You might also like
- Cours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Document79 pagesCours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Pascal Baudin67% (9)
- MétrologieDocument56 pagesMétrologieHakim Badri100% (4)
- Metrologie IDocument32 pagesMetrologie ITim Stelens Seka100% (2)
- Correction Ds1 Metrologie2012 - 2013 FinaleDocument4 pagesCorrection Ds1 Metrologie2012 - 2013 FinaleMounir Frija100% (1)
- Cours de Métrologie Chap I Microsoft PowerPointDocument26 pagesCours de Métrologie Chap I Microsoft PowerPointAbdelilah Mhaini100% (1)
- Metrologie DimensionnelleDocument7 pagesMetrologie DimensionnelleRajae ElNo ratings yet
- Cours MetrologieDocument122 pagesCours MetrologieSẵffǿủ JặmếsNo ratings yet
- Métrologie Dimensionnelle TPDocument24 pagesMétrologie Dimensionnelle TPOumar Sall100% (7)
- 1 Les Bases de La MetrologieDocument11 pages1 Les Bases de La MetrologieAmir Sedouan100% (2)
- Métrologie Dimensionnelle Et SurfaceDocument47 pagesMétrologie Dimensionnelle Et SurfaceTomas Muller TipsNo ratings yet
- TD MetrologieDocument10 pagesTD MetrologieSaidNo ratings yet
- Rapport TP de MétrologieDocument7 pagesRapport TP de Métrologiehala89% (9)
- Metrologie de Base 2Document10 pagesMetrologie de Base 2A. samir100% (2)
- TP1-Métrologie Rapport1Document10 pagesTP1-Métrologie Rapport1Ahmed Diaa elhak67% (3)
- Cours MetrologieDocument47 pagesCours MetrologieMehdi Billah ouassimNo ratings yet
- MetrologieDocument34 pagesMetrologieasalmi80% (5)
- Métrologie Doc ProfDocument14 pagesMétrologie Doc ProfELMustaphaELMoukhtariNo ratings yet
- TP MétrologieDocument12 pagesTP Métrologiecjs_rades8101No ratings yet
- Metrologie de BaseDocument8 pagesMetrologie de BaseA. samir86% (7)
- Cours de MétrologieDocument67 pagesCours de Métrologiedomgue lorraine ildaNo ratings yet
- MetrologieDocument227 pagesMetrologiemicipsa100% (3)
- Tech1 02 MetrologieDocument5 pagesTech1 02 MetrologieFredNo ratings yet
- Metrologie DimensionnelleDocument100 pagesMetrologie Dimensionnelleachrofo89% (9)
- Cours MetrologieDocument41 pagesCours MetrologieAbdelouahab Elhaji100% (2)
- Contrat de Phase Bielle Phase 10Document1 pageContrat de Phase Bielle Phase 10El Habib CherqaouiNo ratings yet
- Tolérance GéometriqueDocument30 pagesTolérance GéometriqueMohamed GibbsNo ratings yet
- Controle Angle Barre Sinus PDFDocument2 pagesControle Angle Barre Sinus PDFdolokhovNo ratings yet
- Metrologie Tci3Document58 pagesMetrologie Tci3ARSENE BRICE NDEMA BOMENo ratings yet
- TP2 - Controle Des Angles Et Des Cônes 1Document7 pagesTP2 - Controle Des Angles Et Des Cônes 1Gad Mumba100% (1)
- Metrologie - Incertitude de MesureDocument6 pagesMetrologie - Incertitude de MesureReignac100% (1)
- Tp2.pied A CoulisseDocument17 pagesTp2.pied A CoulisseAkram IbrirNo ratings yet
- Les Instruments de MesureDocument14 pagesLes Instruments de MesureAmine taik100% (1)
- Mesure Avec MicrometreDocument5 pagesMesure Avec Micrometrearistor123No ratings yet
- TP Pied A CoulisseDocument7 pagesTP Pied A CoulisseKader KaderNo ratings yet
- Rapport de MetrologieDocument14 pagesRapport de MetrologieMostafa BelaaroussiNo ratings yet
- Cotation de FabricationDocument6 pagesCotation de Fabricationkhocine100% (2)
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanNo ratings yet
- Metrologie TridimensionnelleDocument8 pagesMetrologie TridimensionnelleMansouri BeyremNo ratings yet
- Fonction Metrologie PDFDocument48 pagesFonction Metrologie PDFOussama BouzidNo ratings yet
- Qualification Metrologie Dimensionnelle Et Géometrique PDFDocument73 pagesQualification Metrologie Dimensionnelle Et Géometrique PDFsaid3232100% (2)
- FinalDocument18 pagesFinalAyoub TarhouchiNo ratings yet
- Cours Metrologie Et QualitéDocument31 pagesCours Metrologie Et QualitéMalik Youbi100% (2)
- Métrologie DimensionnelleDocument13 pagesMétrologie Dimensionnellelekouf43No ratings yet
- Cours MMT ProfDocument31 pagesCours MMT ProfFiras AjmiNo ratings yet
- Presentation Generale Metrologie v6 OlasDocument21 pagesPresentation Generale Metrologie v6 Olasامين بوعزيزNo ratings yet
- Polycopie Dessin Industriel PDFDocument76 pagesPolycopie Dessin Industriel PDFFodad Noz100% (2)
- Guide Tournage FraisageDocument19 pagesGuide Tournage Fraisagemaraghni_hassine759267% (3)
- Metologie Dimensionnelle Et Geometrique - 3 PDFDocument106 pagesMetologie Dimensionnelle Et Geometrique - 3 PDFdidined100% (3)
- Chapitre I Surfaces GauchesDocument11 pagesChapitre I Surfaces GauchesBahazNo ratings yet
- 2 Contrôle GéoDocument8 pages2 Contrôle GéoNS ADNo ratings yet
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Cours Metrologie Finale 2006Document68 pagesCours Metrologie Finale 2006Ahmed KanounNo ratings yet
- Cours Métrologie Et Contôle de Qualité PDFDocument79 pagesCours Métrologie Et Contôle de Qualité PDFmoez100% (3)
- Metro 1 GMDocument60 pagesMetro 1 GMmrduck lyNo ratings yet
- Métrologie Et Contrôle Qualité SommaireDocument2 pagesMétrologie Et Contrôle Qualité SommaireMounir Frija100% (1)
- Chapitre 1-MétrologieDocument20 pagesChapitre 1-MétrologieAmina BELABIDNo ratings yet
- Chap 1Document6 pagesChap 1erwyne.evrardNo ratings yet
- Compte Rendu Metrologie tp2Document34 pagesCompte Rendu Metrologie tp2No Raya100% (1)
- Chapitre 1 Introduction À La MétrologieDocument4 pagesChapitre 1 Introduction À La MétrologieLaurenne YaoNo ratings yet
- Modèle Fiche Matière - Usinage NumériqueDocument2 pagesModèle Fiche Matière - Usinage NumériqueMounir FrijaNo ratings yet
- Modèle Fiche Matière - DiagnosticDocument2 pagesModèle Fiche Matière - DiagnosticMounir Frija100% (2)
- Methodologie de Choix D'Une Architecture de Machine-Outil 5 Axes Pour L'Usinage Du TitaneDocument12 pagesMethodologie de Choix D'Une Architecture de Machine-Outil 5 Axes Pour L'Usinage Du TitaneMejri ImedNo ratings yet
- La Proposition Du ProgrammeDocument1 pageLa Proposition Du ProgrammeMounir FrijaNo ratings yet
- Programme JSE2K21 FINALEDocument1 pageProgramme JSE2K21 FINALEMounir FrijaNo ratings yet
- Dessin 1Document1 pageDessin 1Mounir FrijaNo ratings yet
- Dessin 1Document1 pageDessin 1Mounir FrijaNo ratings yet
- Fiche de Projet IndividuelDocument1 pageFiche de Projet IndividuelMounir FrijaNo ratings yet
- Recher Che Sur L'Alger IE: Cultur EET Patrim Oine: Yousse F Aziz FrijaDocument1 pageRecher Che Sur L'Alger IE: Cultur EET Patrim Oine: Yousse F Aziz FrijaMounir FrijaNo ratings yet
- Dessin 1Document1 pageDessin 1Mounir FrijaNo ratings yet
- ProgDocument2 pagesProgMounir FrijaNo ratings yet
- Principes PDCADocument26 pagesPrincipes PDCANesrine NouiraNo ratings yet
- Programmation Assistée Par OrdinateurDocument64 pagesProgrammation Assistée Par OrdinateurMounir FrijaNo ratings yet
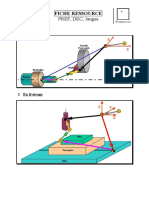
- FRPREFDECJAUGESDocument2 pagesFRPREFDECJAUGESMounir FrijaNo ratings yet
- Le Kaizen: Ou L'amélioration ContinueDocument54 pagesLe Kaizen: Ou L'amélioration ContinueMounir FrijaNo ratings yet
- CV Mounir Frija 2020 FrancaisDocument3 pagesCV Mounir Frija 2020 FrancaisMounir FrijaNo ratings yet
- PREFDECFDocument13 pagesPREFDECFMounir FrijaNo ratings yet
- Fabrication Assistée Par OrdinateurDocument89 pagesFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- Module 02 Formation NourrissonDocument3 pagesModule 02 Formation NourrissonMounir FrijaNo ratings yet
- Machines-Outils À Commande Numérique Structure, Modélisation Et RéglageDocument67 pagesMachines-Outils À Commande Numérique Structure, Modélisation Et RéglageMohamed El Hadi Redjaimia69% (16)
- AffutageDocument1 pageAffutageMounir FrijaNo ratings yet
- Prog MocnDocument55 pagesProg MocnMounir Frija100% (1)
- Afftage Manuel Des Outils Coupants-1558476221Document2 pagesAfftage Manuel Des Outils Coupants-1558476221Ait Abderrahman AbderrahimNo ratings yet
- RUGOSITEDocument13 pagesRUGOSITEMounir FrijaNo ratings yet
- Formation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueDocument1 pageFormation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueMounir FrijaNo ratings yet
- Mission Vision Valeurs de JCI - Franc ºais PDFDocument1 pageMission Vision Valeurs de JCI - Franc ºais PDFMounir FrijaNo ratings yet
- Module 01 Formation NourrissonDocument4 pagesModule 01 Formation NourrissonMounir FrijaNo ratings yet
- CV Mounir Frija FormateurDocument3 pagesCV Mounir Frija FormateurMounir FrijaNo ratings yet
- CV JciDocument2 pagesCV JciMounir Frija100% (1)
- La Nuit de L Info 2019-SujetDocument3 pagesLa Nuit de L Info 2019-SujetMounir FrijaNo ratings yet
- 04 TshibanguDocument43 pages04 TshibanguABDELLATIF FLILLOUNo ratings yet
- NR 348 Les Enjeux Du Renouvellement UrbainDocument6 pagesNR 348 Les Enjeux Du Renouvellement UrbainSabriRemremNo ratings yet
- TP1 CorrectionDocument4 pagesTP1 CorrectionthomaslauzeNo ratings yet
- Etude Geotechnique de Conception Phase Avant-Projet: Onyx AraDocument200 pagesEtude Geotechnique de Conception Phase Avant-Projet: Onyx AraManel HajjiNo ratings yet
- Durabilite Du BetonDocument71 pagesDurabilite Du Betonkj100% (1)
- Rapport de Stage À ImprimerDocument2 pagesRapport de Stage À Imprimerholi.simsimNo ratings yet
- Menu:: M21 Ch4: Les EngrenagesDocument11 pagesMenu:: M21 Ch4: Les EngrenagesYassine HnadaNo ratings yet
- CCC PDFDocument53 pagesCCC PDFDorcas BalalukaNo ratings yet
- 3000 Mondes Les Fonctions Planetaires Et Le Sutra Du LotusDocument18 pages3000 Mondes Les Fonctions Planetaires Et Le Sutra Du LotusSnaltes AxoNo ratings yet
- Prova CCF s4 2011 1 - 221022 - 144723Document4 pagesProva CCF s4 2011 1 - 221022 - 144723Milena CelestinoNo ratings yet
- Etat Algo Local Rés CaptDocument40 pagesEtat Algo Local Rés CaptHADJI MEDNo ratings yet
- 23Document4 pages23cionvilleNo ratings yet
- AnaDo AFC Cours TranscriptionDocument21 pagesAnaDo AFC Cours Transcriptiontaxby msgNo ratings yet
- Devoir de Contrôle N°1 - Math - 2ème Sciences (2017-2018) MR Afli AbdelazizDocument1 pageDevoir de Contrôle N°1 - Math - 2ème Sciences (2017-2018) MR Afli Abdelazizfourat marouenNo ratings yet
- 50 Ans Agriculture Au MarocDocument24 pages50 Ans Agriculture Au MarocSalim Riad Chabet DissNo ratings yet
- Calendrier de Deroulement Des Examens Blancs Regionaux 2024 Drena Abidjan 4Document3 pagesCalendrier de Deroulement Des Examens Blancs Regionaux 2024 Drena Abidjan 4Jonathan AmaoNo ratings yet
- 4calculs Puissances10Document1 page4calculs Puissances10bendjillali youcefNo ratings yet
- CC1 NomenclatureDocument9 pagesCC1 NomenclatureTitou100% (1)
- Binome NewtonDocument123 pagesBinome NewtonsliNo ratings yet
- Manjaka CVDocument1 pageManjaka CVTsanta RakotomalalaNo ratings yet
- 7°ano - Contrôle N°2 - Se Présenter Et Présenter Quelqu'un - Version ADocument3 pages7°ano - Contrôle N°2 - Se Présenter Et Présenter Quelqu'un - Version APaulaGomesNo ratings yet
- Gravitation Universelle 2Document1 pageGravitation Universelle 2JAWAD EL KHALLADINo ratings yet
- Generic PDFDocument2 pagesGeneric PDFBamba DiawNo ratings yet
- Chapitre 4Document7 pagesChapitre 4わから ないNo ratings yet
- Thermo Chimi Ex CorrigesDocument89 pagesThermo Chimi Ex CorrigesBebana Mohamed LeminNo ratings yet
- Michel Bousseyroux 2015Document3 pagesMichel Bousseyroux 2015KKNo ratings yet
- 1 Arbitrez Entre Les Grands Systèmes de Rémunération Selon Votre StratégieDocument12 pages1 Arbitrez Entre Les Grands Systèmes de Rémunération Selon Votre StratégieJean LotusNo ratings yet
- VarQual IntroDocument9 pagesVarQual IntroRahim BaldezNo ratings yet
- Module ISO 14001-v2015 - SBDocument137 pagesModule ISO 14001-v2015 - SBPrespecktive TNNo ratings yet