You might also like
- SB G13-005 TT Bearing Movement PDFDocument7 pagesSB G13-005 TT Bearing Movement PDFDeepak MishraNo ratings yet
- SB G20 011 Measuring and Recording of Turntable BearingDocument8 pagesSB G20 011 Measuring and Recording of Turntable BearingCristyan GabrielNo ratings yet
- Sebf 8054 Обмеры и Правка КвDocument33 pagesSebf 8054 Обмеры и Правка КванджелаNo ratings yet
- SET UP AND USE OPTICAL ALIGNMENT GAUGEDocument3 pagesSET UP AND USE OPTICAL ALIGNMENT GAUGEUchenna AkintayoNo ratings yet
- SPANCO PFseries Gantry Instparts Manual 103 0003Document12 pagesSPANCO PFseries Gantry Instparts Manual 103 0003raulcont786No ratings yet
- Combitiller Instruction Manual Spare Parts GuideDocument62 pagesCombitiller Instruction Manual Spare Parts GuideMessi EmetievNo ratings yet
- Erection & Installation ProcedureDocument3 pagesErection & Installation ProcedureForos IscNo ratings yet
- SB1208 - ZF As Tronic - Clutch Component LubricationDocument12 pagesSB1208 - ZF As Tronic - Clutch Component LubricationCarlos José FariaNo ratings yet
- Engine Alignment DetailsDocument13 pagesEngine Alignment DetailsNaufal HilmiNo ratings yet
- 8013 Instruction Manual For Camflex and VarimaxDocument10 pages8013 Instruction Manual For Camflex and Varimaxtoche33No ratings yet
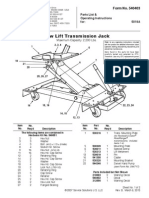
- Manual OTC Jack TransmisionDocument3 pagesManual OTC Jack Transmisionlucass1No ratings yet
- Manual de Zaranda Alta Frecuencia Sds38-6mv-5 (Sr4639)Document15 pagesManual de Zaranda Alta Frecuencia Sds38-6mv-5 (Sr4639)victoranticonajicaro100% (1)
- Install, operate and maintain VCP pumpsDocument21 pagesInstall, operate and maintain VCP pumpsKaushik ChakrabortyNo ratings yet
- Erection Procedure SCRDocument23 pagesErection Procedure SCRvskreddy90% (10)
- 722.9, 7G-Tronic NAG2 Uncomfortable Shift QualityDocument3 pages722.9, 7G-Tronic NAG2 Uncomfortable Shift QualityИгорь НаумовNo ratings yet
- Warning: Complete Gearbox With MotorDocument35 pagesWarning: Complete Gearbox With MotorSinaNo ratings yet
- Operation & Maintenance Manual for End Suction PumpsDocument25 pagesOperation & Maintenance Manual for End Suction PumpsNorizah OnieNo ratings yet
- Helical Inline Geared Motors Manual PDFDocument24 pagesHelical Inline Geared Motors Manual PDFHEMANTKHERA0% (2)
- Chip Conveyor Manual (Direct Drive)Document10 pagesChip Conveyor Manual (Direct Drive)Roberto RamírezNo ratings yet
- Chip Conveyor Manual (Direct Drive)Document10 pagesChip Conveyor Manual (Direct Drive)Roberto RamírezNo ratings yet
- TMS9000 2 SM CTRL649 01 SPANISH With Alignment Supp Light PDFDocument414 pagesTMS9000 2 SM CTRL649 01 SPANISH With Alignment Supp Light PDFJhonnatan Alexis roaNo ratings yet
- Acoplamiento Sure-Flex Couplings PDFDocument4 pagesAcoplamiento Sure-Flex Couplings PDFFederico Pérez de LeónNo ratings yet
- IOM Actuator AutomaxSupernovaDocument4 pagesIOM Actuator AutomaxSupernovaNaser JahangiriNo ratings yet
- Tms700e13 SM Ctrl512 01 Spanish With Alignment SuppDocument390 pagesTms700e13 SM Ctrl512 01 Spanish With Alignment SuppVictor VegaNo ratings yet
- AUMA Valve ActuatorDocument14 pagesAUMA Valve ActuatorSellappan MuthusamyNo ratings yet
- Operatiion & Maintenance Instructions Sharpe Mixers - Side Entry With SealDocument16 pagesOperatiion & Maintenance Instructions Sharpe Mixers - Side Entry With Sealrongweius100% (1)
- General inspection and leveling of a Reed-Prentice latheDocument25 pagesGeneral inspection and leveling of a Reed-Prentice latheMikelyn Anderson100% (2)
- c20547 PDFDocument34 pagesc20547 PDFGuillermo Andrés CoupeNo ratings yet
- Torque Screwdriver ManualDocument16 pagesTorque Screwdriver ManualFrancisco Ros AlvaradoNo ratings yet
- SDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Document15 pagesSDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Ali YükselNo ratings yet
- 7HB (A, B, C, D, E, X) Assembly-Disassembly ManualDocument33 pages7HB (A, B, C, D, E, X) Assembly-Disassembly ManualYavuz Ercanli100% (1)
- 6 SteeringDocument63 pages6 SteeringAdrian MotocNo ratings yet
- Valve Lash G3408Document9 pagesValve Lash G3408Djebali MouradNo ratings yet
- ML-1600 Manual Die Cutting Creasing Machine Operating InstructionsDocument11 pagesML-1600 Manual Die Cutting Creasing Machine Operating InstructionsTaposhNo ratings yet
- 126e PTP Shale Shaker Operations ManualDocument13 pages126e PTP Shale Shaker Operations ManualAndrew GoadNo ratings yet
- Multigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitDocument8 pagesMultigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitporqNo ratings yet
- Mitsubishi Transfer Case Recall BulletinDocument20 pagesMitsubishi Transfer Case Recall BulletinSteven LewisNo ratings yet
- Manual Stinger Mts FTDocument16 pagesManual Stinger Mts FTFabian Andres CelyNo ratings yet
- Installation, Operation, & Maintenance Manual: Wall Mounted Articulating Jib CraneDocument12 pagesInstallation, Operation, & Maintenance Manual: Wall Mounted Articulating Jib CraneFernando Gonzales HNo ratings yet
- Cook INSTALLATION, OPERATION, AND MAINTENANCE MANUALDocument12 pagesCook INSTALLATION, OPERATION, AND MAINTENANCE MANUALtylerdurdaneNo ratings yet
- Alignment of Diesel Generator Sets With The Two-Bearing GeneratorDocument10 pagesAlignment of Diesel Generator Sets With The Two-Bearing Generatorwillian100% (3)
- C107C1 - CAT TH580B Chain Shackles - Dist PDFDocument15 pagesC107C1 - CAT TH580B Chain Shackles - Dist PDFBart JohnNo ratings yet
- Tms700e13 SM Ctrl512-01 SpanishDocument390 pagesTms700e13 SM Ctrl512-01 Spanishjose veraNo ratings yet
- Dodge DGF Gear Couplings: Instruction ManualDocument2 pagesDodge DGF Gear Couplings: Instruction ManualTony_Black99No ratings yet
- Sensenich Ground Adjustable Propeller Log BookDocument12 pagesSensenich Ground Adjustable Propeller Log BookFaisNo ratings yet
- Installation and Service Instructions For 180-210 C-Face MotorsDocument4 pagesInstallation and Service Instructions For 180-210 C-Face MotorsAnonymous gMMbTAQlNo ratings yet
- SB388CDocument13 pagesSB388CBenjamin LeedsNo ratings yet
- Grove LOADDocument20 pagesGrove LOADburak cikirkanNo ratings yet
- Axis & Ball Screw Inspection GuideDocument15 pagesAxis & Ball Screw Inspection GuidePham LongNo ratings yet
- 3 To 16 MV Series Turbine SDocument8 pages3 To 16 MV Series Turbine SealsolanoNo ratings yet
- Ar 40Document6 pagesAr 40jose maria machin sanchezNo ratings yet
- VM TYPE Undercarriages CIPI2001Document30 pagesVM TYPE Undercarriages CIPI2001Edgar Revok VelazquezNo ratings yet
- Click Wrench RepairDocument31 pagesClick Wrench RepairTu PhamNo ratings yet
- 3116 Cat Valvuklas Calibre PDFDocument4 pages3116 Cat Valvuklas Calibre PDFsergio blandon lNo ratings yet
- Subject AreaDocument30 pagesSubject Areauri.cruz.zamoraNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Termodinamika Vol 1Document138 pagesTermodinamika Vol 1Moh Rusli BahtiarNo ratings yet
- Sull Air 750Document2 pagesSull Air 750Rino AdityaNo ratings yet
- Spec 185Document2 pagesSpec 185Rino AdityaNo ratings yet
- S020sga enDocument64 pagesS020sga enRino AdityaNo ratings yet
- PV - NNT - R1Document6 pagesPV - NNT - R1Rino AdityaNo ratings yet
- 0073 enDocument44 pages0073 enRino AdityaNo ratings yet
- Bms enDocument32 pagesBms enRino Aditya100% (1)
- Cleasby Conveyors MaintenanceDocument2 pagesCleasby Conveyors MaintenanceRino AdityaNo ratings yet
- 23 Conveyor 208Document2 pages23 Conveyor 208Rino AdityaNo ratings yet
- Chem Lab (Interpretation)Document2 pagesChem Lab (Interpretation)CyberR.DomingoNo ratings yet
- A Hundred Years of Consciousness IsaiahDocument25 pagesA Hundred Years of Consciousness IsaiahingmarvazquezNo ratings yet
- GRE2023六月机经02Document42 pagesGRE2023六月机经02Xiwen WeiNo ratings yet
- East West University: Department of Computer Science and EngineeringDocument8 pagesEast West University: Department of Computer Science and EngineeringPartho Kumar DuttaNo ratings yet
- Design of Penstock Pipe For A HydroelectDocument21 pagesDesign of Penstock Pipe For A HydroelectWanderson WadjôNo ratings yet
- Octavia Manual Running Gear Part4Document136 pagesOctavia Manual Running Gear Part4Mihai IordacheNo ratings yet
- Dar Es Salaam Institute Technology Power Electronics Design Tutorial QuestionsDocument4 pagesDar Es Salaam Institute Technology Power Electronics Design Tutorial Questionsgeofrey fungoNo ratings yet
- Alarm System ReportDocument29 pagesAlarm System Reportsyafikahl100% (2)
- Vertical Turbine PumpDocument30 pagesVertical Turbine PumpAkie MontepiaNo ratings yet
- On-Line Mid Term Examination Semester Ii SESSION 2019/2020: LecturerDocument4 pagesOn-Line Mid Term Examination Semester Ii SESSION 2019/2020: Lecturernor asyiqinNo ratings yet
- VIVA Institute of Technology: Department of Mechanical EngineeringDocument3 pagesVIVA Institute of Technology: Department of Mechanical EngineeringJayesh JainNo ratings yet
- PADHMASREE.P XII-A Physics Project 2023-24Document14 pagesPADHMASREE.P XII-A Physics Project 2023-24punni1978No ratings yet
- Documenting Process Calibrator: Getting StartedDocument16 pagesDocumenting Process Calibrator: Getting Startedelperrote3No ratings yet
- Checklist For Installation of Pressurization UnitDocument1 pageChecklist For Installation of Pressurization Unitvictor100% (3)
- Multiple Disc Brakes: Posi-Torque Winch Brakes, Pressure Override Brakes, Wheel Mount Brakes, and Driveline BrakesDocument52 pagesMultiple Disc Brakes: Posi-Torque Winch Brakes, Pressure Override Brakes, Wheel Mount Brakes, and Driveline BrakesLucas BritoNo ratings yet
- Q1 TLE Shielded Metal Arc Welding (SMAW) NC I Module 1Document64 pagesQ1 TLE Shielded Metal Arc Welding (SMAW) NC I Module 1Pladie Salomon100% (5)
- CM2500 DTDocument64 pagesCM2500 DTcaferNo ratings yet
- IntelligAIRE II Diagnostic Procedures Using Drivers Display ModuleDocument2 pagesIntelligAIRE II Diagnostic Procedures Using Drivers Display ModuleNino PamindoNo ratings yet
- z2gbm ZokDocument57 pagesz2gbm ZokcarlsNo ratings yet
- Supercritical Fluid Extraction: by Nicole Adams and Morgan CampbellDocument27 pagesSupercritical Fluid Extraction: by Nicole Adams and Morgan CampbellAni KushwahaNo ratings yet
- DB 60zlg Mono Premium MiA ENDocument2 pagesDB 60zlg Mono Premium MiA ENelreydereyesNo ratings yet
- Energetics and Kinetics of Protein FoldingDocument28 pagesEnergetics and Kinetics of Protein FoldingSasikala RajendranNo ratings yet
- 1565 - Intermediate Grammar Test 04Document5 pages1565 - Intermediate Grammar Test 04Naber MüdürNo ratings yet
- 1.1 Testing of PPE For Eye and Face Protection FPDocument6 pages1.1 Testing of PPE For Eye and Face Protection FPWalter PossoNo ratings yet
- Experiment 6: Kirchhoff's Law Rachel Perry Lab Partners: N/A Date Performed: 14 July 2018 1635 Hours PHY 112 C11Document19 pagesExperiment 6: Kirchhoff's Law Rachel Perry Lab Partners: N/A Date Performed: 14 July 2018 1635 Hours PHY 112 C11Samira Viloria OchoaNo ratings yet
- 1 Which Intermolecular Force Is The Weakest?Document4 pages1 Which Intermolecular Force Is The Weakest?Loh Jun Xian100% (1)
- Cairo University Faculty Numerical Analysis Curve FittingDocument4 pagesCairo University Faculty Numerical Analysis Curve FittingGhaida mohamedNo ratings yet
- Conversion Chart for Length, Volume, Area, Temperature and MoreDocument2 pagesConversion Chart for Length, Volume, Area, Temperature and MoreJoshua VelascoNo ratings yet
- Technical Data - Modbus Communication For Electric Fire Pump ControllerDocument2 pagesTechnical Data - Modbus Communication For Electric Fire Pump ControllerJust RysdanNo ratings yet
- Manual Pitot TubeDocument10 pagesManual Pitot TubeMinh Nguyễn Phúc NhậtNo ratings yet