand sNo ratings yet
- Unit-4 (Wireless Communication)Document15 pagesUnit-4 (Wireless Communication)Anonymous EjQbY1CNo ratings yet
- PW DebugDocument2 pagesPW DebugAimeeFieldsNo ratings yet
- SeminarDocument4 pagesSeminarmukulNo ratings yet
- Um String Code 2 0 eDocument46 pagesUm String Code 2 0 ehydrasearchNo ratings yet
- Materials System SpecificationDocument8 pagesMaterials System Specificationnadeem shaikhNo ratings yet
- Electrical Machine DesignDocument2 pagesElectrical Machine DesignAnonymous 1abQZINo ratings yet
- EC 351 AC Analog Communication Lab ManualDocument117 pagesEC 351 AC Analog Communication Lab Manualhodibaaba1No ratings yet
- A Triangle Area Based Nearest Neighbors Approach To Intrusion DetectionDocument8 pagesA Triangle Area Based Nearest Neighbors Approach To Intrusion DetectionHomeed AlzhraniNo ratings yet
- RGD AccessAbility Handbook 2015 ForWebFINAL-s PDFDocument32 pagesRGD AccessAbility Handbook 2015 ForWebFINAL-s PDFtiago87pintoNo ratings yet
- 9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by LayoutDocument7 pages9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by Layoutsuresh100% (1)
- Cathode Ray Oscilloscope (Cro)Document2 pagesCathode Ray Oscilloscope (Cro)jesunathan44@yahoo.comNo ratings yet
- Efecto de La Temperatura Del Hipoclorito de SodioDocument4 pagesEfecto de La Temperatura Del Hipoclorito de SodioMarriano DarinoNo ratings yet
- INNOVATIVE TRENDS - FLYER-converted-mergedDocument6 pagesINNOVATIVE TRENDS - FLYER-converted-mergedPandimadevi MNo ratings yet
- Debug 1214Document15 pagesDebug 1214manhlong2009No ratings yet
- 7 New Management ToolsDocument6 pages7 New Management ToolsKarthik SivaNo ratings yet
- Part A: - To Be Filled in by Officer From Respective OrganisationDocument1 pagePart A: - To Be Filled in by Officer From Respective OrganisationArcont ScriptNo ratings yet
- Environmental Engineering - Civil Engineering - McGill UniversityDocument4 pagesEnvironmental Engineering - Civil Engineering - McGill Universityamrin jannatNo ratings yet
- Heliobond GI WE3Document24 pagesHeliobond GI WE3jarodzeeNo ratings yet
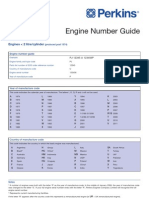
- Perkins Engine Number Guide PP827Document6 pagesPerkins Engine Number Guide PP827Muthu Manikandan100% (1)
- HF Acid Processing Valves Technical SpecificationsDocument4 pagesHF Acid Processing Valves Technical Specificationssemarasik_651536604No ratings yet
- Drum Unloading SystemDocument2 pagesDrum Unloading SystemJas SumNo ratings yet