You might also like
- Somatic Symptom DisorderDocument26 pagesSomatic Symptom DisorderGAYATHRI NARAYANAN100% (1)
- Assignment On Diesel Engine OverhaulingDocument19 pagesAssignment On Diesel Engine OverhaulingRuwan Susantha100% (3)
- String Harmonics in Ravel's Orchestral WorksDocument97 pagesString Harmonics in Ravel's Orchestral WorksYork R83% (6)
- Selection of Bearing SizeDocument5 pagesSelection of Bearing SizeWayu100% (1)
- Agamata Chapter 5Document10 pagesAgamata Chapter 5Drama SubsNo ratings yet
- Elastohydrodynamic Lubrication FundamentalsDocument40 pagesElastohydrodynamic Lubrication FundamentalsGweParkNo ratings yet
- MOH Formulary Drug List 2014Document115 pagesMOH Formulary Drug List 2014mahmud000No ratings yet
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDocument14 pagesVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarNo ratings yet
- Bolting Basics ExplainedDocument8 pagesBolting Basics ExplainedMarc AnmellaNo ratings yet
- ACUPRO Version 4: Measurement of Acoustical Properties of Materials and SystemsDocument18 pagesACUPRO Version 4: Measurement of Acoustical Properties of Materials and SystemsAnonymous 4Pq2vhjWLVNo ratings yet
- IRB 1600 Product ManualDocument398 pagesIRB 1600 Product ManualEmanuelNo ratings yet
- The Power of Appreciation in Everyday LifeDocument213 pagesThe Power of Appreciation in Everyday Lifekrshankar18100% (1)
- A O G E I R - D S: Nalysis F Yroscopic Ffects N Otor ISC YstemsDocument48 pagesA O G E I R - D S: Nalysis F Yroscopic Ffects N Otor ISC YstemsTarun BhardwajNo ratings yet
- Energy Efficiency in Motor Driven Systems - Francesco Parasiliti Paolo Bertoldi PDFDocument578 pagesEnergy Efficiency in Motor Driven Systems - Francesco Parasiliti Paolo Bertoldi PDFddadara0% (1)
- AC Motors, Motor Control and Motor ProtectionDocument25 pagesAC Motors, Motor Control and Motor Protectionwira eka0% (1)
- Power Cable Catalogue 2012Document222 pagesPower Cable Catalogue 2012iaessackjeeNo ratings yet
- ME 498 - 6 - Nanoindentation and NanoscratchDocument23 pagesME 498 - 6 - Nanoindentation and NanoscratchTt OwnsqqNo ratings yet
- EASA Shaft Bearing Currents PDFDocument13 pagesEASA Shaft Bearing Currents PDFnalasekaran100% (2)
- Electronics For Mechanical EngineersDocument35 pagesElectronics For Mechanical EngineersRamanujam O SNo ratings yet
- 5.0 Theory of Motorized Valve Actuator ControlsDocument20 pages5.0 Theory of Motorized Valve Actuator ControlsParameswararao BillaNo ratings yet
- Fault Diagnostics - Report-2Document12 pagesFault Diagnostics - Report-2Mohamed MostafaNo ratings yet
- F Me A of Journal BearingDocument6 pagesF Me A of Journal BearingkulilistrikNo ratings yet
- Failure of CamshaftDocument3 pagesFailure of Camshaftsultanu89No ratings yet
- Xerox 6030 PDFDocument663 pagesXerox 6030 PDFРумен ИвановNo ratings yet
- BEAMA Guide To Arc Fault Detection Devices (AFDD) PDFDocument17 pagesBEAMA Guide To Arc Fault Detection Devices (AFDD) PDFddadaraNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Guide To Forms of Separation FinalDocument31 pagesGuide To Forms of Separation FinalMucha MuchanNo ratings yet
- Modelling and Simulation of Automatic TransmissionDocument11 pagesModelling and Simulation of Automatic TransmissionInternational Journal of Innovative Science and Research Technology100% (1)
- Analysis of Permanent Magnet Synchronous MotorDocument15 pagesAnalysis of Permanent Magnet Synchronous Motormalini72No ratings yet
- A Tension-Torsion Creep-Rupture Testing MachineDocument7 pagesA Tension-Torsion Creep-Rupture Testing MachineMyles JingNo ratings yet
- Electric Motor Asset ManagementDocument12 pagesElectric Motor Asset ManagementmelanitisNo ratings yet
- Unit V Reliability Apr 06 2020Document56 pagesUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- 20764C ENU Companion PDFDocument192 pages20764C ENU Companion PDFAllan InurretaNo ratings yet
- Gensizing For MotorsDocument4 pagesGensizing For MotorsaderezoNo ratings yet
- ATP MCA Analysis Manual AT5Document78 pagesATP MCA Analysis Manual AT5kamran719No ratings yet
- Ch3 Balancing of Rigid - Flexible - Linked PDFDocument119 pagesCh3 Balancing of Rigid - Flexible - Linked PDFAlexis CordovaNo ratings yet
- NASA Fracture Mechanics Guide PDFDocument6 pagesNASA Fracture Mechanics Guide PDFadsoi asdjioNo ratings yet
- DynamometerDocument3 pagesDynamometerShang Divina EbradaNo ratings yet
- Brake SquealDocument10 pagesBrake Squealsharanmit2039No ratings yet
- Machine Component Failure AnalysisDocument9 pagesMachine Component Failure Analysiskanakarao1No ratings yet
- MMP1903 Sample ProposalDocument13 pagesMMP1903 Sample ProposalKuko JawaNo ratings yet
- Successful Solution: To The Challenge ofDocument2 pagesSuccessful Solution: To The Challenge ofKenny RuizNo ratings yet
- Active Suspension Systems - Patent and Technology Landscape Report - Key Players, Innovators and Industry AnalysisDocument19 pagesActive Suspension Systems - Patent and Technology Landscape Report - Key Players, Innovators and Industry AnalysisDolceraNo ratings yet
- Crankshaft Torsional Vibration ReferenceDocument3 pagesCrankshaft Torsional Vibration ReferenceSakthiVel RamuNo ratings yet
- AT 5 Research Assignment Student On Complex System Fault PDFDocument9 pagesAT 5 Research Assignment Student On Complex System Fault PDFArshad IssopNo ratings yet
- Automated Fault DiagnosisDocument174 pagesAutomated Fault DiagnosisgowthamNo ratings yet
- Ultrasonic Monitoring (A New Method For Condition Monitoring)Document4 pagesUltrasonic Monitoring (A New Method For Condition Monitoring)Ankur KumarNo ratings yet
- 0218 Gearsolutions PDFDocument60 pages0218 Gearsolutions PDFdesetekNo ratings yet
- Computer Science Research Proposal SampleDocument7 pagesComputer Science Research Proposal SampleEzra MokuaNo ratings yet
- Parts Failure AnalysisDocument3 pagesParts Failure Analysisswapneel_kulkarniNo ratings yet
- Vibration AnalysisDocument4 pagesVibration AnalysisJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Acceleration Amplitude Demodulation IN Predictive MaintenanceDocument8 pagesAcceleration Amplitude Demodulation IN Predictive MaintenanceronfrendNo ratings yet
- Thermal Analysis User's Guide: Siemens Siemens SiemensDocument210 pagesThermal Analysis User's Guide: Siemens Siemens SiemensThaiAnhBoNo ratings yet
- Band and Block Brake AnalysisDocument28 pagesBand and Block Brake AnalysisThato TumeloNo ratings yet
- Operatiion & Maintenance Instructions Sharpe Mixers - Side Entry With SealDocument16 pagesOperatiion & Maintenance Instructions Sharpe Mixers - Side Entry With Sealrongweius100% (1)
- Balancing of Rotating Masses ReportDocument7 pagesBalancing of Rotating Masses ReportFern DsilvaNo ratings yet
- Understanding Fatigue AnalysisDocument16 pagesUnderstanding Fatigue AnalysisAnem HafizNo ratings yet
- NDT From WikiDocument11 pagesNDT From WikiRohan ChauguleNo ratings yet
- JTW Series Worm Gear Screw Jack, Worm Gear Wheel Lifts, Worm Gear Screw Lifter, Worm Gear Screw Actuator, Worm Gear Linear Actuator, Worm Gear Machine Screw Jack, Worm and Worm Wheel Screw JackDocument43 pagesJTW Series Worm Gear Screw Jack, Worm Gear Wheel Lifts, Worm Gear Screw Lifter, Worm Gear Screw Actuator, Worm Gear Linear Actuator, Worm Gear Machine Screw Jack, Worm and Worm Wheel Screw JackWarren LeeNo ratings yet
- 101 Ways Extract Modal Parameters Which Is One Me PDFDocument13 pages101 Ways Extract Modal Parameters Which Is One Me PDFValentino de GeorgeNo ratings yet
- Service Pack R15.0.7 UpdateDocument44 pagesService Pack R15.0.7 UpdateKrozeNo ratings yet
- A Hybrid Predictive Maintenance Approach For CNC Machine Tool Driven byDocument16 pagesA Hybrid Predictive Maintenance Approach For CNC Machine Tool Driven bySheron SisodiyaNo ratings yet
- LD430c TroubleshootingDocument136 pagesLD430c TroubleshootingGilberto IbarraNo ratings yet
- FRF VibrationDocument29 pagesFRF VibrationTheerayootNo ratings yet
- Design and Analysis of Electro Hydraulic Thruster Brake For Lifting MachineDocument7 pagesDesign and Analysis of Electro Hydraulic Thruster Brake For Lifting MachineIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
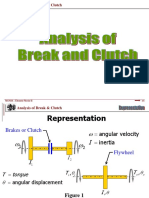
- II. Brake & Clutch - CH 2 AnalysisDocument78 pagesII. Brake & Clutch - CH 2 Analysishavid ariyantoNo ratings yet
- 03 IR Camera OperationDocument10 pages03 IR Camera OperationAleksandar StojanovicNo ratings yet
- HB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsDocument4 pagesHB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsRafael Charry AndradeNo ratings yet
- Arl Bearing AnalysisDocument54 pagesArl Bearing Analysisbitconcepts9781No ratings yet
- HLN-11A Leeb Portable Hardness TesterDocument2 pagesHLN-11A Leeb Portable Hardness TesterRaden RoyNo ratings yet
- PHD Pajaczkowski Piotr PDFDocument162 pagesPHD Pajaczkowski Piotr PDFChristopher GarciaNo ratings yet
- Line Reactors and VFDsDocument4 pagesLine Reactors and VFDsddadaraNo ratings yet
- RL Line - Load Reactors PDFDocument2 pagesRL Line - Load Reactors PDFddadaraNo ratings yet
- Preventing Damage To Motor BearingsDocument6 pagesPreventing Damage To Motor BearingsddadaraNo ratings yet
- TechnicalWhitePaper BearingCurrents PDFDocument5 pagesTechnicalWhitePaper BearingCurrents PDFddadaraNo ratings yet
- A Preventive Plan For Bearing ProtectionDocument6 pagesA Preventive Plan For Bearing ProtectionddadaraNo ratings yet
- A Vibration - Based Approach For Stator Winding Fault Diagnosis of Induction Motors Application of Envelope Analysis PDFDocument9 pagesA Vibration - Based Approach For Stator Winding Fault Diagnosis of Induction Motors Application of Envelope Analysis PDFddadaraNo ratings yet
- Motor Current SignatureDocument5 pagesMotor Current Signaturel1f3b00kNo ratings yet
- PMAC Whitepaper PDFDocument15 pagesPMAC Whitepaper PDFIFeLisTigrisNo ratings yet
- Historical Evolution of Motor TechnologyDocument8 pagesHistorical Evolution of Motor TechnologyddadaraNo ratings yet
- Section8 AC Motors, Motor Control and Motor ProtectionDocument26 pagesSection8 AC Motors, Motor Control and Motor ProtectionddadaraNo ratings yet
- Sdmo J300K PDFDocument5 pagesSdmo J300K PDFddadara100% (1)
- Oxymat High Purity N2 OPASDocument4 pagesOxymat High Purity N2 OPASddadaraNo ratings yet
- NEXANS-NZ - Power Cable Catalogue Full Version 2012Document11 pagesNEXANS-NZ - Power Cable Catalogue Full Version 2012ddadaraNo ratings yet
- Oxymat Electronics & Laser CuttingDocument4 pagesOxymat Electronics & Laser CuttingddadaraNo ratings yet
- Intellicontrol: Worldwide Manufacturer of PSA Generator SystemsDocument2 pagesIntellicontrol: Worldwide Manufacturer of PSA Generator SystemsddadaraNo ratings yet
- Oxymat High Purity N2 OPASDocument4 pagesOxymat High Purity N2 OPASddadaraNo ratings yet
- Kohlerpower@83474 Gen Set Motor Starting FinalDocument9 pagesKohlerpower@83474 Gen Set Motor Starting Finalcyong7788No ratings yet
- PSA Oxygen Cone ManufacturerDocument2 pagesPSA Oxygen Cone ManufacturerddadaraNo ratings yet
- Oxymat's Guide to Marine-Grade Nitrogen Generator SystemsDocument4 pagesOxymat's Guide to Marine-Grade Nitrogen Generator SystemsddadaraNo ratings yet
- Oxymat Medical UpgradeDocument1 pageOxymat Medical UpgradeddadaraNo ratings yet
- O070 Eco 20-09-2012Document1 pageO070 Eco 20-09-2012ddadaraNo ratings yet
- O070 Eco 20-09-2012Document1 pageO070 Eco 20-09-2012ddadaraNo ratings yet
- O070 Eco 20-09-2012Document1 pageO070 Eco 20-09-2012ddadaraNo ratings yet
- Philippians 1:27-2:18Document3 pagesPhilippians 1:27-2:18Buddy OvermanNo ratings yet
- Logic and Its Metatheory: Instructor InformationDocument6 pagesLogic and Its Metatheory: Instructor InformationMarco StoroniMazzolani Di MaioNo ratings yet
- Endocrine System Multiple Choice QuestionsDocument42 pagesEndocrine System Multiple Choice QuestionswanderagroNo ratings yet
- Dendrinos, Multilingualism Language Policy in The EU TodayDocument20 pagesDendrinos, Multilingualism Language Policy in The EU Todayi.giommettiNo ratings yet
- Ziarat e NahiyaDocument48 pagesZiarat e Nahiyazaighama_1100% (7)
- Bailable and Non BailableDocument10 pagesBailable and Non BailableasthaNo ratings yet
- Dreams PDFDocument8 pagesDreams PDFapi-266967947No ratings yet
- Conservation of Arabic ManuscriptsDocument46 pagesConservation of Arabic ManuscriptsDr. M. A. UmarNo ratings yet
- Balay Dako Menu DigitalDocument27 pagesBalay Dako Menu DigitalCarlo -No ratings yet
- Advantage and Disadvantage Bode PlotDocument2 pagesAdvantage and Disadvantage Bode PlotJohan Sulaiman33% (3)
- Frawley David - Wisdom of The Ancient Seers Mantras of The Rig VedaDocument140 pagesFrawley David - Wisdom of The Ancient Seers Mantras of The Rig Vedadbbircs100% (1)
- Resume VVNDocument1 pageResume VVNapi-513466567No ratings yet
- Baby Crawling - How Important Really It IsDocument2 pagesBaby Crawling - How Important Really It Ismarkus_danusantosoNo ratings yet
- Car For Sale: A. Here Are Some More Car Ads. Read Them and Complete The Answers BelowDocument5 pagesCar For Sale: A. Here Are Some More Car Ads. Read Them and Complete The Answers BelowCésar Cordova DíazNo ratings yet
- Métodos de Reabilitação para Redução Da Subluxação Do Ombro Na Hemiparesia pós-AVC Uma Revisão SistemátDocument15 pagesMétodos de Reabilitação para Redução Da Subluxação Do Ombro Na Hemiparesia pós-AVC Uma Revisão SistemátMatheus AlmeidaNo ratings yet
- Is.14858.2000 (Compression Testing Machine)Document12 pagesIs.14858.2000 (Compression Testing Machine)kishoredataNo ratings yet
- CHN ReviewerDocument9 pagesCHN ReviewerAnonymousTargetNo ratings yet
- Homework Week 13Document2 pagesHomework Week 13Nigar QurbanovaNo ratings yet
- 316 ch1Document36 pages316 ch1katherineNo ratings yet
- Coursework of Signals and Systems: Moh. Kamalul Wafi December 6, 2018Document2 pagesCoursework of Signals and Systems: Moh. Kamalul Wafi December 6, 2018kartiniNo ratings yet
- HR Syl 5 Pages 2023-2024 20.09.2023Document5 pagesHR Syl 5 Pages 2023-2024 20.09.2023ABLEELECTRONNo ratings yet