Professional Documents
Culture Documents
Instrumentos de Medicion
Uploaded by
Disrael Murphy BakaleOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Instrumentos de Medicion
Uploaded by
Disrael Murphy BakaleCopyright:
Available Formats
UNIVERSIDAD NACIONAL DE GUINEA ECUATORIAL TRABAJO DE INTERCAMBIABILIDAD(ITM)
INSTRUMENTOS DE MEDICION
INTEGRANTES
DISRAEL BAKALE BONOKO JOSE A NTONIO
INDICE PAG. INTRODUCCIN3 INSTRUMENTOS DE MEDICIN DE LONGITUD, DE PROFUNDIDAD Y DE ALTURA4-19 INSTRUMENTOS DE MEDICIN ANGULAR...19-24 INSTRUMENTOS DE MEDICIN POR COORDENADAS24-29 CONCLUSIN30 REFERENCIAS ELECTRONICAS31
INTRODUCCION Medir es un trabajo que surgi con el propsito de ordenar pertenecas como territorios, combinado con la elaboracin de objetos y estructuras. La matemtica y la medida unidas revolucionaron el mundo y gracias a ambas tenemos el mundo actual, donde la medicin juega un papel importante para la sociedad y la produccin de la industria. Al paso de los aos durante siglos se han creado cientos de instrumentos de medicin y con ellos sistemas de medidas que rigen un valor fundamental para
mantener un control en el mundo ejemplo de esto es el metro, pie, pulgada, u otros que son medidas universales. Hay muchos tipos y formas de medidas depende del estudio que se valla a realizar, los mas trabajados son las mediciones de longitud, ngulo, profundidad, altura, u otros; estos tipos de medida, las utilizamos en la vida cotidiana ya sea en el trabaja, en el hogar, la escuela, universidad, construcciones, etc. Al paso del tiempo los instrumentos como la cinta mtrica o flexometro, han tenido un avance significativo para el hombre al momento de su utilizacin, hoy en da se encuentran flexometros capases de dar las medidas en digital gracias a su ves tambin a los avances tecnolgicos. Lo mismo ocurre con numerosos instrumentos como los gemetras en cuanto a los materiales de su elaboracin y la forma de dar la medida, la medicin por coordenadas, es una de las tantas creaciones deslumbrantes del hombre para medir. Son maquinas conocidas tambin como MMC, realizan sus clculos con reconocimientos de un computador que compara mediante un lser las medidas, todo gracias a la informtica y su valor actual para el hombre tanto en el trabajo como su creacin.
1. INSTRUMENTOS DE MEDICIN DE LONGITUD, DE PROFUNDIDAD Y DE ALTURA En fsica, qumica e ingeniera, un instrumento de medicin es un aparato que se usa para comparar magnitudes fsicas mediante un proceso de medicin. Como unidades de medida se utilizan objetos y sucesos previamente establecidos como estndares o patrones y de la medicin resulta un nmero que es la relacin entre el objeto de estudio y la unidad de referencia. Los instrumentos de medicin son el medio por el que se hace esta conversin.
Dos caractersticas importantes de un instrumento de medida son la precisin y la sensibilidad. Los fsicos utilizan una gran variedad de instrumentos para llevar a cabo sus mediciones. Desde objetos sencillos como reglas y cronmetros hasta microscopios electrnicos y aceleradores de partculas. Instrumentos para medir longitud y altura. CINTA METRICA La cinta mtrica utilizada en medicin de distancias se construye en una delgada lmina de acero al cromo, o de aluminio, o de un tramado de fibras de carbono unidas mediante un polmero de tefln (las ms modernas). Las cintas mtricas ms usadas son las de 5, 10, 15, 20, 25, 30, 50 y 100 metros. Las dos ltimas son llamadas de agrimensor y se construyen nicamente en acero, ya que la fuerza necesaria para tensarlas podra producir la extensin de las mismas si estuvieran construidas en un material menos resistente a la traccin. Las ms pequeas estn centimetradas e incluso algunas milimetradas, con las marcas y los nmeros pintados o grabados sobre la superficie de la cinta, mientras que las de agrimensor estn marcadas mediante remaches de cobre o bronce fijos a la cinta cada 2 dm, utilizando un remache algo mayor para los nmeros impares y un pequeo valo numerado para los nmeros pares. Por lo general estn protegidas dentro de un rodete de latn o PVC. Las de agrimensor tienen dos manijas de bronce en sus extremos para su exacto tensado y es posible desprenderlas completamente del rodete para mayor comodidad..
Medicin con cinta mtrica
Distintos modelos de cintas mtricas Un problema habitual al medir una distancia con una cinta, es que la distancia a medir sea mayor que la longitud de la cinta. Para subsanar este inconveniente, en agrimensura se aplica lo que se denomina "Procedimiento Operativo Normal" (P.O.N.). El procedimiento se auxilia con jalones y un juego de fichas o agujas de agrimensor (pequeos pinchos de acero, generalmente diez, unidos a un anillo de transporte). Posibles Usos y mbitos de Aplicacin. Aplicacin Negocios Ejemplo En algunos trabajos la cinta mtrica es muy utilizada como carpinteras o herreras y tambin en algunos hogares se Hogares cuenta con estas para realizar mediciones.
ESTRUCTURA. IDENTIFICACIN DE LAS PARTES QUE COMPONEN EL OBJETO. No. 1 2 3 4 PARTE Lamina de acero al cromo o de aluminio Polmero de tefln o de aluminio Pestaa para sujetarla Seguro
REPRESENTACION GRAFICA.
CARACTERISTICAS DE LOS MATERIALES. Origen de los Materiales. Materiales Aluminio Polmero Inorg. x x Org. Renov. No renov. x x Mineral x x Vegetal Animal
PROCESO DE FABRICACION. Sistemas y Tcnicas de Fabricacin.
Sistema Unin Recubrimiento
Tcnica Ensamblado Pintado Esmaltado
Donde se manifiesta Al ensamblar las partes internas y externas de la cinta mtrica. Se pinta todo el objeto tcnico para darle presentacin. Se cubre con esmalte toda la pintura aplicada para darle brillo y proteccin a la pintura Se dobla para dar forma al acero y al plstico. Para convertir la aleacin de metal en lminas u hojas aceradas
Conformacin
Doblado Laminado
Herramientas utilizadas en la fabricacin del objeto. No 1 Descripcin Herramientas Caractersticas Funcin Elaborar y ensamblar todas las partes de la cinta metrica.
FUNCIONAMIENTO. 1.-Se toma la pestaa de la cinta mtrica. 2.-Poner la cinta sobre el objeto o la distancia a medir. 3.-Sujetar el polmero de un lado del objeto o la distancia que se desea medir y jalar la pestaa hacia el lado contrario lo suficiente para tomar la medida deseada. 4.-Al medir el objeto o la distancia, soltar la pestaa e introducirla en el polmero de nuevo. Fuerzas y Tipos de Energa que Causan que el Objeto Funcione. ENERGA MECNICA DEFINICIN Donde se manifiesta La energa Al jalar la pestaa de la cinta metrica mecnica se crea o para comenzar la medicion. genera cuando una fuente externa de energa alimenta al dispositivo mecnico y lo hacer girar, avanzar, retroceder, etc.
Principios de la Ciencia Toda mquina compuesta esta construida por mquinas simples, en este caso son las siguientes: Principio Polea Rueda Ejes Donde se manifiesta Engranajes internos de la cinta mtrica. Al enrollarse la lamina de acero dentro del polmero. Lugar que sostiene donde se enrolla la lamina de acero.
MEDID, fundada en 1932, viene dedicando su labor productiva a los distintos campos de la medicin lineal, siendo especialmente pionera en la produccin de fluxmetros y cintas mtricas en Espaa. En nuestras instalaciones fabriles, MEDID sigue en vanguardia del sector cuidando de aportar permanentemente a sus procesos de produccin las ms innovadoras tecnologas y destinando un esfuerzo importante a I+D. MEDID exporta sus productos a los cinco continentes, basndonos siempre en la calidad y competitividad de los productos que fabricamos. La calidad es la base del espritu de trabajo de MEDID, y por ello podemos garantizar todos nuestros productos en el mundo entero.
CALIBRADOR: VERNIER Origen: El pie de rey o calibrador es el instrumento de medida lineal ms popular que podemos encontrar en cualquier taller mecnico. Permite obtener de forma sencilla, mediante un sistema de regleta mvil, medidas interiores, exteriores y de
profundidad. La invencin de la escala mvil (o nonio) opuesta a una escala fija, permitiendo aumentar la medida en un orden de magnitud, se debe al portugus Pedro Nunes, en latn Petrus Nonius, (1492-1577), que haba diseado un sistema para medir fracciones de grado en dos instrumentos nuticos de altura, el astrolabio y el cuadrante. Basndose en ese sistema, el matemtico francs Pierre Vernier (1580-1637) invent el actual pie de rey, un ingenioso dispositivo que consiste en una escala pequea, con diez divisiones, que puede desplazarse a lo largo de una escala fija, graduada con nueve divisiones equivalentes. En honor a sus creadores este mecanismo suele ser denominado tambin indistintamente Nonius o Vernier. Pierre Vernier (Ornans, 1580 - Ornans, 1637) matemtico francs, es conocido por la invencin en 1631 de la escala vernier para medir longitudes con gran precisin y basado en el de Pedro Nez. Dada la primera invencin de Pedro Nez (1514) y el posterior desarrollo de Pierre Vernier (1631), en la actualidad esta escala se suele denominar como nonio o vernier, siendo empleado uno u otro termino en distintos ambientes, en la rama tcnica industrial suele ser ms utilizado nonio, si bien el termino vernier es comn en la enseanza y en las ciencias aplicadas, aqu tomaremos el termino nonio al ser el ms antiguo y por tanto el que aporto la idea original, considerando, en todo caso, nonio y vernier como trminos sinnimos. De mayor sofisticacin, aunque no por ello menos conocido, es el micrmetro, basado en el concepto de medir un objeto utilizando una rosca de tornillo, un concepto que utiliz por vez primera en la historia el ingls William Gascoigne (1619-1644) para efectuar mediciones astronmicas. Sin embargo, la aplicacin mecnica del calibre de tornillo no se produjo hasta 1797, cuando el pionero en la fabricacin de tornos, Henry Maudslay dise un micrmetro, fabricado en 1800, y conocido como Lord Chancellor, que permita medir hasta la diezmilsima de pulgada. De hecho, la necesidad de obtener medidas tan precisas no surgi hasta el momento en que la intercambiabilidad de piezas, especialmente en las armas,
empez a exigir tolerancias mnimas en la fabricacin de estas. Esta fue a su vez la causa del desarrollo, en esas mismas fechas, del sistema mtrico decimal. El popular micrmetro de bolsillo o tornillo palmer, comnmente utilizado para medir dimetros exteriores, fue inventado por el mecnico francs Jean Laurent Palmer en 1848. Presentado en la exposicin de Pars, llam la atencin de Joseph Brown y de su ayudante Lucius Sharpe, quienes empezaron a fabricarlo de forma masiva a partir de 1868. Una dcada despus, el micrmetro de Brown&Sharpe era ya un instrumento habitual en la industria metalrgica, tanto en Europa como en Amrica. El comparador de esferas ya era utilizado por los fabricantes de relojes a principios del siglo XIX, aunque su aplicacin industrial no se produjo hasta las ltimas dcadas de dicho siglo. El americano John Logan patent en 1883 un primer modelo que utilizaba un sistema de cadena que transmita el movimiento del husillo a la manecilla. A partir de 1904 empez a fabricar relojes comparadores la empresa alemana Karl Zeiss, dedicada desde 1846 a la fabricacin de instrumentos pticos y mecnicos de precisin, y presente en Espaa desde 1892.
DEFINICIN El calibrador vernier es uno de los instrumentos mecnicos para medicin lineal de exteriores, medicin de interiores y de profundidades ms ampliamente utilizados. Se cre que la escala vernier fue inventado por un matemtico portugus llamado Petrus Nonius (1492-1577). El calibrador vernier actual fue desarrollado despus, en 1631 por Pierre Vernier (1580-1637). El vernier o nonio que poseen los calibradores actuales permiten realizar fciles lecturas hasta 0.05 o 0.02 mm y de 0.001" 1/128" dependiendo del sistema de graduacin a utilizar (mtrico o ingls). La exactitud de un calibrador vernier se debe principalmente a la exactitud de la graduacin de sus escalas, el diseo de las guas del cursor, el paralelismo y perpendicularidad de sus palpadores, la mano de obra y la tecnologa en su proceso de fabricacin. Normalmente los calibradores vernier tienen un acabado en cromo satinado el cual elimina los reflejos, se
10
construyen en acero inoxidable con lo que se reduce la corrosin o bien en acero al carbono, la dureza de las superficies de los palpadores oscila entre 550 y 700 vickers dependiendo del material usado y de lo que establezcan las normas. NOMENCLATURA DEL VERNIER Los calibradores Vernier, en milmetros tienen 20 divisiones que ocupan 19 divisiones de la escala principal graduada cada 1 mm, 25 divisiones que ocupan 24 divisiones sobre la escala principal graduada cada 0.5 mm, por lo que dan legibilidad de 0.05 mm y 0.02 mm, respectivamente. PARTES DEL VERNIER:
MANEJO
1. Mordazas para medidas externas. 2. Mordazas para medidas internas.
11
3. Coliza para medida de profundidades. 4. Escala con divisiones en centmetros y milmetros. 5. Escala con divisiones en pulgadas y fracciones de pulgada. 6. Nonio para la lectura de las fracciones de milmetros en que est 7. Nonio para la lectura de las fracciones de pulgada en que est dividido. 8. Botn de deslizamiento y freno.
dividido.
PRECAUCIONES AL UTILIZAR EL VERNIER - Eliminar rebabas, polvo y rayones de la pieza antes de medir. - Cuando mida, mueva lentamente el cursor mientras presiona con suavidad el botn para el pulgar contra el brazo principal. - Mida la pieza utilizando la parte de las puntas ms cercana al brazo principal. - No use una fuerza excesiva de medicin cuando mida con calibradores vernier. - La lectura debe de ser de frente. - Despus de utilizar un calibrador vernier hay que limpiarlos y lubricarlos, y guardarlos con las puntas ligeramente separadas. - No aplique excesiva fuerza al calibrador, ya que podra daar las caras de medicin del calibrador. - No deje caer, ni golpee el calibrador. - No use el calibrador como martillo.
12
- No use las puntas para interiores como comps o rayador, - Revise que el cursor se mueva suavemente. (No debe sentirse flojo o con juego). - Utilice los tornillos de presin o fijacin para corregir el problema. - Apriete los tornillos de presin y de fijacin por completo, despus afloje en sentido antihorario 1/8 de vuelta (45); verificando nuevamente el cursor, repitiendo el procedimiento mientras ajuste la posicin angular de los tornillos. - Separe las caras de medicin de 0,2 a 2 mm (,008 a ,08); sin fijar el cursor. Cuando el calibrador sea almacenado por largos periodos o necesite aceite, use un trapo empapado con aceite para prevenir la oxidacin y ligeramente frote cada seccin del calibrador, asegurndose se distribuya el aceite homogneamente sobre la superficie del calibrador.
Caractersticas del Origen de los Materiales Materiale Inorgnic s os Orgnico Renovabl s es No Renovabl es Escala fija vernier Parte movible x x x x x x Origen Origen Origen Minera Vegeta Anima l x X x l l
13
SISTEMAS Y TCNICAS DE FABRICACIN Sistema Unin Separacin Recubrimiento Tcnica Ensamblado Segueteado Galvanoplastia Lijado Pulido Impresin Lser Donde se manifiesta Al unir las partes del vernier Para cortar las partes de los vernier Sufre un proceso llamado Galvanoplastia, para cromar el objeto Es para dejar la superficie tersa libre de imperfecciones Es para dar un toque fino y quitar pequeas asperezas. Imprime las graduaciones y medidas en el vernier Fuerzas y tipos de energa que causan que el objeto funcione. ENERGA Humana DEFINICIN Donde se manifiesta La energa que usa el ser Se manifiesta en el momento en humano que la obtiene de los que se sujeta y se maniobra con alimentos, realizar sus para poder el vernier para poder realizar actividades medidas energa humana la
cotidianas y laborales. Esta energa es muy til La
cuando se manejan motores, transmitimos al estar manejando poleas, rodillos, a estos los los componentes del vernier estimula MECNICA una fuente de para medir energa externa que puede ser elctrica, humana, solar, etc y al pasar por el dispositivo se producir una fuerza creada por campos magnticos en el caso del motor, o el empuje o arrastre
14
de una mano en el caso de la polea, esta fuerza ser capaz de modificar el estado de reposo del objeto y empezar a funcionar para el fin que fue creado. 1 Aplicaciones de la ciencia. Toda mquina compuesta esta construida por mquinas simples, en este caso son las siguientes: Principio Plano inclinado Palanca Ejes Donde se manifiesta Cuando ponen para medir el dimetro de los objetos. Cuando se apoyan con el objeto para medir su dimetro Cuando se unen las partes de los vernier
Posibles usos y mbitos de aplicacin. Aplicacin Ejemplo hogares escuelas trabajos Para medir los dimetros de objetos. En el taller de maquinas y herramientas. Para medir dimetros de objetos.
Utilidad o frecuencia de uso con relacin a la satisfaccin de la necesidad Mucho para medir los dimetros de los objetos redondos o esfricos o de otras formas. El vernier se usa mucho en las secundarias en el taller de maquinas y herramientas. Tambin se puede usar en otras reas tcnicas. Otros tipos
15
Pie de rey digital.
Pie de rey digital.
Calibre para medir troncos de rboles.
Cuando se trata de medir dimetros de agujeros grandes que no alcanza la capacidad del pie de rey normal, se utiliza un pie de rey diferente llamado de tornero, que solo tiene las mordazas de exteriores con un mecanizado especial que permite medir tambin los agujeros.
Cuando se trata de medir profundidades superiores a la capacidad del pie de rey existen unas varillas graduadas de diferente longitud que permiten medir mayor profundidad.
Existen modernos calibres con lectura directa digital.
FABRICANTES Calibrador a vernier
Lugar del origen: Shandong China Precio Fob: FOB Qingdao,China US$ 10.00~50.00
16
Puerto: Qingdao,China Condiciones de pago: L/C,T/T,Western Union,MoneyGram Cantidad de orden mnima: 100 Piece/Pieces Capacidad de la fuente: 10000 Piece/Pieces per Mes Paquete: caso de madera Plazo de expedicin: 30 das
Caractersticas & Especificaciones de Calibrador a vernier Calibradores a vernier:
Artcu A (milmetro) Exactitud Artculo lo No. Graduad No. Gama B C D Quijad Quijad (acero o. Quijad (milmet (milmetr (milmetr Quijada (Acero (milmetr de (milmetr a a inoxidab o) o) o) a larga ro) larga carbn o) normal normal le) ) 151550S 151555S 151560S 151565S 151570S 151575S 151580S 151585S 151150S 151155S 151550C 151555C 151560C 151565C 151570C 151575C 151580C 151585C 151150C 155C 0-500 0-600 0-800 0.05 0.05 0.05 100/12 5 100/12 5 125/15 0 125/15 0 125/15 0 150 150 150 100/12 5 5 150 150 200 200 200 200/30 0 200/30 0 200/30 0 150 10 10 20 20 20/30 20/30 20/30 20/30 10 10 12 12 18 18 20 20 20 20 10 12 25 25 32 32 32/41.5 52 52 52 25 25 0.10m m 0.14m m 0.15m 0.18m m m m m m m m m m m m m 0.20m 0.26m 0.25m 0.30m 0.30m 0.35m 0.05m 0.08m 0.07m 0.10m 0.07m 0.10m m m 0.13m m
0-1000 0.05 0-1500 0.05 0-2000 0.05 0-2500 0.05 0-3000 0.05 0-500 0.02 0.02
151- 0-600
100/12 150
17
151160S 151165S
151160C 151165C
0-800
0.02
125/15 0 125/15 0
200 200
20 20
18 18
32 32
0.11m m
0-1000 0.02
2. INSTRUMENTOS DE MEDICION ANGULAR Gonimetro Un gonimetro es un instrumento de medicin con forma de semicrculo o crculo graduado en 180 o 360, utilizado para medir o construir ngulos. Este instrumento permite medir ngulos entre dos objetos, tales como dos puntos de una costa, o un astro -tradicionalmente el Sol- y el horizonte. Con este instrumento, si el observador conoce la elevacin del Sol y la hora del da, puede determinar con bastante precisin la latitud a la que se encuentra, mediante clculos matemticos sencillos de efectuar. Tambin se le puede llamar sextante. Este instrumento, que reemplaz al astrolabio por tener mayor precisin, ha sido durante varios siglos de gran importancia en la navegacin martima, hasta que en los ltimos decenios del siglo XX se impusieron sistemas ms modernos, sobre todo la determinacin de la posicin mediante satlites. El nombre sextante proviene de la escala del instrumento, que abarca un ngulo de 60 grados, o sea, un sexto de un crculo completo. Existe un instrumento llamado goniofotmetro, fotogonimetro o fotmetro de celda mvil, que mide la intensidad luminosa emitida por una fuente de luz (generalmente de tipo artificial) a diferentes ngulos, se utiliza para conocer la curva de distribucin luminosa, la cual describe el comportamiento de la fuente de luz. Descripcin y uso
18
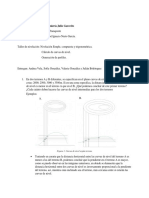
Funcionan como una falsa escuadra pero poseen un transportador en el cual se puede leer directamente el ngulo. Uno de los ms sencillos est constituido por un semicrculo graduado (transportador) y un brazo mvil que tiene un ndice sealador de ngulo (Imagen 1). El brazo mvil puede girar teniendo como eje el centro del semicrculo. Estn construidos de acero inoxidable. El gonimetro universal est formado por dos reglas (Imagen 1), una de ellas provista de un limbo graduado y la otra de un vernier circular y de un anillo dentro del cual puede girar el limbo o disco graduado de la primera regla. Poseen un tornillo de fijacin que permite inmovilizar las reglas en una posicin determinada. Estn construidas en acero inoxidable, teniendo la regla que posee el vernier una longitud de 200mm a 300mm generalmente. El limbo est graduado en ambas direcciones y pueden medirse ngulos segn convenga a la derecha o izquierda. El limbo est graduado en 360 con lecturas de 0 a 90, 90 a 0, 0 a 90 y de 90 a 0.
Imagen 1. Estructura de gonimetros. Caractersticas:
Gonimetro analgico Lupa magnificadora del vernier Rango de medicin 360 Divisin mnima 5 Ajuste fino Dispositivo para medicin de ngulos agudos Fabricado en acero inoxidable
Imagen 2. Gonimetro
19
Imagen 3. Gonimetro y reglas intercambiables. Uso El gonimetro es un instrumento para tomar medidas de ngulos, en grados. Para tomar medidas con el gonimetro, primeramente tendremos que apoyar la regla con el extremo que mejor se acomode al ngulo que vayamos a medir, apoyando a su vez el pequeo apoyo del gonimetro en el ngulo contiguo de ste o perpendicularmente por decirlo de algn modo. Para este acomodamiento del gonimetro en la pieza, necesitaramos tener algo sueltas las tuercas del instrumento para un fcil manejo y para que se deslice bien. Una vez hayamos posicionado bien el instrumento habremos conseguido el ngulo que queriamos sacar. Y a partir de ah, si tenemos conocimientos de trigonometra podremos sacar lados y todos los datos deseados. El cambio de la regla es muy sencillo. Si nos fijamos en la imagen 3 veremos que para unir el gonimetro a la regla tiene una rosca que es la que une los dos elementos, si desenroscramos esa tuerca y sacramos por el canal, podramos sacar la regla y sustituirla por otra regla de diferente longitud o el ms acertado para nuestra medicin. Si seguimos analizando la imagen veremos que en el centro hay otra rosca ms grande y de color blanco que atraviesa todos los elementos del gonimetro y es la rosca que se ocupa de la sujecin del gonimetro y del pequeo apoyo. Puesta en cero
20
Y por ltimo veremos la rosca mediana entre de todas que es la que se ocupa del circulo graduado, que nos ser til para poner a cero el gonimetro. Para ponerlo a cero, no tendremos que hacer nada ms que desenroscar esta tuerca y posicionar el 0 en el numero que queramos y roscar de nuevo la tuerca para ajustarlo del todo, de este modo ese ser el numero de referencia 0.
Empresas fabricantes de este instrumento en el mundo. Aerotech GmbH
Alemania www.aerotech.com
DR. JOHANNES HEIDENHAIN GMBH
Alemania www.heidenhain.de
Shenzhen Calibeur Industries Co. Ltd
China
21
www.calibeur.com
Fegemu, con ms de 40 aos en el mercado, abastece muchas de las necesidades industriales del mercado, respecto a mquinas, herramientas, tornillera, metrologa y calzado de proteccin laboral BASE, con la reciente adquisicin de su fbrica en Italia. Actualmente distribuye sus productos en Espaa, Francia y Portugal, siendo sus principales pilares la innovacin de sus productos, la calidad, su servicio, los altos niveles de stock y un marketing operativo y comunicacional digno de resear. Rua do Orfanato, 1387 SP BRASIL Web: http://www.recordsa.com.br Ramo: Industria metalurgica de aparelhos de precisao.,SERVICIOS Nmero de ficha: 832390 Proveedor en venezuela ECOZINC..AV sur centro-urbanizacion la lagunita-1080 caracas. 3. MAQUINAS DE MEDICION POR CORDENADAS HISTORIA Las primeras mquinas de coordenadas en realidad fueron las mquinas de trazos, que son instrumentos con tres ejes mutuamente perpendiculares a fin de alcanzar coordenadas volumtricas en un sistema cartesiano para localizar un punto en el espacio sobre una pieza con tres dimensiones. Se conoce que a finales del ao 1962, la firma italiana DEA construy la primera mquina de medicin cerca de Turn, Italia.
22
Posteriormente en 1973 la compaa Carl Zeiss cre una mquina, equipada con un palpador, un ordenador y un control numrico. Desde entonces han surgido muchas marcas y modelos de mquinas de coordenadas, que se distinguen entre s por sus materiales de fabricacin utilizados, software utilizado, versatilidad, alcances de medicin, etc.
DEFINICION Son instrumentos de medicin con los cuales se pueden medir caractersticas geomtricas tridimensionales de objetos en general.
FUNCIONAMIENTO La extraccin de la geometra de piezas se hace mediante: punto, lnea, plano, crculo, cilindro, cono, esfera y toroide; y con estos elementos puede hacerse la medicin completa de una pieza.
23
Las MMC cuentan con un sistema mediante el cul hacen contacto sobre las piezas a medir que es llamado sistema de palpacin, cada vez que el sistema de palpacin hace contacto sobre la pieza a medir (mensurando), se adquiere un dato de medicin (X,Y,Z), que puede ser procesado en un software que est almacenado en un ordenador. FORMA DE TRABAJO Dado que la fabricacin de una mquina requiere tantos planos como elementos existan, la clara descripcin de la geometra de la pieza se torna de gran importancia. Para ello existen normas (ISO-1101 y ANSY/ASME y 14.5M) dedicadas a explicar los smbolos mediante los cules se establecen las tolerancias de fabricacin de las partes de cualquier mquina que deba ser manufacturada. Estos smbolos son el lenguaje comn de los planos de fabricacin. Smbolos de caractersticas geomtricas. 1. Rectitud: Es la condicin en la que los puntos forman una lnea recta, la zona de tolerancia est formada por dos lneas paralelas separadas el valor de la tolerancia de rectitud. 2. Planitud: Es la condicin en la que todos los puntos de una superficie deben estar contenidos entre dos planos paralelos separados el valor de la tolerancia de planitud.
24
3. Redondez: Es la condicin en la que todos los puntos de una superficie forman un crculo y la zona de tolerancia est formada por dos crculos con centro comn y separados la zona de tolerancia de redondez. 4. Cilindricidad: Es la condicin geomtrica en la que todos los puntos de una superficie cilndrica deben estar contenidos en una zona de tolerancia de dos cilindros con eje comn y separados el valor de la tolerancia. 5. Perfil: Es la zona de tolerancia que controla superficies irregulares y se puede aplicar a contornos individuales superficies completas. La zona de tolerancia est definida por un par de perfiles regulares separados entre s la zona de tolerancia del perfil. 6. Angularidad: Es la tolerancia que orienta a ejes planos a un ngulo especfico diferente de 90. La zona de tolerancia est definida por dos planos separados la zona de tolerancia especificada un cilindro con dimetro de tamao de la zona de tolerancia especificada orientados a un ngulo bsico respecto del plano eje de referencia. 7. Perpendicularidad: Es la condicin mediante la cul se controla planos ejes a 90. 8. Paralelismo: Es la condicin geomtrica con la cul se controlan ejes planos a 180. 9. Concentricidad: Es la condicin que indica que dos centros ejes de crculos cilindros respectivamente deben coincidir en una zona de tolerancia circular cilndrica del tamao de la zona de tolerancia indicada.
10. Posicin: Una Tolerancia de posicin define una zona dentro de la cual el centro, eje plano central de un elemento de tamao se le permite variar de su posicin verdadera (cota exacta).
25
11. Simetra: Es la condicin donde una caracterstica es
igualmente
dispuesta o equidistante del plano central el eje del elemento de referencia. 12. Perfil de una superficie: La tolerancia del perfil de una superficie se limita a dos superficies que envuelven ala superficie terica (Separadas el valor de la tolerancia). 13. Cabeceo Simple: Es una tolerancia compuesta usada para controlar la relacin de una o ms caractersticas del elemento respecto a un eje de referencia. 14. Cabeceo Total: Un cabeceo tota provee el control compuesto de todas las superficies del elemento respecto de un eje de referencia. INSTALACIN DE UNA MMC: entorno Los costes asociados a una mquina de medir por coordenadas van generalmente ms all de la propia mquina. En efecto, la ubicacin de la misma y las condiciones de su entorno deben cumplir diversos requisitos para que los resultados de la medicin sean fiables. Una MMC puedee ser instalada en distintos ambientes de trabajo, que en mayor o menor medida estarn bajo la influencia de los siguientes factores externos: 1. Suciedad a. Ambientes limpios b. Ambientes contaminados: partculas en suspensin (humedad, aceite, polvo, otras partculas) 2. Temperatura / humedad a. Gradientes trmicos temporales b. Gradientes trmicos espaciales c. Humedad relativa 3. Vibraciones a. Frecuencia b. Amplitud
26
En funcin de estas tres variables puede actuarse de distintas maneras. Una de ellas es utilizar una mquina adecuada, pensada para que su comportamiento sea inerte frente a alguno de estos parmetros. La otra, acondicionar el ambiente para dejar la mquina a salvo de estos factores perturbadores. Para contrarrestar los efectos de las partculas en suspensin puede carenarse la mquina, o incluso ser presurizada internamente para evitar que penetren las partculas. Por el contrario, puede aislarse la mquina en una cabina. En el caso de la compensacin trmica se puede hablar de compensacin trmica lineal o compensacin trmica estructural. La compensacin lineal slo considera la variacin que puede experimentar el censor lineal en funcin de la temperatura mientras la estructural, ms completa, tiene en cuenta el efecto de las variaciones de la temperatura en la estructura mecnica. La opcin de emplear cabinas con temperatura y humedad controladas depende del tamao de la mquina, pues para grandes volmenes la opcin puede acarrear un coste demasiado elevado, mientras que para volmenes de unos 100 m2 puede ser la opcin ms adecuada. Hay que sealar que, para evitar los gradientes espaciales, es decir, para garantizar que la temperatura sea idntica en cualquier punto de la mecnica evitando as deformaciones estructurales, es preciso conseguir una elevada recirculacin del aire. Para eliminar el efecto de las vibraciones existen dos opciones: emplear una cimentacin o masa ssmica o bien aislar exclusivamente la mquina mediante elementos antivibrantes activos o pasivos (amortiguadores neumticos, resortes, elementos viscosos, etc.). Su utilizacin depende de las dimensiones de la mquina, y de la amplitud y frecuencia de las vibraciones. Cuando se plantea la instalacin de una mquina de medir en un ambiente industrial (prensas de
27
estampacin, inyeccin, lneas de mecanizado, forja, etc.), es conveniente realizar un estudio detallado de las vibraciones.
FABRICANTES Mquinas de medir por coordenadas (MMC): Elettrorava Ibrica S.L. Polgono Industrial Cova Solera. C/ Lisboa, Nave 4 08191 Rub - Barcelona - Espaa.
CONCLUSIN Todo lo que nos rodea tiene medidas, antes de su elaboracin necesitaron clculos que fueron los creadores de dicho objetos. Se encuentran en el mercado muchos instrumentos para medir, muchos de ellos capases de hacer ms de un tipo de medida ejemplo el vernier que mide longitud, profundidad y redondez. Medir es un trabajo o tcnica utilizada por el hombre desde su gnesis, y como todo sus componentes han revolucionado en comparacin a siglos anteriores hoy en da este oficio de la medir esta unido con todos los desarrollos del mundo y gracias a estos intercambios, tenemos instrumentos capases de dar medidas con tan solo pasas una luz sobre cualquier objeto, maquinas de medicin por coordenadas una de las formas de medir mas exactas y eficaces actualmente.
28
REFERENCIAS ELECTRONICAS
PAGINA DEL BUSCADOR WWW.GOOGLE.COM. VISTO LOS DIAS 3 Y 4 DE OCTUBRE DE 2009 http://es.wikipedia.org/wiki/Cinta_m%C3%A9trica http://www.scribd.com/search?internalSearch=true http://www.scribd.com/doc/2462395/Analisis-de-Objeto-Tecnico-El-Vernier http://es.wikipedia.org/wiki/Sextante http://es.encarta.msn.com/encyclopedia_761578758/Sextante.html http://www.germanys-exportdatabase.com/cl/sid.php? PHPSESSID=j9horf19risgajgqkt1273iudpdhas65&f_lang=esp http://teleformacion.edu.aytolacoruna.es/FISICA/document/fisicaInteractiva/OptG eometrica/EspejoPlano/sextante/Sextante.htm
29
http://www.europages.es/guia-empresas/psrw/sextantes.html http://www.cenam.mx/cmu-mmc/Que%20son%20MMC.htm http://html.rincondelvago.com/goniometro.html http://es.wikipedia.org/wiki/Goni%C3%B3metro
30
You might also like
- Informe de NivelacionDocument18 pagesInforme de NivelacionMaria De Los Angeles Caceres QuirogaNo ratings yet
- Circuito de NivelaciónDocument19 pagesCircuito de NivelaciónJulio Alexander Hernandez Vargas67% (3)
- Topografia Duitama CerritoDocument1 pageTopografia Duitama Cerritomiguel alexander guerrero chaconNo ratings yet
- 16CAPITULO 9. TaquimetriaDocument11 pages16CAPITULO 9. TaquimetriaCristhian CarlosNo ratings yet
- Topografia 3R InformeDocument16 pagesTopografia 3R InformeMichkell Luis ramirezNo ratings yet
- Levantamiento BrujulaDocument20 pagesLevantamiento BrujulaMaría DeliciaNo ratings yet
- La Formación Del AgrimensorDocument7 pagesLa Formación Del AgrimensorJosues BeatoNo ratings yet
- TEODOLITOS ELECTRÓNICOS Y ÓPTICOSDocument6 pagesTEODOLITOS ELECTRÓNICOS Y ÓPTICOSyuniorNo ratings yet
- Topografia. LevantamientoDocument14 pagesTopografia. LevantamientoXavierrafaelNo ratings yet
- Silabo Topografia (A) - Udh - Virtual 2021-IDocument7 pagesSilabo Topografia (A) - Udh - Virtual 2021-IJHONATAN LUIS HUERTA HUAM�NNo ratings yet
- Informe Topografico MorropeDocument21 pagesInforme Topografico MorropetrafaelNo ratings yet
- 26280-220-V11-Va30-00847 - R1 Procedimiento Trazo y Replanteo TopograficoDocument12 pages26280-220-V11-Va30-00847 - R1 Procedimiento Trazo y Replanteo TopograficoVasquez HeiderNo ratings yet
- Diapos San JeronimoDocument60 pagesDiapos San JeronimoAlejandro O. Luna0% (1)
- Taller Nivelacion (Recuperado Automáticamente)Document15 pagesTaller Nivelacion (Recuperado Automáticamente)Andrea velaNo ratings yet
- Cronograma de actividades 2013 topografíaDocument3 pagesCronograma de actividades 2013 topografíamatialmazanNo ratings yet
- Brigada TopograficaDocument8 pagesBrigada TopograficaBryan LliuyaccNo ratings yet
- La agrimensura en la antigüedad: orígenes y primeros registrosDocument13 pagesLa agrimensura en la antigüedad: orígenes y primeros registrosGloria TobonNo ratings yet
- Cinta Métrica TopograficaDocument5 pagesCinta Métrica TopograficasaulNo ratings yet
- COMUNICACIÓN Y PLUMBING FDocument17 pagesCOMUNICACIÓN Y PLUMBING Fjonathan.limaNo ratings yet
- Evolucion de La AgrimensuraDocument26 pagesEvolucion de La AgrimensuraRicardo De La CruzNo ratings yet
- Taller 2 TopografíaDocument4 pagesTaller 2 TopografíaJorge Eliecer PardoNo ratings yet
- Triangulacion Proyecto 2Document29 pagesTriangulacion Proyecto 2Deymar ApazaNo ratings yet
- Levantamiento topográfico bosque piedrasDocument6 pagesLevantamiento topográfico bosque piedrasjuansaul_1No ratings yet
- Poligonal TaquimetricaDocument28 pagesPoligonal TaquimetricaCristian Abanto LeónNo ratings yet
- 2-2,021 Examen Parcial 2 Topografia 1Document3 pages2-2,021 Examen Parcial 2 Topografia 1MaJo JuárezNo ratings yet
- Informe Nivelación de PerfilDocument10 pagesInforme Nivelación de PerfilJose ChambeNo ratings yet
- DÍAZ CÓNDOR R. DAVID - 1 y 2.Document6 pagesDÍAZ CÓNDOR R. DAVID - 1 y 2.javidNo ratings yet
- Avances TecnológicosDocument8 pagesAvances TecnológicosJack Shane RodríguezNo ratings yet
- TopografiaDocument98 pagesTopografia1998cruzNo ratings yet
- Historia de La GeodesiaDocument4 pagesHistoria de La GeodesiaDaniel Milton QMNo ratings yet