You might also like
- 20 Palabras Principales de Vocabulario de La Administración de Empresas para Los Estudiantes de InglésDocument3 pages20 Palabras Principales de Vocabulario de La Administración de Empresas para Los Estudiantes de InglésAlarcon ArandaNo ratings yet
- La Competitividad Empresarial A Través de Tecnologías de GestiónDocument4 pagesLa Competitividad Empresarial A Través de Tecnologías de GestiónJuan Carlos Vega LopezNo ratings yet
- Registro y Control de Las Operaciones de MercancíasDocument1 pageRegistro y Control de Las Operaciones de MercancíasAranza SaturninoNo ratings yet
- Los 6 Sombreros Del PensamientoDocument7 pagesLos 6 Sombreros Del PensamientouewwdNo ratings yet
- Unidad 3 - Sesión 12 Gestión Del ConflictoDocument9 pagesUnidad 3 - Sesión 12 Gestión Del Conflictojesus pachecoNo ratings yet
- Empoderamiento, outsourcing y coaching en la administraciónDocument26 pagesEmpoderamiento, outsourcing y coaching en la administraciónMaryori Ramirez100% (1)
- Introduccion La Segunda Revolucion IndustrialDocument28 pagesIntroduccion La Segunda Revolucion IndustrialsitrudyNo ratings yet
- Las Fortalezas o Debilidades de Las Empresas FamiliaresDocument3 pagesLas Fortalezas o Debilidades de Las Empresas FamiliaresJaggerjOwNo ratings yet
- Analisis Del Entorno 2daDocument1 pageAnalisis Del Entorno 2daJose Luis Perez TrujilloNo ratings yet
- Lectura Introducción A La Gestión Por ProcesosDocument5 pagesLectura Introducción A La Gestión Por Procesoskarla_palomino_6No ratings yet
- Estrategias y Tácticas de Negociación IntegradoraDocument11 pagesEstrategias y Tácticas de Negociación IntegradoraJose Francisco Pardo Hernandez60% (5)
- Tarea 1 Negociación, Actividades Necesarias para La Negociación, Negociación en Ámbito EmpresarialDocument11 pagesTarea 1 Negociación, Actividades Necesarias para La Negociación, Negociación en Ámbito EmpresarialTonatiuh CantautorNo ratings yet
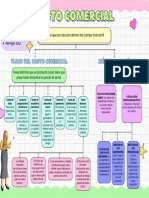
- Costo Comercial - Sesión 2 (Mapa Conceptual)Document1 pageCosto Comercial - Sesión 2 (Mapa Conceptual)anahi rojasramosNo ratings yet
- Empresas familiares: el caso de OxialfarmDocument9 pagesEmpresas familiares: el caso de OxialfarmMa Vi Garzón PazmiñoNo ratings yet
- Tema v. Generalidades Del ControlDocument38 pagesTema v. Generalidades Del ControlRadikal Ragde100% (1)
- Tesina - Gestion Del Talento y DesempeñoDocument32 pagesTesina - Gestion Del Talento y Desempeñoroberr_2597170% (1)
- Gestión efectiva del talento humanoDocument4 pagesGestión efectiva del talento humanocastribarNo ratings yet
- Ejercicio 2 Conflicto y NegociaciónDocument2 pagesEjercicio 2 Conflicto y NegociaciónSkyper SaiserNo ratings yet
- Mapa Conceptual de Liderazgo EmpresarialDocument3 pagesMapa Conceptual de Liderazgo EmpresarialAlonso Raymundo TorresNo ratings yet
- 12 preguntas compromiso laboralDocument2 pages12 preguntas compromiso laboralAlejandraNo ratings yet
- Estado de Salud y Enfermedad de Las Organizacion - LV & C - SACDocument12 pagesEstado de Salud y Enfermedad de Las Organizacion - LV & C - SACDavid Sanchez LeonNo ratings yet
- Etapas Del Proceso de NegociaciónDocument2 pagesEtapas Del Proceso de NegociaciónY2Jahel100% (1)
- Leonardo Iriarte ComparativoNormasDocument4 pagesLeonardo Iriarte ComparativoNormasLeonardo Favio Iriarte GómezNo ratings yet
- Empowerment Caso e ImportanciaDocument4 pagesEmpowerment Caso e ImportanciaPatricia Choque CarlosNo ratings yet
- Bases de datos y revistas científicas clave para investigación en ciencias empresarialesDocument50 pagesBases de datos y revistas científicas clave para investigación en ciencias empresarialesHugo GomezNo ratings yet
- Las Empresas en El Siglo XxiDocument6 pagesLas Empresas en El Siglo XxiKiara Cachique RivadeneyraNo ratings yet
- ENSAYO - PRODUCTIVIDAD y GESTION DEL TIEMPODocument4 pagesENSAYO - PRODUCTIVIDAD y GESTION DEL TIEMPOAnGe VaLeNo ratings yet
- Caso Práctico 1.3Document2 pagesCaso Práctico 1.3Dilvert PérezNo ratings yet
- Características de Decisiones EstratégicasDocument2 pagesCaracterísticas de Decisiones EstratégicasPaulina Paz Muñoz PozoNo ratings yet
- Análisis DAFO 40Document13 pagesAnálisis DAFO 40hseq sarturNo ratings yet
- Naturaleza de La Administracion de OperacionesDocument18 pagesNaturaleza de La Administracion de OperacionesLuis QuinterosNo ratings yet
- Habilidades de NegocioacionDocument6 pagesHabilidades de NegocioacionYEIGNY PATRICIA LOBO AREVALONo ratings yet
- Recursos Humanos ToyotaDocument11 pagesRecursos Humanos ToyotaAlvaro SanttiNo ratings yet
- 14 Principios de FayolDocument2 pages14 Principios de FayolDaniel Avila AvilaNo ratings yet
- El Liderazgo y Sus Tipos de LiderDocument40 pagesEl Liderazgo y Sus Tipos de LiderJordy Chambi Calcina100% (1)
- Ensayo Proceso EsbeltoDocument4 pagesEnsayo Proceso EsbeltoUGMANo ratings yet
- Capitulo 3Document2 pagesCapitulo 3Gabriel UrdanetaNo ratings yet
- Evolución organizacionesDocument3 pagesEvolución organizacionesGeordan Cotrina TrujilloNo ratings yet
- Métodos de Evaluación de Puestos MayraDocument7 pagesMétodos de Evaluación de Puestos MayraSolmayra Carrasco AlejosNo ratings yet
- Empresa líder de cervezas en PerúDocument11 pagesEmpresa líder de cervezas en PerúLuis mauricioNo ratings yet
- MOF - Gerencia de Innovación y Desarrollo SAPDocument12 pagesMOF - Gerencia de Innovación y Desarrollo SAPChristianNo ratings yet
- Capitulo 1 Bases Teóricas de La Gestión Del Talento HumanoDocument31 pagesCapitulo 1 Bases Teóricas de La Gestión Del Talento HumanoDaniel Andres LojaNo ratings yet
- Metodo HungaroDocument13 pagesMetodo HungaroEsparraga Arevalo DiegoNo ratings yet
- Cartavio CompanyDocument2 pagesCartavio CompanyJack Hernan Macedo AresteguiNo ratings yet
- Las 10 Recomendaciones en RS de BIMBO, Coca-Cola México, CEMEX y Bio-PappelDocument2 pagesLas 10 Recomendaciones en RS de BIMBO, Coca-Cola México, CEMEX y Bio-PappelpauldupuisNo ratings yet
- Downsizing o Recorte de PersonalDocument5 pagesDownsizing o Recorte de PersonalArely PérezNo ratings yet
- Planificacion OperativaDocument6 pagesPlanificacion OperativaLEIDYNo ratings yet
- Caso Practico de Gerencia y Liderazgo (Franklin Parra)Document4 pagesCaso Practico de Gerencia y Liderazgo (Franklin Parra)franklin ParraNo ratings yet
- James F. MooreDocument2 pagesJames F. MoorejosemorenteNo ratings yet
- Caso MKT Internacional Dunkin DonutsDocument1 pageCaso MKT Internacional Dunkin DonutsMaricruz MendozaNo ratings yet
- Proyecto FinalDocument19 pagesProyecto FinalRosa María Gavarrete LopezNo ratings yet
- Caso ConsensoDocument1 pageCaso ConsensoLuz ConsueloNo ratings yet
- Que Son Los Incentivos LaboralesDocument5 pagesQue Son Los Incentivos LaboralesKarin PcyNo ratings yet
- Reclutamiento interno vs externoDocument8 pagesReclutamiento interno vs externodaniflechasNo ratings yet
- VentasDocument3 pagesVentasAndyJhoelFloresNo ratings yet
- Implicaciones de La Creatividad Organizacional en El Éxito de Las EmpresasDocument109 pagesImplicaciones de La Creatividad Organizacional en El Éxito de Las EmpresasSamantha Lopez100% (1)
- Clasificacion y Tipo de InventarioDocument13 pagesClasificacion y Tipo de InventarioADRIANA GARCIANo ratings yet
- Colegio Peruanos Analisis de Rentabiidad, ROE, ROI y DUPONTDocument13 pagesColegio Peruanos Analisis de Rentabiidad, ROE, ROI y DUPONTLennon Bustamante TelloNo ratings yet
- Administración de inventarios y análisis ABCDocument13 pagesAdministración de inventarios y análisis ABCJorge Gress0% (1)
- Gestion de TiemposDocument53 pagesGestion de TiemposJose Luis Blanco PonsNo ratings yet
- Almacen de Clase MundialDocument4 pagesAlmacen de Clase MundialJoaquin GrNo ratings yet
- Lean Manufacturing - AGPDocument89 pagesLean Manufacturing - AGPJoaquin GrNo ratings yet
- Seis Sigma y Dmaic AgpDocument29 pagesSeis Sigma y Dmaic AgpJoaquin GrNo ratings yet
- Cep AgpDocument30 pagesCep AgpJoaquin GrNo ratings yet
- Presentacion de Metrologia DimensionalDocument52 pagesPresentacion de Metrologia DimensionalGustavo MejiaNo ratings yet
- TPM San Miguel PetDocument65 pagesTPM San Miguel PetJoaquin GrNo ratings yet
- MRP II Evolucion y DesarrolloDocument0 pagesMRP II Evolucion y Desarrolloaif_mcyNo ratings yet
- LECCIÓN DE UN PUNTO EjejmplosDocument30 pagesLECCIÓN DE UN PUNTO EjejmplosJoaquin GrNo ratings yet
- Marketing Ajino MotoDocument174 pagesMarketing Ajino MotoJoaquin GrNo ratings yet
- Desarrollo de Lean Manufacturing Seis SigmaDocument1 pageDesarrollo de Lean Manufacturing Seis SigmaJoaquin GrNo ratings yet
- Las 3 Mu del pensamiento esbeltoDocument6 pagesLas 3 Mu del pensamiento esbeltoJoaquin GrNo ratings yet
- Covenin Calibre Liso Pasa No Pasa Paredes y AgujerosDocument13 pagesCovenin Calibre Liso Pasa No Pasa Paredes y AgujerosOswaldo Enrique SandreaNo ratings yet
- Cursos Programados Mes de Marzo - AbrilDocument6 pagesCursos Programados Mes de Marzo - AbrilJoaquin GrNo ratings yet
- Informe Final MediasDocument111 pagesInforme Final MediasMartín RománNo ratings yet
- Ejercicios pie rey aprende medidasDocument3 pagesEjercicios pie rey aprende medidasJoaquin GrNo ratings yet
- 5WDocument2 pages5WJoaquin GrNo ratings yet
- Practica de Metrologia Dim 1Document2 pagesPractica de Metrologia Dim 1Joaquin GrNo ratings yet
- Planes de Sesion Control Estadistico Procesos AgpDocument3 pagesPlanes de Sesion Control Estadistico Procesos AgpJoaquin GrNo ratings yet
- 11 MaherramientadecalidadhistogramaDocument2 pages11 MaherramientadecalidadhistogramaDaniel Ojeda CardenasNo ratings yet
- EjemplosDocument10 pagesEjemplosAngel RockeroNo ratings yet
- Filosofía EsbeltaDocument14 pagesFilosofía EsbeltaYordi Gamboa LopezNo ratings yet
- LECCIÓN DE UN PUNTO EjejmplosDocument30 pagesLECCIÓN DE UN PUNTO EjejmplosJoaquin GrNo ratings yet
- Geilfus 80herramientasDocument169 pagesGeilfus 80herramientasJoaquin GrNo ratings yet
- 311 - Manual - de - Facilitador La Productividad Laboral en Mi Vida LaboralDocument79 pages311 - Manual - de - Facilitador La Productividad Laboral en Mi Vida LaboraltotioangelNo ratings yet
- TEMARIO DESARROLLADO (Administracion de Operaciones.)Document111 pagesTEMARIO DESARROLLADO (Administracion de Operaciones.)Nacho VeraNo ratings yet
- Derecho Comercial IndustrialDocument107 pagesDerecho Comercial IndustrialJoaquin GrNo ratings yet
- 05-Teo-Planif y Program de Talleres-040914Document19 pages05-Teo-Planif y Program de Talleres-040914Andre Dario FerandezNo ratings yet
- Lean OfficeDocument27 pagesLean OfficeJoaquin Gr100% (1)
- Guia Plan de Marketing - CastellanoDocument12 pagesGuia Plan de Marketing - Castellanoblind51corpNo ratings yet
- Admon Del TiempoDocument33 pagesAdmon Del TiempoLorena MaradiagaNo ratings yet
- Vol 3A CW General Specification Execution - TraducciónDocument110 pagesVol 3A CW General Specification Execution - TraducciónEdson HuertaNo ratings yet
- Métodos IPER en Seguridad y Salud Ocupacional en Cosecha y Poscosecha de Una Empresa Agroindustrial de Espárrago Verde FrescoDocument87 pagesMétodos IPER en Seguridad y Salud Ocupacional en Cosecha y Poscosecha de Una Empresa Agroindustrial de Espárrago Verde FrescoKiko SalvadorNo ratings yet
- Glosario Unidad 1 CALIDAD APLICADA A LA GESTIÓN EMPRESARIALDocument2 pagesGlosario Unidad 1 CALIDAD APLICADA A LA GESTIÓN EMPRESARIALChristian Eduardo Contreras ZamoraNo ratings yet
- Escenarios futuros para la industria láctea La MaporitaDocument11 pagesEscenarios futuros para la industria láctea La Maporitainocencio albadan madridNo ratings yet
- GRANOSDocument256 pagesGRANOSLau GuzmAnNo ratings yet
- ISO 9001 Mejoras al SGC de AA4 según auditoría internaDocument6 pagesISO 9001 Mejoras al SGC de AA4 según auditoría internaOscar Cuasapud67% (3)
- UA1 - S1 - C - L3 - Método para Lograr La Calidad en Las Organizaciones-5-9Document5 pagesUA1 - S1 - C - L3 - Método para Lograr La Calidad en Las Organizaciones-5-9Omar TorresNo ratings yet
- Anexo 2-Diagnostico ISO 9001-2015Document47 pagesAnexo 2-Diagnostico ISO 9001-2015EstudioLaicNo ratings yet
- Productividad y Calidad de Vida LaboralDocument21 pagesProductividad y Calidad de Vida LaboralFreddy Luis Vasquez MondragonNo ratings yet
- Caracterización Sistema Integrado de Gestion v07Document11 pagesCaracterización Sistema Integrado de Gestion v074141653767% (6)
- Poa Conamype 2017 Formato Seleccionable PDFDocument314 pagesPoa Conamype 2017 Formato Seleccionable PDFHeidy BuesoNo ratings yet
- Introducción A La Ingeniería de SoftwareDocument109 pagesIntroducción A La Ingeniería de SoftwareAnfelNo ratings yet
- Matriz de ConsistenciaDocument2 pagesMatriz de ConsistenciaMartin Rofner EvangelistaNo ratings yet
- Plan de Mercadeo ColombiaDocument11 pagesPlan de Mercadeo ColombiaMV CamiloNo ratings yet
- Manual de Funciones y Perfiles en La EmpresaDocument22 pagesManual de Funciones y Perfiles en La EmpresaOrlando Pedraza100% (2)
- Empaques de Bolsas NuevoDocument3 pagesEmpaques de Bolsas Nuevoheidy gutierrezNo ratings yet
- Caracteristicas Tecnicas Cargador y Banco de BateriasDocument16 pagesCaracteristicas Tecnicas Cargador y Banco de BateriasMax Tajima MatsuharaNo ratings yet
- Estándares Educativos para GuatemalaDocument23 pagesEstándares Educativos para GuatemalaJuan Carlos Alva Camposeco100% (1)
- Accésit 001Document170 pagesAccésit 001yondaimethunderNo ratings yet
- ¿Como Exportar Desde El Salvador?Document63 pages¿Como Exportar Desde El Salvador?SofiaSalmeronNo ratings yet
- Funciones Del Ingeniero IndustrialDocument3 pagesFunciones Del Ingeniero IndustrialLucy100% (1)
- Industria Textil IncalpacaDocument23 pagesIndustria Textil IncalpacaMilagrosLorenaCuperDianderasNo ratings yet
- Equipo#1 CorregidoDocument11 pagesEquipo#1 CorregidoLuis Gustavo Rebolledo RojasNo ratings yet
- Abastecimiento de agua pozo artesanal NazcaDocument14 pagesAbastecimiento de agua pozo artesanal Nazcamanuel_monroy_2No ratings yet
- Proyecto Adn Emprendedor - Grupo 2Document19 pagesProyecto Adn Emprendedor - Grupo 2Edwin FranK Buny Llamo100% (1)
- Acta de Reunión RDDDocument2 pagesActa de Reunión RDDAndres Mauricio TorresNo ratings yet
- Examen PLC IV Nivel Peru Coffe MachineDocument31 pagesExamen PLC IV Nivel Peru Coffe MachineCristina BenitesNo ratings yet
- Oem, Pma, TsoDocument9 pagesOem, Pma, TsoLuis OrdoñezNo ratings yet
- Reporte FinancieroDocument2 pagesReporte FinancieroIrmaMedina100% (1)
- Manual de Implementación Buenas Practicas de ManufacturaDocument48 pagesManual de Implementación Buenas Practicas de ManufacturaANA CAROLINA PATIÑO AGUDELONo ratings yet