You might also like
- Victoria Sobre La Oscuridad - Neil AndersonDocument131 pagesVictoria Sobre La Oscuridad - Neil AndersonCristo Viene Pronto92% (26)
- La Practica Como Modo de ConocerDocument9 pagesLa Practica Como Modo de ConocerAlftigre Tovar67% (3)
- CBF210L Pract 06 (Ley de Newton)Document4 pagesCBF210L Pract 06 (Ley de Newton)rubenNo ratings yet
- PNO Tableta de Napro 13 02 14Document21 pagesPNO Tableta de Napro 13 02 14Luis Alberto Flores AvilaNo ratings yet
- Procedimientos invasivos y no invasivosDocument2 pagesProcedimientos invasivos y no invasivosLenin Ramirez Albornoz100% (9)
- Tiempo RXDocument1 pageTiempo RXAlftigre TovarNo ratings yet
- Publicación2 SICONSADocument2 pagesPublicación2 SICONSAAlftigre TovarNo ratings yet
- Capitulo 1 Curso de SoldaduraDocument28 pagesCapitulo 1 Curso de SoldaduraJuanMa CarsoNo ratings yet
- Recubrimientos PinturaDocument57 pagesRecubrimientos PinturaAlftigre TovarNo ratings yet
- Air Carbon-Arc Manual Gouging Torches 89250019es - AbDocument32 pagesAir Carbon-Arc Manual Gouging Torches 89250019es - AbYaroslav Arpad Von Gerzanits CastañonNo ratings yet
- Reporte de TorqueDocument11 pagesReporte de TorqueAlftigre TovarNo ratings yet
- Anexo Nro 09 Pre Uso de Veh CuloDocument1 pageAnexo Nro 09 Pre Uso de Veh CuloAlftigre TovarNo ratings yet
- DiseÑo de Acero EstructuralDocument621 pagesDiseÑo de Acero Estructuraljugi84100% (8)
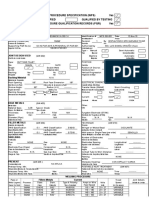
- WPS-SEI-001-Procedimiento de soldadura SMAW para acero A-36Document1 pageWPS-SEI-001-Procedimiento de soldadura SMAW para acero A-36Alftigre TovarNo ratings yet
- Capitulo I - CDocument12 pagesCapitulo I - CAlftigre TovarNo ratings yet
- Test ¿Eres AsertivoDocument3 pagesTest ¿Eres AsertivoAlftigre TovarNo ratings yet
- CertificadoDocument1 pageCertificadoAlftigre TovarNo ratings yet
- Air Carbon-Arc Manual Gouging Torches 89250019es - AbDocument32 pagesAir Carbon-Arc Manual Gouging Torches 89250019es - AbYaroslav Arpad Von Gerzanits CastañonNo ratings yet
- Sic Aisc VT 001 Rev 000Document4 pagesSic Aisc VT 001 Rev 000Alftigre TovarNo ratings yet
- Radiografía industrial: Contraste de objeto y películaDocument57 pagesRadiografía industrial: Contraste de objeto y películaAlftigre Tovar100% (1)
- Curso de Inspeccion Visual ExamenDocument5 pagesCurso de Inspeccion Visual ExamenAlftigre TovarNo ratings yet
- Oreja de HizajeDocument1 pageOreja de HizajeAlftigre TovarNo ratings yet
- Metalografia Preparacion de Probetas Al MicroscopioDocument4 pagesMetalografia Preparacion de Probetas Al Microscopiojorge_t_71No ratings yet
- CRINIDocument104 pagesCRINIAlftigre TovarNo ratings yet
- Obesidad InfantilDocument14 pagesObesidad InfantilAlftigre TovarNo ratings yet
- de Verificacion de Equipo Minitest 600bDocument13 pagesde Verificacion de Equipo Minitest 600bAlftigre Tovar0% (1)
- AE3 - Administrador Del Área de Trabajo Sesión 1Document32 pagesAE3 - Administrador Del Área de Trabajo Sesión 1Alftigre TovarNo ratings yet
- Lista de Material para Unidad Radiografica.Document2 pagesLista de Material para Unidad Radiografica.Alftigre TovarNo ratings yet
- AE5 - Administrador de La SeguridadDocument95 pagesAE5 - Administrador de La SeguridadAlftigre TovarNo ratings yet
- 22 Posibles Causas de La Porosidad Del Metal de SoldaduraDocument4 pages22 Posibles Causas de La Porosidad Del Metal de Soldadurachrist2pherNo ratings yet
- AE4 - AutodesarrolloDocument36 pagesAE4 - AutodesarrolloAlftigre TovarNo ratings yet
- AE3 - Administrador Del Área de Trabajo Sesión 2Document36 pagesAE3 - Administrador Del Área de Trabajo Sesión 2Alftigre TovarNo ratings yet
- Curso Básico de Estructuras Metálicas - Carlos Bermudez - NSR98 EXC PDFDocument78 pagesCurso Básico de Estructuras Metálicas - Carlos Bermudez - NSR98 EXC PDFHenry HoyosNo ratings yet
- Transistores PDFDocument10 pagesTransistores PDFmanuel j lopez pNo ratings yet
- 07 Pag 39 A 47Document9 pages07 Pag 39 A 47EdgarNo ratings yet
- Estudio de Cálculo de Capacidad de PistaDocument38 pagesEstudio de Cálculo de Capacidad de PistaMichael CastroNo ratings yet
- PRÁCTICA EXPERIMENTAL MRUV Raul Malquin ArauzDocument5 pagesPRÁCTICA EXPERIMENTAL MRUV Raul Malquin Arauzraul MalquinNo ratings yet
- Instalaciones sanitarias multifamiliarDocument18 pagesInstalaciones sanitarias multifamiliarAlejandra NavaNo ratings yet
- Análisis DC motor serie eficiencia máxima 3811rpm 76Document4 pagesAnálisis DC motor serie eficiencia máxima 3811rpm 76Steven NuñezNo ratings yet
- Informe No 12Document6 pagesInforme No 12Felipe FelixNo ratings yet
- Examen Tribologia Komatsu Pag 1 A 70 Tema - ADocument2 pagesExamen Tribologia Komatsu Pag 1 A 70 Tema - AJuan Amanqui Garcia100% (1)
- Exposicion CastellanoDocument4 pagesExposicion Castellanocarla benitezNo ratings yet
- Crecimiento de Cristales A Partir de Disoluciones-1Document4 pagesCrecimiento de Cristales A Partir de Disoluciones-1Diego Roldan CalipuyNo ratings yet
- INFORME LABORATORIO Tec de MaterialesDocument17 pagesINFORME LABORATORIO Tec de MaterialesBruno LopezNo ratings yet
- Resumen de Formulas Estadisticas PDFDocument2 pagesResumen de Formulas Estadisticas PDFDayker RomeroNo ratings yet
- VectoresDocument17 pagesVectoresAbrahan Aslla QuispeNo ratings yet
- p11 Refinacion de Aceite BlanqueadoDocument8 pagesp11 Refinacion de Aceite BlanqueadoTavo Pc0% (1)
- Experimento Agua Con Sal.Document4 pagesExperimento Agua Con Sal.Edgar RosasNo ratings yet
- Fuerzas en Los EngaranajesDocument6 pagesFuerzas en Los EngaranajesSebastián CorreaNo ratings yet
- Actividad Significativa 02-Cyt - Quinto Eda 8Document7 pagesActividad Significativa 02-Cyt - Quinto Eda 8Antonio BedonNo ratings yet
- ElectricidadElectricitat Megado de Un Motor de Jaula de Ardilla y Medida ContinDocument11 pagesElectricidadElectricitat Megado de Un Motor de Jaula de Ardilla y Medida ContinRUBEN VALDIVIANo ratings yet
- Examen Teórico Práctico Del Módulo Profesional 1 2º Trimestre Curso 12-13 PDFDocument25 pagesExamen Teórico Práctico Del Módulo Profesional 1 2º Trimestre Curso 12-13 PDFchuperbelenNo ratings yet
- ENGRANAJESDocument24 pagesENGRANAJESDeisy Baca RuizNo ratings yet
- Pruebas Icfes 2005Document21 pagesPruebas Icfes 2005Byron Brenes100% (1)
- Rele EbcapsuladoDocument12 pagesRele EbcapsuladoHipolito MBNo ratings yet
- TEO 06 Transformaciones Geometricas 3DDocument10 pagesTEO 06 Transformaciones Geometricas 3DJEFFERSON VARGAS QUISPENo ratings yet
- Los 7 cuerpos y sus funciones enDocument2 pagesLos 7 cuerpos y sus funciones enIxizNo ratings yet
- Filosofia Huna de HawaiDocument123 pagesFilosofia Huna de Hawaimilagro figarella100% (1)
- Razonamiento AbstractoDocument38 pagesRazonamiento AbstractoAnderson OlayaNo ratings yet
- Ciencia Tecnica y TecnologiaDocument10 pagesCiencia Tecnica y Tecnologiaangylizet0% (1)