You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- SF Hose Cat 2017Document40 pagesSF Hose Cat 2017Ahmed Abdelaty100% (1)
- QPSDocument3 pagesQPSShishir DwivediNo ratings yet
- Pentair Sanmar Limited: 36 LB 16.33 KGDocument1 pagePentair Sanmar Limited: 36 LB 16.33 KGShishir DwivediNo ratings yet
- Solidworks Product Matrix 2018Document6 pagesSolidworks Product Matrix 2018Shishir DwivediNo ratings yet
- FRP CodeDocument18 pagesFRP CodeShishir DwivediNo ratings yet
- City Development Plan Allahabad-2041Document312 pagesCity Development Plan Allahabad-2041Prakriti Goel0% (1)
- 2-Ca-911-P0670-Csrl B1 PDFDocument1 page2-Ca-911-P0670-Csrl B1 PDFShishir DwivediNo ratings yet
- Samson Globe Control ValveDocument12 pagesSamson Globe Control ValveShishir DwivediNo ratings yet
- 2-Ca-911-P0670-Csrl B1 PDFDocument1 page2-Ca-911-P0670-Csrl B1 PDFShishir DwivediNo ratings yet
- PMS 2Document92 pagesPMS 2Shishir DwivediNo ratings yet
- City Development Plan Allahabad-2041Document312 pagesCity Development Plan Allahabad-2041Prakriti Goel0% (1)
- Eil 4Document1 pageEil 4Shishir DwivediNo ratings yet
- Project Estimation and Total Hours For Mahad ProjectDocument8 pagesProject Estimation and Total Hours For Mahad ProjectShishir DwivediNo ratings yet
- MOGAS-B - (Case - 1.1 ESDV 6.9s Closure) - ForceDocument1 pageMOGAS-B - (Case - 1.1 ESDV 6.9s Closure) - ForceShishir DwivediNo ratings yet
- Aker Question On CalculationsDocument2 pagesAker Question On CalculationsShishir Dwivedi100% (1)
- Steel BookDocument241 pagesSteel BookOmar AlkubaiciNo ratings yet
- From Wikipedia, The Free Encyclopedia: Internal ExternalDocument15 pagesFrom Wikipedia, The Free Encyclopedia: Internal ExternalShishir DwivediNo ratings yet
- SolidWorks-2010 GearDocument8 pagesSolidWorks-2010 GearShishir DwivediNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lithonia Floodlighting Brochure 1989Document14 pagesLithonia Floodlighting Brochure 1989Alan MastersNo ratings yet
- Aryl Halide and Vinyl HalideDocument67 pagesAryl Halide and Vinyl HalideAhmadBadruzzamanShuib100% (1)
- RX2 LedgineDocument12 pagesRX2 LedginedasaNo ratings yet
- Stahl Cable Festoon SystemsDocument24 pagesStahl Cable Festoon SystemsDaniel SherwinNo ratings yet
- Clad Metal WeldingDocument6 pagesClad Metal WeldinggoguluNo ratings yet
- Types of Welding Defects Explained in DetailDocument16 pagesTypes of Welding Defects Explained in DetailJaimes Patrick OvejasNo ratings yet
- Schm312 NotesDocument97 pagesSchm312 NotesSandile SynthaxError Mabika100% (1)
- 2.4-p1-p71 VerticalDocument7 pages2.4-p1-p71 VerticalFernando PerdomoNo ratings yet
- QCS 2010 Part 17.03 METAL DOORS AND WINDOWS PDFDocument10 pagesQCS 2010 Part 17.03 METAL DOORS AND WINDOWS PDFRotsapNayrbNo ratings yet
- 3Document5 pages3Sifa RahmaniaNo ratings yet
- Copper Alloys and Their PropertiesDocument39 pagesCopper Alloys and Their Properties1209540046No ratings yet
- Module 6 (Materials & Hardware) SubModule 6.2 (Aircraft MateDocument25 pagesModule 6 (Materials & Hardware) SubModule 6.2 (Aircraft MatedaniaNo ratings yet
- HCrSection5secured PDFDocument18 pagesHCrSection5secured PDFtiago_mataoNo ratings yet
- 247 DIN EN 13858 Engl PDFDocument15 pages247 DIN EN 13858 Engl PDFAlejo Leal100% (4)
- DQC-004 Rev JDocument3 pagesDQC-004 Rev JNigelNo ratings yet
- สไตลัสเรนิชอร์สำหรับ เครื่อง Carl Zeiss: Renishaw Stylus for Zeiss CatalogsDocument36 pagesสไตลัสเรนิชอร์สำหรับ เครื่อง Carl Zeiss: Renishaw Stylus for Zeiss CatalogsRenishaw-ThaiNo ratings yet
- Caster PDFDocument2 pagesCaster PDFRatko KečaNo ratings yet
- Aisi H13Document2 pagesAisi H13123vigenNo ratings yet
- Vehicle: Unit-5 Body Materials, Trim and MechanismsDocument6 pagesVehicle: Unit-5 Body Materials, Trim and MechanismskismuganNo ratings yet
- Poros EditDocument31 pagesPoros EditFahreza MasyudiNo ratings yet
- Tech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelDocument2 pagesTech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelLong TomahawkNo ratings yet
- List 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & BarsDocument75 pagesList 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & Barswyvren88No ratings yet
- Rosemount Seal m1199rtwDocument3 pagesRosemount Seal m1199rtwMiguel Jiménez FloresNo ratings yet
- The ability to safely add connections to pressurized pipelines (40/40 charactersDocument6 pagesThe ability to safely add connections to pressurized pipelines (40/40 characterskrishna_piping67% (3)
- Demu Fix - 12 eDocument44 pagesDemu Fix - 12 emulti5torpeNo ratings yet
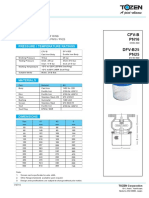
- CFV Foot ValveDocument1 pageCFV Foot ValveAgung YudistiraNo ratings yet
- Pan 2014Document5 pagesPan 2014vinayakNo ratings yet
- Alkaline Sulfide Recovery of GoldDocument13 pagesAlkaline Sulfide Recovery of GoldAFLAC ............100% (1)
- Expanded MetalDocument2 pagesExpanded Metalebastien2No ratings yet
- Rule of Mixing CompositeDocument30 pagesRule of Mixing CompositeFaiq El100% (1)