You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Time Series Forecasting - Project ReportDocument68 pagesTime Series Forecasting - Project ReportKhursheedKhan50% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- WWII Engineer Amphibian TroopsDocument162 pagesWWII Engineer Amphibian TroopsCAP History Library67% (3)
- Sharp MX2310U Technical Handy ManualDocument64 pagesSharp MX2310U Technical Handy ManualUserNo ratings yet
- B-Positioning XA RA XO XDDocument2 pagesB-Positioning XA RA XO XDSorin100% (1)
- Laude vs. Ginez-Jabalde (MCLE)Document29 pagesLaude vs. Ginez-Jabalde (MCLE)Justin CebrianNo ratings yet
- Lecture Notes in Airport Engineering PDFDocument91 pagesLecture Notes in Airport Engineering PDFMaya RajNo ratings yet
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13hNo ratings yet
- Kinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide CatalystsDocument9 pagesKinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide Catalysts李国俊No ratings yet
- Design Guide For Slug Force Calculation ProcedureDocument6 pagesDesign Guide For Slug Force Calculation ProcedurePratik PatreNo ratings yet
- Garments & Tailoring Business: Submitted byDocument6 pagesGarments & Tailoring Business: Submitted bykartik DebnathNo ratings yet
- ESAB ExtractPage34-35DDocument16 pagesESAB ExtractPage34-35DDries VandezandeNo ratings yet
- How Interpass Temp Affects Weld QualityDocument1 pageHow Interpass Temp Affects Weld QualityDries VandezandeNo ratings yet
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandeNo ratings yet
- ESAB ExtractPage32-33DDocument17 pagesESAB ExtractPage32-33DDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ESAB ExtractPage35-36DDocument16 pagesESAB ExtractPage35-36DDries VandezandeNo ratings yet
- ExtractPage40 41D PDFDocument21 pagesExtractPage40 41D PDFDries VandezandeNo ratings yet
- ESAB ExtractPage20-21cDocument8 pagesESAB ExtractPage20-21cDries VandezandeNo ratings yet
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandeNo ratings yet
- ESAB ExtractPage39-40DDocument17 pagesESAB ExtractPage39-40DDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ESAB ExtractPage15-16cDocument9 pagesESAB ExtractPage15-16cDries VandezandeNo ratings yet
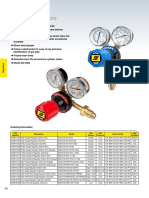
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandeNo ratings yet
- Regulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDocument4 pagesRegulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDries VandezandeNo ratings yet
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandeNo ratings yet
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandeNo ratings yet
- Order Propane Super Heating NozzlesDocument9 pagesOrder Propane Super Heating NozzlesDries VandezandeNo ratings yet
- ESAB ExtractPage23-24cDocument8 pagesESAB ExtractPage23-24cDries VandezandeNo ratings yet
- ExtractPage23 24B PDFDocument4 pagesExtractPage23 24B PDFDries VandezandeNo ratings yet
- ESAB ExtractPage29-30cDocument9 pagesESAB ExtractPage29-30cDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ExtractPage33 34c PDFDocument8 pagesExtractPage33 34c PDFDries VandezandeNo ratings yet
- Regulators Edge Series RegulatorsDocument4 pagesRegulators Edge Series RegulatorsDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDocument1 pageOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- ExtractPage38 39c PDFDocument8 pagesExtractPage38 39c PDFDries VandezandeNo ratings yet
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandeNo ratings yet
- ExtractPage40 41c PDFDocument12 pagesExtractPage40 41c PDFDries VandezandeNo ratings yet
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandeNo ratings yet
- 2021 A Review of Image Based Pavement Crack Detection AlgorithmsDocument7 pages2021 A Review of Image Based Pavement Crack Detection Algorithmsgandhara11No ratings yet
- Guidelines Regarding The Handling of Cable Drums During Transport and StorageDocument5 pagesGuidelines Regarding The Handling of Cable Drums During Transport and StorageJegan SureshNo ratings yet
- Duratone eDocument1 pageDuratone eandreinalicNo ratings yet
- Deploy A REST API Using Serverless, Express and Node - JsDocument13 pagesDeploy A REST API Using Serverless, Express and Node - JszaninnNo ratings yet
- Banking Software System Monitoring ToolDocument4 pagesBanking Software System Monitoring ToolSavun D. CheamNo ratings yet
- Everything You Need to Know About Distribution TransformersDocument2 pagesEverything You Need to Know About Distribution TransformersDONNYMUCKTEENo ratings yet
- Modelo de NDA (English)Document2 pagesModelo de NDA (English)Jorge Partidas100% (3)
- Portfolio Management Banking SectorDocument133 pagesPortfolio Management Banking SectorNitinAgnihotri100% (1)
- Apple Led Cinema Display 24inchDocument84 pagesApple Led Cinema Display 24inchSantos MichelNo ratings yet
- Draft SemestralWorK Aircraft2Document7 pagesDraft SemestralWorK Aircraft2Filip SkultetyNo ratings yet
- People VS Yancon-DumacasDocument2 pagesPeople VS Yancon-Dumacasvincent nifasNo ratings yet
- English Speech Save Our Earth Save Our RainforestDocument3 pagesEnglish Speech Save Our Earth Save Our RainforestYeremia Billy100% (1)
- Javacore 20100918 202221 6164 0003Document44 pagesJavacore 20100918 202221 6164 0003actmon123No ratings yet
- NYU Stern Evaluation NewsletterDocument25 pagesNYU Stern Evaluation NewsletterCanadianValueNo ratings yet
- PC-II Taftan Master PlanDocument15 pagesPC-II Taftan Master PlanMunir HussainNo ratings yet
- Feb 21Document8 pagesFeb 21thestudentageNo ratings yet
- POLS219 Lecture Notes 7Document7 pagesPOLS219 Lecture Notes 7Muhammad Zainal AbidinNo ratings yet
- Proforma PromotionDocument1 pageProforma PromotionRavinderSinghNo ratings yet
- Indian companies involved in trade dispute caseDocument15 pagesIndian companies involved in trade dispute caseakshay daymaNo ratings yet