You might also like
- Prevent Rail CorrosionDocument22 pagesPrevent Rail CorrosionViswanadh Lvs KuchibhotlaNo ratings yet
- Revised painting scheme for bridges in coastal, industrial and other areasDocument4 pagesRevised painting scheme for bridges in coastal, industrial and other areasradhakrishnang100% (1)
- Metallizing For Corrosion Protection of Steel and Concrete BridgesDocument5 pagesMetallizing For Corrosion Protection of Steel and Concrete Bridges123vigenNo ratings yet
- Cathodic Protection of Steel in ConcreteDocument5 pagesCathodic Protection of Steel in ConcretegersomNo ratings yet
- Corrosion Control of Marine StructuresDocument35 pagesCorrosion Control of Marine StructuresCong-OanhNguyenNo ratings yet
- CIGRE Paper - Protective CoatingDocument4 pagesCIGRE Paper - Protective CoatingSmruti Ranjan MohapatraNo ratings yet
- Durability: Prof A.R.SanthakumarDocument19 pagesDurability: Prof A.R.Santhakumarhema kumarNo ratings yet
- BERGERSPECMANUALDocument143 pagesBERGERSPECMANUALalphaome100% (1)
- CIGRE Maintenance Methods For Hot-Dip Galvanizing Transmission TowerDocument10 pagesCIGRE Maintenance Methods For Hot-Dip Galvanizing Transmission TowerMalik Shoaib khalidNo ratings yet
- Pamphlet On Corrosion Protection of SteelDocument4 pagesPamphlet On Corrosion Protection of SteelRVNLPKG6B VBL-GTLMNo ratings yet
- Surface Treatments and CoatingsDocument4 pagesSurface Treatments and Coatingsmightym85No ratings yet
- Erosion and Abrasion Resistance of Boride and Carbide-Based Weld OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Weld Overlaysaop10468No ratings yet
- Code Painting Steel PlantDocument34 pagesCode Painting Steel Planttri_purwadiNo ratings yet
- Meeting legislation and exceeding performance with trivalent passivation systemsDocument2 pagesMeeting legislation and exceeding performance with trivalent passivation systemskarthegreNo ratings yet
- Handout - 13 - Corrosion and Its Types - High Temp Corr - RamanDocument25 pagesHandout - 13 - Corrosion and Its Types - High Temp Corr - Ramanhebomo9791No ratings yet
- Marine Coatings Training Modules 2009Document83 pagesMarine Coatings Training Modules 2009Dejan Vuksan75% (4)
- Cathodic Protection System PDFDocument12 pagesCathodic Protection System PDFGeorge VNo ratings yet
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 pagesInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Durability of SFRC PDFDocument10 pagesDurability of SFRC PDFBehzadDastjerdyNo ratings yet
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Corrosion Quiz AnswersDocument5 pagesCorrosion Quiz AnswersErik Alfiandy100% (1)
- Model Papers PDFDocument33 pagesModel Papers PDFSeemab Malik85% (20)
- JSW CRS TMT RebarDocument16 pagesJSW CRS TMT Rebarsri projectssNo ratings yet
- Painting and Coating Inspector InterviewDocument8 pagesPainting and Coating Inspector Interviewkumar100% (2)
- Consideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessDocument16 pagesConsideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessADRIANONo ratings yet
- Long Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessDocument8 pagesLong Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessmotokaliNo ratings yet
- Versatile Corrosion Protection with Thermal Sprayed Zinc CoatingsDocument7 pagesVersatile Corrosion Protection with Thermal Sprayed Zinc CoatingsCorrosion FactoryNo ratings yet
- Cathodic Protection Reinforced ConcreteDocument8 pagesCathodic Protection Reinforced ConcretevolkanNo ratings yet
- Non-electrolytically applied zinc-flake coatingsDocument7 pagesNon-electrolytically applied zinc-flake coatingsKunal DhakaneNo ratings yet
- Meccoct18 12573Document9 pagesMeccoct18 12573Malik Ansar HayatNo ratings yet
- GN - 8-04-Thermally Sprayed Metal CoatingsDocument4 pagesGN - 8-04-Thermally Sprayed Metal CoatingsGeorge AlexiadisNo ratings yet
- Pitting CorrosionDocument40 pagesPitting CorrosionRamin ShojaNo ratings yet
- Corrosion Technology: Registration Number - 18bec0849 Name - Nishant Bharali Slot - A1+Ta1 Course Code - Chy1701Document7 pagesCorrosion Technology: Registration Number - 18bec0849 Name - Nishant Bharali Slot - A1+Ta1 Course Code - Chy1701Nishant BharaliNo ratings yet
- Chromium Plating ProcessDocument7 pagesChromium Plating ProcessAdelNo ratings yet
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 pagesWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNo ratings yet
- 196 203 JMTR Jul16Document8 pages196 203 JMTR Jul16Liviu BadeaNo ratings yet
- Corrosion Protection: Short Overview and SummaryDocument39 pagesCorrosion Protection: Short Overview and SummarydangminhNo ratings yet
- Introduction of CorrosionDocument23 pagesIntroduction of CorrosionApurva GuptaNo ratings yet
- 2020 FrictionCoefficientsDocument12 pages2020 FrictionCoefficientsraaspoy2007No ratings yet
- Corrosion Issues and Prevention in Oil IndustryDocument33 pagesCorrosion Issues and Prevention in Oil IndustryPreet Singh100% (1)
- Corrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngDocument45 pagesCorrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngAnand JadoenathmisierNo ratings yet
- Underground Pipeline ProtectionsDocument6 pagesUnderground Pipeline ProtectionsOmer IkhlasNo ratings yet
- Corrosion and Cathodic Protection PresentationDocument63 pagesCorrosion and Cathodic Protection PresentationSrikanth SrikantiNo ratings yet
- Corrosion Prevention in Railway Coaches PDFDocument7 pagesCorrosion Prevention in Railway Coaches PDFnaveenjoy84No ratings yet
- Cement Industry en PDFDocument12 pagesCement Industry en PDFzzhrhfvlNo ratings yet
- Kuliah Coating-1Document34 pagesKuliah Coating-1Agustina Sri PurnamiNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- Selection of MaterialDocument16 pagesSelection of MaterialRiyaNo ratings yet
- CorrosionDocument65 pagesCorrosionSurendra Kamal100% (9)
- Damage To Concrete Bridges Due To Reinforcement CorrosionDocument7 pagesDamage To Concrete Bridges Due To Reinforcement Corrosionniran_udayangaNo ratings yet
- Corus CorrosionPrevention StructuralSteelworkDocument28 pagesCorus CorrosionPrevention StructuralSteelworkRabea Ala'gashNo ratings yet
- The Prevention of Corrosion On Structural SteelworkDocument28 pagesThe Prevention of Corrosion On Structural Steelworkint8No ratings yet
- Pitting Repairs For High-Temperature/ High-Pressure Process VesselsDocument8 pagesPitting Repairs For High-Temperature/ High-Pressure Process VesselsRaghavanNo ratings yet
- Journal of Alloys and Compounds: S. Mahdavi, S.R. AllahkaramDocument8 pagesJournal of Alloys and Compounds: S. Mahdavi, S.R. AllahkaramTugay ArıçNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Corrosion and its Consequences for Reinforced Concrete StructuresFrom EverandCorrosion and its Consequences for Reinforced Concrete StructuresNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Class 6 - Chapter 15 - Air Around UsDocument2 pagesClass 6 - Chapter 15 - Air Around UskishanrwtNo ratings yet
- Class 7 - Chapter 1 - Nutrition in PlantsDocument5 pagesClass 7 - Chapter 1 - Nutrition in PlantskishanrwtNo ratings yet
- Class 7 - Chapter 2 - Nutrition in AnimalsDocument5 pagesClass 7 - Chapter 2 - Nutrition in AnimalskishanrwtNo ratings yet
- Class 6 - Chapter 9 - The Living Organisms and Their SurroundingsDocument3 pagesClass 6 - Chapter 9 - The Living Organisms and Their SurroundingskishanrwtNo ratings yet
- Class 6 - Chapter 12 - Electricity and CircuitsDocument3 pagesClass 6 - Chapter 12 - Electricity and CircuitskishanrwtNo ratings yet
- Class 6 - Chapter 13 - Fun With MagnetsDocument4 pagesClass 6 - Chapter 13 - Fun With MagnetskishanrwtNo ratings yet
- Class 6 - Chapter 14 - WaterDocument3 pagesClass 6 - Chapter 14 - WaterkishanrwtNo ratings yet
- Class 6 - Chapter 11 - Light, Shadows and ReflectionsDocument2 pagesClass 6 - Chapter 11 - Light, Shadows and ReflectionskishanrwtNo ratings yet
- Class 6 - Chapter 4 - Sorting Materials Into GroupsDocument3 pagesClass 6 - Chapter 4 - Sorting Materials Into Groupskishanrwt100% (1)
- Class 6 - Chapter 6 - Changes Around UsDocument3 pagesClass 6 - Chapter 6 - Changes Around UskishanrwtNo ratings yet
- Class 6 - Chapter 8 - Body MovementsDocument2 pagesClass 6 - Chapter 8 - Body MovementskishanrwtNo ratings yet
- Class 6 - Chapter 5 - Separation of SubstancesDocument3 pagesClass 6 - Chapter 5 - Separation of Substanceskishanrwt100% (1)
- NCERT Solutions Class 6 Science Chapter 7 PlantsDocument4 pagesNCERT Solutions Class 6 Science Chapter 7 PlantskishanrwtNo ratings yet
- Class 6 - Chapter 10 - Motion and Measurement of DistancesDocument3 pagesClass 6 - Chapter 10 - Motion and Measurement of DistanceskishanrwtNo ratings yet
- NCERT Solution Science - Class 6 - Chapter 3 - Fibre To FabricDocument2 pagesNCERT Solution Science - Class 6 - Chapter 3 - Fibre To FabrickishanrwtNo ratings yet
- NCERT Solution Science - Class 6 - Chapter 2 - Components of FoodDocument2 pagesNCERT Solution Science - Class 6 - Chapter 2 - Components of FoodkishanrwtNo ratings yet
- Rajiv Gandhi University MD-2011 KeyDocument2 pagesRajiv Gandhi University MD-2011 KeykishanrwtNo ratings yet
- Kerala MD Hom Entrance 2014 Paper-I & II KeyDocument2 pagesKerala MD Hom Entrance 2014 Paper-I & II KeykishanrwtNo ratings yet
- How Sunscreen WorksDocument1 pageHow Sunscreen WorkskishanrwtNo ratings yet
- GATE Civil Engineering 2015 - Evening Paper With SolutionsDocument13 pagesGATE Civil Engineering 2015 - Evening Paper With SolutionskishanrwtNo ratings yet
- Upsc Prelim Csat 2014 Paper1 GsDocument22 pagesUpsc Prelim Csat 2014 Paper1 Gsashish08394No ratings yet
- GATE Civil Engineering 2015 - Mock 3Document19 pagesGATE Civil Engineering 2015 - Mock 3kishanrwtNo ratings yet
- GATE Civil Engineering 2015 - Mock 2Document22 pagesGATE Civil Engineering 2015 - Mock 2kishanrwt100% (1)
- NCERT Solution Science - Class 6 - Chapter 1 - Food-Where Does It Come FromDocument2 pagesNCERT Solution Science - Class 6 - Chapter 1 - Food-Where Does It Come FromkishanrwtNo ratings yet
- GATE Civil Engineering 2015 - Morning Paper With SolutionsDocument9 pagesGATE Civil Engineering 2015 - Morning Paper With SolutionskishanrwtNo ratings yet
- Residual Stress MeasurementDocument40 pagesResidual Stress MeasurementkishanrwtNo ratings yet
- Kerala MD Hom Entrance 2014 Paper-IDocument30 pagesKerala MD Hom Entrance 2014 Paper-IkishanrwtNo ratings yet
- Science ExperimentsDocument113 pagesScience Experimentsdashmahendra123100% (3)
- GATE Civil Engineering 2015 - Mock 1Document20 pagesGATE Civil Engineering 2015 - Mock 1kishanrwtNo ratings yet
- Rajiv Gandhi University MD-2011Document10 pagesRajiv Gandhi University MD-2011kishanrwtNo ratings yet
- SL Series Compact Loose Central Tube Fiberoptic CableDocument5 pagesSL Series Compact Loose Central Tube Fiberoptic CableJhon SanabriaNo ratings yet
- AM Breeze Block DesignDocument92 pagesAM Breeze Block DesignMattNo ratings yet
- محاظرة 4Document10 pagesمحاظرة 4iiHaiderNo ratings yet
- Geas ChemistryDocument18 pagesGeas ChemistryJojo TakatoNo ratings yet
- ChemicalDocument1 pageChemicalTimothy John IgnacioNo ratings yet
- Catalytic Reaction EngineeringDocument48 pagesCatalytic Reaction EngineeringM Deepika100% (1)
- Astm d3895Document8 pagesAstm d3895Retno Witantri100% (1)
- Air DryersDocument99 pagesAir Dryersapi-384214360% (5)
- Technical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2Document5 pagesTechnical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2iR DesignNo ratings yet
- 2-Pole Turbine Stator WindingDocument2 pages2-Pole Turbine Stator WindingCesar GilNo ratings yet
- Nstse Class 8 Solved Paper 2011Document20 pagesNstse Class 8 Solved Paper 2011api-280319234No ratings yet
- CHM 1025c Final Exam Practice WCDocument5 pagesCHM 1025c Final Exam Practice WCMiguel SuarezNo ratings yet
- Making Magnesium Sulfate CrystalsDocument2 pagesMaking Magnesium Sulfate CrystalsHector CabezasNo ratings yet
- Gunj Glass Works. LTD Visit ReportDocument26 pagesGunj Glass Works. LTD Visit ReportHM Bhatti100% (1)
- Seminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFDocument48 pagesSeminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFNoorleha Mohd YusoffNo ratings yet
- FQP For Chimney 3 MechanicalDocument4 pagesFQP For Chimney 3 MechanicalKuldeep ChakerwartiNo ratings yet
- Wagner Equation Constants for Vapour Pressure PredictionDocument17 pagesWagner Equation Constants for Vapour Pressure PredictionGustavo Adolfo RodriguezNo ratings yet
- Sandvik Metal Cutting Technology Training HandbookDocument364 pagesSandvik Metal Cutting Technology Training HandbookITL200_U95% (21)
- K DMAC Technology Structural AnalysisDocument2 pagesK DMAC Technology Structural AnalysisSalvatore ShwNo ratings yet
- Food Science PDFDocument9 pagesFood Science PDFTabasum BhatNo ratings yet
- Design Slab On Grade Postension (ACI 360R & PTI) : I. Input DataDocument2 pagesDesign Slab On Grade Postension (ACI 360R & PTI) : I. Input DataVandaNo ratings yet
- Oil Well Cementing Instruments Data Acquisition and Control SystemDocument2 pagesOil Well Cementing Instruments Data Acquisition and Control Systemसागर फुकटNo ratings yet
- Oeko-Tex Standard 100 CertificatesDocument61 pagesOeko-Tex Standard 100 CertificatesKee SarakarnkosolNo ratings yet
- Magnetically Impelled Arc Butt WeldingDocument23 pagesMagnetically Impelled Arc Butt WeldingMutiara Monica100% (1)
- Module 1 - ElectrochemistryDocument31 pagesModule 1 - ElectrochemistryjeniferNo ratings yet
- Gunpowder, Explosion, and Explosive MaterialsDocument23 pagesGunpowder, Explosion, and Explosive MaterialsEmelie TipayNo ratings yet
- Effect of Water Chemistry On Deposition Rate of Iron Corrosion Products in Boiler TubesDocument6 pagesEffect of Water Chemistry On Deposition Rate of Iron Corrosion Products in Boiler TubesArunkumar ChandaranNo ratings yet
- Ms 150 PDFDocument1 pageMs 150 PDFMrr KuxNo ratings yet
- Reaction of TryptophanDocument2 pagesReaction of TryptophansasmithaNo ratings yet
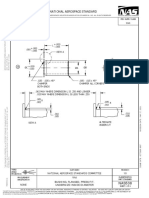
- National Aerospace Standard: Fed. Supply ClassDocument4 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)