Professional Documents
Culture Documents
TROQUELADO DE LA CHAPA y CENTRO DE CORTE
Uploaded by
Elvira Tovar MalavéOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TROQUELADO DE LA CHAPA y CENTRO DE CORTE
Uploaded by
Elvira Tovar MalavéCopyright:
Available Formats
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales:
DEFORMACIN METALICA EN
FRO: PUNZNADO, CORTE,
EMBUTIDO, DOBLADO,
CURVADO, REBORDEADO, ETC
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
La deformacin metlica en fro consiste en conformar o cortar un material de un
poco espesor, normalmente inferior a 7 mm, sin calentamiento de este (excepto la
embuticin de chapas de acero duro o semiduro de espesor mayor a 7 mm en que se
trabaja en caliente
Debido a este pequeo espesor y por tanto a
su baja resistencia a ser trabajado, no es
necesario aumentar la temperatura del
material hasta un estado plstico como en el
caso de la forja para trabajarlo. Dada la
precisin dimensional de este mtodo, no slo
es utilizado en chapa sino que se utiliza para
acabar piezas obtenidas por otros
procedimientos. Adems de la precisin
dimensional y buen acabado conseguimos
mayor resistencia mecnica y dureza que en
el caso de deformacin en caliente.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Debido al gran uso de la chapa para la fabricacin de piezas, carroceras, trabajos
de calderera como tuberas, material elctrico, latas u objetos tan cotidianos
como ollas, cubertera, fregaderos, estuches metlicos, agujas de hilo... su estudio
se realiza de forma independiente segn el grosor de la chapa. As se llama
hojalatera o calderera fina si el espesor es menor a 1 mm, chapistera de 1 a 3
mm y calderera gruesa si es mayor a 3 mm. En nuestro estudio nos referiremos al
trabajo en chapa en general que como se sabe se obtiene por laminacin en
caliente en las metalurgias.
Materiales utilizados.
Los materiales de las chapas utilizadas en la conformacin en fro deben ser
materiales con las siguientes caractersticas:
La plasticidad que es la capacidad que debe tener el material para deformarse de
forma permanente sin romperse. Es importante que el material sea dctil y
maleable es decir que sea plstico al traccionarse y al comprimirse
respectivamente.
Un lmite elstico bajo, es decir, que debe poderse deformarse con facilidad, ya
que un material slo consigue deformarse permanentemente si se ejercen
esfuerzos superiores a dicho lmite.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa
Si se para la deformacin plstica momentos antes de la tensin ltima y se recose
la chapa, eliminando las tensiones internas y por lo tanto reblandeciendo el
material, nos alejaramos del punto de ruptura aun conservando la deformacin
conseguida. Esto nos permitira conseguir mayores deformaciones ya que
restauraramos su plasticidad.
Otro parmetro a tener en cuenta en algunas operaciones como el doblado es que
los materiales tienen una recuperacin elstica, es decir, que aunque se deformen
permanentemente suelen retroceder hacia su antigua posicin algunos grados. Por
eso al doblarse se debe hacer con unos grados por exceso para compensar este
hecho.
Teniendo en cuenta todas estas consideraciones, los materiales ms idneos en el
trabajo de chapa son:
Aceros dulces y extradulces (bajo contenido en carbono.)
Aceros austenticos inoxidables.
Latn y cobre.
Aleaciones ligeras y de aluminio-cobre.
Estas chapas se obtienen de las metalurgias en forma de carretes de chapa
enrollada o de lminas.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Operaciones principales.
Se nombran algunas de las operaciones que realizamos mediante deformacin en
fro y que estudiaremos a continuacin:
Troquelado, corte y punzonado
Embutido
Doblado o estampado
Cizallado
Rebordeado, plegado o perfilado
Perfilado
Repujado al torno
Acuado
Entallado
Otras
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
TIPOLOGA DE LAS PIEZAS DE CHAPA
Tamao
Geometra
Materiales
Tolerancias
Transformacin
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
CAMPOS DE APLICACIN
Industria de Automocin
Aeronutica
Naval
Ferroviaria
Elctrica
Electrnica
Informtica
etc
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
QU ES LA MATRICERA?
Matriz
Troquel
Estampa
Molde
TILES PARA LA TRANSFORMACIN DE PIEZAS DE CHAPA
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R.
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
CLASIFICACIN DE LAS MATRICES
Proceso de transformacin:
Manual
Semiautomtica
Automtica
Caractersticas constructivas: De
operaciones simples y de operaciones
simultaneas
De puente o gua de la tira de
chapa
Con pisador o prensa chapa
Coaxial o doble efecto
Progresiva
De transferencia
Ciclos de produccin
De pruebas
De prototipos
De produccin
Matriz progresiva con pisador
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Con pisador o prensa chapa
De puente o gua de la tira de chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
INTRODUCCIN A LA TECNOLOGIA
DE LAS MATRICES
MATRIZ PROGRESIVA: Se entiende por transformacin progresiva, la serie de
operaciones sucesivas que realiza una matriz para transformar una chapa plana, una
tira, o una cinta, en un objeto o pieza con una forma geomtrica propia.
Planta inferior
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
MATRIZ PROGRESIVA:
Planta inferior
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
MATRIZ DE TRANSFERENCIA: Se entiende por transformacin de transferencia, la
serie de operaciones sucesivas que realiza mas de unan matriz en forma
independiente, con la finalidad de transformar una chapa plana, una tira, o una cinta, en
un objeto o pieza con una forma geomtrica propia.
Planta inferior
Planta superior
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
MATRIZ DE TRANSFERENCIA:
1. Embutir.
2. Reducir embut.
3. Reducir embut.
4. Perfilar.
5. Calibrar.
6. Perforar.
7. Recortar
8. Punzonar.
9. Agujerear.
10. Bordonar.
11. Corta
PIEZAS
Planta inferior
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
PIEZAS OBTENIDAS CON MATRIZ PROGRESIVA:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
PIEZAS OBTENIDAS CON MATRIZ PROGRESIVA:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
PIEZAS OBTENIDAS CON MATRIZ
DE TRANSFERENCIA Y PROGRESIVA:
CARACTERSTICAS:
Reduccin de utillajes.
Mejora de la produccin.
Mejora de la productividad.
Reduccin de costes.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Planta Inferior con la banda
y la pieza cortada
Detalle del corte final
PIEZAS OBTENIDAS CON MATRIZ PROGRESIVA:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Roscado automtico en progresivo
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
PIEZAS OBTENIDAS CON MATRIZ PROGRESIVA:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Planta inferior: El armazn o base inferior de la matriz es el elemento sobre el cual
van montados todos los dems componentes, y a su vez, descansa sobre la
bancada de la prensa durante la fase de trabajo. Para el resto del troquel, la base y
los elementos que lleva montados hacen las funciones de apoyo puesto que
recibirn toda la fuerza de transformacin que la prensa aplique sobre ella.
Sobre la base inferior se montan las columnas gua que sirven como referencia de
centraje entre la parte superior e inferior, (parte mvil / parte fija). Asimismo,
dicha base tiene la misin de absorber y neutralizar todas las fuerzas que inciden
sobre su superficie durante la transformacin.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
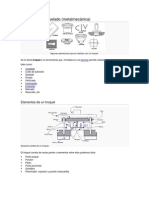
La planta inferior lleva montados
sobre su superficie los siguientes
elementos:
a) Placa porta matrices
b) Matrices o segmentos
de cortar, doblar o embutir
c) Reglas guas de banda
d) Placa Sufridera Inferior
e) Topes de avance
f) Columnas gua
g) Limitadores de picada
h) Pernos de transporte ...
La base inferior igual que la superior,
han de ir fuertemente fijadas a la
prensa utilizando tornillos o bridas,
ambas placas han de quedar alineadas
y centradas entre s por medio de las
columnas de centraje.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: : Troquelado de la chapa.
Planta superior: El Armazn o base superior tiene la misin de aglutinar en su
superficie todas la placas y elementos que sujetan y montan los punzones que
lleva la matriz, adems la base superior, va sujeta al carro superior de la prensa
que la inmoviliza y fija durante todo el proceso de trabajo. La base superior recibe
directamente todo el movimiento de la prensa para que esta lo transmita a los
punzones y estos transformen la chapa. La base superior y la inferior son las que
aglutinan todos los elementos de la matriz y ambas van guiadas por las columnas
gua y los casquillos correspondientes.
Algunos de los componentes que aloja la base superior son:
a) Placa porta punzones
b) Punzones de cortar, doblar, embutir,
centradores, .......
c) Placa sufridera o placa de choque
d) Casquillos guia o columnas
e) Placa pisador
f) Columnas guia auxiliares
g) Resortes, etc.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales. Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Ejemplo de fabricacin de un embase.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Ejemplo de fabricacin de un embase.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Ejemplo de fabricacin de un embase.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Ejemplo de fabricacin de un embase.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Proceso de doblado y curvado.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Proceso de doblado y curvado.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Proceso de doblado y curvado.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Se define con el trmino estampado aquel conjunto de operaciones con las cuales, sin
producir virutas, sometemos una chapa plana a una o ms transformaciones, con el fin
de obtener una pieza poseyendo forma geomtrica propia, sea sta plana o hueca. En
otros trminos, la chapa es sometida a una elaboracin plstica. La realizacin
prctica de estas operaciones se logra mediante dispositivos especiales llamados
matrices o estampas y aplicados, segn sus fines, sobre mquinas denominadas
corrientemente prensas. Las piezas de forma geomtrica complicada e irregular, pero
que tienen la caracterstica de estar constituidas de un material de espesor casi
uniforme, pueden obtenerse mediante una sucesin de "estampados". Las operaciones
del "estampado" de la chapa generalmente se subdividen en (En la terminologa tcnica
usual, se interpreta el trmino chapa como cualquier tipo de laminado delgado tanto en
lminas, tiras o cinta):
Corte de la chapa
mediante un
punzn
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Dos formas diferentes de obtener
una arandela de acero de bajo
carbono
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Corte de la chapa
mediante
cizallado
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Corte de la chapa en
tiras de diferentes
anchuras
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa.
Embutido de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Carter de aceite Carter de aceite Conjunto soporte amortiguador
Protector Cuerpo de filtro Carcasa de halgeno
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Doblado, curvado y plegado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Doblado, curvado y plegado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Doblado, curvado y plegado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de
la chapa: Corte y punzonado de la chapa: Mecnica del corte
Deformacin: los esfuerzos del punzn sobre la
chapa metlica, originan en sta una
deformacin, inicialmente elstica y despus
plstica, alrededor de los bordes del punzn y
matriz.
Penetracin: los filos de corte del punzn y matriz
penetran dentro del material, producindose
grietas en el material debido a la concentracin
de tensiones a lo largo de los filos de corte.
Fractura: las grietas originadas a uno y otro lado
de la chapa se encuentran, originando la
separacin del material. Asimismo, el punzn
contina su descenso para expulsar el recorte.
El juego de corte J, permite la penetracin del
punzn en la matriz (figura 3) y la expulsin del
material cortado.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de
la chapa: Corte y punzonado de la chapa : Mecnica del corte
Juego entre punzn y matriz: El juego de corte J tiene un efecto importante en el
proceso de corte y se define como la distancia lateral entre el filo del punzn y el filo de la
matriz. En general, el valor del juego de corte suele expresarse de dos maneras, bien como
porcentaje respecto al espesor de la chapa (juego de corte relativo) o dando el valor de la
distancia entre los filos. En el caso de punzones de seccin circular, el juego de corte ser la
mitad de la diferencia de dimetros de la matriz y el punzn, aunque es frecuente encontrar
datos de fabricantes que se refieren a la diferencia de dimetros de la matriz y punzn (2J).
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa: Juego entre punzn y matriz.
Lneas de micro
dureza para una
lamina de calibre 3
Juego normal
Juego
insuficiente Juego excesivo
Juego
inapropiados
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa.
Valor de las tolerancias
paras tres grupos de
lmina metlicas
a
Aleaciones de aluminio,
todos los temples
0,045
Aleaciones de aluminio,
2024ST y 6061ST
0,060
Latn, todos los temples 0,060
Acero suave laminado en
fro
0,060
Acero inoxidable, laminado
en fro
0,060
Acero de dureza media,
laminado en fro
0,075
Acero inoxidable de dureza
media y alta, laminado en
fro
0,075
Juego J a x t = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa
Para secciones circulares, tambin se puede usar la grfica siguiente:
Es evidente que el juego, segn sean agregadas
a la matriz o deducidas del punzn,
afectaran las piezas fabricadas.
Si el contorno exterior de la pieza debe ser
exacto, la holgura deber ser deducida
del punzn, dejando la matriz con sus
dimensiones nominales.
Por el contrario, si se trata de un contorno
interior, la tolerancia debe ser sumada al
contorno de la figura matriz, dejando el
punzn con sus dimensiones nominales.
Nominal
del punzn = 2
de la matriz = D =D
Punzn
Matriz
Diametro D J
Diametro
Nominal
de la matriz = 2
del punzn = D = D
Matriz
Punzn
Diametro D J
Diametro
+
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa
Tabla que permite calcular el juego ente el punzn y la matriz para cualquier figura.
Espesor de la
chapa
Juego entre punzn y matriz en mm
Acero blando
Acero
semiduro
Acero duro
Latn
blando
Latn
duro
Aluminio
0,25 0,01 0,015 0,02 0,01 0,025 0,02
0,50 0,025 0,03 0,035 0,025 0,03 0,05
0,75 0,04 0,45 0,05 0,03 0,04 0,07
1,00 0,05 0,06 0,07 0,04 0,06 0,10
1,25 0,06 0,075 0,09 0,05 0,07 0,12
1,50 0,075 0,09 0,10 0,06 0,08 0,15
1,75 0,09 0,10 0,12 0,075 0,09 0,17
2,00 0,10 0,12 0,14 0,08 0,10 0,20
2,25 0,11 0,14 0,16 0,09 0,11 0,22
2,50 0,13 0,15 0,18 0,10 0,13 0,25
2,75 0,14 0,17 0,20 0,12 0,14 0,28
3,00 0,15 0,18 0,21 0,13 0,16 0,30
3,30 0,17 0,20 0,23 0,15 0,18 0,33
3,50 0,18 0,21 0,25 0,16 0,19 0,35
3,80 0,19 0,23 0,27 0,19 0,22 0,38
4,00 0,20 0,24 0,28 0,21 0,24 0,40
4,30 0,22 0,26 0,30 0,23 0,27 0,43
4,50 0,23 0,27 0,32 0,26 0,30 0,45
4,80 0,24 0,29 0,34 0,29 0,33 0,48
5,00 0,25 0,30 0,36 0,33 0,36 0,50
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa.
Donde se debe aplicar la tolerancia (JUEGO) de corte?. Puesto que todas las
matrices cortantes han de llevar sus correspondiente tolerancia de corte, con
frecuencia se plantea el dilema de Dnde hay que aplicar la tolerancia de
corte, al punzn o a la matriz?
CONTORNOS INTERIORES:
Medida nominal en el
PUNZON y la tolerancia de
corte en la MATRIZ
CONTORNOS EXTERIORES:
Medida nominal en la
MATRIZ y la tolerancia de
corte en el PUNZON
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de
la chapa: Corte y punzonado de la chapa.
Donde se debe aplicar la tolerancia (JUEGO) de corte?.
CONTORNOS INTERIORES:
Medida nominal en el
PUNZON y la tolerancia de
corte en la MATRIZ
CONTORNOS EXTERIORES:
Medida nominal en la
MATRIZ y la tolerancia de
corte en el PUNZON
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales
Medida del punzn
D = 28 mm
Medida del agujero
D = 28 mm
Medida del desperdicio
D = 28,12 mm
Medida del la matriz
D = 28,10 mm
Ejemplo de pieza
a fabricar
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de
la chapa: Corte y punzonado de la chapa.
EJEMPLO:
PIEZA A FABRICAR
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de
la chapa: Corte y punzonado de la chapa.
PIEZA:
Medidas nominales: en pieza
Tolerancia de corte: en el punzn
AGUJEROS:
Medidas nominales: en punzones
Tolerancia de corte: en matrices
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la
chapa: Corte y punzonado de la chapa.
Dependiendo de las tolerancias de la pieza y de como se realice la transformacin, habr que
sobredimensionar el macho o la matriz.
0 00
0 07
55
+
,
,
|
0 09
0 06
40
+
+
,
,
|
CONTORNO EXTERNO:
Matriz: 54,94 54,96
Macho: 54,94 - Tolerancia
CONTORNO INTERNO:
Macho: 40,09 40,095
Matriz: 54,94 + Tolerancia
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la
chapa: Corte y punzonado de la chapa.
0 00
0 07
55
+
,
,
|
0 09
0 06
40
+
+
,
,
|
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa: Determinacin de la fuerza requerida
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa: Determinacin de la fuerza requerida
La resistencia de corte por punzonado ks ser, a partir de la mxima fuerza de corte Pmx:
max
s
c
P
k
A
=
donde Ac es el rea calculada a partir del espesor de la chapa e y el
permetro de corte:
. .
c c
A espesor perimetro de punzonado t p = =
y ks incluye los efectos del juego de corte, desgaste de la herramienta y la influencia de otros
parmetros, como las propiedades del material, espesor y forma del contorno del punzn.
En la prctica, en la industria se estima el valor de ks mediante la tensin mxima de
cizallamiento y la fuerza mxima de corte mediante:
s
t
= + = = Fuerza total = P .
Total Corte Exraccin corte c s c s
P P P A t p t t
El valor de se obtiene de la Tabla 9-46 a partir de la resistencia a la rotura . Por lo general,
se toma como resistencia de cizallamiento un valor igual del 75 al 80% de la resistencia
de rotura, sin embargo, esta proporcin vara con el tipo y espesor del material.
3 4
4 5
R s
a t o
| |
=
|
\ .
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Determinacin de la fuerza requerida
R
o
s
t
Resistencia a la rotura
Resistencia al corte
En el anlisis es bueno tener en cuenta el rozamiento que el material dilatado
genera a lo largo de las paredes de la matriz durante el corte. Al elegir la prensa se
deber, por consiguiente, tener en cuenta una mayor fuerza debido a dichos
rozamientos, multiplicando la fuerza de corte terica P
corte
por un coeficiente K
que puede variar de 1,1 a 1,2. Por consiguiente se tendr:
= . . . + P
mxima c s extraccin
P t p K t
P
extraccin
: es la fuerza de extraccin de la pieza, ya que la tira de chapa se queda
enganchada al punzn y debemos hacer una fuerza suplementaria al subir el
punzn mientras presionamos con prensachapas o tambin denominados
extractores. P
extraccin
= (2 7) % P
corte
(Dependiendo del permetro que haga
fuerza contra el punzn).
Debido a que la chapa se corta antes de que el punzn baje la profundidad
correspondiente al espesor de la chapa, debemos calcular la carrera (activa) en la
cual el punzn est cortando realmente la chapa. La carrera activa del punzn c
en funcin del espesor de la chapa s es:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
( )
= =
+
=
La potencia absorbida es:
.
. . . .
donde T es el tiempo que tarda el
punzn en completar un ciclo.
mxima
c s exraccin
P c
POTENCIA W
Tiempo
t p K P c
W
T
t
c = 0,50t
Materiales tenaces: c = 0,6.t
Materiales duros: c = 0,4.t
Como regla general cogeremos c = 0,5.t
Si escogemos un punzn biselado con una cierta inclinacin, entonces c = t (aprox.)
c = 0,50t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Una vez cortado el material, debe ser expulsado a travs de la matriz, que en general tiene
forma cnica para facilitar la extraccin y dificultar el regreso del material cortado con
el retroceso del punzn. La fuerza necesaria debe vencer el rozamiento y compresin
radial entre el punzn y la chapa y entre la pieza cortada y la matriz. Parte de estas
fuerzas tambin estn presentes durante el retroceso del punzn debido al rozamiento
de la chapa con el punzn. Esta fuerza de extraccin suele expresarse como porcentaje
de la fuerza necesaria para el punzonado y depende del material y del juego de corte
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Existen diversas maneras de efectuar este ngulo de escape, que dependen corrientemente
clase del material cortado y del nmero de piezas que se desea obtener:
A partir de la misma arista de corte. Se hace as frecuentemente en matrices
destinadas de metales blandos, como, por ejemplo, latn, aluminio, alpaca, plomo, etc.
(Fig. 9-302A).
Dejando una parte recta a partir de la arista de corte, con una profundidad de dos
o tres veces el espesor del material cortado. Este sistema se aplica en matrices
destinadas a cortar materiales duros, por ejemplo, hierro, acero, etc. (Fig. 9-302B),
con perfiles muy exactos.
A partir de la arista de corte de la matriz, el contorna, en un espesor de dos o tres
veces el espesor del material cortado. Es ligeramente cnico y, a partir del espesor
indicado, la conicidad aumenta rpidamente en un nmero mayor de determinado de
grados. Este sistema se aplica en matrices destinadas a cortar materiales muy duros
(Fig. 9-302C), que no requieran precisin en su contorno.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Disposicin de las figuras a cortar en la chapa
Los factores que determinan las dimensiones de una matriz y la posicin de la
abertura en la matriz propiamente dicha, son la forma y el tamao de la pieza.
sta se presenta frecuentemente en forma irregular, tanto que, si viene dispuesta
transversal o longitudinalmente en el centro de la matriz, ocasiona una notable
prdida de espacio con el consiguiente desperdicio de material. En este caso, es
conveniente estudiar la mejor disposicin, de modo que permita a todos los lados
de la figura encontrar cada uno su sitio, reduciendo al mnimo la prdida de
material.
Sin embargo, algunas veces no es posible hacerlo a causa de ciertas
irregularidades en los perfiles; pero se ha observado que, modificando
oportunamente la silueta de la pieza sin alterar las caractersticas, es posible
juntar una pieza con otra y obtener de este modo una disposicin favorable para
no dejar prcticamente inutilizada ninguna superficie. Si esto no resulta, se
dispondr la figura de modo que pueda seguirse el corte alternado, es decir: la
primera serie de cortes se ejecuta sobre una cara de la tira de chapa y la segunda
serie sobre la cara opuesta, o sea, empezando por la cabeza opuesta en la
siguiente pasada.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Algunas veces no es posible, debido a la asimetra de la pieza, obtener una
correlacin numrica en el paso existen entre unas piezas y otras, y entonces, en
vez de avanzar la tira segn la serie 1, 2, 3, 4,n, avanza 1, 3, 5, 7,n, es
decir, saltando un espacio un espacio de material en cada avance, espacio que
corresponde a la superficie de una pieza. Cuando se hace as, la tira es
introducida nuevamente en la matriz, siendo cortada la serie 2, 4, 6, 8,..n, y
dejando el mnimo de desperdicio. Un ejemplo de lo antes dicho puede observarse
en las Figs. 9-304 y 9-305.
La posicin de la pieza sobre la tira de chapa puede ser:
a) Disposiciones segn la forma:
Directa
Inclinada
Invertida
b) Disposiciones segn la importancia de la serie.
Disposicin simple
Disposicin multiple
Y est basada, en general, en el sentido de laminacin, teniendo en consideracin
las operaciones posteriores.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Disposiciones segn la forma:
Disposicin directa
Cuando las piezas se pueden inscribir en un rectngulo, esta es la mejor organizacin de las
figuras. Consiste en colocarlas unas tras otras sin girarlas.
Disposicin inclinada
Cuando las piezas pueden inscribirse en un tringulo rectngulo, la mejor organizacin es
una configuracin inclinada, es decir, las piezas giradas. Si la pieza queda inscrita en un
triangulo rectngulo de catetos iguales entonces se gira la pieza 45.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Disposicin invertida
Consiste en realizar una serie de piezas en posicin directa en un sentido y despus realizar
el corte en sentido opuesto. Slo se utiliza un punzn por operacin.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Disposiciones segn la importancia de la serie.
Disposicin mltiple
Para series medianas y grandes y para mejorar
el aprovechamiento del material se construye un
til de punzonado capaz de cortar varias piezas
a la vez. Por ello se habla en estos casos de
juegos de punzones. En el esquema una
disposicin de tres punzones al tresbolillo.
Disposicin simple
Cuando las series son pequeas no compensa
duplicar o multiplicar el nmero de tiles. Por lo
tanto se utilizar un slo punzn por operacin.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
En las Figs. 9-306, se indican cmo se han de disponer las siluetas de las piezas en
las sucesivas operaciones de corte, a fin de lograr la mxima economa de material.
Por medio de simples clculos aritmticos y de pruebas grficas, se puede definir
cul es la disposicin ms conveniente a fin de lograr, en una menor superficie, el
mayor nmero de piezas.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Bandas y avance de la chapa.
Partimos de unas bandas o tiras de chapa donde
cortaremos las figuras. En primer lugar avanzamos la
chapa hasta la posicin del punzn, cortamos y
volvemos a avanzar la chapa dejando un espacio
suficiente entre posicin y posicin. A este espacio que
avanzamos se le denomina paso (P). El paso se define
como la distancia entre dos posiciones homlogas de la
pieza para dos posiciones consecutiva., Normalmente
suele ser la longitud de la pieza ms una separacin.
Por otro lado la tira de chapa debe ser ms ancha que
la pieza. Esta anchura es el ancho de la tira (L
Tira
).
Exactamente, el ancho de la pieza ms una cierta
separacin a cada lado. La separacin est en funcin
del espesor y nunca debe ser inferior a 1 mm.
Generalmente si la separacin es entre un lado de la
pieza y el fin de la tira o un lado paralelo de la otra
pieza est separacin b
s
= b
r
= 2. t
0
donde t
0
es el
espesor de la chapa. Si la separacin es entre una
esquina o un lado curvo y el fin de la tira u otro lado de
la otra pieza entonces b
s
= b
r
= t
0
. La siguiente tabla,
tambin permite determinar los valores de separacin
de los bordes y entre huecos.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Grafica para determinar b
s
o b
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Para ilustrar lo descrito anteriormente, se va a
desarrollar ejemplos para la obtencin de un mismo
producto, usando diferentes disposiciones de la figura
sobre la chapa. Para esto supngase que se desea
fabricar, por troquelado la pieza indicada en la figura
abajo. El material de la chapa es de acero suave de m
= 1000 mm de ancho y n = 2000 mm de largo y t
0
=
1,50 mm de espesor. La perdida mxima de material
permitid es de 2,00 mm. El paso se asegura mediante
un mecanismo de balancn. Se pide:
Suponiendo que el recorte del agujero es
desperdicio, determinar todos los parmetros que me
permiten definir la fabricacin de la pieza indicada.
Para esto usar todas las posibles combinaciones de
posicin, sobre la tira de chapa (directa, indirecta,
inclinada, directa e imbricada, inclinada e imbricada y
en tresbolillo), para determinar, usando mximo dos
punzones, el mayor rendimiento de material. Hacer el
croquis con las medidas del ancho de la banda y el
paso en todas las posibles disposiciones.
m = 1000 mm
n = 2000 mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa.
Valores de b
s
o b
r
Longitud en
mm
Espesor de la chapa t
0
en mm
0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,25 2,50 3,00 3,50 4,00
10
1,50 1,20 1,00 1,40 1,50 1,80 2,00 2,00 2,00 2,00 2,50 2,50
50
2,00 1,70 1,75 1,90 2,00 2,20 2,50 2,80 3,00 3,50 3,70 4,00
100
3,00 2,40 2,00 2,40 2,50 2,70 3,00 3,20 3,50 4,00 4,20 4,50
150
3,50 2,90 2,50 2,90 3,00 3,20 3,50 3,70 4,00 4,50 4,70 5,00
250
4,00 3,40 3,00 3,40 3,50 3,70 4,00 4,20 4,50 5,00 5,20 5,50
350
4,50 3,90 3,50 3,90 4,00 2,20 4,50 4,70 5,00 5,50 5,70 6,00
2000 mm
1000 mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa. Disposicin DIRECTA de la figura en la
chapa.
2
2
2 37 2 2 41
2000
48
2 41
1 s
tira r
tira r
a) Paso =B + b = 24mm+ 2,00 = 26,00 mm
b ) L B b mm x mm mm
Largo de la chapa n n
c ) N de tiras tiras
Ancho de la tira L B b
Ancho de la chapa
d ) N de piezas por tira
Paso
= + = + =
= = = = =
+
=
1
2
1000
38
26
26 41 1066 00
s
tira
m
piezas
B b
e ) N piezas por chapa = N de tiras x N de piezas por tira = 48 x 38 =1824 piezas/chapa
f ) Area de material por pieza Paso x L mmx mm , mm
= = =
+
= = =
Nmero de piezas
por chapa = 1824
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R.
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa. Disposicin DIRECTA de la figura en la chapa.
( ) | |
1 3 2
1 1
2 2
2
2
1
10
2 2 2 49 25
2 2 2 12
12 49 25
49 25 7 34
2 2 180
49 25
1 12 1 1 09
2 2
13
C
rea cortada de material : A =A +A -A
S
S rsen sin sin ,
r x
r , x
A sen sen , , mm
,
h r cos mm cos , mm
A
o
o
t
o o
o
| | | | | |
= = = =
| | |
\ . \ . \ .
(
= = =
(
| | | |
= = =
| |
\ . \ .
= ( ) ( )
( )
2
2
2 2
3
10 13 1 09 10 140 09
12 452 39
h x , x , mm
A r mm , mm t t
+ = + =
= = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa: Corte
y punzonado de la chapa. Disposicin DIRECTA de la figura en la chapa.
( )
2 2
1 3 2
2 2 2
140 09 452 39 7 34 585 14
1066 00 585 14 480 86
C
g ) Area de desperdicio Area de material por pieza - Area cortada
Area cortada A A A A , , , mm , mm
Area de desperdicio , mm , mm , mm
h) % Desperdi
=
= = + = + =
= =
2
2
480 86
100 100 45 11
1066 00
100
Area de desperdicio , mm
cio x % x % , %
Area de material por pieza , mm
Area de material por pieza - Area cortada
% Desperdicio x %
Area de material por pieza
% Desperdic
= = =
=
( )
2
2
1 100
100 100 45 11 54 89
585 14
100 100 54 89
1066
Area cortada
io x %
Area de material por pieza
i ) % Aprovechamiento - % Desperdicio - , % ,
Area cortada , mm
Rendimiento % x x , %
Area de material por pieza mm
q
=
= = =
= = = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin INCLINADA de la figura en la
chapa.
Nmero de piezas por chapa =
2.014
( )
( )
2
24 2 26
2 12 2
12 2 12 26 5 2 12 19
19
0 731 46 95
26
37 12 25 25 0
tira r r
mm
b L B b EF ED b
De la figura se tiene BC mm y AC mm
AC
sen
BC
ED
CE mm sen ED CE sen x
CE
o
o o
1 s
a) Paso =B + b =
)
:
, ,
,
= + =
= + = + + +
= + + = = + + =
= = =
= = = = = 731 18 27
5 5 46 95 3 41
mm
EF
GE EI mm EF GE mm mm
GE
o o
,
cos cos cos , ,
=
= = = = = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa. Disposicin INCLINADA de la figura en la
chapa.
( )
2
2
3 41 18 27 12 33 68
33 68 2 2 37 50
2000
53
2 37 68
= + + =
= + =
= = = = =
+
=
, , ,
, ,
Largo de la chapa
)
Ancho de la tira ,
Ancho de la chap
)
tira
tira r
B mm mm mm
L mm x mm mm
n n
c N de tiras tiras
L B b
d N de piezas por tira
1
=
+
a-x
Cuando se trata de piezas inclinadas, existe la incertidumbre si en la ultima parte
de la tira cabe una pieza completa, por esta razon, se debe tomar en cuenta las
perdidas al final d
s
m x
Paso B b
12 2
19
0 731 46 95
26
= + + +
= = = =
e la banda, usando el siguiente procedimiento. Para esto, se debe
calcular la distancia que ocupa la longitud "x" de la ultima figura a cortar:
, ,
x CD HI
AC
sen
BC
o o
( ) 37 12 25 25 46 95 17 07
5 5 0 731 3 66
12 2 12 17 07 3 66 2 34 70
1000 34 70
= = = = = =
= = = = = =
= + + + = + + + =
=
cos cos cos , ,
, ,
, , , mm, por tanto
,
CD
CE mm CD CE x mm
CE
HI
GE EI mm sen HI EIsen mmx mm
EI
x CD HI
N de piezas por tira
o o
o o
1 37 1 38
26
+ = + =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa. Disposicin INCLINADA de la figura en la
chapa.
2
53 38 2014
26 37 68 979 68
tira
e N piezas por chapa N de tiras x N de piezas por tira x piezas chapa
f Area de material por pieza Paso x L mmx mm mm
g Area de desperdicio Area de material
) /
) , ,
)
= = =
= = =
=
( )
2 2
1 3 2
2 2 2
140 09 452 39 7 34 585 14
979 68 585 14 394 54
C
por pieza Area cortada
Area cortada A A A A mm mm
Area de desperdicio mm mm mm
Area de desperdicio
h Desperdicio
Area de material
-
, , , ,
, , ,
) %
= = + = + =
= =
=
2
2
394 54
100 100 40 27
979 68
100
1
mm
x x
por pieza mm
Area de material por pieza Area cortada
Desperdicio x
Area de material por pieza
Area cortada
Desperdicio
Area de material por pi
,
% % , %
,
-
% %
%
= =
=
=
( )
2
2
100
100 100 40 27 59 73
585 14
100 100 59 73
979 68
x
eza
i Aprovechamiento Desperdicio
Area cortada mm
n iento x x
Area de material por pieza mm
q
%
) % - % - , % , %
,
Re dim % , %
,
= = =
= = = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERA INVERTIDA
DIRECTA de la figura en la chapa.
Nmero de piezas por chapa =
2.236
( )
( )
( )
2
2 2
2 2
10 2 24 2 38
2 12 12 2
12 2 12 26 12 2 5 19
26 19 17 75 12 17 75 12 2 2 45 50
+ + + =
= + = + + +
= = + + = = + + =
= = = + + + =
=
1 s
a) Paso =B + b =
)
, , ,
arg
)
tira r r
tira
mm
b L B b AB b
AB BC AC BC mm y AC mm
AB mm L x mm
L o de la chapa
c N de tiras
Ancho de l
2
2000
43
2 45 50
= = = =
+ ,
tira r
n n
tiras
a tira L B b
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERTA INVERTDA
DIRECTA de la figura en la chapa.
1
2
1 1 2
= + + + = +
+
- -
)
,
s
Ancho de la chapa x Ancho de la chapa y m x y
d N de piezas por tira
Paso Paso B b
Cuando se trata de piezas directas e iveridas existe la incertidumbre si en la ultima
parte de la tira cab , ,
, dim . ,
tan "
e dos piezas completas por esta razon se debe tomar en cuenta
las perdidas al final de la banda usando el siguiente proce iento Para esto se deben
calcular la dis cias que ocupa la longitud
12 12 2 12 2 5 19 12 19 12 2 45
2 1000 45 26
2 52
38
= + + + = + + = = + + + =
= + =
" " "
a cortar:
y = 24+2=26mm
)
x y la longitud y de las dos ultimas figuras
x CA CA mm x mm
x
N de piezas por tira piezas
e N piezas por chapa
2
43 52 2236
38 45 50 1729
= = =
= = =
/
) ,
tira
N de tiras x N de piezas por tira x piezas chapa
f Area de material por dos piezas Paso x L mmx mm mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERA INVERTIDA
DIRECTA de la figura en la chapa.
( )
2 2
1 3 2
2 2 2
2
140 09 452 39 7 34 585 14
1729 2 585 14 558 72
=
= = + = + =
= =
) -
, , , ,
, ,
) %
C
g Area de desperdicio Area de material por dos piezas xArea cortada
Area cortada A A A A mm mm
Area de desperdicio mm x mm mm
h D
2
2
558 72
100 100 32 31
1729
100
= = =
=
,
% % , %
- 2x
% %
Area de desperdicio mm
esperdicio x x
Area de material por dos piezas mm
Area de material por pieza Area cortada
Desperdicio x
Area de material por dos piezas
( )
1 100
100 100 32 31 67 69
2
100
=
= = =
= =
2x
% %
) % - % - , % , %
Rendimiento %
Area cortada
Desperdicio x
Area de material por dos piezas
i Aprovechamiento Desperdicio
xArea cortada
x
Area de material por dos piezas
q
2
2
2 585 14
100 67 69
1729
= =
,
, %
x mm
x
mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
DIRECTA de la figura en la chapa.
Nmero de piezas por chapa = 2.250
( )
( )
2
2 2
2 2
24 2
2 37 12 2
12 2 14 5 2 7
14 7 12 12 37 12 12 12 2 2 65 12
tira r r
tira
mm
b L B b CA b
CA BC BA BC mm y mm
CA mm L x mm
c N de tiras
1 s
a) Paso =B + b = 26
)
BA
, , ,
Largo de la chapa
)
Ancho de la t
+ =
= + = + + +
= = + = = + =
= = = + + + =
=
2
2000
30
2 65 12
tira r
n n
tiras
L B b ira ,
= = = =
+
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
DIRECTA de la figura en la chapa.
1
2
1 1 2
s
m x y
d N de piezas por tira
Paso Paso B b
Ancho de la chapa-x Ancho de la chapa-y
)
NOTA: Si el resto de la primera divisin es cero, se debe suprimir una pieza
Cuando se trata de piezas dir
= + + + = +
+
ectas e iveridas, existe la incertidumbre si en la ultima
parte de la tira cabe dos piezas completas, por esta razon, se debe tomar en cuenta
las perdidas al final de la banda, usando el siguiente pro
12 5 12 2 5 2 7 12 7 5 12 2 38
24 2 2
x BA BA mm x mm
y
cedimiento. Para esto, se deben
calcular la distancias que ocupa la longitud "x" y la longitud "y" de las dos ultimas figuras
a cortar:
= + + + + = = + = = + + + + =
= + =
( ) ( )
6
1000
1 1 37 1 37 46 1 38 38 76
26 26
mm
N de piezas por tira
e N piezas por chapa N de tiras x N
-38 1000-26
,
Como el resto de la primera divisin es cero, se debe suprimir una pieza
)
| | | |
= + + + = + + + = + =
| |
\ . \ .
=
2
30 75 2250
26 65 12 1693
tira
de piezas por tira x piezas chapa
f Area de material por dos piezas Paso x L mmx mm mm
/
) ,
= =
= = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
DIRECTA de la figura en la chapa.
( )
2 2
1 3 2
2 2 2
2
140 09 452 39 7 34 585 14
1693 2 585 14 522 72
=
= = + = + =
= =
) -
, , , ,
, ,
) %
C
g Area de desperdicio Area de material por dos piezas xArea cortada
Area cortada A A A A mm mm
Area de desperdicio mm x mm mm
h D
2
2
522 72
100 100 30 88
1693
100
= = =
=
,
% % , %
- 2x
% %
Area de desperdicio mm
esperdicio x x
Area de material por dos piezas mm
Area de material por pieza Area cortada
Desperdicio x
Area de material por dos piezas
( )
1 100
100 100 30 88 69 12
2
100
=
= = =
= =
2x
% %
) % - % - , % , %
Rendimiento %
Area cortada
Desperdicio x
Area de material por dos piezas
i Aprovechamiento Desperdicio
xArea cortada
x
Area de material por dos piezas
q
2
2
2 585 14
100 69 12
1693
= =
,
, %
x mm
x
mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERA INVERTIDA
INCLINADA de la figura en la chapa.
Nmero de piezas por chapa =
2.280
( )
( )
( )
2
24 2
2 12 12 2
12 2 5 19 2 37 12 2 52 12 2 12 26
19 52
38 12 38 12
26
+ =
= + = + + +
= =
= + + = = + = = + + =
= = = + + +
1 s
a) Paso =B + b = 26
)
, donde
; ;
tira r r
tira
mm
b L B b DE b
AC BC AC x BE
DE
DE BE BC
AC mm BE x mm BC mm
mm x mm
DE mm L
mm
2
1
2 2 66
2000
30
2 66
2
1 1 2
=
= = = = =
+
= + + + = +
+
Largo de la chapa
)
Ancho de la tira
Ancho de la chapa-x Ancho de la chapa-y
)
tira r
s
x mm
n n
c N de tiras tiras
L B b
m x y
d N de piezas por tira
Paso Paso B b
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERA INVERTIDA
INCLINADA de la figura en la chapa.
Cuando se trata de piezas directas e iveridas, existe la incertidumbre si en la ultima
parte de la tira cabe dos piezas completas, por esta razon, se debe tomar en cuenta
las perdidas al final de la b
( ) 12 2 = + = =
anda, usando el siguiente procedimiento. Para esto, se deben
calcular la distancias que ocupa la longitud "x" y la longitud "y" de las dos ultimas figuras
a cortar:
BD-BN+ cos
AC
x BD BE sen
BC
o o
( ) ( ) ( )
( )
19
0 731 46 95
26
52 46 95 35 50 12 2 35 50 12 2 12 2 35 50
12 2
5 5 0 731 3 66 25 46 95 17 07
3 66 17 07 12
= = =
= = + = + + =
= + + +
= = = = = =
= + +
, ,
cos , , y BN= , - + ,
, , ; cos cos , ,
, ,
BD mm mm x mm mm
y MQ FP
MQ xsen mmx mm FP FEx mm mm
y mm mm
o
o o
( ) 2 34 73
2 1000 35 50 34 73
2 76
26
+ =
= + =
,
, ,
mm
x
N de piezas por tira piezas
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin PRIMERA INVERTIDA
INCLINADA de la figura en la chapa.
2
30 76 2280
26 66 1716
= = =
= = =
=
) /
)
)
tira
e N piezas por chapa N de tiras x N de piezas por tira x piezas chapa
f Area de material por dos piezas Paso x L mmx mm mm
g Area de desperdicio Area de material
( )
2 2
1 3 2
2 2 2
2
140 09 452 39 7 34 585 14
1716 2 585 14 545 72
= = + = + =
= =
=
-
, , , ,
, ,
) %
C
por dos piezas xArea cortada
Area cortada A A A A mm mm
Area de desperdicio mm x mm mm
Area de desperdicio
h Desperdicio
Area de mat
2
2
545 72
100 100 31 80
1716
100
1
= =
=
=
,
% % , %
- 2x
% %
2x
%
mm
x x
erial por dos piezas mm
Area de material por pieza Area cortada
Desperdicio x
Area de material por dos piezas
Area cortada
Desperdicio
Area
( )
2
2
100
100 100 31 80 68 20
2 2 585 14
100 100 68 20
1716
= = =
= = = =
%
) % - % - , % , %
,
Rendimiento % , %
x
de material por dos piezas
i Aprovechamiento Desperdicio
xArea cortada x mm
x x
Area de material por dos piezas mm
q
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
INCLINADA de la figura en la chapa.
Nmero de piezas por chapa =
2.325
( )
( )
2
24 2
2 12 12 2
12 2 14 5 2 7
7 19
30 0 731 46 95
14 26
+ =
= + = + + + + +
= + = = + =
= = = = = = =
1 s
a) Paso =B + b = 26
)
Del triangulo EBD se tiene: DB y
Por tanto, sen =0,50 , , ,
tira r r
mm
b L B b KJ IG GF b
mm DE mm
DE AC
sen
DB BC
| | o o
( ) ( )
( ) ( )
47
47 30 77
77 14 77 13 64
47 5 47 3 41
~
= + = + =
= = =
= = =
Del triangulo FCG se tiene:
Del triangulo GCF se tiene: , mm.
Del triangulo IGH se tiene: cos cos , mm.
Del triangul
ICF
GF GCxsen xsen
IG HGx x
o |
( ) ( )
( )
47 25 47 18 26
18 26 3 41 13 64 12 12 2 2 63 31
= = =
= + + + + + =
o IJH se tiene: , mm.
, , , ,
tira
KJ HKxsen xsen
L x mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
INCLINADA de la figura en la chapa.
Nmero de piezas por chapa =
2.325
( )
( )
2
24 2
2 12 12 2
12 2 14 5 2 7
7 19
30 0 731 46 95
14 26
+ =
= + = + + + + +
= + = = + =
= = = = = = =
1 s
a) Paso =B + b = 26
)
Del triangulo EBD se tiene: DB y
Por tanto, sen =0,50 , , ,
tira r r
mm
b L B b KJ IG GF b
mm DE mm
DE AC
sen
DB BC
| | o o
( ) ( )
( ) ( )
47
47 30 77
77 14 77 13 64
47 5 47 3 41
~
= + = + =
= = =
= = =
Del triangulo FCG se tiene:
Del triangulo GCF se tiene: , mm.
Del triangulo IGH se tiene: cos cos , mm.
Del triangul
ICF
GF GCxsen xsen
IG HGx x
o |
( ) ( )
( )
47 25 47 18 26
18 26 3 41 13 64 12 12 2 2 63 31
= = =
= + + + + + =
o IJH se tiene: , mm.
, , , ,
tira
KJ HKxsen xsen
L x mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
INCLINADA de la figura en la chapa.
2
1
2000
31
2 63 31
2
1 1 2
= = = = =
+
= + + + = +
+
Largo de la chapa
)
Ancho de la tira ,
Ancho de la chapa-x Ancho de la chapa-y
)
Cuando se trata de p
tira r
s
n n
c N de tiras tiras
L B b
m x y
d N de piezas por tira
Paso Paso B b
iezas directas e iveridas, existe la incertidumbre si en la ultima
parte de la tira cabe dos piezas completas, por esta razon, se debe tomar en cuenta
las perdidas al final de la banda, usando el sigu
12 12 2
25 47 17
= + + + +
= = =
iente procedimiento. Para esto, se deben
calcular la distancias que ocupa la longitud "x" y la longitud "y" de las dos ultimas figuras
a cortar:
-
cos cos ,
x CF HJ HI
HJ HK x mm x o
( ) ( )
( )
05
5 47 3 65
14 47 30 3 14
12 3 14 17 05 3 65 12 2 42 54
12 2
5 5 0 731 3 66 25 46
= = =
= + = + =
= + + + + =
= + + +
= = = = =
,
cos cos ,
, , - , ,
, , ; cos cos ,
mm
HI HG x sen mm x sen mm
CF GC x mm x mm
x mm
y MQ FP
MQ xsen mmx mm FP FEx mm
o
o |
o o
( )
95 17 07
3 66 17 07 12 2 34 73
2 1000 42 54 34 73
2 75
26
=
= + + + =
= + =
,
, , ,
, ,
mm
y mm mm mm
x
N de piezas por tira piezas
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Disposicin SEGUNDA INVERTIDA
INCLINADA de la figura en la chapa.
2
31 75 2325
26 63 31 1646
= = =
= = =
=
) /
) ,
)
tira
e N piezas por chapa N de tiras x N de piezas por tira x piezas chapa
f Area de material por dos piezas Paso x L mmx m mm
g Area de desperdicio Area de materia
( )
2 2
1 3 2
2 2 2
2
140 09 452 39 7 34 585 14
1646 2 585 14 475 72
= = + = + =
= =
=
-
, , , ,
, ,
) %
C
l por dos piezas xArea cortada
Area cortada A A A A mm mm
Area de desperdicio mm x mm mm
Area de desperdicio
h Desperdicio
Area de m
2
2
475 72
100 100 29 90
1646
100
1
= =
=
=
,
% % , %
- 2x
% %
2x
%
mm
x x
aterial por dos piezas mm
Area de material por pieza Area cortada
Desperdicio x
Area de material por dos piezas
Area cortada
Desperdicio
Area
( )
2
2
100
100 100 29 90 71 10
2 2 585 14
100 100 71 10
1646
= = =
= = = =
%
) % - % - , % , %
,
Rendimiento % , %
x
de material por dos piezas
i Aprovechamiento Desperdicio
xArea cortada x mm
x x
Area de material por dos piezas mm
q
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
N FIGURA N DE PIEZAS POR
CHAPA
PORCENTAJE DE
APROVECHAMIENTO
DE LA CHAPA %
1
POSICIN
DIRECTA
1824
0
2
POSICIN
INCLINADA
2014
9,43
3
PRIMERA
POSICIN
INVERTIDA
DIRECTA
2236
18,43
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Corte y punzonado de la chapa.
N FIGURA N DE PIEZAS POR
CHAPA
PORCENTAJE DE
APROVECHAMIENTO
DE LA CHAPA %
4
SEGUNDA
POSICIN
INVERTIDA
DIRECTA
2250
18,93
5
PRIMERA
POSICIN
INVERTIDA
INLINADA
2280
20,00
6
SEGUNDA
POSICIN
INVERTIDA
INLINADA
2325
21,55
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de
la chapa: Corte y punzonado de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Nujes de guas de columna.
Nm A B C D E
F
1 60 45 15 35 25
30
2 75 60 15 45 30
40
3 50 40 10 30 20
25
4 50 38 12 25 25
30
5 100 90 12 45 30
40
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Mango para troqueles.
d
Mango de la herramienta* Porta mango
a t e f g d
b
mnimo
c
d
rosca MA
z
8 22 3 19 3 ---- ---- 25 12 8 1
10 25 3 19 3 ---- ---- 28 12 8 1
12 28 3 19 3 ---- ---- 32 12 8 1
16 32 3 28 3,5 ---- ---- 36 20 10 1
20 40 5 28 3,5 3,5 13 45 20 10 2
25 45 6 35 4 4 17 50 25 12 2
32 56 6 35 4 4 24 60 25 12 2
40 72 8 55 7 7 26 75 40 20 2
50 80 8 55 7 7 36 85 40 20 2
65 100 8 55 7 7 51 105 40 20 2
80 125 10 78 9 9 62 130 60 24 3
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Ejemplo que ilustra el calculo del
esfuerzo cortante
Smbolos Ecuaciones Notas
= permetros
Parciales.
P= permetro total
A = rea relativa al
contorno cortado.
P = fuerza cortante
total
= Resistencia al
corte (ver Tabla 9-
45).
Unidades SI
1 2 3
; ; p p p
p
S
t
( )
( )
1
2
3
1 2 3
2
2 2 2
S
S
p R L
p d
p b h
p p p p
A pt
P A
P pt
t
t
t
t
= +
=
= +
= + +
=
=
=
S
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R.
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Determinacin de la presin especfica del
material del punzn
Smbolos Ecuaciones Notas
A
punzn
= rea de la
seccin transversal
del punzn.
P=fuerza cortante
total.
= Tensin de
compresin a la que
se somete el
punzn.
Unidades SI
C
o
punzon C
C
punzon
P A
P
A
o
o
=
=
C
o
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Verificacin de la longitud del punzn
l
e
, por pandeo
Smbolos Ecuaciones Notas
Pieza simplemente apoyada en los
extremos, guiados en la direccin del
eje primitivo
P = fuerza cortante total
l
e
= longitud efectiva del
punzn .
E = Mdulo de elasti-
cidad.
I = Momento de inercia
de la seccin transver-
sal del punzn.
=Resistencia al corte
t = Espesor de la chapa
longitud crtica
Unidades SI
2
2
4
4
3
0 05
64
0 222
S S
cr
cr
cr
S
e cr
P p dt
EI
P
l
d
I d
Ed
l
t
l l
t t t
t
t
t
t
= =
=
= =
=
s
,
Igualando estas
ecuaciones
,
De la cual debe de
verificarse que:
S
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Verificacin de la longitud del punzn
l
e
, por pandeo
Smbolos Ecuaciones Notas
Pieza simplemente apoyada en los
extremos, guiados en la direccin del
eje primitivo
P = fuerza cortante total
l
e
= longitud efectiva del
punzn .
E = Mdulo de elasti-
cidad.
I = Momento de inercia
de la seccin transver-
sal del punzn.
= Resistencia al corte
t = Espesor de la chapa
longitud crtica
Unidades SI
2
2
4
4
3
2
0 05
64
0 313
S S
cr
cr
cr
S
e cr
P p dt
EI
P
l
d
I d
Ed
l
t
l l
t t t
t
t
t
t
= =
=
= =
=
s
,
Igualando estas
ecuaciones
,
De la cual debe de
verificarse que:
S
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Verificacin de la longitud del punzn
l
e
, por pandeo
Smbolos Ecuaciones Notas
Pieza simplemente apoyada en los
extremos, guiados en la direccin del
eje primitivo
P = fuerza cortante total
l
e
= longitud efectiva del
punzn .
E = Mdulo de elasti-
cidad.
I = Momento de inercia
de la seccin transver-
sal del punzn.
= Resistencia al corte
t = Espesor de la chapa
longitud crtica
Unidades SI
( )
( )
2
2
3
3
3
2
0 083
12
0 641
S S
cr
cr
cr
S
e cr
P p b h t
EI
P
l
bh
I bh
Ebh
l
b h t
l l
t t
t
t
= = +
=
= =
=
+
s
,
Igualando estas
ecuaciones
,
De la cual debe de
verificarse que:
S
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de punzones.
Verificacin de la longitud del punzn
l
e
, por pandeo
Smbolos Ecuaciones Notas
Pieza simplemente apoyada en los
extremos, guiados en la direccin del
eje primitivo
P = fuerza cortante total
l
e
= longitud efectiva del
punzn .
E = Mdulo de elasti-
cidad.
I = Momento de inercia
de la seccin transver-
sal del punzn.
= Resistencia al
corte
t = Espesor de la chapa
longitud crtica
Unidades SI
( )
( )
2
2
3
3
3
2
2
0 083
12
0 907
S S
cr
cr
cr
S
e cr
P p b h t
EI
P
l
bh
I bh
Ebh
l
b h t
l l
t t
t
t
= = +
=
= =
=
+
s
,
Igualando estas
ecuaciones
,
De la cual debe de
verificarse que:
S
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de resortes.
Seccin transversal Carga Permisible P Flecha f Notacin
Resorte de seccin
rectangular
r = Radio de la espira
d = Dimetro de la espira
P = Carga permisible
F = Flecha total
n = nmero de espiras
= Tensin permisible
al corte (generalmente
varia entre 400 y 900 MPa
para acero especial de
muelles)
G = Modulo de elasticidad
al corte
Resorte de seccin
rectangular
r = Radio de la espira
d = Dimetro de la espira
P = Carga permisible
F = Flecha total
n = nmero de espiras
= Tensin permisible
al corte (generalmente
varia entre 400 y 900 MPa
para acero especial de
muelles)
G = Modulo de elasticidad
al corte
3
8
adm
d
P
D
t
t =
2
2
9
adm
hb
P
r
t =
2
adm
nD
f
dG
t
t =
3
4
8
max
nD
f P
d G
=
( )
2 2
2
2
5
adm
b h
f nr
bh G
t
+
=
adm
t
adm
t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Estampado de la chapa:
Corte y punzonado de la chapa. Diseo de resortes.
Seccin transversal Carga Permisible P Flecha f Notacin
Resorte de disco
elstico
D = Dimetro mayor
d = dimetro del agujero
P = Carga permisible
A = rea de la seccin
transversal
h = altura del disco
n = nmero de discos
= Solicitud admisible
a la compresin (Valor
medio 400 KPa)
( )
2
4
0 85
2
,
D
P
f nh
d t
=
( )
2
4
2
o sea
D
P=
c
c
P A
d
o
t
o
=
C
o
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Determinacin del centro de gravedad de las fuerzas cortantes.
Despus de haber buscado la mejor disposicin de las piezas en la banda, y
adoptado el tipo de til que conviene ms para la fabricacin deseada, se puede
pasar al estudio y al dibujo del til.
En primer lugar conviene situar los diferentes punzones en sus emplazamientos
respectivos con (eventualmente) el o las cuchillas de paso, segn el dispositivo de
avance adoptado.
Una vez efectuada esta colocacin, se determina la posicin del centrador o mango
de fijacin de la parte superior del til, para equilibrar las presiones ejercidas
durante el corte; esta posicin corresponde al centro de gravedad de los esfuerzos
de corte.
En muchos casos la superficie de apoyo del cabezal es suficientemente grande
para asegurar un asiento correcto del portapunzones; sin embargo, es preferible
determinar con precisin el centro de gravedad del til, para trabajar en las
mejores condiciones posibles.
NOTA:
Es necesario no confundir el centro de gravedad de los esfuerzos de corte (que es el del permetro de la pieza),
con el centro de gravedad de la misma (que es el de su superficie).
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
En el proyecto de las estampas, especialmente de
las de paso, es necesario tener en cuenta los
diversos esfuerzos de corte, en los
correspondientes puntos donde es solicitado el
material, a fin de poder establecer, con cierta
exactitud, el centro de las presiones medias o
centro de gravedad. Esta determinacin tiene por
objeto poder situar la estampa debajo del carro
de la prensa de modo que la lnea media de las
guas, especificada por el eje del agujero para el
mango, coincida con el centro de gravedad de los
esfuerzos de estampado.
Si no se verifica esta condicin se produce un
momento flector (PxL), ver Figura, que obliga al
carro de la prensa, cuando esta bajo la carga Q, a
tomar una directriz de deslizamiento oblicua
segn el ngulo , aumentando el juego de
deslizamiento por una parte y anulndola por la
otra.
o
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Las consecuencias prcticas son las siguientes:
Un mayor desgaste de las guas laterales debido al aumento del rozamiento
originado por la rotura de la pelcula de aceite en la zona donde el juego ha sido
anulado;
Problemas de resquebrajamiento de las aristas de los punzones y de las aristas de
las matrices debido a la falta de alineacin de estos ltimos rganos entre s y
En estampas con columnas de guas se puede producir resquebrajamiento debido
a la flexin a la que estn sometidas las columnas.
Cuando se trata de cortar piezas individuales se pueden presentar los siguientes
casos:
Algunas figuras geomtricas simples tienen su centro de gravedad en el punto
donde concurren sus medianas: crculo, cuadrado, rectngulo, paralelogramo,
rombo y tringulo equiltero.
En polgonos regulares su centro de gravedad corresponde al centro del crculo
inscrito o del circulo circunscrito.
Las figuras simtricas tienen su centro de gravedad en el punto en que se
encuentran sus ejes de simetra (ver Fig. -2- ).
En las figuras irregulares (a las cuales aadiremos el tringulo rectngulo, un
tringulo escaleno y el trapecio) el centro de gravedad se ha de determinar; ste
est generalmente en el interior de la figura, sin embargo, en algunas formas,
puede estar situado en el exterior (ver Fig. -3- ).
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes..
Fig. -3- Figuras irregulares
Fig. -2- Figuras simtricas
En las herramientas cortantes progresivas hay que realizar con mucha precisin el
clculo de la posicin del centro de gravedad de los esfuerzos cortantes. Como se
puede observar, la determinacin del centro de gravedad de las fuerzas de corte es
til en una gran cantidad de estampados. Existen diferentes mtodos para el clculo
del centro de fuerzas y con ello de la posicin del manguito de sujecin, estas son:
Calculo de la posicin con las fuerzas cortantes del punzn;
Calculo de la posicin con los centros de gravedad de los permetros de los
punzones;
Calculo de la posicin con los centros de gravedad de las masas de las aristas
cortantes;
Calculo de la posicin con los centros de gravedad de las superficies en las
herramientas de doblado y de estampacin.
Determinacin grfica de la posicin del manguito de sujecin.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
En las primeras cuatro posibilidades de clculo se
obtiene el centro de fuerzas con ayuda de la ley
de la palanca. La placa portapunzones se
considera para el caso como palanca. El eje de
giro de esta palanca se dispone
convenientemente de tal modo que todas las
fuerzas de los punzones acten en un sentido de
giro y las fuerzas del punzn ms a la derecha o
ms a la izquierda pasan por el punto de giro.
Estos momentos de las fuerzas de los punzones
actan en el brazo de palanca (X) buscado en
sentido contrario a la fuerza total de la palanca
(ver Fig. -4- ).
1.Calculo de la posicin con las fuerzas cortantes
del punzn.
( )
=
= =
2
2
Momento de giro a la izquierda momento giro a la derecha
P .a
P .a P.x x 1
P
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Donde P es la fuerza de corte. Si actan ms fuerzas de otros tantos punzones, la
Ec. 1 toma la forma general siguiente:
( )
=
=
+ + +
= =
+ + +
N
i i
1 1 2 2 3 3 i 1
N
1 2 3
i
i 1
Pa
P .a P .a P .a ...
x x 2
P P P ...
P
2. Calculo de la posicin de los centros
de gravedad de los permetros de los
punzones para punzones dispuestos
simtricamente (ver Fig. 5).
La Ec. (1) puede tambin ser escrita de la
siguiente forma:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( ) ( )
( ) ( ) ( )
( ) ( ) ( )
= o = o
= =
= =
= + +
2 R R
2 Total
2
2 2
Total total
1 2 3
P .a P.x Area de corte . .a Area de corte . .x
Area de corte permetro . Espesor de lachapa p .t
Area de corte permetro . Espesor de lachapa p.t
Donde
p p p p ...
Sustituyendo estos valore
( )
=
=
o
o
+ + +
=
+ + +
2 R 2
R
N
i i
1 1 2 2 3 3 i 1
N
1 2 3
i
i 1
s en la primera ecuacin, resulta:
p .t. .a. p .a
X= =
p.t. p
O tambin:
p a
p .a p .a p .a ...
X= 3
p p p ...
p
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
La Ec. -3- es vlida nicamente
para secciones transversales de los
punzones que constituyan lneas
geomtricas sencillas y cerradas
tales como cuadrados, rectngulos,
tringulos, rombos, circunferencias
y elipses.
Si los punzones estn dispuestos
asimtricamente, el centro de las
fuerzas no estar generalmente
sobre un eje. En estos casos la
distancia X e Y del centro de las
fuerzas se calcula
convenientemente segn dos
direcciones normales entre s (ver
Fig. 6), es decir:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
= =
= =
+ + + + + +
= =
+ + + + + +
N N
i i i i
1 1 2 2 3 3 4 4 1 1 2 2 3 3 4 4 i 1 i 1
N N
1 2 3 4 1 2 3 4
i i
i 1 i 1
pa pb
p a p .a p .a p .a p b p .b p .b p .b
X= (4-a) Y= (4-b)
p p p p p p p p
p p
3. Calculo de la posicin con los centros de gravedad de las masas de las aristas
cortantes (ver Fig. 7).
Si las aristas cortantes de los punzones forman figuras compuestas, coincidir el
centro de las fuerzas con el centro de gravedad de las lneas de todas las aristas
cortantes. Las lneas de corte se dividen en segmentos cuyos centros de gravedad
sean conocidos (lneas rectas, arcos circulares). Para el clculo de las longitudes de
los segmentos lineales (l
1
, l
2
, l
3
) se consideran como fuerza parciales y las
distancias perpendiculares de sus centros de gravedad a un eje de giro establecido
como brazos de palanca (a
1
, a
2
, a
3
) y de acuerdo con la ley de la palanca se
calcula la distancia X para la fuerza total. Segn las formas dadas del contorno y
las disposiciones de los punzones habr que calcular tambin la distancia Y,
adems de la distancia X.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( )
( )
=
=
+ + + = + + +
+ + +
= =
+ + +
1 2 3 3 11 22 33 4 4
N
i i
11 22 33 4 4 i 1
N
1 2 3 3
i
i 1
X. l l l l al a l a l a l
la
al a l a l a l
X 5
l l l l
l
4. Calculo de la posicin con los centros de gravedad de las superficies en las
herramientas de estampacin y doblado.
En el caso de trabajos de estampacin o troquelado la fuerza acta en general
perpendicularmente a la superficie de las piezas. Para este caso, se toman como
fuerzas para el clculo del centro de las fuerzas las magnitudes de las superficies
parciales (A
1
, A
2
, A
3
) y como brazos de palanca las distancias perpendiculares
(a
1
, a
2
, a
3
) de sus centros de gravedad de un eje de giro dado. Se obtiene como
distancia del centro de fuerzas de ese eje de giro segn la ley de la palanca, para
dar:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( )
N
i i
1 1 2 2 3 3 i 1
N
1 2 3
i
i 1
Aa
Aa A a A a ...
X 6
A A A .......
A
=
=
+ +
= =
+ +
5. Determinacin grfica de la posicin del manguito de sujecin.
La posicin correcta del manguito de sujecin puede determinarse tambin
grficamente. Para ello pueden considerarse o bien las mismas fuerzas de los
punzones, los permetros de los punzones o sus elementos lineales, as corno en el
caso de herramientas para conformacin considerar tambin las distintas
superficies corno elementos de fuerza activos.
Para describir este mtodo, se considerara el caso previo, del corte de bridas con
dos agujeros (ver Fig. -5- ), para determinar del modo grfico la posicin del
manguito de sujecin, mediante los permetros de tos punzones. Se trazan en la
figura las lneas de corte paralelas hacia abajo, dibujadas a escala y partiendo de
los centros de gravedad de los permetros de los punzones. Por otro lado, en un
dibujo que llamamos polgono de fuerzas se disponen alineadas unas a
continuacin de otras y como sustitutivas de las fuerzas de los punzones los
permetros de los mismos en forma de segmentos rectilneos. Para ello se elige una
escala, por ejemplo, 5 mm de permetro del punzn a 1 mm..
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
A continuacin desde los extremos do cada segmento se trazan rayas quo pasen
por un polo elegido a una cierta distancia. Ahora se trazan por orden paralelas a
estas rayas por las lneas de accin de los permetros de los punzones, de tal modo
que cada paralela arranque del punto de interseccin de la anterior. Se tiene
formado all el llamado, polgono funicular. Si se prolongan las dos lneas
exteriores del polgono funicular se obtiene un punto de interseccin que
transportado verticalmente a la lnea de, simetra nos da la posicin del manguito
de sujecin (ver Fig. -8-).
Del modo explicado puede determinarse el centro de fuerzas y con ello la correcta
posicin del manguito de sujecin en el caso de herramientas por conformacin. Si
la figura constituida por las lneas cortantes tiene un eje de simetra, el punto
centro de las fuerzas estar situado en ese eje Si la figura constituida por las
lneas de corte no presenta ningn eje de simetra, el polgono de tuerzas tendr
que formar un ngulo recto a base de los segmentos parciales en dos direcciones
marcadas. De este modo se obtienen dos lneas de accin resultantes, cuya
interseccin nos dar la posicin del manguito de sujecin
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Ejemplo:
Se ha de fabricar, por troquelado la pieza
indicada en el croquis adjunto. El material de
la chapa es acero inoxidable recocido de 2
mm de grosor. El paso se asegura mediante
un mecanismo de balancn.
Se pide:
a) Suponiendo que el recorte del agujero es
desperdicio, calcular el rendimiento de
material para una posicin normal o directa
y para la posicin de mximo rendimiento
utilizando el diseo ms compacto de la
placa matriz para dos punzones. Hacer el
croquis con las medidas del ancho de la
banda y del paso para ambas posiciones.
Para el caso de posicin de los punzones
normal o directa:
Medidas en mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R.
PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
b) Represente esquemtica y
grficamente como estaran dispuestos
los dos punzones indicando el avance de
la chapa y las medidas reales de los
punzones.
c) Calcular la fuerza de corte necesaria
si la matriz es progresiva y la posicin
del centro de presiones para este caso
respecto al punto A de la banda de
chapa (ms cercano a la primera
posicin de troquelado).
Solucin
El problema se realiza en todos los
apartados para un solo juego de
punzones, conformado por dos
punzones, uno para realizar el agujero
y otro para el recorte.
Croquis de las diferentes posiciones
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
De la grafica o tabla, para t = 2,00 mm, la separacin debe ser de es de 3,00 mm,
que es lo mximo permitido. Esta es la separacin entre dos piezas o anchura de
espacios intermedios. De esto ltimo y de la figura, se tiene que el paso esta dado
por:
2
2
3
2 100 2 3 106
2000
18
2 106
1 s
tira r
tira r
a) Paso =B + b = 100mm+ ,00 = 103,00 mm
b ) L B b mm x mm mm
Largo de la chapa n n
c ) N de tiras tiras
Ancho de la tira L B b
Ancho de la chap
d ) N de piezas por tira
= + = + =
= = = = =
+
=
1
2
1000
9
103
103 106 10918 00
s
tira
a m
piezas
Paso B b
e ) N piezas por chapa = N de tiras x N de piezas por tira = 18 x 9 =162 piezas/chapa
f ) Area de material por pieza Paso x L mmx mm , mm
= = =
+
= = =
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( )
( )
2 3 4 5 1
2
2
2 2
1
2
2
2
3
2
4
2
5
2
2
10
50 157 08
2 2
75 40 3000 00
25 30 750 00
20 50 1000 00
20 40 800 00
3000 00 750 00 1000 00 800 00 157 08
5392 92
= = = =
= =
= =
= =
= =
A =A +A +A +A -A
A ,
A ,
A ,
A ,
A ,
A = , + , + , + , - ,
A = ,
T
T
T
r
mm mm
mmx mm mm
mmx mm mm
mmx mm mm
mmx mm mm
mm
mm Superfi
t
t
t
( )
2 2
1 3 2
2
140 09 452 39 7 34 585 14
10918 00 5392 92
=
= = + = + =
=
) -
, , , ,
, ,
T
cie cortada
g Area de desperdicio Area de material por pieza Superficie cortada
Superficie cortada A A A A mm mm
Area de desperdicio mm m
2 2
2
2
5525 08
5525 08
100 100 50 61
10918 00
=
= = =
=
,
,
) % % % , %
,
-
%
m mm
Area de desperdicio mm
h Desperdicio x x
Area de material por pieza mm
Area de material por pieza Superficie cortada
Desperdicio
Area de materia
( )
100
1 100
100 100 50 61 49 39
=
= = =
= =
%
% %
) % - % - , % , %
Rendimiento %
x
l por pieza
Superficie cortada
Desperdicio x
Area de material por pieza
i Aprovechamiento Desperdicio
Superficie cortada
Area de mate
q
2
2
5392 92
100 100 49 39
10918 00
= =
,
, %
,
mm
x x
rial por pieza mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Juego J C x t = =
Valor de las tolerancias paras tres
grupos de lmina metlicas
C
Aleaciones de aluminio, todos los
temples
0,04
5
Aleaciones de aluminio, 2024ST y
6061ST
0,06
0
Latn, todos los temples
0,06
0
Acero suave laminado en fro
0,06
0
Acero inoxidable, laminado en fro
0,06
0
Acero de dureza media, laminado
en fro
0,07
5
Acero inoxidable de dureza media y
alta, laminado en fro
0,07
5
Es evidente que el juego, segn sean agregadas a la
matriz o deducidas del punzn, afectaran las piezas
fabricadas.
Si el contorno exterior de la pieza debe ser exacto, el
juego deber ser deducido del punzn, dejando la
matriz con sus dimensiones exactas:
Por el contrario, si se trata de un contorno interior
exacto de la pieza, el juego debe ser sumada al
contorno de la figura matriz, dejando el punzn con
sus dimensiones exactas :
m
del punzn = 2
de la matriz = D
p
Diametro D J
Diametro
p
del punzn = 2
de la matriz = D
m
Diametro D J
Diametro
+
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
= = ; Para acero inoxidable C = 0,06 t, t = 2 mm,
Juego = 0,06 x 2 = 0,12 mm
Juego J C x t
Como se requiere que el contorno del
agujero semicircular debe ser
exacto, el juego de 0,12 mm se le
debe agregar a la matriz y el punzn
se deja con las dimensin nominal.
Por el contrario, si el contorno
exterior de la pieza cortada debe ser
exacto, el juego de 0,12 mm se le
debe deducir al punzn dejando la
matriz con su dimensin nominal.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
Determinacin de la fuerza y potencia requerida.
La fuerza total de troquelado est dada por:
Total Corte Exraccin
P P = + Fuerza total = P
Como se trata de una diseo con matriz simple, esto implica que ,
resultando que:
0
Exraccin
P =
corte c s c s
P A t p t t . = =
Ac, es el rea calculada a partir del espesor de la chapa t y el permetro de corte p
c
y
es la tensin mxima de cizallamiento, determinada en la siguiente tabla:
s
t
( ) ( )
1 2 3 4 5
1
2
3
4
5
2 10 2 51 42
2
75 40 75 10 200
5 30 25 60
50 50 100
20 20 40 20 100
= =
= + + + +
= + = + = + =
= + + + =
= + + =
= + =
= + + + =
.
,
corte c s c s
c
P A t p
p p p p p p
D
p D r mm
p mm
p mm
p mm
p mm
t t
t
t t
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( )
3 3 6
2
51 42 200 60 100 100 511 42
520
2 10 511 42 10 10 532 54
= + + + + =
=
= = =
, ,
e la tabla 9-46 para acero inoxidable recocido t = 2,00 mm
x , x 520
c
s
corte
p mm
D MPa
N
P x m x m x KN Toneladas
m
t
Determinacin del centro de gravedad de las fuerzas cortantes.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
( )
=
=
=
+ + + +
=
+ + + +
= + + + +
= = + = =
= = + = =
= = + + =
5
i i
1 1 2 2 3 3 4 4 5 5 i 1
5
1 2 3 4 5
i
i 1
5
i 1 2 3 4 5
i 1
1 1 1
2 2 2
3 3
p a
p a p .a p .a p .a p .a
X= (4-a)
p p p p p
p
p p p p p p
p 51, 42mm, a 5 r 0,637r 8,63mm, b 20mm
75
p 200mm, a 103 140,50mm, b 20mm
2
25
p 60mm, a 103 75 190,50
2
( )
=
=
= = + + + = = + =
= = + + = =
= + + + + =
3
4 4 4
5 5 5
5
i
i 1
mm, b 15mm
50
p 100mm, a 103 75 5 10 193mm, b 30 55mm
2
p 100mm, a 103 60 20 183, 00mm, b 90mm
p 51, 42 200 60 100 100 511, 42mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Centro de fuerzas cortantes.
=
=
=
=
=
=
+ + + +
=
= =
+ + +
=
5
i i
i 1
5
i
i 1
5
2 i i
i 1
5
i
i 1
5
i i
i 1
5
i
i 1
p a
51, 42mmx8,63mm 200mmx.140,50mm 60mmx190,50mm 100mmx193mm 100mmx183mm
X=
511, 42mm
p
p a
77573, 75mm
X= 151,68mm
511, 42mm
p
pb
51, 42mmx20mm 200mmx20mm 60mmx15mm 100m
Y=
p
=
=
+
= =
5
2 i i
i 1
5
i
i 1
mx55mm 100mmx90mm
511, 42mm
pb
20428, 40mm
Y= 39, 94mm
511, 42mm
p
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Ejemplo 2
Se quiere obtener por troquelado la pieza mostrada en la figura, de 40x40x10 mm y
2 mm de de espesor, con una matriz de un solo punzn que recorta el contorno de
la figura. El material de la chapa usado es un acero suave recocido c0n un 0,25 %
de carbono. El til dispone del sistema de posicionado y centrado de balancn.
Se pide:
1. Considerando los mrgenes adecuados por tener una salida continua y ligada del
recorte, determine y dibuje la posicin relativa del punzn y la tira de material
que comporte mayor rendimiento (%) del material empleado, que se ha de
calcular. Compare este rendimiento con el de la posicin "Normal: LLLLL...".
2. Determine la fuerza de corte necesaria y la fuerza de la prensa suponiendo que
la matriz tiene un prensachapas.
3. Determine (croquis) las medidas de la planta del punz y de la placa matriz,
considerando el juego adecuado.
4. Determine la posicin del c.d.c. (centro de carga), respecto al extremo de la
pieza.
5. Determine - dibujando el croquis - el rendimiento del material para una
hipottica disposicin.
6. Determine grficamente el nuevo c.d.c. (Cotas sobre el croquis anterior).
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
1. Determine a partir de que serie de piezas mnima es rentable la construccin de
una matriz de dos punzones respecto a una simple sabiendo que:
El costo de la matriz "simple" (1): 35.700 Bs, incluidos gastos de
mantenimiento.
Duracin o vida de la matriz: indefinida, al menos 2.000.000 de piezas.
Costo horario de la prensa necesaria: 280 Bs/h.
El costo de la matriz "doble" (2): 53,500 Bs. incluidos gastos de
mantenimiento.
Duracin o vida de la matriz: indefinida, al menos 2.000.000 de piezas
(4.000.000 piezas)
Costo horario de la prensa necesaria (doble fuerza que la 1): 320 Bs/h.
Tiempos de ciclo: 1 seg para ambas matrices.
Precio del coste del material: 10 Bs/kg. Densidad del acero M=7,8 gr / cm
3
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Valores de b
s
o b
r
Longitud
en mm
Espesor de la chapa t
0
en mm
0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,25 2,50 3,00 3,50 4,00
10
1,50 1,20 1,00 1,40 1,50 1,80 2,00 2,00 2,00 2,00 2,50 2,50
50
2,00 1,70 1,75 1,90 2,00 2,20 2,50 2,80 3,00 3,50 3,70 4,00
100
3,00 2,40 2,00 2,40 2,50 2,70 3,00 3,20 3,50 4,00 4,20 4,50
150
3,50 2,90 2,50 2,90 3,00 3,20 3,50 3,70 4,00 4,50 4,70 5,00
250
4,00 3,40 3,00 3,40 3,50 3,70 4,00 4,20 4,50 5,00 5,20 5,50
350
4,50 3,90 3,50 3,90 4,00 2,20 4,50 4,70 5,00 5,50 5,70 6,00
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
( )
2
2 40 2 2 50 45
100
42 50 45
= + = + =
= =
= =
1 s
tira r
tira
Posicin Directa:
a) Paso =B + b = 40mm+ 2,50 = 42,50 mm
b ) L B b mm x , mm mm
Area cortada
Rendimiento % x
Area de material por pieza
Area de material por pieza Paso x L , mmx m
q
( ) ( )
( )
2
2 2 2
2
2
1912 50
40 10 30 10 700
700
100 36 60
1912 50
=
= + =
= =
m , mm
Area cortada x mm x mm mm
mm
% x , %
, mm
q
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
( )
2
5
2
2
2 40 2 2 2 00
60 57
100
= + = +
=
= =
=
1 s
tira r
tira
Posicin oblicua.
a) Paso =B + b = 10 mm+ mm
Paso = 17,68 mm
b ) L B b mm x , mm
L , mm
Area cortada
Rendimiento % x
Area de material por pieza
Area de material por pieza
q
( ) ( )
( )
2
2 2 2
2
2
60 57
1070 74
40 10 30 10 700
700
100 65 38
1070 74
=
=
= + =
= =
tira
Paso x L 17,68 mmx , mm
Area de material por pieza , mm
Area cortada x mm x mm mm
mm
% x , %
, mm
q
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
2. Si la matriz tiene prensachapas, en el momento del corte, cuando el punzn se
retira la chapa tiende a ir en el sentido de este, por lo tanto el prensachapas ejerce
una fuerza contraria. Para a evitarlo P
extraccin
= (2 7) % P
corte
+ P . . . + P
mxima corte extraccin c s extraccin
P P t p K t = =
Acero suave recocido c0n un 0,25 % de carbono. De la Tabla 9-46 se tiene que
es igual a 320+350/2= 335 MPa.
s
t
( )
3 3 6
2
0 07 1 07
2 335
10 30 30 10 40 40
1 07 2 10 160 10 1 15 335 10 132
+ , , . . .
; K=1,15;
= =160mm
, ,
mxima corte corte c s
s
c
mxima
P P P t p K
t mm MPa
p
N
P x x mx x mx x x KN
m
t
t
= =
= =
+ + + + +
= =
3. Para hallar la medida del punzn y la matriz debemos consultar el grfico que
relaciona el juego entre el punzn y la matriz, segn el tipo de acero y el espesor
de la chapa.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Valor de las tolerancias paras
tres grupos de lmina
metlicas
a
Aleaciones de aluminio, todos
los temples
0,045
Aleaciones de aluminio,
2024ST y 6061ST
0,060
Latn, todos los temples 0,060
Acero suave laminado en fro 0,060
Acero inoxidable, laminado
en fro
0,060
Acero de dureza media,
laminado en fro
0,075
Acero inoxidable de dureza
media y alta, laminado en fro
0,075
0 06 2 00 0 12 , , , Juego J x mm mm = = =
3. Para hallar la medida del punzn y la matriz
debemos consultar el grfico que relaciona el
juego entre el punzn y la matriz, segn el
tipo de acero y el espesor de la chapa.
Debido a que realizamos un solo recorte, la matriz
tendr las dimensiones de la pieza y el punzn ser
menor. Esto es, como el contorno exterior de la
pieza debe ser exacto, la holgura deber ser
deducida del punzn, dejando la matriz con
sus dimensiones nominales.
Nominal
del punzn = 2
de la matriz = D =D
Punzn
Matriz
Diametro D J
Diametro
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
4. Centro de presiones: Lugar a colocar el mango de la placa porta punzn. El eje del mango ha de coincidir
con la posicin de la resultante de los diversos esfuerzos de corte.
Posicin Directa:
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
( )
( )
( ) ( ) ( ) ( )
( )
( ) ( )
1 1 1
2 2 2
2
2 2
1 1 1 2 2
2
1 2
1
2
2
1 1 1 2 2
2
1 2
1
30 10 30 70 5 00 25 00
10 40 10 30 90 20 00 5 00
70 5 90 20
2150
70 90 160
70 25
; a , ; b ,
; a , ; b ,
.
X= = = =13,44
.
Y= =
i i
i
i
i
i i
i
i
i
p mm mm mm mm
p mm mm mm mm
p a
p a p a mm mm
mm
p p mm
p
p b
p b p b mm
p p
p
=
=
=
=
= + + = = =
= + + + = = =
+ +
=
+ +
+
=
+
( ) ( )
( )
2
90 5
2200
70 90 160
= =13,75mm
mm
mm
mm
+
+
Posicin Oblicua:
y
x
A
13 44 = y , mm
13 75 = x , mm
19 23 = c.d.c , mm
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
5. Posicin utilizando dos punzones.
A) Punzones con condiciones de
corte poco ptimas
B) Punzones separados a mxima
distancia.
( )
2
40 2 50 42 50
2 52 50 2 2 50 57 50
60 57
100
=
= + = + =
=
= =
1 s
tira r
tira
Posicin de la figura.
a) Paso =B + b = mm+ , mm , mm
b ) L B b , mm x , mm , mm
L , mm
Area cortada
Rendimiento % x
Area de material por pieza
Area de material por
q
( ) ( )
( )
2
2 2 2
2 2
2
2
42 50 57 50 2443 75
40 10 30 10 700
700 1400
1400
100 57 30
2443 75
= = =
= + =
=
= =
tira
pieza Paso x L , mmx , mm , mm
Area cortada x mm x mm mm
Area cortada total (dos punzones)=2x mm mm
mm
% x , %
, mm
q
Menor rendimiento que en la posicin
oblicua, no siempre los punzones
capiculados ofrecen el mayor
rendimiento, depende de la geometra
de la pieza
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
6. Centro de carga utilizando dos punzones.
( )
( )
( )
1 3
2 4
1 2 3 4
1 2 3 3
4
1 1 1 2 2 3 3 4 4
4
1 2 3 4
1
10 40 10 30 90
30 10 30 70
37 50 22 50 80 00 65 00
47 50 27 50 47 50 27 50
90 37 5
;
;
, ; a , ; , ; ,
, ; , ; b , ; ,
. . .
,
i i
i
i
i
p p mm mm
p p mm mm
a mm mm a mm b mm
b mm b mm mm b mm
p a
p a p a p a p a
X
p p p p
p
X
=
=
= = + + + =
= = + + =
= = = =
= = = =
+ + +
= =
+ + +
=
( ) ( ) ( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
4
1 1 1 2 2 3 3 4 4
4
1 2 3 4
1
0 70 22 50 90 80 70 65
16700
52 19
90 70 70 90 320
90 47 50 70 27 50 90 47 50 70 27 50
12400
38 75
90 70 70 90 320
,
,
. . .
, , , ,
,
i i
i
i
i
mm
p b
p b p b p b p b
Y
p p p p
p
Y mm
=
=
+ + +
= =
+ + +
+ + +
= =
+ + +
+ + +
= = =
+ + +
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
6. Centro de carga utilizando dos punzones.
( )
( )
( ) ( )
1 4
2 3
1 2 3 4
1 2 3 4
4
1 1 1 2 2 3 3 4 4
4
1 2 3 4
1
10 40 10 30 90
30 10 30 70
37 50 22 50 35 00 20 00
47 50 27 50 25 00 5 00
90 37 50
;
;
, ; a , ; , ; a ,
, ; , ; b , ; ,
. . .
,
i i
i
i
i
p p mm mm
p p mm mm
a mm mm a mm mm
b mm b mm mm b mm
p a
p a p a p a p a
X
p p p p
p
X
=
=
= = + + + =
= = + + =
= = = =
= = = =
+ + +
= =
+ + +
=
( ) ( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
4
1 1 1 2 2 3 3 4 4
4
1 2 3 4
1
70 22 50 70 35 90 20
9200
28 75
90 70 70 90 320
90 47 50 70 27 50 70 25 90 5
8400
26 25
90 70 70 90 320
,
,
. . .
, ,
,
i i
i
i
i
mm
p b
p b p b p b p b
Y
p p p p
p
Y mm
=
=
+ + +
= =
+ + +
+ + +
= =
+ + +
+ + +
= = =
+ + +
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Costos del troquelado:
El troquelado es muchas veces el mtodo ms econmico, pero el principal
problema es la amortizacin del til de corte, la maquinaria y que existe un
material de desperdicio. Es por ello que muchas veces slo es rentable para
grandes series. Con los mtodos modernos de software de aprovechamiento de
chapa, hoy en da pueden troquelarse series ms pequeas de forma rentable.
Los costos se pueden calcular:
Ct = Cmat + Ctil + Cmq
Donde
Cmat = Costos de las chapas (incluido el residuo)
Ctil = Costos de amortizacin de los tiles
Cmq = Costos de la maquinaria y mano de obra
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
7. Nmero de piezas mnimo.
Esquema matriz 1.
Paso p= 42,50 mm. Ancho de banda L
tira
= 45 mm. Espesor t =2,00 mm
Peso de material necesario por pieza: p*L
tir
*t*M = 4,25cm x 4,50 cm x 0,20cm x
7,80 gr/cm
3
= 29,835gr/pieza.
Costos total de material (incluido el residuo)
Costo de material por pieza = CM = 0,0298 Kg/pieza * 10 Bs/Kg = 0,298
Bs/pieza.
Costo total de material para n piezas CT (Material) = 0,298 n
Costos total de maquinaria (incluye mano de obra)
Costos de maquinara para producir n piezas CT (Maquinaria) = n * 1seg/pieza
* 1h/3.600seg * 280 Bs/h = 0,077 n
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Costos total de troqueles y tiles (incluye amortizacin)
CAM = 35.700 Bs
Costo total 1 = CT1
CT1 = CT(Material) + CT(Maquinaria) + CT(troqueles)= 0,298 n + 35.700 + 0,077
n = 35.700 + 0,375 n
Esquema matriz 2.
(Paso p= 42,50 mm. Ancho de banda L
tira
= 57,50 mm. Espesor t =2,00 mm
Peso de material necesario por pieza: p*L
tir
*t*M = 4,25cm x 5,750 cm x 0,20cm x
7,80 gr/cm
3
= 38,123 gr/pieza.
Costos total de material (incluido el residuo)
Costo de material por dos piezas = CM = 0,0381 Kg/2 piezas * 10 Bs/Kg = 0,191
Bs/pieza.
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Costo total de material para n piezas CT (Material) = 0,191 n
Costos total de maquinaria (incluye mano de obra)
Costos de maquinara para producir n piezas CT (Maquinaria) = n * 1seg/pieza *
1h/36.00seg * 320 Bs/h = 0,089 n
Costos total de troqueles y tiles (incluye amortizacin)
CAM = 53500 Bs
Costo total 1 = CT1
CT2 = CT(Material) + CT(Maquinaria) + CT(troqueles)= 0,191 n + 53.500 + 0,089 n
= 53.500 + 0,280 n
Condicin del problema CT2 CT1
53.500 + 0,280 n 35.700 + 0,375 n 17.800 0,096 n n = 186.387 piezas
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
Nmero de piezas n
C
o
s
t
o
t
o
t
a
l
C
T
B
s
.
186.387
105.688
CT1=53.500 + 0,280 n
CT1=33.700 + 0,375 n
Dos matrices
Universidad de Los Andes
Facultad de Ingeniera
Procesos de Manufactura
Tecnologa Mecnica III
RUBEN D. AEZ R. PLASTICIDAD Y CONFORMADO DE METALES
Fundamentos generales del trabajo de los metales: Troquelado de la chapa:
You might also like
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Prontuario de metales: Tablas para la industria metalúrgicaFrom EverandProntuario de metales: Tablas para la industria metalúrgicaRating: 1 out of 5 stars1/5 (1)
- Estampado FrioDocument30 pagesEstampado Friotecnofab2100% (3)
- Diseno y Construccion de Troqueles paraDocument76 pagesDiseno y Construccion de Troqueles paraPatricio Valencia100% (1)
- Diseño de Un TroquelDocument19 pagesDiseño de Un TroquelIvan Leonardo Andrade Aveiga100% (3)
- Mantenimiento Integral de TroquelesDocument61 pagesMantenimiento Integral de TroquelesSchackkkal67% (3)
- Troquelado - PDF y Estampado Muy BuenoDocument86 pagesTroquelado - PDF y Estampado Muy Buenochicho640491% (11)
- Diseño de troqueles para prensas con transfer: sujeción y manipulación de la chapaDocument48 pagesDiseño de troqueles para prensas con transfer: sujeción y manipulación de la chapaWalter Moreno67% (3)
- Desarrolo de Un TroquelDocument187 pagesDesarrolo de Un TroquelJean Paul Giraldo SpatolaNo ratings yet
- TroquelesDocument82 pagesTroquelesjean paulNo ratings yet
- Compendio Normas Diseno TroquelesDocument138 pagesCompendio Normas Diseno Troquelesjlvgscribd100% (3)
- Materiales para troqueles: aceros, metal duro y cerámicosDocument59 pagesMateriales para troqueles: aceros, metal duro y cerámicosaleskytron100% (4)
- Diseño Matriceria Corte Paso 1 y 2Document23 pagesDiseño Matriceria Corte Paso 1 y 2Val Nat HerediaNo ratings yet
- MatriceriaDocument9 pagesMatriceriaAriel Quisbert CorinaNo ratings yet
- Troquel PDFDocument82 pagesTroquel PDFjofre232460% (5)
- TroquelesDocument25 pagesTroquelesjavierpapiricoNo ratings yet
- PunzonadoDocument35 pagesPunzonadotecnofab20% (1)
- Matriz ProgresivaDocument47 pagesMatriz ProgresivaPedro Soria Martinez71% (7)
- Guias de Laboratorio de TroqueleriaDocument118 pagesGuias de Laboratorio de TroqueleriaNoé Neira100% (5)
- Diseño Matriceria Corte Paso 3 PDFDocument20 pagesDiseño Matriceria Corte Paso 3 PDFirinat101No ratings yet
- Guia Diseño Construccion de TroquelesDocument417 pagesGuia Diseño Construccion de TroquelesJesus Estrada100% (3)
- Curso Básico de TroquelesDocument14 pagesCurso Básico de TroquelesHector Montes100% (1)
- Calculos para Diseño de TroquelesDocument11 pagesCalculos para Diseño de TroquelesGioRi Marco Aurelio67% (3)
- Diseño de TroquelDocument72 pagesDiseño de Troquelxabarin_81No ratings yet
- Catalogo Matriceria y MoldesDocument87 pagesCatalogo Matriceria y MoldesRitxar Df100% (1)
- Troqueles MecanizadosDocument57 pagesTroqueles MecanizadosPako ResendizNo ratings yet
- Proyecto Matriz F, VillalobosDocument66 pagesProyecto Matriz F, Villalobosyankerleenk100% (4)
- Diseno y Fabricacion de Troquel PDFDocument100 pagesDiseno y Fabricacion de Troquel PDFJose Maria Carrillo Soto100% (1)
- Documento Guia para Seleccion de AcerosDocument26 pagesDocumento Guia para Seleccion de Acerosalex100preNo ratings yet
- MATRICERIADocument144 pagesMATRICERIASharon Milen Carrion Cuadros100% (2)
- Corte y PunzonadoDocument77 pagesCorte y PunzonadoDavid López100% (1)
- Troquelado y TroqueladorasDocument14 pagesTroquelado y TroqueladorasMichaelNo ratings yet
- Kit 25 Matriceria PDFDocument150 pagesKit 25 Matriceria PDFjfcalamaNo ratings yet
- Capitulo 5 - Diseno de Moldes de Inyeccion de PlasticoDocument159 pagesCapitulo 5 - Diseno de Moldes de Inyeccion de Plasticoing_mancera100% (5)
- Matriceria 2Document129 pagesMatriceria 2phenriquez473No ratings yet
- Diseños de Troqueles Dados y MatricesDocument33 pagesDiseños de Troqueles Dados y MatricesClaudia Santiago100% (2)
- Manual de Reparación de Moldes y Troqueles Rectificado Mecánico IIDocument106 pagesManual de Reparación de Moldes y Troqueles Rectificado Mecánico IImadenicola10100% (3)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209No ratings yet
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109From EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Rating: 3.5 out of 5 stars3.5/5 (2)
- El ABC de moldes, troqueles y dispositivos: Una industria en expansiónFrom EverandEl ABC de moldes, troqueles y dispositivos: Una industria en expansiónNo ratings yet
- Módulo de cinemática DMU de Catia V5From EverandMódulo de cinemática DMU de Catia V5Rating: 5 out of 5 stars5/5 (1)
- Proceso de mecanización por arranque de viruta. FMEH0109From EverandProceso de mecanización por arranque de viruta. FMEH0109Rating: 5 out of 5 stars5/5 (1)
- Especificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109From EverandEspecificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109Rating: 4 out of 5 stars4/5 (1)
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109From EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109No ratings yet
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109From EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Operaciones de mecanizado por medios automáticos. FMEE0208From EverandOperaciones de mecanizado por medios automáticos. FMEE0208No ratings yet
- Máquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108From EverandMáquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108No ratings yet
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Rating: 5 out of 5 stars5/5 (2)
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoFrom EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoRating: 3.5 out of 5 stars3.5/5 (6)
- Trabajos Con ChapaDocument163 pagesTrabajos Con ChapavegusNo ratings yet
- Embutido de La Chapa Intensivo I-2023Document125 pagesEmbutido de La Chapa Intensivo I-2023vanessa marquezNo ratings yet
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocument68 pagesReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiNo ratings yet
- 2.2 Forjado MecánicoDocument6 pages2.2 Forjado MecánicoRuben CamachoNo ratings yet
- Copia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASDocument11 pagesCopia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASMiguel ArguzNo ratings yet
- Forjado Mecanico 1Document6 pagesForjado Mecanico 1Ruben CamachoNo ratings yet
- DOBLADO Yy CURVADO DE LA CHAPA INTENSIVO I-2023Document106 pagesDOBLADO Yy CURVADO DE LA CHAPA INTENSIVO I-2023vanessa marquezNo ratings yet
- Dossier Esperanza y Utopi A 2Document8 pagesDossier Esperanza y Utopi A 2Carmen Muñumer100% (1)
- Apéndice DDocument3 pagesApéndice DSolanda AmayaNo ratings yet
- Consejeria Cristiana EfectivaDocument15 pagesConsejeria Cristiana Efectivaclaudia Mileidy100% (1)
- Informe Anual QuintoDocument8 pagesInforme Anual QuintoLizbeth veronica Gamarra aguirreNo ratings yet
- Financiamiento empresarial y estructura de capitalDocument8 pagesFinanciamiento empresarial y estructura de capitalMartin GarciaNo ratings yet
- Clemas de ConexionesDocument24 pagesClemas de ConexionesTONYNo ratings yet
- Doping en El DeporteDocument13 pagesDoping en El DeporteMary Angeles RemacheNo ratings yet
- Geotextil Tejido Pavco 2400Document8 pagesGeotextil Tejido Pavco 2400PercyArgomedoNo ratings yet
- Evolución Novela Corta AlemaniaDocument14 pagesEvolución Novela Corta AlemaniaEzequiel Kinigsberg100% (1)
- Tema 2 Electrónica AnalógicaDocument30 pagesTema 2 Electrónica Analógicaenrique loayzaNo ratings yet
- Ud02 - Las DisolucionesDocument14 pagesUd02 - Las DisolucionesJorge Vázquez NuñoNo ratings yet
- La intervención del Espíritu Santo en el crecimiento de la iglesiaDocument24 pagesLa intervención del Espíritu Santo en el crecimiento de la iglesiaYomery MonteroNo ratings yet
- Acta de de Declaratoria Desierta de La Primera Convocatoria.Document4 pagesActa de de Declaratoria Desierta de La Primera Convocatoria.Zona CeroNo ratings yet
- Actividad 2 de Propedeutico de MatematicaDocument6 pagesActividad 2 de Propedeutico de MatematicaAmbiorisNo ratings yet
- Actividad 4 Introduccion A SoftwareDocument3 pagesActividad 4 Introduccion A SoftwareEmi Cruz RodríguezNo ratings yet
- Examen FinalDocument11 pagesExamen Finalroberto coello morenoNo ratings yet
- Proyecto de Sistemas DigitalesDocument13 pagesProyecto de Sistemas DigitalesSamuel White RospigliozziNo ratings yet
- Descripcion de PlanogramaDocument6 pagesDescripcion de Planogramaeduardo camargo pereiraNo ratings yet
- Titulación Ácido Base. Guía.Document7 pagesTitulación Ácido Base. Guía.Valentina MoralesNo ratings yet
- Tecnica Contable Semana 2Document8 pagesTecnica Contable Semana 2Diana MoralesNo ratings yet
- Resumen Certamen 2 ICOFIDocument9 pagesResumen Certamen 2 ICOFIencendedorsNo ratings yet
- ComasDocument13 pagesComasRoger Molero PachecoNo ratings yet
- Prólogo A La Invención de MorelDocument2 pagesPrólogo A La Invención de MorelViviana ViolaNo ratings yet
- Fisiologia y Metabolismo BacterianoDocument16 pagesFisiologia y Metabolismo BacterianoAbraham YehezkelNo ratings yet
- Modelo sistémico estructural MinuchinDocument36 pagesModelo sistémico estructural MinuchinEstefany Heidy Triveños Peralta100% (7)
- CulturaDocument15 pagesCulturaJuan Jose Bonilla RNo ratings yet
- CyberciegeDocument12 pagesCyberciegeMt A.No ratings yet
- Práctica 1 - SolubilidadDocument10 pagesPráctica 1 - SolubilidadMaría Fernanda Carmona MartínezNo ratings yet
- Geomecanica, MineriaDocument90 pagesGeomecanica, MineriaYinLeho100% (3)
- Deidades y organización social de la cultura zapotecaDocument2 pagesDeidades y organización social de la cultura zapotecaProyecto Geografia100% (1)