You might also like
- MT-0516-2021 Termometro Infrarrojo Fluke 62 MaxDocument2 pagesMT-0516-2021 Termometro Infrarrojo Fluke 62 MaxTonyRiverosBecerraNo ratings yet
- Curso de Access 2010Document214 pagesCurso de Access 2010Camilo Sanchez100% (3)
- TC 10948 3927ac1 1.1 Manometro 300 Psi Dominion Peru Soluciones y Servicios S.A.CDocument2 pagesTC 10948 3927ac1 1.1 Manometro 300 Psi Dominion Peru Soluciones y Servicios S.A.CAlexanderNo ratings yet
- VALIDACIÓN MÉTODOS ANALÍTICOSDocument58 pagesVALIDACIÓN MÉTODOS ANALÍTICOSLorena Molina Calderon100% (6)
- Manual Lactoscan MCC Español - DiagnosticamosDocument10 pagesManual Lactoscan MCC Español - DiagnosticamosdiagnosticamosNo ratings yet
- Calibración de termómetro infrarrojoDocument2 pagesCalibración de termómetro infrarrojoJosé Junior MORENO VILLANUEVANo ratings yet
- Certificado Calibracion Centrifuga Termo ScientificDocument4 pagesCertificado Calibracion Centrifuga Termo Scientificrodrigo rodriguez pachonNo ratings yet
- Certificado Manometros - Prueba TriductoDocument4 pagesCertificado Manometros - Prueba TriductoCoquin AntNo ratings yet
- Calibración multímetro Fluke 115Document5 pagesCalibración multímetro Fluke 115Eduardo LuqueNo ratings yet
- Taller de Productividad # 10Document16 pagesTaller de Productividad # 10Angela Yaritza AGUILAR CONTRERAS50% (2)
- IC-011 Calibracion de IncubadorasDocument10 pagesIC-011 Calibracion de IncubadorasJORGE ENRIQUE PINZON GARCIANo ratings yet
- Cableado Estructurado PanduitDocument73 pagesCableado Estructurado PanduitJorge Puga DelaCruzNo ratings yet
- Certificados de Calibracion Equipos Laboratorio IMCODocument17 pagesCertificados de Calibracion Equipos Laboratorio IMCOAnonymous ugqHW3No ratings yet
- Certificado de CalibracionDocument6 pagesCertificado de CalibracionJohn Edwin Arboleda CaicedoNo ratings yet
- Cca-04420-2020 Megohmetro Fluke 1507Document2 pagesCca-04420-2020 Megohmetro Fluke 1507Jhon Ccanto Carbajal100% (1)
- Certificacion Luxómetro #8015Document2 pagesCertificacion Luxómetro #8015chrisalbsgNo ratings yet
- Calibración Termómetros AmbientalesDocument7 pagesCalibración Termómetros AmbientalesJul MontesNo ratings yet
- Certificado de Calibracion Horno Sthx3a Serie 190948 08.11.2021Document5 pagesCertificado de Calibracion Horno Sthx3a Serie 190948 08.11.2021AomineD.DaikiNo ratings yet
- Certificado de CalibracionDocument3 pagesCertificado de CalibracionDIEGO FERNANDO DURAN CANIZALESNo ratings yet
- MG-P-010 Procedimiento para Calibracion y MetrologiaDocument5 pagesMG-P-010 Procedimiento para Calibracion y MetrologiaLinaNo ratings yet
- Informe de Mantenimiento de BalanzasDocument7 pagesInforme de Mantenimiento de BalanzasBRAYAN STIVEN GONZALEZ LOPEZNo ratings yet
- Pr-Macl-Hl08 - Procedimiento para Control Del Equipo de Inspeccion, Medicion y EnsayoDocument4 pagesPr-Macl-Hl08 - Procedimiento para Control Del Equipo de Inspeccion, Medicion y EnsayoCastro Bernuy Jean CarlosNo ratings yet
- Certificado de Calibracion Multimetro InmesiDocument5 pagesCertificado de Calibracion Multimetro InmesiCarlos JimenezNo ratings yet
- Ef-0026-2022-Torquimetro DVC17135Document2 pagesEf-0026-2022-Torquimetro DVC17135Erick Francis Suárez VelásquezNo ratings yet
- PC-001 Procedimiento de Calibración de BalanzasDocument10 pagesPC-001 Procedimiento de Calibración de BalanzasMETROLOGIANo ratings yet
- NTC Iso5667 5Document32 pagesNTC Iso5667 5Cristian Andres Muñoz Aguilar100% (1)
- LTF-C-052-2020 CronòmetroDocument5 pagesLTF-C-052-2020 Cronòmetrotama100% (1)
- Registro SueloDocument1 pageRegistro SuelodiagnosticamosNo ratings yet
- Iso 38500Document20 pagesIso 38500Dany Orozco HuertaNo ratings yet
- Cert. LT-088 Termometro LUTRONDocument4 pagesCert. LT-088 Termometro LUTRONrissettNo ratings yet
- Certificados Unidos ImprimirDocument30 pagesCertificados Unidos ImprimirLeozuni ZuniNo ratings yet
- 8.2 Procedimiento de Calibracion OkDocument2 pages8.2 Procedimiento de Calibracion OkElZeroMJNo ratings yet
- Bomba de Muestreo GilAir GILIANDocument2 pagesBomba de Muestreo GilAir GILIANJulian C Gomez GuarinNo ratings yet
- LT 238 2017 Termometrodeltaohmgmth R 001org A 171128214039Document4 pagesLT 238 2017 Termometrodeltaohmgmth R 001org A 171128214039Santiago NunezNo ratings yet
- CONDUCTÍMETRODocument2 pagesCONDUCTÍMETROdavid_17drrNo ratings yet
- AMS21-005 Micropipeta Variable (3 Ptos)Document3 pagesAMS21-005 Micropipeta Variable (3 Ptos)Maria Fernanda AcostaNo ratings yet
- Cronograma anual de calibración de instrumentosDocument6 pagesCronograma anual de calibración de instrumentosLEIDY LORENA HERNÁNDEZ CHAGUALANo ratings yet
- Trazabilidad para InacalDocument11 pagesTrazabilidad para InacalMETROLOGIANo ratings yet
- TC 00450 6044AT1 1 LUXÓMETRO 0 Lux A 50000 Lux BCG PUBLICIDAD & AGRONEGOCIOS S.A.C.Document2 pagesTC 00450 6044AT1 1 LUXÓMETRO 0 Lux A 50000 Lux BCG PUBLICIDAD & AGRONEGOCIOS S.A.C.Maria Garcia100% (1)
- Calibracion Otdr 366 - Midex - FTB720C - 984777Document2 pagesCalibracion Otdr 366 - Midex - FTB720C - 984777Marco CaceresNo ratings yet
- 18.5.1 Patron Manometro P-0073-2019 (Ip-137)Document2 pages18.5.1 Patron Manometro P-0073-2019 (Ip-137)Masias Gabriel Albujar EscuderoNo ratings yet
- NTC - 1420 - Calibracion de Manometros PDFDocument7 pagesNTC - 1420 - Calibracion de Manometros PDFvhmingenieria9084No ratings yet
- Termómetro InfrarojoDocument2 pagesTermómetro InfrarojoSebastian JimenezNo ratings yet
- Termómetro AnalógicoDocument2 pagesTermómetro Analógicodavid_17drrNo ratings yet
- 7 - DA-Acr-12Pver00 Quejas y ApelacionesDocument3 pages7 - DA-Acr-12Pver00 Quejas y ApelacionesPercy Junior Berrios MuñozNo ratings yet
- P-SG-043 Procedimiento de Comprobación Funcional de Balanzas Con Patrones (Rev 02)Document3 pagesP-SG-043 Procedimiento de Comprobación Funcional de Balanzas Con Patrones (Rev 02)Yerson Lima ZuñigaNo ratings yet
- Rugosimetro - Perupaint SDocument3 pagesRugosimetro - Perupaint Sdavid_17drrNo ratings yet
- Gestión de Politica Ambiental Foda de Una CurtiembreDocument8 pagesGestión de Politica Ambiental Foda de Una CurtiembreMaria LuisaNo ratings yet
- Procedimiento Control MetrologicoDocument3 pagesProcedimiento Control MetrologicoJorge Mario Garcia PerezNo ratings yet
- Col-Oper-P-Pr-005 Puesta en Marcha Operación y Parada Gun Barrel PDFDocument10 pagesCol-Oper-P-Pr-005 Puesta en Marcha Operación y Parada Gun Barrel PDFAlejandro SantanderNo ratings yet
- CalibracionDocument10 pagesCalibracionmarceloNo ratings yet
- Calibración equipos medición (Calibración de equipos e instrumentos de mediciónDocument20 pagesCalibración equipos medición (Calibración de equipos e instrumentos de mediciónDennis Gamarra Rodriguez0% (1)
- Registro de Inspeccion de Equipos de EmergenciaDocument1 pageRegistro de Inspeccion de Equipos de EmergenciaRicardo Huaman RiveraNo ratings yet
- Ficha Tecnica Casco PDFDocument2 pagesFicha Tecnica Casco PDFJaime Andres Chacon B100% (1)
- Programa anual calibración equiposDocument1 pagePrograma anual calibración equiposMichael MarinNo ratings yet
- Medidores de agua: métodos de ensayoDocument177 pagesMedidores de agua: métodos de ensayoFranz Urb FloNo ratings yet
- Certificado de Calibracion de Termómetro DigitalDocument3 pagesCertificado de Calibracion de Termómetro DigitalLuis Manuel Ortega DelgadoNo ratings yet
- Tranzabilidad Termometro Infrarrojo LT-146-2019 - It-191Document4 pagesTranzabilidad Termometro Infrarrojo LT-146-2019 - It-191juanNo ratings yet
- Brochure CalibracionesDocument8 pagesBrochure CalibracionesGiuliana CoveñasNo ratings yet
- TC 1312 0877at1 10 Termómetro de Indicación Analógico Construredes S.A.C.Document2 pagesTC 1312 0877at1 10 Termómetro de Indicación Analógico Construredes S.A.C.Guillermo BardalesNo ratings yet
- Laboratorio de Calibración DimensionalDocument4 pagesLaboratorio de Calibración DimensionaloscarNo ratings yet
- TC 06431 2518ac1 3 Pinza Amperimétrica Prasek Pr-54 Fatcom S.A.C.Document2 pagesTC 06431 2518ac1 3 Pinza Amperimétrica Prasek Pr-54 Fatcom S.A.C.Lino AsturimaNo ratings yet
- Calibracion de Detector de TormentasDocument1 pageCalibracion de Detector de TormentasBranco Yeltsin Tarifeño Fonseca100% (1)
- Pets Calibracion de Balanza de Sobre Mesa y Sobre Piso Rev 1.0Document6 pagesPets Calibracion de Balanza de Sobre Mesa y Sobre Piso Rev 1.0Anonymous Z9S3wHoO6No ratings yet
- Certificado de calibración de caja de resistencia de 1 MΩ a 10 GΩDocument4 pagesCertificado de calibración de caja de resistencia de 1 MΩ a 10 GΩErik Jhonattan Jara YpanaqueNo ratings yet
- Taller Certificado CalibraciónDocument1 pageTaller Certificado CalibraciónCayetanoNo ratings yet
- PW-HSEQ-P-32 Tarjetas T PDFDocument5 pagesPW-HSEQ-P-32 Tarjetas T PDFyeslis alvarez100% (2)
- Procedimiento Calibracion TemperaturaDocument5 pagesProcedimiento Calibracion TemperaturaBejarano Almonacid Ro LeNo ratings yet
- Técnico Administrativo 14Document52 pagesTécnico Administrativo 14diagnosticamosNo ratings yet
- 10 Hoja de TrabajoDocument6 pages10 Hoja de TrabajodiagnosticamosNo ratings yet
- Suelos PDFDocument28 pagesSuelos PDFjavierNo ratings yet
- Lista de Chequeo Lavado de ManosDocument8 pagesLista de Chequeo Lavado de Manoscesar_bolivar5488No ratings yet
- B00061013Document179 pagesB00061013diagnosticamosNo ratings yet
- Guia de Contratistas Ruc 2012Document66 pagesGuia de Contratistas Ruc 2012Yami PinroNo ratings yet
- Manual Intrucciones Toma, Preservación y Transporte de Muestras AguaDocument95 pagesManual Intrucciones Toma, Preservación y Transporte de Muestras AguadiagnosticamosNo ratings yet
- Determinación de nitrógeno de nitritos en aguasDocument21 pagesDeterminación de nitrógeno de nitritos en aguasMachx MasterNo ratings yet
- Determinación del contenido de humedadDocument2 pagesDeterminación del contenido de humedadexodhoNo ratings yet
- Determinación del contenido de humedadDocument2 pagesDeterminación del contenido de humedadexodhoNo ratings yet
- Guia de Contratistas Ruc 2012Document66 pagesGuia de Contratistas Ruc 2012Yami PinroNo ratings yet
- ISO 22000 Sistema de Gestión de Seguridad AlimentariaDocument52 pagesISO 22000 Sistema de Gestión de Seguridad AlimentariaMarlenys HerediaNo ratings yet
- Nom 820Document35 pagesNom 820diagnosticamosNo ratings yet
- 214c5 Determinacion de Metales PesadosDocument5 pages214c5 Determinacion de Metales PesadosdiagnosticamosNo ratings yet
- Protocolo de Métodos de Análisis paraDocument103 pagesProtocolo de Métodos de Análisis paradirty_016No ratings yet
- Guia Validacion Laboratorios Pag 19Document22 pagesGuia Validacion Laboratorios Pag 19Linda Canche CanNo ratings yet
- Instructivo Toma de Muestras de Suelo PDFDocument6 pagesInstructivo Toma de Muestras de Suelo PDFFRANK RIERANo ratings yet
- Manual Alumno - Sena VirtualDocument13 pagesManual Alumno - Sena Virtualalverick1989No ratings yet
- Protocolo de Analisis FisicosDocument10 pagesProtocolo de Analisis FisicosdiagnosticamosNo ratings yet
- Determinación del contenido de humedadDocument2 pagesDeterminación del contenido de humedadexodhoNo ratings yet
- Estandares - de - Redes - de Computadora-Miño - FabianDocument10 pagesEstandares - de - Redes - de Computadora-Miño - FabianFabian MiñoNo ratings yet
- GUIA N 7 y 8 DE MATEMATICA CURSO DE NIVELACION 2019Document6 pagesGUIA N 7 y 8 DE MATEMATICA CURSO DE NIVELACION 2019Cristina LariosNo ratings yet
- SDASDocument5 pagesSDASManuel Seyberling Peña ChavezNo ratings yet
- Soluciones Industriales Trendnet 2020 PDFDocument34 pagesSoluciones Industriales Trendnet 2020 PDFAlvaro GutierrezNo ratings yet
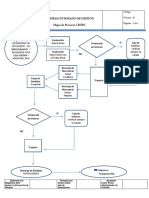
- Flujograma CMDICDocument1 pageFlujograma CMDICMagdalena SotoNo ratings yet
- UD 8 1 Caso Practico, Video, DocumentacionDocument14 pagesUD 8 1 Caso Practico, Video, DocumentacionOscar Peña LekueNo ratings yet
- Programas C++Document9 pagesProgramas C++ilinexNo ratings yet
- Dibujo Tecnico NormalizacionDocument49 pagesDibujo Tecnico NormalizacionJuan Pablo Rivera MNo ratings yet
- Estudio de cortocircuito para mejora de sistema de generación en San Pedro de AtacamaDocument10 pagesEstudio de cortocircuito para mejora de sistema de generación en San Pedro de AtacamaCesar Antonio Pareja VasquezNo ratings yet
- Semana 6 - RM 4° - DesarrolladoDocument8 pagesSemana 6 - RM 4° - DesarrolladoANTHONY JESUS HINOSTROZA FLORESNo ratings yet
- Listado clientes fallas línea móvilDocument27 pagesListado clientes fallas línea móvilEVELIN COROMOTO CASTRO VERANo ratings yet
- ISO Sistemas de Tolerancia para Los Límites y AjustesDocument50 pagesISO Sistemas de Tolerancia para Los Límites y AjustesAlejandro Ferreras OrtegaNo ratings yet
- ActividadDocument5 pagesActividadFreddyNo ratings yet
- Ciencias Economicas EconomicasDocument3 pagesCiencias Economicas EconomicasCristian MedinaNo ratings yet
- Certificacion Productos BañoDocument2 pagesCertificacion Productos BañoAIDIMA Instituto TecnológicoNo ratings yet
- CTN71 TecnologiasdelainformacionDocument19 pagesCTN71 TecnologiasdelainformacionfcomoronNo ratings yet
- Unidades MedidaDocument23 pagesUnidades MedidamagalyamazonasaNo ratings yet
- Implementación Práctica Del Protocolo Iec en Subestaciones Eléctricas. Problemas y Soluciones Índice Anexo 1 DNP3... 4Document37 pagesImplementación Práctica Del Protocolo Iec en Subestaciones Eléctricas. Problemas y Soluciones Índice Anexo 1 DNP3... 4Arming Bonilla HernandezNo ratings yet
- UD1. Ficha de Actividades de RefuerzoDocument2 pagesUD1. Ficha de Actividades de Refuerzosuvamar50% (2)
- Cobre Desnudo CENTELSA GuíaDocument20 pagesCobre Desnudo CENTELSA GuíaMario Luis LuisNo ratings yet
- Especificaciones y Convocatoria de Camiones de BasuraDocument9 pagesEspecificaciones y Convocatoria de Camiones de Basuraalon20091No ratings yet
- Iso8583 ResumenDocument9 pagesIso8583 Resumendamahoj412No ratings yet
- Practica STP PreguntasDocument8 pagesPractica STP PreguntasCristianNo ratings yet
- Estandares y Organismos de NormalizacionDocument16 pagesEstandares y Organismos de NormalizacionDarkwink ANo ratings yet
- Alkosto Separata Digital Mercado 9sept2023Document5 pagesAlkosto Separata Digital Mercado 9sept2023Proyectos ColombiaNo ratings yet
- Norma BsDocument2 pagesNorma BsJose Armando PedrazaNo ratings yet
- Cable EthernetDocument2 pagesCable EthernetKARLA LOPEZ EVANGELISTANo ratings yet