Professional Documents
Culture Documents
Capitulo 3
Uploaded by
Alicia Del Rocío SaniOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Capitulo 3
Uploaded by
Alicia Del Rocío SaniCopyright:
Available Formats
CAPI TULO 3
3.1 I NTRODUCCI N A LA METALURGI A DE LA SOLDADURA
En la prctica industrial de la soldadura, el metal de aporte muy rara vez tiene la
misma composicin del metal base. Adicionalmente, a lo largo del metal base se
producen importantes variaciones de temperaturas pico y, consecuentemente, diferencias
significativas de las velocidades de enfriamiento. Estos factores resultan, por lo tanto, en
un compuesto heterogneo consistente de hasta seis zonas metalrgicas distintas. Savage
y col. [6] han reportado que una soldadura tpica consiste de:
1. La zona compuesta
2. La zona no mezclada
3. La intercara de la soldadura
4. La zona parcialmente fundida
5. La zona trmicamente afectada
6. El metal base no afectado
3.2 ZONAS METALRGI CAS DE LA SOLDADURA
3.2.1 La zona compuesta.
Es la regin en donde el metal de soldadura y el metal base se encuentran fundidos
formando la zona de fusin. As por ejemplo, cuando se realiza una soldadura en hierro
fundido con electrodos de nquel, el poso de soldadura est compuesto por una mezcla
lquida homognea de nquel disuelto en el metal base de hierro gris.
3.2.2 La zona no mezclada.
Es una regin muy estrecha que rodea la zona compuesta. Consiste de una capa lmite
de metal base fundido que se solidifica antes de experimentar ninguna mezcla en la zona
compuesta. El espesor de esta regin est usualmente en el rango de unas pocas decenas
de micrones a 2.5 mm, dependiendo del proceso de soldadura y de la velocidad de
enfriamiento. La composicin del metal en la zona no mezclada es sustancialmente igual
a la del metal base. Aunque la zona no mezclada se encuentra presente en todas las
CAPITULO 3 METALURGIA DE LA SOLDADURA
54
soldaduras, solo puede ser observada claramente en aquellas soldaduras donde el metal de
aporte es muy diferente del metal base.
3.2.3 La intercara de la soldadura.
En esta regin se delinea claramente el lmite entre el metal base no fundido y el
metal de soldadura. Esta regin puede observarse mediante ataque qumico en soldaduras
en las que el contenido de aleacin y el rango de solidificacin entre lquidus y slidus son
grandes.
3.2.4 La zona parcialmente fundida.
Se encuentra en el metal base. Es la regin inmediatamente adyacente a la intercara
de la soldadura en donde alguna fusin localizada puede ocurrir. Esta fusin localizada
ocurre frecuentemente debido a que muchas aleaciones contienen inclusiones de bajo
punto de fusin o segregaciones en los lmites de grano. Cuando estas regiones
microscpicas se funden se extienden desde la intercara de la soldadura hacia la zona
parcialmente fundida.
3.2.5 La zona trmicamente afectada.
La zona trmicamente afectada es la regin de la soldadura que experimenta
temperaturas pico suficientemente altas como para producir cambios microestructurales
en estado slido pero no tanto como para producir la fusin. Esta regin ser estudiada
detalladamente ms adelante.
3.2.6 El metal base no afectado.
Es aquella regin de la pieza soldada en la que no ha ocurrido ningn cambio de
microestructura. Aunque en esta regin no se producen cambios microestructurales, el
ciclo trmico impuesto por la soldadura puede producir importantes tensiones residuales
de contraccin longitudinal y transversal.
Las transformaciones metalrgicas que tienen lugar en la zona de soldadura son
severas. El metal fundido se solidifica en cuestin de segundos, la cantidad de metal
fundido rara vez excede de una pulgada cbica, la fuente de calor y el poso de metal
fundido tiene una temperatura considerablemente elevada, muchas veces algunos cientos
de grados centgrados por encima del punto de fusin. Como resultado del enfriamiento
CAPITULO 3 METALURGIA DE LA SOLDADURA
55
rpido del poso de soldadura, las reacciones qumicas que se inician en el metal fundido y
en la escoria no tienen tiempo para completarse.
Fig. 34 Zonas metalrgicas producidas en una junta soldada.
3.3 DESARROLLO DE LA ESTRUCTURA DE LA SOLDADURA Y SUS
PROPI EDADES
Las relaciones entre proceso, microestructura y propiedades son importantes para
entender la estructura, propiedades y caractersticas de los materiales soldados.
Desafortunadamente, muchos de los principios bsicos necesarios para relacionar estas
variables no estn bien definidos debido a un gran nmero de factores complejos
inherentes a la soldadura por fusin, tales como: la geometra del poso de soldadura, la
formacin de estructuras fuera de las condiciones de equilibrio, variaciones espaciales de
composicin, microestructura y propiedades. Adicionalmente, debido al calentamiento
localizado durante la soldadura, se producen tensiones trmicas y de transformacin, las
mismas que permanecen en las soldaduras como esfuerzos residuales.
Actualmente se estn realizando grandes esfuerzos para estudiar las caractersticas de
la zona de fusin y la zona trmicamente afectada, en particular el comportamiento de
solidificacin del poso de soldadura y las transformaciones de fase que tienen lugar en las
soldaduras.
3.4 SOLI DI FI CACI N DEL POSO DE SOLDADURA.
3.4.1 Parmetros bsicos.
El metal de la soldadura, dependiendo de su composicin y velocidad de enfriamiento
puede experimentar una o varias transformaciones de fase durante el ciclo de
M e t a l f u n d i d o
Zona parcialente fundida
Intercara de la soldadura
Zona tmicamente
afectada, ZAT
Metal base
CAPITULO 3 METALURGIA DE LA SOLDADURA
56
enfriamiento desde el estado lquido hasta la temperatura ambiente. Durante la
transformacin desde el estado lquido al estado slido, el comportamiento de la
solidificacin controla la redistribucin de soluto, la estructura de solidificacin, la forma
y tamao de los granos y la distribucin de inclusiones y defectos tales como porosidad
y fisuras en caliente.
Segn David y col. [7] la mayor parte del conocimiento actual del proceso de
solidificacin del poso de soldadura ha sido derivado por extrapolacin del conocimiento
de la solidificacin en fundiciones, lingotes y cristales simples a gradientes trmicos
lentos y reducidas tasas de crecimiento.
Los parmetros ms crticos que determinan la microestructura de la zona de fusin
son:
1. la tasa de crecimiento R
S.
2. el gradiente de temperatura G.
3. el subenfriamiento T, y
4. la composicin de la aleacin.
El gradiente de temperatura y la tasa de crecimiento son importantes en las formas
combinadas G/R
S
, la misma que influye en la morfologa de solidificacin y GR
S
(velocidad de enfriamiento) que influye en la escala de la subestructura de solidificacin.
Durante la soldadura, el poso de soldadura se transfiere de un sitio a otro y los valores de
G y de GR
S
varan considerablemente dentro de la zona de fusin. Dependiendo del
proceso de soldadura seleccionado y la posicin, la mxima velocidad de enfriamiento
GR
S
encontrada en un poso de soldadura puede variar en el rango de 10
2
a 10
7
C/sec [8-
10].
Los gradientes de temperatura en el slido G
S
y en lquido G
L
en la interfase slido-
lquido juegan un papel importante en la determinacin de la subestructura de
solidificacin en la zona de fusin. Por otro lado, el gradiente trmico en el lquido es ms
crtico para determinar la morfologa de la interfase slido/lquido. La evaluacin de G
L
es
bastante complicada debido a la gran influencia de la conveccin dentro del poso de
soldadura. Sin embargo, varios investigadores [9-12] han hecho varios intentos para
medir este parmetro de forma experimental. Adicionalmente, la utilizacin de modelos
computacionales es una opcin razonable que permite calcular los gradientes trmicos en
el poso de soldadura.
La tasa de crecimiento y la tasa de solidificacin son una medida de la tasa de avance
de la interfase slido/lquido en el poso de soldadura. La tasa de crecimiento vara
CAPITULO 3 METALURGIA DE LA SOLDADURA
57
considerablemente con la posicin dentro del poso de soldadura. Los trabajos de varios
investigadores [5-7] mostraron que durante la soldadura en estado estable, si se conoce la
forma del poso de soldadura, la tasa de avance de la interfase slido/lquido puede ser
relacionada con la tasa de avance y con la direccin del movimiento de la fuente de calor.
El frente de solidificacin en el poso de soldadura se mueve en la misma direccin del
mximo gradiente trmico el mismo que tambin es normal a la interfase slido/lquido.
Rappaz, y col. [14] relacionaron la tasa de solidificacin R
S
con la velocidad de la fuente
de calor R
H
de la siguiente forma:
|R
S
|=R
H
n =|R
H
|cos (7)
en donde, n, es la unidad de direccin normal al frente de solidificacin paralelo a R
S
y
es el ngulo entre la superficie normal, n, y la direccin de la soldadura. Sin embargo,
esta relacin no considera la influencia del crecimiento de los cristales. Tanto en metales
como en aleaciones existe una direccin preferencial de crecimiento. Estas direcciones
dependen del tipo de estructura cristalina; para metales de estructura cbica, las
direcciones de fcil crecimiento son las direcciones (100). Para crecimiento dendrtico a
lo largo de la direccin cristalogrfica [hkl], la tasa de crecimiento dendrtico R
hkl
se
puede relacionar con la tasa de crecimiento R
S
mediante la relacin:
|R
S
|=R
hkl
n =|R
hkl
|cos (8)
en donde es el ngulo entre el frente de solidificacin normal y [hkl]. As, la tasa de
crecimiento dendrtico est dada por:
cos
cos
R R
H hkl
= (9)
El subenfriamiento es un parmetro crtico que controla la microestructura de
solidificacin y los efectos de segregacin. El trmino subenfriamento, T, significa que
tan lejos de la temperatura de equilibrio del lquidus est siendo enfriada una aleacin de
una determinada composicin. El subenfriamiento puede ser asociado con la nucleacin
de un slido o con el proceso de crecimiento durante la solidificacin. A diferencia de las
CAPITULO 3 METALURGIA DE LA SOLDADURA
58
fundiciones, la solidificacin de la soldadura se inicia en un substrato slido preexistente,
por lo que la barrera de nucleacin es muy pequea o inexistente. El subenfriamiento total
para crecimiento, T, se produce por las contribuciones individuales de los
subenfriamientos trmicos T
TH
, constitucional, T
C
, cintico T
K
y curvatura del slido
T
R.
[9].
T =T
TH
+T
C
+T
K
+T
R
(10)
Fig. 35 Diagrama esquemtico que ilustra las relaciones entre la velocidad de la
fuente de calor (R
H
), y la tasa de crecimiento del frente de solidificacin (R
S
). En
a) se identifica al vector; en b) vista superior del poso de soldadura; en c) cambio
incremental de la posicin de una pequea seccin de la superficie durante el
tiempo t [8].
CAPITULO 3 METALURGIA DE LA SOLDADURA
59
En la mayora de las condiciones de soldadura en metales y aleaciones el
subenfriamiento trmico, T
TH
, y el subenfriamiento cintico, T
K
, son mnimos y por lo
tanto pueden ser ignorados. As, para considerar el crecimiento del slido en el poso de
soldadura tan solo el subenfriamiento constitucional, T
C
, y el subenfriamiento debido a
efectos de curvatura, T
R
, son importantes [9]. Las microestructuras de las soldaduras son
mucho ms finas que las de fundicin, por lo tanto, la contribucin del subenfriamiento
debido al efecto de curvatura, T
R
, que es el subenfriamiento en las puntas de las
dendritas ser muy significativo. El subenfriamiento total tiene una gran influencia sobre
la morfologa de la solidificacin y sobre la extensin de la microsegregacin de
elementos durante la solidificacin del poso de soldadura. El efecto del incremento del
subenfriamiento en las puntas de las dendritas resulta en la solidificacin con una
composicin ms cercana a la composicin de la aleacin, lo cual reduce la
microsegregacin.
3.4.2 Nucleacin.
El desarrollo de las microestructuras de la zona de fusin se puede analizar utilizando
las teoras clsicas de nucleacin y crecimiento. Dentro de la teora clsica, la nucleacin
puede ser clasificada en nucleacin homognea y nucleacin heterognea. En el primer
caso el slido se forma en el interior del lquido sin la presencia de ningn material
externo. En el segundo caso, la formacin del ncleo de solidificacin requiere de la
presencia de material externo. En el caso de la solidificacin homognea la formacin de
un ncleo de solidificacin requiere del aporte de una energa muy grande, la misma que
puede ser conseguida mediante temperaturas de subenfriamiento muy por debajo del
punto de solidificacin. La energa libre de formacin G* de un ncleo estable de
solidificacin de tamao crtico est dada por la siguiente ecuacin:
2
3
16
*
v
SL
G
G
=
(11)
en donde
SL
es la tensin superficial entre el slido y el lquido y G
V
es la energa libre
de solidificacin por unidad de volumen. Sin embargo, si el metal lquido contiene
materiales extraos tales como xidos, u otras partculas de punto de fusin inferior al del
metal que se est solidificando la nucleacin se produce ms fcilmente. En tal caso se
CAPITULO 3 METALURGIA DE LA SOLDADURA
60
produce lo que se conoce como solidificacin heterognea. La energa libre de
solidificacin heterognea G*
het
de un ncleo estable de tamao crtico es bastante
menor que G* por un factor f():
G*
het
= G* f() (12)
donde f() es un factor de forma que depende del ngulo mojado. En el caso de
nucleacin heterognea, este factor f() es siempre mucho menor que 1.
El proceso de solidificacin en la soldadura se produce siempre a partir de un slido
preexistente que es el metal base y el factor f() que es muy cercano a cero. Por esto, casi
no existe una barrera de nucleacin y la solidificacin ocurre espontneamente mediante
crecimiento columnar o epitaxial. En algunos casos, se aaden inoculantes con el fin de
propiciar la nucleacin en las soldaduras. Finalmente, con el objeto de forzar la formacin
de nuevos ncleos de solidificacin, las clulas o dendritas formadas inicialmente en la
intercara entre el metal base y el lquido, pueden ser fraccionadas mediante mtodos
dinmicos tales como la vibracin mecnica y la oscilacin del arco. En la actualidad no
existe un estudio completo que explique claramente los principios de refinacin y
formacin de granos en la zona de fusin. Adicionalmente, la influencia del flujo
convectivo dentro del poso de soldadura puede ser tambin una causa importante para la
fragmentacin de las dendritas y consecuentemente para el desarrollo de la estructura de
solidificacin.
3.4.3 Crecimiento.
Durante la solidificacin, el crecimiento del slido en la intercara entre el lquido y el
slido ocurre debido a la adicin de tomos del lquido al slido. La cintica del
crecimiento del slido, es la facilidad con que este proceso puede ocurrir. La cintica de
crecimiento es controlada en gran extensin por la estructura a escala atmica de la
intercara. Segn Flemmings [16] el crecimiento del slido puede ocurrir mediante
crecimiento bidimensional, crecimiento en hlice y crecimiento uniforme o continuo. La
estabilidad de la intercara es crtica para determinar las caractersticas microesructurales
del metal soldado. Durante el crecimiento del slido, la forma microscpica de la
intercara entre el slido y el lquido se determina por las condiciones trmicas y
constitucionales en la regin que se encuentra en la vecindad inmediata de la intercara.
CAPITULO 3 METALURGIA DE LA SOLDADURA
61
Estos factores determinan si el crecimiento es de tipo planar, celular o dendrtico, tal
como se muestra en las figuras 36 y 37.
Fig. 36 Posibles morfologas estructurales durante la solidificacin: (a)
crecimiento de frente plano; (b) crecimiento celular; (c) crecimiento celular
dendrtico; (d) crecimiento dendrtico equiaxial [7].
En metales puros, en los que no hay efectos del soluto, solo el gradiente trmico
ejerce el control sobre la estabilidad de la intercara entre el slido y el lquido. En
aleaciones, por el contrario, la estabilidad del frente de solidificacin es mucho ms
compleja. Debido a que durante la solidificacin existe una particin de los elementos del
soluto entre el slido y el lquido, los efectos del gradiente de composicin delante de la
intercara deben ser considerados. Los efectos de redistribucin y formacin del soluto
junto a la intercara entre el slido y el lquido han sido investigados por Flemmings [16]
y tambin por Kurtz y Fisher [17] bajo el concepto de superenfriamiento constitucional.
El criterio de superenfriamiento constitucional para inestabilidad de un frente plano puede
escribirse como:
G
L
/R
S
< T
o
/D
L
(13)
Slido Lquido Slido Lquido
CAPITULO 3 METALURGIA DE LA SOLDADURA
62
en donde G
L
yR
S
son lo que ya fueron definidos anteriormente, T
o
es la temperatura de
solidificacin de equilibrio para una composicin dada, y D
L
es el coeficiente de difusin
del soluto en el lquido. Si G
L
/R
S
> T
o
/D
L
, el frente plano ser estable.
Fig. 37 Dependencia del modo de solidificacin como una funcin del parmetro
G/R para diferentes concentraciones de soluto [16].
El criterio de superenfriamiento constitucional para la estabilidad de un frente plano
se muestra grficamente en la figura 38. Para crecimiento en estado estable del frente
plano, el perfil de composicin del soluto se muestra en la figura 38 (a). El perfil de
temperatura de equilibrio correspondiente al lquido se muestra en las figuras 38 (b) y 38
(c). Dependiendo del gradiente trmico real en el lquido el frente plano permanecer
estable, figura 38 (b), o llegar a ser inestable, figura 38 (c). Si las condiciones de
crecimiento se salen de la estabilidad planar, la morfologa de la intercara cambiar de
planar a celular y a dendrtica. Dependiendo de las condiciones de enfriamiento, las
dendritas mostrarn ramas secundarias y terciarias, las que crecern en las direcciones
preferenciales de crecimiento cristalogrfico. La figura 39 muestra el crecimiento
dendrtico del slido con sus ramas mltiples, observadas durante la soldadura de una
superaleacin de un monocristal de base nquel [19].
El concepto de superenfriamiento constitucional es muy til para comprender el
desarrollo de la microestructura y la influencia de los parmetros de proceso sobre las
microestructuras de las soldaduras, pero no es suficiente para describir con precisin ni
con detalles cuantitativos la estabilidad morfolgica del frente de solidificacin.
Parmetro de solidificacin G/ R
Equiaxial dendrtico
Columnar dendrtico
Celular dendrtico
Celular
Planar
C
o
n
t
e
n
i
d
o
d
e
s
o
l
u
t
o
,
C
o
CAPITULO 3 METALURGIA DE LA SOLDADURA
63
Fig. 38 Desarrollo de super-enfriamiento constitucional durante la solidificacin
de un frente plano. a) perfil de composicin y enriquecimiento de la capa de
soluto delante del frente planar de solidificacin, b) condicin para la estabilidad
del frente plano, c) condicin para la inestabilidad del frente plano y super-
enfriamiento constitucional [16].
Fig. 39 Fotomicrografa electrnica de un cristal simple de una aleacin de nquel
en la que se muestra el desarrollo de dendritas primarias, secundarias y terciarias
en una soldadura de haz de electrones [19].
CAPITULO 3 METALURGIA DE LA SOLDADURA
64
Aunque se han realizado importantes aportes y anlisis ms rigurosos para evaluar
condiciones adicionales para el frente de solidificacin plana [19-21], la aplicacin de
estos modelos en soldadura son una meta importante para avanzar en el conocimiento de
los materiales soldados.
Hay algunos parmetros muy importantes que controlan la formacin de subestructuras
de forma celular o celular-dendrtica, estos son:
1. El coeficiente de particin de equilibrio, K, el mismo que es un ndice del potencial
de segregacin de una aleacin.
K = C
S
*/C
L
* (15)
en donde C
S
* es el contenido de soluto del slido en la intercara slido-lquido y
C
L
* es el contenido de soluto en el lquido en la intercara slido-lquido.
2. La composicin de la aleacin en si misma, C
o
.
3. El gradiente de temperatura, G, en el lquido en la intercara de la soldadura en
K/mm.
4. La tasa de crecimiento, R, o velocidad de la intercara en mm/s.
Consideremos por ejemplo una aleacin de composicin C
o
igual a 3% Cu y 97% Al,
en la figura 40 (a)
K= C
S
*/C
L
* 1.7 % Cu/10 % Cu =0.17
El metal que solidifica inicialmente contendr:
C
o
K =3*0.17 =0.51 % Cu
Mientras que el lquido que solidifica ente las clulas o que se encuentre entre los
ramales de las dendritas tendr un contenido de cobre igual a: Co/K 3/0,17 =17.6 %Cu
Los valores calculados muestran el cambio en la composicin al inicio y al final de la
solidificacin de la clula o la dendrita celular. Mientras la clula o la dendrita crece en la
soldadura, un equilibrio dinmico es alcanzado entre el nuevo slido de composicin Co
=3 %Cu y el lquido enriquecido de cobre el mismo que contiene un mximo de Co/K
17.6 %Cu en la intercara entre el slido y el lquido, tal como se muestra en las figuras 40
(b) y 40(c). Si la distribucin real de la temperatura delante de la intercara lquido-slido
es menor que la temperatura del lquido, entonces ocurre un superenfriamiento
constitucional, figura 40(d). Superenfriamiento significa que el lquido enriquecido de
soluto delante de la intercara slido-lquido ha sido enfriado por debajo de su punto de
CAPITULO 3 METALURGIA DE LA SOLDADURA
65
solidificacin de equilibrio, y constitucional, indica que el superenfriamiento se ha
producido por un efecto de composicin antes que por cambio de temperatura.
Fig. 40 Solidificacin de dendritas en la soldadura: a) Solidificacin con
crecimiento dendrtico, b) y c) Redistribucin de soluto delante de la intercara
slido-lquido, d) El superenfriamiento constitucional ocurre cuando la
temperatura real del lquido en la regin rica en cobre es mayor que la
temperatura de lquidus [9].
3.4.4 Redistribucin de soluto.
Un importante fenmeno en soldadura es la redistribucin de soluto. Esta
redistribucin frecuentemente produce la segregacin de elementos, lo que puede ser una
causa de fisuracin de la soldadura y afectar la microestructura y propiedades de la zona
fundida. Cuando la segregacin se produce a escala fina tal como en los espacios de los
ramales de las dendritas, es decir en el rango entre 10 y 100 m, entonces se identifica
como microsegregacin.
Los efectos de la variacin de composicin sobre la solidificacin de aleaciones son
importantes para comprender la solidificacin del poso de soldadura. Estos efectos
pueden dividirse en tres casos. El caso I es la solidificacin en estado de equilibrio con
completa difusin del soluto en el slido y el lquido. El caso II asume muy poca o
CAPITULO 3 METALURGIA DE LA SOLDADURA
66
ninguna difusin del soluto en el slido, mientras que se presupone que hay completa
mezcla por difusin y conveccin en el lquido. Esta condicin es causa de
microsegregacin en las microestructuras de la soldadura. En el caso III se asume que no
hay difusin en el slido, que solo hay una limitada difusin en el lquido y que no hay
conveccin. Este caso admite la formacin de una capa lmite de soluto delante de la
intercara entre el slido y el lquido [16, 22]. El caso III es el que se usa para describir la
estabilidad morfolgica y desarrollo de microestructuras en soldaduras tal como se ha
descrito en los prrafos que describen el crecimiento.
En las soldaduras se pueden reconocer tres tipos de microestructuras tal como se
observa en la figura 41. Un frente plano de solidificacin es frecuentemente encontrado a
lo largo de la lnea de fusin, en el interior de la soldadura la estructura muestra un
crecimiento columnar dendrtico y a veces, en el centro de la soldadura se puede observar
una regin equiaxial. Para la regin de la soldadura que muestra un frente plano de
solidificacin es ms apropiado realizar el anlisis de redistribucin de soluto, caso III de
solidificacin, con limitada difusin en el lquido, definido en el prrafo anterior.
Fig. 41 Diagrama esquemtico de la variacin estructural de la microestructura
de la soldadura a lo largo de la zona de fusin [5].
Cuando se describe la redistribucin de soluto bajo condiciones de crecimiento
dendrtico en soldaduras, se debe considerar la redistribucin de soluto tanto en las puntas
de las dendritas como tambin en las regiones interdendrticas. La redistribucin de soluto
en las puntas de las dendritas est controlado en gran medida por el grado de
subenfriamiento de las puntas de las dendritas. Cuando se considera la redistribucin de
soluto en las regiones interdendrticas, el caso II puede resultar una apropiada
CAPITULO 3 METALURGIA DE LA SOLDADURA
67
aproximacin para el caso de la soldadura. Estos modelos pueden ser aplicados con buena
aproximacin a sistemas binarios, sin embargo su aplicacin a sistemas ternarios y de
mayor grado requiere de modelos ms sofisticados que se encuentran en proceso de
desarrollo.
3.4.5 Estructura del grano.
La estructura de la zona de fusin es controlada predominantemente por la estructura
del metal base y por las condiciones de la soldadura. El crecimiento inicial ocurre
epitaxialmente junto a los granos parcialmente fundidos del metal base [13, 14, 23]. En
probetas de soldadura policristalinas, entre los granos aleatoriamente orientados del metal
base, aquellos granos cuyas direcciones <100>se encuentren alineados con la direccin
de la fuente de calor sern favorecidos. El proceso de seleccin preferencial de los granos
que ocurre durante la soldadura promueve la formacin de una estructura columnar
similar a la mostrada en la figura 42. Aunque el nivel actual del conocimiento del
desarrollo de la estructura del grano en tres dimensiones es todava limitado debido a que
los detalles del crecimiento preferencial de los granos son complicados, en el caso de
cristales simples se han hecho importantes descubrimientos, los que han sido reportados
en los trabajos de Rappaz y col. [24] y de David y col. [25].
Fig. 42 Estructura de grano columnar en una soldadura lser en acero [26].
Las transformaciones que se producen en la soldadura son de dos tipos; aquellas que
afectan a la estructura del grano y las que producen modificaciones estructurales o
cambios de fase relacionados con la templabilidad del acero.
5 mm
CAPITULO 3 METALURGIA DE LA SOLDADURA
68
La solidificacin del metal fundido en el poso de soldadura se ilustra en las figuras
43 y 44. Al avanzar la formacin del cordn, la temperatura del poso de soldadura
desciende debido a la conduccin del calor hacia el metal de base y a la radiacin y
conveccin hacia la atmsfera circundante. Al bajar la temperatura del metal, este se
solidifica. Los granos aparecen primero en la lnea de fusin, en donde la temperatura es
relativamente baja y crecen con rapidez diferente, porque al aumentar de tamao y al
hacer presin los cristales unos contra otros, cada uno acta de acuerdo con el estado de
su crecimiento. Cuando se realizan soldaduras con varias pasadas, la estructura de
solidificacin del poso de soldadura se altera por refusin y recristalizacin producida por
las pasadas subsecuentes [27, 28].
Esto puede resultar en bolsas de metal fundido en las que se retarda el crecimiento de
los granos. Estas regiones tienen por lo tanto probabilidades de contener inclusiones de
escoria tal como se observa en la figura 43. La estructura del metal de la soldadura y la
apropiada solidificacin del poso del metal depende en cierto grado de la relacin entre el
ancho de la soldadura y su profundidad de penetracin.
Fig. 43 Seccin transversal de los cordones de soldadura en los que se aprecian
inclusiones de escoria [2].
3.4.6 Forma del poso de soldadura.
La forma del poso de soldadura es un importante parmetro debido a que controla la
estructura del grano. As por ejemplo, si un metal monofsico es soldado mediante
soldadura TIG a baja velocidad, el poso de soldadura adquiere una forma elptica, casi
circular, similar a la mostrada en la figura 44(a). Los granos columnares crecen en la
direccin del gradiente trmico producido por el movimiento de la fuente de calor (el
arco). Los granos crecen epitaxialmente desde el metal base en direccin hacia el arco.
CAPITULO 3 METALURGIA DE LA SOLDADURA
69
Debido a que la direccin del mximo gradiente de temperatura esta cambiando
constantemente desde aproximadamente 90 con respecto a la intercara de la soldadura
en la posicin A hasta llegar a ser aproximadamente paralela al eje de la soldadura en la
posicin B, los granos deben crecer desde la posicin A y girar continuamente
dependiendo de la posicin instantnea del arco. Este proceso est caracterizado por un
crecimiento competitivo de los granos. As, los granos mejor orientados son los que
tendrn mayor posibilidad de crecimiento e impedirn el crecimiento de otros granos que
tengan orientaciones menos favorables. Las direcciones de crecimiento ms favorecidas
para el crecimiento en cristales cbicos y hexagonales son las direcciones <001>y
<1010>.
Debido a que los granos columnares crecen en la direccin del mximo gradiente
trmico, la morfologa depende de la forma del poso de soldadura, de la velocidad de
soldadura y del balance entre el calor suministrado y las condiciones de enfriamiento. La
geometra del poso de soldadura es una funcin de un parmetro adimensional n
3:
n
3
= q
o
v/ 4
2
(Hm- Ho) (14)
en donde q
o
es la potencia del arco, v es la velocidad de soldadura, es la difusividad
trmica del metal base y (Hm Ho) es el contenido de calor por volumen unitario a la
temperatura de fusin.
Cuando n
3
tiene valores altos, el poso de soldadura adquiere la forma de gota, la
misma que es caracterstica de soldaduras ejecutadas con alta energa y alta velocidad.
Por el contrario, valores bajos de n
3
indican que el poso de soldadura tiene una forma ms
elptica. Adicionalmente, las propiedades trmicas del metal base son muy importantes
porque n
3
es una funcin de la difusividad trmica y del contenido de calor (Hm- Ho).
Posos de soldadura con forma de gota son observados frecuentemente en la soldadura
de metales de baja difusividad trmica (por ejemplo en la soldadura del acero inoxidable),
mientras tanto, posos de forma elptica se observa ms comnmente en la soldadura del
aluminio. Otro factor que ejerce una influencia importante sobre la forma del poso de
soldadura es la transferencia de calor por conveccin debido a la accin de fuerzas de
flotacin, a fuerzas electromagnticas y a fuerzas de tensin superficial. Las fuerzas de
flotacin producen la formacin de un poso de soldadura ancho pero de muy poca
profundidad debido a la transferencia de metal caliente hacia la superficie y de metal fro
hacia el fondo del poso. Las fuerzas electromagnticas, por el contrario, ejercen un efecto
CAPITULO 3 METALURGIA DE LA SOLDADURA
70
inverso, estas fuerzas tienden a empujar el metal lquido del centro del poso de soldadura
hacia la raz de la soldadura. Por lo tanto, las fuerzas electromagnticas tienden a producir
posos de soldadura estrechos pero relativamente profundos.
Fig. 44 Formas caractersticas del poso de soldadura: a) a baja velocidad, b) a
velocidad intermedia y c) a velocidades rpidas de soldadura [17].
Finalmente, los gradientes de tensin superficial, conocidos como fuerzas de
Marangony, pueden propiciar la circulacin del metal lquido dentro del poso de
soldadura desde la regin de baja tensin superficial hasta la regin de alta tensin
superficial. En la soldadura de acero, tanto el azufre como el oxgeno han sido
identificados como elementos surfactantes del acero lquido. As, el coeficiente de
CAPITULO 3 METALURGIA DE LA SOLDADURA
71
dependencia de la temperatura de la tensin superficial, d/dT que es generalmente
negativo puede llegar a tener valores positivos, lo cual facilita que la circulacin del flujo
de metal lquido sea de fuera hacia adentro del poso de soldadura, propiciando la
formacin de un poso de soldadura de mayor profundidad de penetracin. Sin embargo,
cuando esos elementos no se encuentran presentes en el metal lquido en la concentracin
apropiada, la tensin superficial se reduce con el incremento de la temperatura del metal
lquido y como resultado se producen posos de soldadura anchos y de muy poca
penetracin.
El poso de soldadura tiende a volverse ms alargado cuando la velocidad de
soldadura se incrementa. En la figura 44 (b), la direccin del mximo gradiente de
temperatura en el poso de soladura es perpendicular a la intercara de la soldadura en las
posiciones A y B, pero debido a que el poso de soldadura tiene una mayor distancia
detrs del arco, el gradiente de temperatura en la posicin B ya no est fuertemente
orientado en direccin del electrodo. As, los granos columnares no giran tanto como en
el caso de un poso de forma semi-circular.
Finalmente, el poso de soldadura puede llegar a tener la forma de gota a altas
velocidades de soldadura, tales como las utilizadas en la prctica industrial figura 44(c).
En este caso los granos columnares crecen desde el slido y convergen abruptamente
hacia la lnea central de la soldadura con muy poco cambio de direccin. Las soldaduras
que tienen esta forma, poseen generalmente las peores caractersticas de resistencia a la
fisuracin en caliente en la lnea central del cordn [17].
3.4.7 Velocidades de enfriamiento en la zona fundida.
La determinacin de la velocidad de enfriamiento en la zona de fusin es importante
por las siguientes razones:
1. Permite evitar la transformacin martenstica y una posible fisuracin en caliente
y en fro.
2. Permite relacionar las velocidades de enfriamiento, con los registros de ensayos de
templabilidad J ominy o con diagramas CCT.
3. Influye significativamente sobre las reacciones metalrgicas que pudieran ocurrir
en la zona afectada trmicamente (ZAT).
4. Permite prevenir un excesivo crecimiento de las dendritas en el metal soldado.
Tpicamente, las velocidades de enfriamiento en el metal de soldadura decrecen
rpidamente a medida que el metal de soldadura se enfra hasta la temperatura ambiente.
CAPITULO 3 METALURGIA DE LA SOLDADURA
72
De esta manera, las velocidades de enfriamiento del metal de soldadura son medidas
experimentalmente mediante la pendiente de la curva de enfriamiento (Tiempo Vs.
Temperatura), a la temperatura de inters. En los aceros, las temperaturas de inters que
son usualmente seleccionadas para calcular o medir las velocidades de enfriamiento en
aceros estn en el rango entre: 500 C y 800 C [17].
Adams [28] demostr que la velocidad de enfriamiento, S, en la regin central de la
soldadura de una placa delgada que requiere menos de cuatro pasadas de soldadura para
obtener penetracin completa se puede calcular mediante la siguiente expresin:
3
2
) ( 2
o i
T T
Hn
e
Cp K S
|
.
|
\
|
= (16)
en donde T
i
es la temperatura de inters, e es el espesor de la placa, To es la temperatura
ambiente, K es la conductividad trmica, es la densidad, Cp es el calor especfico y Hn
es el calor neto absorbido por la soldadura. Esta ecuacin se puede aplicar a situaciones
donde la conduccin del calor es bidimensional. El espesor de la placa es relativo pues
depende del proceso de soldadura que se ha de aplicar. Existen modelos desarrollados
para el caso de tres dimensiones que ofrecen resultados ms precisos, pero que involucran
una complejidad matemtica muy elaborada. Las ecuaciones de Adams tienen la ventaja
de ser muy sencillas y bastante confiables debido a que la conduccin de calor en la
direccin paralela a la soldadura es muy pequea. Por lo tanto los resultados que se
obtienen son muy buenas aproximaciones a las condiciones reales de enfriamiento de las
soldaduras.
Adams [28] tambin demostr que en el caso de soldaduras que requieren ms de
cuatro pasadas, la velocidad de enfriamiento puede calcularse usando la siguiente
ecuacin:
n
o i
H
T T K
S
2
) ( 2
=
(17)
En este caso, la velocidad de enfriamiento es mxima bajo condiciones normales de
soldadura. Aqu no se han incluido el calor especfico ni el espesor de las placas. La
ecuacin para placas gruesas deber ser usado siempre que el tamao del depsito de
CAPITULO 3 METALURGIA DE LA SOLDADURA
73
soldadura sea pequeo comparado con el espesor de la placa. Como la caracterizacin de
placa gruesa o fina no es muy fcil de realizar, Adams desarroll adicionalmente una
ecuacin que define el criterio de espesor relativo, , as:
2 / 1
) (
|
|
.
|
\
|
=
n
o i
H
T T Cp
e
(18)
De acuerdo con el autor, el clculo de la velocidad de enfriamiento usando el criterio
de placa delgada deber aplicarse siempre que <0.75. Por el contrario, cuando >
0.75, la velocidad de enfriamiento deber calcularse usando el criterio de placas gruesas.
3.4.8 Microstructura del poso de soldadura en aceros de baja aleacin.
La formacin de la microstructura del poso de soldadura se produce bajo fuertes
condiciones fuera del equilibrio y claramente difiere significativamente de aquellas
producidas en la fundicin, procesamiento termomecnico y tratamientos trmicos. Para
el acero de baja aleacin, la evolucin de la microestructura del poso de soldadura
empieza por la solidificacin con crecimiento epitaxial de la ferrita delta () columnar a
partir de la estructura del grano del metal base en el lmite de fusin [12, 13]. La
microestructura final del metal soldado es determinada por la combinacin de la
composicin qumica y la velocidad de enfriamiento.
3.4.9 Clasificacin de la microestructura .
Para realizar una apropiada caracterizacin de una microestructura, es necesario
identificar las fases y microconstituyentes usando un sistema de nomenclatura que sea
ampliamente aceptado y bien entendido. En aceros trabajados plsticamente, esta
necesidad se ha satisfecho suficientemente usando el esquema de Dube [29], en el que
varios tipos de formaciones ferrticas se han clasificado de acuerdo con sus morfologas.
Los cuatro tipos de formaciones ferrticas han sido reconocidas por Dube y luego
confirmadas por Aaronson [30] son: ferrita alotriomrfica en el lmite de grano, lajas de
ferrita de Widmanstaetten, ferrita ideomrfica intergranular y placas intragranulares.
Las fases constituyentes del metal de soldadura de aceros de baja aleacin incluyen a
la ferrita alotriomrfica (), la ferrita acicular (a) y la ferrita de Widmanstaetten (w).
Tambin pueden aparecer otros microconstituyentes tales como martensita (), austenita
CAPITULO 3 METALURGIA DE LA SOLDADURA
74
retenida () o perlita degenerada (P). Puede observarse que esta clasificacin de la ferrita
es consistente con la clasificacin morfolgica propuesta por Dube [29], aunque las
denominaciones son algo diferentes. La ferrita acicular no figura en el esquema de Dube
porque rara vez es observada en los aceros trabajados plsticamente. La figura 45
muestra las morfologas tpicas de los mayores componentes microestructurales del metal
soldado as como tambin las fases tpicas formadas en el metal trmicamente afectado de
aceros soldados de baja aleacin.
3.4.9.1 Ferrita alotriomrfica ().
Alotriomrfica significa partcula de una fase que no tiene un forma externa
regular. La ferrita alotriomrfica es la primera fase que se forma durante el enfriamiento
de la austenita por debajo de la temperatura A
3
. Esta fase nuclea junto a los lmites de
grano de la austenita y luego crecen a una tasa controlada por la difusin de carbono en la
austenita delante de la interfase en transformacin [31-34]. Las partculas amorfas del
lmite de grano forman lmites redondeados con la austenita. Estos limites tienen
usualmente forma biconvexa. Es generalmente aceptado que la presencia de cantidades
sustanciales de ferrita alotriomrfica puede resultar en una importante reduccin de
tenacidad de las juntas soldadas de los aceros de baja aleacin debido al gran tamao de
los granos de ferrita que ofrecen muy poca resistencia a la propagacin de fisuras por
clivaje [31-32].
3.4.9.2 Ferrita acicular (a).
La ferrita acicular es la fase ms comnmente observada en depsitos de soldadura de
aceros de baja aleacin. El trmino acicular significa que tiene forma de agujas. Es
generalmente reconocido que la ferrita acicular est constituida por delgadas placas
biconvexas con morfologa tridimensional. Aunque muchos esfuerzos se han realizado en
los ltimos aos, como se muestra en varios artculos [36-38] el mecanismo de
transformacin de la ferrita acicular no est totalmente determinado. Sin embargo, est
bien reconocido que la ferrita acicular nuclea intergranularmente junto a inclusiones
dentro de los granos austenticos grandes. La presencia de ferrita acicular puede mejorar
significativamente la tenacidad de los depsitos de soldadura debido a que su estructura
catica produce redistribucin de los esfuerzos y cambia la direccin de las fisuras de
clivaje [31-33]. Las dimensiones de placas de ferrita acicular estn en el rango de 40 a 80
m [5, 37].
CAPITULO 3 METALURGIA DE LA SOLDADURA
75
(a) (b)
Fig. 45 (a) Principales componentes microstructurales del metal soldado de aceros de
baja aleacin; Las siglas GF, WF, AF, y PF se refieren a ferrita en el lmite de grano
(ferrita alotriomrfica), ferrita de Widmanstaetten, ferrita acicular (placas
intragranulares) y ferrita poligonal (ferrita idiomrfica), respectivamente. (b)
Principales componentes microstructurales en la ZAT de aceros de baja aleacin;
Las siglas UB, LB, y M corresponden a bainita superior, bainita inferior, y
martensita, respectivamente [36].
3.4.9.3 Ferrita de Widmanstaetten (w).
Esta caracterizada por una simetra que sigue 3 4 direcciones privilegiadas, y se
manifiesta como una estructura frgil en los aceros. La estructura de Widmanstaetten
puede producirse en el acero dependiendo de tres factores: 1) la composicin qumica, 2)
la temperatura de sobrecalentamiento en la fase y 3) la velocidad de enfriamiento a
partir de esta fase. Si bien el dominio de formacin de estas estructuras es relativamente
limitado (0,2 %C a 0,4 %C) cuando los sobrecalentamientos son pequeos, figura 46 (a),
esta estructura se extiende por el lado de las concentraciones altas de carbono, cuando la
temperatura de sobrecalentamiento crece, figura 46 (b). La accin del tercer factor, la
velocidad de enfriamiento, queda compensada por el sobrecalentamiento. Por lo tanto la
influencia del sobrecalentamiento es predominante.
La ferrita secundaria de Widmanstaetten nuclea junto a los lmites de la ferrita
allotriomrfica/austenita y crece como grupos de placas paralelas separadas por regiones
delgadas de austenita, las que ms tarde pueden ser retenidas hasta la temperatura
ambiente o transformadas a martensita y/o perlita. Esta ferrita de Widmanstaetten y sus
microfases asociadas son Ferrita, Martensita, Austenita y Carburos. La ferrita de
CAPITULO 3 METALURGIA DE LA SOLDADURA
76
Widmansatten Primaria puede nuclear directamente desde los lmites de grano de la
austenita y no es cubierta por ferrita alotriomrfica aunque su mecanismo de formacin es
idntico al de la ferrita de Widmanstaetten secundaria [31-33].
Fig. 46 Formacin de la estructura de Widmanstaetten como una dependencia de
composicin y de la velocidad de enfriamiento de la soldadura [5].
El crecimiento de las placas que forman la estructura de Widmanstaetten es un
fenmeno controlado por difusin. Si consideramos el crecimiento de una de las puntas,
la misma que tiene un radio r, habr una diferencia de presin entre la punta de estructura
ferrtica y la matriz austentica. Esto cambia la concentracin local de equilibrio en la
matriz de acuerdo con la siguiente ecuacin:
o o
r
r kRT
C C
o
=
(19)
en donde
C es la concentracin de equilibrio de carbn en para una punta de radio
infinito,
o
r
C es la concentracin para una punta de radio r
o,
k es una constante del
material, R es la constante universal de los gases y T
o
la temperatura. La ecuacin (19) es
(a)
(b)
CAPITULO 3 METALURGIA DE LA SOLDADURA
77
una forma modificada de la ecuacin de Gibbs-Thompson. Arreglndola se puede obtener
el radio de la punta. As:
( )
o
r o
o
C C kRT
r
(20)
Analizando la ecuacin (20) podemos observar que el radio de la punta de las placas
laterales crece para formar la estructura de Widmanstaetten y se reduce a medida que la
extensin de subenfriamiento aumenta.
El proceso de difusin es muy complejo debido a que ocurre radialmente, pero luego
de una apropiado trabajo matemtico puede demostrarse que la tasa de alargamiento (G
L
)
de una placa de Widmanstaetten es:
( )
( )
C C
C C
ar
D
G
o
L
=
2
(21)
donde a es una constante (aprox.=1)
c
r
o
c x
C%
r
o
C
C
C
X
Fig. 47 variacin de la composicin a lo largo de una placa de Widmanstaetten
en crecimiento [40].
Se puede tambin concluir que la tasa de alargamiento es independiente del tiempo y
que la tasa de crecimiento de la estructura de Widmanstaetten puede incrementarse si se
incrementa el subenfriamiento, debido a que G
L
es proporcional a 1/r
o.
La estructura ferrtica de Widmanstaetten, , puede ser dominante a altos valores de
subenfriamiento. Esto es porque la tasa de difusin puede ser incrementada debido a que
CAPITULO 3 METALURGIA DE LA SOLDADURA
78
las distancias de difusin son cortas (r) y adems, porque r decrece cuando la
temperatura decrece.
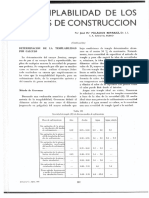
La figura 48 muestra un diagrama de equilibrio en el que se pueden observar las
regiones en las que se presentan las diferentes estructuras en el acero. Es evidente que la
estructura ferrtica de Widmanstaetten se formar tanto en los aceros de bajo como de alto
contenido de carbono pero no en los aceros de mediano contenido de carbono. Se puede
adems observar que esta estructura se forma en las regiones comprendidas entre la
temperatura crtica inferior y aproximadamente 450 C.
T C
1000
800 GBA
M W
600 W GBA
Perlita
400 Perlita y Bainita
% C
Fig. 48 Diagrama de temperatura-composicin que muestra las diferentes
regiones donde aparecen las distintas estructuras en los aceros.
La estructura de Widmanstaetten puede presentarse incompletamente formada, tal
como se muestra en la figura 49 (a), si no se completa totalmente alguna de las
condiciones de formacin; o puede ser completa, figura 49 (b), es decir con las
direcciones privilegiadas completamente orientadas. La naturaleza del agregado laminar
depositado paralelamente a los planos de deslizamiento suele ser generalmente perltico.
Algunos elementos de aleacin tales como el manganeso, el cromo y el molibdeno
pueden favorecer la formacin de esta estructura. Debido al grosor del grano y a la
forma acicular del constituyente ferrtico, la estructura de Widmanstaetten influye
notablemente en la reduccin de la resiliencia y resistencia mecnica de la junta soldada.
CAPITULO 3 METALURGIA DE LA SOLDADURA
79
3.4.9.4 Microfases.
Las estructuras producidas por la transformacin resultante de la austenita retenida,
rica en carbono, en los aceros de baja aleacin, tales como martensita, austenita retenida,
bainita o perlita degenerada se conocen como microfases.
a b
Fig. 49 Estructura de Widmanstaetten: a) incompletamente formada en la
soldadura oxiacetilnica, b) completamente formada en la soldadura
oxiacetilnica de acero de 0.15% C [5].
3.4.10 Evolucin de la microestructura en el metal soldado.
La evolucin de la microestructura del metal soldado en aceros de baja aleacin se
ilustra esquemticamente en la figura 50, (adaptado de Bhadeshia [35]). La estructura
final del poso de soldadura es dominantemente determinado por el proceso de
descomposicin de la austenita dentro del rango de temperatura entre 800 y 500 C.
Durante el enfriamiento del metal soldado la ferrita alotriomrfica es la primera fase
que se forma a partir de la descomposicin de la austenita en los aceros de baja aleacin.
Esta nuclea junto a los lmites de grano de la austenita y crece controlada por un
mecanismo de difusin. A medida que la temperatura baja la difusin es cada vez ms
lenta y las transformaciones por desplazamiento son favorecidas. Con subenfriamientos
relativamente pequeos se forman placas de ferrita de Widmansttaetten mediante un
mecanismo de desplazamiento.
Con posteriores subenfriamientos, se produce la nucleacin de la bainita mediante un
mecanismo similar al de formacin de la ferrita de Widmanstaetten y crece en la forma
de hojas o pequeas plaquetas. La ferrita acicular se produce por nucleacin intregranular
junto a inclusiones y se asume que crece con el mismo mecanismo que la bainita y la
ferrita de Widmanstaetten[31, 35-40]. La morfologa de la ferrita acicular difiere de la
bainita porque la primera se produce por nucleacin intragranular junto a inclusiones
dentro de los granos autnticos, mientras que la segunda se produce por nucleacin inicial
CAPITULO 3 METALURGIA DE LA SOLDADURA
80
en los lmites de grano y crece por la formacin repetida de subunidades para generar su
morfologa clsica .
Fig. 50 Esquema que muestra la evolucin de la microestructura del metal
soldado en un acero de baja aleacin. (a) formacin de inclusiones; (b)
solidificacin del metal lquido para formar ferrita ; (c) regin austentica
simple; (d) ferrita alotriomrfica; (e) placas laterales de ferrita de
Widmanstatten; (f) ferrita/ bainita acicular, (adaptado de H. K. D. H. Bhadeshia
[35]).
3.5 CI CLO TRMI CO DE LA ZONA TRMI CAMENTE AFECTADA
El metal base cercano a la soldadura experimenta elevadas temperaturas pico
localizadas dando como resultado la formacin de una zona afectada trmicamente (ZAT)
en la soldadura. Es muy til predecir la forma de los gradientes de temperatura para
entender tal fenmeno as como para estimar el ancho y la penetracin de la soldadura
como una funcin de la energa suministrada a la soldadura, cambios microestructurales
en el metal base y esfuerzos residuales. La parte extrema de la ZAT est generalmente
asociada con una temperatura pico mnima que causa un cambio microestructural
observable en el metal base. Los datos de tiempo temperatura a diferentes posiciones de la
soldadura juegan un papel importante en la determinacin de la microestructura de la
CAPITULO 3 METALURGIA DE LA SOLDADURA
81
soldadura y de sus propiedades. Ashby y Easterling [43] derivaron las ecuaciones (28-32)
tomando como base el trabajo de Rosenthal [44]. Esta ecuacin es vlida para fuentes
puntuales de calor y para temperaturas inferiores a la de fusin de la aleacin y, por lo
tanto, solo es aplicable para calcular las temperaturas de la soldadura y de la ZAT en
cualquier instante luego de la aplicacin de la fuente puntual de calor. Rosenthal [44]
asumi que la energa de la fuente de calor se mueve con una velocidad constante v a lo
largo del eje x de un sistema fijo de coordenadas, tal como se muestra en la figura 50 y en
la ecuacin (22). El flujo de calor q usualmente puede definirse en trminos de corriente y
voltaje (I y V) y la eficiencia del arco, , ecuacin (23). La eficiencia del arco,
naturalmente del proceso de soldadura y algunos valores tpicos presentados en la tabla
10.
soldadura de MJ /m q/v or Flujodecal = (22)
VI q = (23)
La ecuacin (24) es la ecuacin diferencial del flujo de calor expresado en
coordenadas dadas en la figura 51 en donde T es la temperatura en grados Kelvin, t es el
tiempo (s) y k es la conductividad trmica (J m
-1
s
-1
K
-1
). Note que esta aproximacin
asume que la conductividad trmica y el producto: calor especfico * densidad (c
p
)
del
metal base son constantes. Esto no es correcto, y por lo tanto existen implicaciones y
asunciones que se discutirn ms adelante.
t
T
k
z
T
y
T
x
T
2
2
2
2
2
2
2
= + + (24)
La ecuacin (23) se refiere esencialmente a un sistema fijo de coordenadas y puede
ser modificado para un sistema mvil si se reemplaza x por , en donde es la distancia
desde una posicin fija a lo largo del eje x hasta la fuente puntual de calor, como una
funcin de la velocidad de la fuente mvil. Esta dependencia puede formularse en la
ecuacin (26).
CAPITULO 3 METALURGIA DE LA SOLDADURA
82
Tabla 10. Eficiencias del Arco.
Proceso
SMAW 0.7 - 0.85
GTAW (argn) 0.22 - 0.48
GMAW (argn) 0.66 - 0.75
SAW 0.90 - 0.99
vt x = (25)
Zona de fusin
ZAT
Fig. 51 Diagrama esquemtico del proceso de soldadura en un sistema de
coordenadas que tiene su eje en el centro de la fuente de calor.
Diferenciando la ecuacin (24) con respecto a , obtenemos la ecuacin (26), la
misma que puede simplificarse si se asume que existe una distribucin de temperatura
quasi-estacionaria. Esto significa que la distribucin de temperatura alrededor de la
fuente de calor de velocidad uniforme se estacionar a una forma constante, por ejemplo,
T/T=0, asumiendo que q/v=constante.
t
T
k
T
kv
z
T
y
T T
2 2
2
2
2
2
2
2
+ = + + (26)
Como esta condicin debera ser alcanzada en muchas condiciones de soldadura, la
ecuacin (26) puede ser simplificada para obtener la forma presentada en la ecuacin
(27). Consideremos las dimensiones de la placa que se desea soldar. En el caso, por
y
z
x
Direccin de la fuente
de calor
Fuente de calor
Plano de simetra
CAPITULO 3 METALURGIA DE LA SOLDADURA
83
ejemplo que un cordn de soldadura sea depositado sobre un placa. Esta situacin se
ilustra en la figura 52, para placa gruesa y para placa fina. En efecto, el flujo de calor es
bidimensional para el caso de la placa delgada pero es tridimensional en el caso de la
placa gruesa. Se asume que las prdidas de calor a travs de la superficie son
despreciables, aunque esta asuncin no siempre es vlida, particularmente cuando se
sueldan placas delgadas.
T
kv
z
T
y
T T
2
2
2
2
2
2
2
= + + (27)
Fig. 52 Esquema de las condiciones en las que se presenta: (a) flujo de calor
tridimensional y (b) flujo de calor bidimensional.
La ecuacin (27) puede ahora ser resuelta para los casos de placas finas y para placas
gruesas. La ecuacin (28) es la solucin para el caso de flujo tridimensional de calor, es
decir para placas gruesas. De la misma forma, la ecuacin (29) es la solucin de la
ecuacin para el caso de flujo de calor bidimensional; es decir para placas finas.
r
vr v
k
v q
T T
o
) 2 / exp(
2
exp
2
/
|
.
|
\
|
= (28)
|
.
|
\
|
|
.
|
\
|
=
2 2
exp
2
/ vr
k
v
kd
v q
T T
o o
(29)
donde , es la difusividad trmica y est dada por =k/ c
p
[m
2
s
-1
], k
o
es la funcin de
Bessel de primera clase y orden cero, r = (
2
+y
2
+ z
2
)
1/2
y c
p
es el calor especfico por
volumen unitario en [J m
-3
k
-1
].
Aplicacin de estas ecuaciones en la determinacin del ciclo trmico experimentado
por la zona trmicamente afectada (asumiendo aplicacin instantnea de calor) a cierta
(a) (b)
CAPITULO 3 METALURGIA DE LA SOLDADURA
84
posicin fija desde la fuente de calor definida por la distancia radial r (como se mostr
antes) resulta, para el caso de placa gruesa en la ecuacin (30). Obsrvese que debido a
que t aparece en esta ecuacin (compare con ecuacin (28)) el elemento de volumen en la
ZAT definido por r, experimenta un ciclo trmico como una funcin de tiempo y
temperatura.
|
|
.
|
\
|
+ =
t
r
kt
v q
T T
4
exp
2
/
2
0
(30)
en donde T es la temperatura que se desea conocer, To es la temperatura inicial o la
temperatura de precalentamiento en grados Kelvin, r la distancia desde la fuente puntual
de calor de acuerdo con la direccin del eje mostrado en la figura 32, t es el tiempo, q/v
es el calor suministrado a la soldadura por unidad de longitud, k es la conductividad
trmica y =k/(c
p
) es la difusividad trmica del material. Es importante mencionar que
la solucin que se presenta en la ecuacin (30) es de primer orden y solo puede aplicarse
para temperaturas fuera de la zona de fusin.
De la misma forma, para el caso de placas finas, la solucin de la ecuacin (29) que
determina la distribucin de temperatura como una funcin de tiempo se muestra en la
ecuacin (31) en la que d es el espesor de la placa.
|
|
.
|
\
|
+ =
t
r
t c k d
v q
T T
p
4
exp
) 4 (
/
2
2 / 1
0
(31)
Es un hecho interesante que en muchas situaciones de soldadura la velocidad del
arco a lo largo de la pieza de trabajo es mucho ms alta que la velocidad de la difusividad
trmica. En otras palabras, el flujo de calor en la direccin de la soldadura es pequeo
comparado con la direccin perpendicular a la que lleva la fuente de calor de la soldadura.
Esto implica que una delgada tajada del metal base siente el ciclo de soldadura como un
corto e intenso pulso de calor de potencia lineal q/v. El tiempo necesario para disipar este
pulso de calor dentro de la tajada en placas gruesas es proporcional a la conductividad
trmica k, ecuacin (30), mientras que para placas delgadas, es proporcional tanto al a
conductividad trmica k, como al calor especfico por volumen unitario c
p.
Sobre esta
base, el ciclo trmico para un punto dado en el metal base puede representarse por un
CAPITULO 3 METALURGIA DE LA SOLDADURA
85
diagrama simple de temperatura-tiempo. Usando la ecuacin (30), se han calculado los
valores de la temperatura como una funcin de tiempo para varias posiciones desde el
centro de la fuente de calor. Los ciclos trmicos tpicos para diferentes valores de r se
muestran en la figura 53. Es importante notar que la aplicacin de una fuente muy intensa
de calor y un muy efectivo sumidero de calor tal como las placas que se estn soldando,
resultan en una extremada pendiente del perfil de temperatura.
Mediciones experimentales del ciclo trmico de la soldadura han mostrado que para
un determinado proceso de soldadura, geometra y material de la soldadura, el tiempo de
enfriamiento entre el rango de 800 a 500 C es constante, al menos dentro del metal base
afectado por el calor (esto para temperaturas pico T
p
>900C ). As, q/v t
8-5
=
constante. La temperatura de 800 C es importante porque representa la temperatura de
transformacin, A
3,
de muchos aceros. En efecto, el uso de t
8-5
como descriptivo de una
determinada soldadura ha sido ampliamente aceptado y adoptado en ciclos trmicos.
Sobre este concepto, las ecuaciones (30) y (31) pueden ser simplificadas
considerablemente. En la soldaduras de placas gruesas la ecuacin (30) se ha simplificado
para obtener la ecuacin (32).
2
/ 2
r c
v q
e
T T
p
o p
|
.
|
\
|
= (32)
donde Tp se refiere a la temperatura pico del ciclo trmico y e la base de los logaritmos
naturales (e =2.718281). El tiempo de enfriamiento t, se puede determinar a partir de la
ecuacin (27), donde
1
se ha definido en la ecuacin (34). La ecuacin (35) puede
derivarse de estas ecuaciones y muestra que las cantidades Tp, To y t caracterizan
completamente el ciclo de soldadura.
1
5 8
2
/
k
v q
t =
(33)
|
|
.
|
\
|
=
o o
T T 1073
1
773
1 1
1
(34)
CAPITULO 3 METALURGIA DE LA SOLDADURA
86
(
(
|
|
.
|
\
|
=
o p
o
T T et
t
t
t
T T
1
1
exp
(35)
De manera similar, para el caso de placas delgadas, se pueden formular las
ecuaciones (36) y (37),
2
se da en la ecuacin (38) para obtener la ecuacin (39).
r c d
v q
e
T T
p
o p
2
/ 2
2 / 1
|
.
|
\
|
= (36)
2
2
2
2
5 8
4
) / (
d c k
v q
t
p
=
(37)
( ) ( )
2 2 2
2
1073
1
773
1 1
o o
T T
(38)
( )
|
|
.
|
\
|
|
.
|
\
|
=
2
2
2
2 / 1
2
2
exp
o p
o
T T et
t
t
t
T T
(39)
En general, no es evidente si una placa debe ser considerada como placa gruesa o
placa delgada. Esta decisin se fundamenta no solo en funcin del espesor de la placa
sino tambin por el proceso de soldadura y por el tipo de material. Igualando las
soluciones obtenidas para placas gruesas y placas delgadas se puede obtener un espesor
crtico d, ecuacin (40), el mismo que define la seccin o condicin lmite. Este espesor
crtico es un parmetro de referencia. As, si se va a soldar una placa cuyo espesor es
mayor que d, se usar el criterio de placa gruesa, ecuacin (30); en caso contrario,
cuando el espesor de la placa sea menor que d, se aplicar el criterio de placa delgada,
ecuacin (31).
2 / 1
1073
1
773
1
*
2
|
|
.
|
\
|
=
o o p
T T v c
q
d
(40)
CAPITULO 3 METALURGIA DE LA SOLDADURA
87
Es interesante notar que las temperaturas pico aparecen a diferentes tiempos para cada
posicin desde el eje de la soldadura. Esto es perfectamente comprensible si se considera
que la direccin del flujo principal de calor en la soldadura es perpendicular a la
direccin en que se mueve la fuente de calor.
Fig. 53 Temperaturas calculadas a varias distancias desde el centro de la fuente de
calor como una funcin de tiempo.
Un incremento en la densidad de corriente extiende el rango de las isotermas pero no
afecta su forma. Un incremento en la conductividad y en el difusividad afecta tanto a la
forma como al rango de las isotermas. Esto indica que la forma y rango de las isotermas
son ampliamente dependientes del material que se est soldando. Las propiedades fsicas
de los materiales ms comunes de soldadura se presentan en la tabla 11. Para un
determinado nivel de calor aportado a la soldadura las placas gruesas son sumideros de
calor ms eficaces que las placas delgadas y por lo tanto las isotermas aparecern ms
concentradas. Debe tambin anotarse que si se aplica una temperatura de
precalentamiento, las ecuaciones de Rosenthal predicen una aumento numrico del valor
de las isotermas pero no cambian la forma ni el rango.
El ciclo trmico de soldadura establece en cada punto del metal base un estado
trmico estacionario definido por la mxima temperatura alcanzada y la velocidad de
0 5 10 15 20 25
TIEMPO (S)
0
400
800
1200
1600
T
E
M
P
E
R
A
T
U
R
A
(
C
)
4 mm
5 mm
6 mm
CAPITULO 3 METALURGIA DE LA SOLDADURA
88
enfriamiento. La porcin del metal base que est inmediatamente adyacente a la soldadura
recibe el nombre de zona trmicamente afectada. Las transformaciones que se producen
en un acero durante la soldadura dependen de la temperatura alcanzada y la velocidad de
enfriamiento. Es as como en una soldadura se puede distinguir una zona de
sobrecalentamiento en la que se produce el crecimiento del tamao de grano, una zona de
recocido en la que ocurre una recristalizacin con afino del grano (aprox. 1100 C), una
zona de transformacin parcial (750 - 900 C), un zona de formacin de carburos
globulares (700 750 C), y finalmente el metal base no afectado, figura 54.
Tabla 11. Propiedades fsicas de algunas aleaciones metlicas [45].
Material Calor
especfico
volumtrico
c
p
(J m
-3
K
-1
)
Difusividad
trmica
(m
2
s
-1
)
Conductividad
trmica
k (J m
-1
s
-1
K
-1
)
Temperatura
de fusin
(K)
Aluminio 2.7 x 10
6
8.510 x 10
-5
229.0 933
Acero al carbono 4.5x 10
6
9.1 x 10
-6
41.0 1800
Acero 9 % Ni 3.2 x 10
6
1.1 x 10
-5
35.2 1673
Acero austentico 4.7 x 10
6
5.3 x 10
-6
24.9 1773
Inconel 600 3.9 x 10
6
4.7 x 10
-6
18.3 1673
Aleacin de titanio 3.0 x 10
6
9.0 x 10
-6
27.0 1923
Cobre 4.0 x 10
6
9.6 x 10
-5
384.0 1336
Monel 400 4.4 x 10
6
8.0 x 10
-6
35.2 1573
A
Fig. 54 Distribucin de temperatura y velocidad de enfriamiento a varias
distancias de la zona fundida de la soldadura en un acero.
Flujo de calor
Direccin de
avance de la
soldadura
Flujo de calor
1540 1100 900 700 Temperatura C
350 240 170 100 Velocidad de enfriamiento (C/min.)
0 10 20 30 Distancia desde la zona fundida (mm)
CAPITULO 3 METALURGIA DE LA SOLDADURA
89
3.5.1 Efecto de la velocidad de enfriamiento sobre el desarrollo de la
microestructura en la ZAT.
La figura 55 muestra un esquema de la zona trmicamente afectada por el calor en un
acero con bajo contenido de carbono.
Fig. 55 Diagrama combinado del sistema hierro carbono y la temperatura pico
alcanzada a lo largo da la ZAT que muestran la influencia sobre el tamao de
grano[4].
Adyacente a la soldadura se encuentra una zona de fusin incompleta (1) en la que el
metal se calienta hasta una temperatura elevada y, dependiendo de la composicin del
acero, se forman granos gruesos. Al alejarse de la soldadura (2) disminuye la temperatura
y la magnitud del sobrecalentamiento y por tanto tambin el tamao de grano. En el
campo de normalizacin (3) el grano es fino, ya que el tiempo de calentamiento no es lo
suficientemente largo para que se produzca crecimiento de los granos austenticos y el
enfriamiento subsecuente expulsa los granos finos de perlita y ferrita. La zona de
recristalizacin incompleta (4), los granos de perlita se descomponen en granos an ms
finos. La zona de recristalizacin (5) se caracteriza por la recuperacin de los granos
deformados. Por fin el metal base no afectado, a temperaturas inferiores a A
1
(720C).
Durante la soldadura el enfriamiento del metal est muy lejos del equilibrio y por lo
tanto se producen estructuras que difieren mucho de las que se produciran con
enfriamiento lento. Si se conoce la velocidad de enfriamiento, el desarrollo de la
CAPITULO 3 METALURGIA DE LA SOLDADURA
90
microestructura del material puede ser estudiado usando el diagrama de transformacin
con enfriamiento continuo, CCT, (T-I) correspondiente a cada acero. Sin embargo, debe
tomarse en consideracin que a diferencia de los diagramas CCT convencionales, los
diagramas CCT usados para soldadura se construyen para temperaturas de austenizacin
mucho ms elevadas. Es bien conocido que en muchos casos de soldadura la composicin
del metal de soldado puede ser diferente de la de metal base. Para estudiar las
transformaciones en el metal soldado es necesario disponer de curvas CCT para la
composicin del metal de soldadura construido para temperaturas de austenizacin muy
elevadas, usualmente entre 1350 1400 C. Para el metal base se necesita disponer de al
menos dos curvas, una para altas temperaturas de austenizacin, similares a las usadas
para el metal de soldadura, la cual corresponde a la zona de crecimiento de tamao de
grano y otra para temperaturas de austenizacin correspondiente al las temperaturas de
austenizacin en el rango entre A
C1
-A
C3
que son representativas de las zonas de grano
fino. Si combinamos estas curvas con las de velocidad de enfriamiento obtenidas
mediante en base a las curvas del ciclo trmico podemos predecir con muy buena
aproximacin las estructuras resultantes en las distintas zonas de la ZAT. Un ejemplo de
tales curvas se muestra en la figura 56.
Cuando las velocidades de enfriamiento son lentas, como en el caso de la soldadura
con precalentamiento, la cantidad de ferrita acicular se reduce sustancialmente y es
remplazada por una estructura gruesa de ferrita proeutectoide de forma poligonal. En el
diagrama CCT de la figura 55 se puede observar que si la velocidad de enfriamiento es
lenta, las estructuras que se formarn sern ferrita poligonal y perlita. La perlita formar
regiones grandes pero tambin pequeas islas ubicadas entre la estructura ferrtica que por
ser de grano muy grueso y acicular resulta de baja tenacidad.
Una velocidad de enfriamiento apropiada es aquella que da como resultado la
formacin de un mximo de 90% de ferrita acicular [5]. Mientras mayor es la velocidad
de enfriamiento, la ferrita acicular es remplazada por varias formas de ferrita, entre ellas
la estructura de Widmanstaetten (no mostrada en la figura) y la estructura baintica.
Mayores velocidades de enfriamiento resultarn en cada vez mayores cantidades de
martensita y de austenita retenida. Las estructuras de Widmanstaetten, exceso de bainita
y martensita son generalmente indeseables debido a sus bajas ductilidad y tenacidad a la
fractura.
CAPITULO 3 METALURGIA DE LA SOLDADURA
91
Fig. 56 Diagramas CCT de soldadura para el acero AI SI C1318 y para el metal
de soldadura. Se puede observar la influencia de la velocidad de enfriamiento
sobre las diferentes transformaciones de fase que ocurren en el metal soldado y
en la ZAT.
En un trabajo reciente [47] estudiamos las estructuras formadas en la zona
trmicamente afectada de una placa de acero AISI 1008 de 8 mm de espesor durante la
soldadura GMAW. La figura 57 muestra una fotocomposicin obtenida de la ZAT. Tal
como podra esperarse, la estructura dominante es ferrtica. Es evidente en esta regin la
presencia de ferrita, alotriomrfica y equiaxial, dependiendo de la posicin a lo largo de
la ZAT. En la regin adyacente a la lnea de fusin, se observa un importante crecimiento
del grano y la ferrita tiene forma alotriomrfica, a medida que nos alejamos de la lnea de
fusin, la estructura experimente una drstica reduccin del tamao de grano, lo cual
indica que esta regin debe haber alcanzado una temperatura pico equivalente a la
temperatura de recristalizacin. La ferrita en esta regin de grano fino, ASTM 11.9 y su
Ref: PETERS, Tesis de doctorado, Tech. of
Braunschweig, 1979
Zona de grano grueso de la ZAT
Zona de grano fino de la ZAT
Metal soldado
Composicin 0.094 % C, 1.32 % Mn, 0.3 % Si.
Austenizado a 1250 C por 5 min.
Composicin 0.18 % C, 1.3 % Mn, 0.27 % Si.
Austenizado a 1220 C.
CAPITULO 3 METALURGIA DE LA SOLDADURA
92
morfologa es equiaxial. Finalmente, an ms alejada de la lnea de fusin se observa una
regin de grano normal ASTM 8.7 para el acero AISI C1008. Esta regin no ha
experimentado cambios significativos en su estructura y por lo tanto se considera como el
metal base no afectado por el calor.En la vecindad de la lnea de fusin se observ un
importante crecimiento de grano y la ferrita es del tipo ideomrfoco y alotriomrfico. El
perfil de microdureza de la ZAT mostr que a 0.8 mm de la lnea de fusin el acero
alcanz un endurecimiento superior al que caracteriza las estructura ferrito-perltica. El
valor de microdureza reportada fu de 136 HV; es decir 30 % ms dura que la
correspondiente a la estructura ferrito-perltica recocida. Es importante notar que en esta
zona el tamao de grano fue ASTM 5 y por lo tanto no puede atribuirse el endurecimiento
al efecto del tamao de grano. El anlisis metalogrfico, usando un microscopio ptico,
no mostr indicios de transformacin martenstica y resulta muy difcil establecer la
presencia de bainita puesto que es muy fcil confundirla con la ferrita allotriomrfica. El
incremento de dureza en el acero, puede ser atribuido, muy probablemente, a la presencia
de bainita en la regin analizada aunque el anlisis metalogrfico no es capaz por si solo
de diferenciar zonas bainticas. Con el valor de dureza de la bainita para el tipo de acero
que se est estudiando, mediante el uso de la regla de las mezclas puede determinarse con
cierta facilidad las fracciones de las fases presentes en la estructura metalogrfica del
acero dentro de la ZAT. Esta composicin microestructural se ajusta bastante bien a los
resultados tericos obtenidos del anlisis de la curva CCT del acero AISI C1010 con una
velocidad de enfriamiento de aproximadamente 40 C/s que es la calculada a partir del
ciclo trmico experimentado por el metal base en esta regin.
3.5.2 Modificaciones que afectan a la estructura del grano.
El proceso de fusin durante la soldadura afecta notablemente la estructura del grano
y el poder de temple del acero. El ciclo trmico de la soldadura ejerce un efecto muy
significativo sobre la estructura y el tamao de grano del material; lo cuales, adems
estn a su vez altamente influenciados por el proceso de soldadura.
3.5.3 Crecimiento del tamao de grano.
Es bien conocido que el tamao de grano tiene enorme importancia debido a que ejerce
una notable influencia sobre la tenacidad y resistencia mecnica del material. El tamao
de grano tambin es importante porque influye sobre la susceptibilidad al agrietamiento
en fro durante el recalentamiento de las juntas soldadas. El ciclo trmico de la soldadura
CAPITULO 3 METALURGIA DE LA SOLDADURA
93
CAPITULO 3 METALURGIA DE LA SOLDADURA
94
es tan fuerte que siempre produce crecimiento de tamao de grano en la mayora de
aleaciones metlicas. Este crecimiento del tamao de grano no solo afecta la tenacidad y
resistencia del metal de la ZAT sino que tambin influye sobre el crecimientos del grano
en el metal soldado.
Fig. 58 I nfluencia del ciclo trmico de la soldadura en el tamao de grano del
metal base para procedimiento por arco [5].
Cuando se calienta lentamente un acero desde la temperatura ambiente hasta una
temperatura superior a A3, no se observa cambio alguno en la estructura fina hasta que se
alcanza determinada temperatura, figuras 59, 60, a partir de entonces los granos
comienzan a aumentar dando lugar a una estructura mixta con granos grandes y pequeos.
Al aumentar la temperatura los granos grandes absorben a los pequeos. La temperatura a
la cual se tiene un 100% de granos gruesos, define la temperatura de sobrecalentamiento.
Fig. 59 Efecto de la temperatura sobre el crecimiento del tamao de grano en un
acero de bajo contenido de carbono [5].
CAPITULO 3 METALURGIA DE LA SOLDADURA
95
En el esquema de la figura 60 se representa la combinacin de la influencia del
tiempo y de la temperatura sobre el crecimiento del tamao de grano en un acero de bajo
contenido de carbono. En la figura se observa que no se alcanza el sobrecalentamiento
total a 1200 C sino al cabo de 8 horas, mientras que a 1300 C, el crecimiento completo
del los granos se consigue en 2 horas. A temperaturas inferiores a 1200 C se producirn
solamente estructuras mixtas.
Fig. 60 Efecto combinado del tiempo y de la temperatura sobre el crecimiento del
tamao de grano en un acero de bajo contenido de carbono. Redibujado de los
datos originales de Seferian [5].
Asumiendo que el crecimiento el tamao de grano es controlado por difusin,
generado por la energa del lmite de grano y no requiere de nucleacin, entonces la
transformacin depende completamente del nmero de saltos atmicos durante el ciclo
trmico de la soldadura. El crecimiento del grano austentico del acero en la ZAT es un
problema de cintica que puede calcularse a partir de la siguiente ecuacin:
dt e k g g
RT(t)
Q
0
1
2
0
2
(41)
donde g es el tamao de grano despus del tiempo t, g
0
es el tamao de grano inicial, k
1
es
una constante cintica, Q es la energa de activacin del crecimiento del tamao de grano,
T(t) es la temperatura como una funcin de tiempo, y R es la constante de los gases. El
trmino entre llaves de la ecuacin (41) es conocido como tensor cintico del ciclo, su
G
r
a
n
o
s
g
r
u
e
s
o
s
(
e
n
%
)
Tiempo (h)
1 2 3 4 5 6 7 8
100
80
60
40
20
1050 C
1100 C
1150 C
1200 C
1250 C
1300 C
CAPITULO 3 METALURGIA DE LA SOLDADURA
96
magnitud refleja el nmero total de saltos de difusin que ocurren durante un ciclo.
Basado en el concepto de tensor cintico, la ecuacin del tamao de grano puede
simplificarse as:
P
RT
Q
e k g g
=
1
2
0
2
(42)
donde es una constante de tiempo caracterstica para el ciclo trmico, Tp es la
temperatura pico del ciclo trmico, es una variable determinada por Q y Tp y
expresada como: [48]
Q
RT
P
2
=
(para placa gruesa)
(43)
Q
RT
P
2 =
(para placa delgada)
(44)
La constante cintica k1 en las ecuaciones (41) y (42), contienen factores cinticos
indefinidos, que pueden ser eliminados usando datos experimentales. Bajo un conjunto
determinado de condiciones experimentales, el tamao de grano en un punto dado en la
ZAT puede expresarse como:
*
p
* *
RT
Q
*
e k g g
=
1
2
0
2
(45)
donde g
*
es la medida del tamao de grano producido por un determinado ciclo trmico
caracterizado por una temperatura pico Tp
*
y una constante de tiempo caracterstica
*
.
Combinando las ecuaciones (42) y (45), el tamao de grano para un ciclo trmico
especificado puede calcularse por la siguiente ecuacin:
(
(
P P
T T R
Q
e
g g
g g
1 1
* * 2
0
2 *
2
0
2
*
(46)
CAPITULO 3 METALURGIA DE LA SOLDADURA
97
La ecuacin (46) establece una relacin entre el tamao de grano g y el ciclo trmico
caracterizado por las variables Tp y , las cuales permiten graficar la variacin en un
sistema de coordenadas, Tp y , el tamao de grano en la ZAT.
La prediccin del crecimiento del tamao de grano en la ZAT se ha empezado a
investigar. Un trabajo no publicado, realizado por J . Ion y K. Easterling de la Universidad
de Lulea muestra el avance en este campo. La figura 62 presenta resultados de prediccin
terica del cambio del tamao de grano como una funcin de temperatura dentro de la
ZAT para una soldadura realizada con el proceso GMAW. El tamao promedio de los
granos se midi a lo largo de varias isotermas y sus resultados se comparan con valores
calculados. Los datos experimentales tienen una buena correlacin con las predicciones
tericas relacionadas con el crecimiento del tamao de grano. Sin embargo, es evidente
que en casos reales el ancho de la ZAT no siempre es uniforme y pueden existir cambios
de penetracin.
Fig. 61 Diagrama de crecimiento del tamao de grano en la ZAT para placas
delgadas de acero microaleado con Nb. Los puntos se refieren al tamao
promedio de los granos alrededor de soldaduras reales ejecutadas usando
GMAW. Los contornos de tamao de grano se calcularon usando el valor
Q/RT=13.
El tamao del grano del acero junto a la lnea de fusin puede presentar dos
caractersticas. Una de ellas corresponde al caso en el que se produce una reduccin y el
segundo en el que el tamao de grano crece significativamente con respecto al tamao
original del grano del metal base. En el acero este comportamiento depende de la
800 900 1000 1100 1200 1300 1400 1500 1600
TEMPERATURA PICO (K)
10
-02
10
-01
10
00
10
01
10
02
E
N
E
R
G
I
A
D
E
S
O
L
D
A
D
U
R
A
(
M
J
/
m
)
300
200
150
100
70
30
T
A
M
A
O
D
E
G
R
A
N
O
(
m
m
)
30
28
30
51
45
46
49
73
56
75
73
114
85
99
89
174
89
107
136
221
96
147
153
309
CAPITULO 3 METALURGIA DE LA SOLDADURA
98
transformacin de fase (+). A fin de clarificar las reacciones y microestructuras que
se forman junto a la lnea de fusin analicemos los diagramas de fases y las
microestructuras mostradas en la figura 62. En el caso (a) la composicin de la aleacin
es tal que el metal base en la lnea de fusin se transforma en ferrita delta y liquido en los
lmites de grano. Debido a la baja solubilidad del carbono y del manganeso en la ferrita,
los cuales son elementos formadores de austenita, estos elementos tienden a segregarse
hacia la fase lquida ubicada en los lmites de grano.
Con el enfriamiento subsiguiente vuelven a transformarse en austenita pero el alto
grado de segregacin en los lmites de grano afecta el crecimiento y reduce el tamao del
grano. Esta segregacin tambin modifica la composicin de la austenita y as, junto con
el efecto del reducido tamao de grano afecta a los productos de transformacin de la
austenita, comparado con granos austenticos de mayor tamao ubicados fuera de la lnea
de fusin pero afectados por la elevada temperatura dentro del la ZAT. Esto influye en la
formacin de granos ferrticos ms equiaxiales junto a la lnea de fusin.
En el caso (b) que es tpico para los aceros al C-Mn el tamao de grano muy fino
junto a la lnea de fusin no es observado. Como se puede ver en la figura 62 (b), en este
caso no existe transformacin de fase (+) as que la austenita se transforma solo a
(+ lquido)en los lmites de grano. Cono no hay mayor segregacin la composicin
de la austenita en los lmites de grano no cambia significativamente y por lo tanto, la
transformacin de las partes no fundidas de los granos durante el enfriamiento ocurre a
temperaturas similares a los granos que no estn en contacto con el lquido. Se puede
conjeturar que durante el calentamiento dentro del rango autentico las impurezas que se
segregan hacia el lmite de grano pueden, en algunos casos, producir compuestos tales
como (FeMn)S los cuales bajan el punto de fusin del lmite de grano. De esta manera,
los aceros con alta concentracin de azufre tendrn un lmite de grano ms grueso.
Durante el enfriamiento, estas pelculas de bajo punto de fusin persisten y a medida que
crecen los esfuerzos residuales durante el enfriamiento pueden causar fisuras de licuacin.
Los resultados obtenidos del clculo analtico pueden ofrecer alguna informacin
cuantitativa y tambin indicaciones sobre los efectos de los parmetros de soldadura sobre
el crecimiento del tamao del grano en la ZAT. Sin embargo, la evolucin de la estructura
del grano depende de las orientaciones cristalogrficas de los granos, de las coordenadas
de la red de los lmites de grano, y de la energa relacionada con el movimiento de las
fronteras de grano. La ecuacin general analtica no puede tomar en cuenta la
combinacin todos estos factores. Esta dificultad se incrementa por el elevado gradiente
CAPITULO 3 METALURGIA DE LA SOLDADURA
99
de temperatura y el ciclo trmico transitorio en la ZAT. Por ejemplo, algunos fenmenos
especiales para el crecimiento del tamao de grano en la ZAT tales como la formacin de
puntos calientes no pueden ser previstos en los clculos analticos. Sin embargo,
actualmente existen modelos matemticos basados en principios bsicos del fenmeno de
crecimiento de grano tal como la Simulacin de Montecarlo, la misma que tiene la
capacidad de modelar efectivamente no solo la cintica del crecimiento del tamao de
grano sino tambin la evolucin topolgica de la estructura del grano.
Fig. 62 I lustracin esquemtica de las microestructuras del acero en la lnea de
fusin (a) con y (b) sin la transformacin de fase .
3.6 DETERMI NACI N DE LAS FRACCI ONES DE FASES PRESENTES EN LA
MI CROESTRUCTURA.
Una forma de calcular las fracciones volumtricas de las fases presentes en la
microestructura (ferrita/perlita, bainita, y martensita) se basa en el tiempo de enfriamiento
entre 800 y 500
o
C (t) y el contenido de carbono equivalente del acero, (Ceq). En este
algoritmo, las fracciones volumtricas de varias fases se relacionan con t basado sobre
+ lquido
lquido
+L
Co =
(a)
(b)
Co
% C
% C +Mn
CAPITULO 3 METALURGIA DE LA SOLDADURA
100
los datos experimentales obtenidos por Inagaki and Sekiguchi [49] quienes determinaron
diagramas de transformacin continua, (CCT), para un amplio rango de aceros
estructurales. Dos tiempos de enfriamiento especficos son considerados;
m
t
2 / 1
para
obtener una estructura compuesta por 50% martensita/50% bainita, y
b
t
2 / 1
para obtener
una estructura compuesta por 50% bainita/50% ferrita o perlita.
La influencia de los
elementos de aleacin sobre los tiempos crticos de enfriamiento pueden relacionarse con
el carbono equivalente del acero (Ceq) por medio de ecuaciones empricas tal como la
recomendada por el IIW [50].
C C
Mn Cr Mo V Cu Ni
eq
= + +
+ +
+
+
%
% % % % % %
6 5 15
(47)
As, los tiempos crticos de enfriamiento pueden calcularse por las siguientes ecuaciones
[47]:
52 . 1 79 . 8 log
2 / 1
=
eq
m
C t (48)
74 . 0 84 . 8 log
2 / 1
=
eq
b
C t (49)
donde t tiene unidades de segundos y Ceq se mide en porcentaje en peso.
La ecuacin de J ohnson-Mehl [51]
es usada para calcular las fracciones de volumen
de varias fases. En su algoritmo, la fraccin de volumen de la ferrita y perlita no tienen
distincin y se expresan por la misma ecuacin:
V e
fp
t
t
n
=
|
\
|
.
|
1
069
1 2
.
/
(50)
donde V
fp
es la fraccin de volumen de ferrita/perlita despus de un tiempo t
(caracterizando la parte del enfriamiento del ciclo trmico), t
1/2
es el tiempo requerido
para que ocurra la mitad de la transformacin, n es un valor que depende de los sitios de
nucleacin (este toma el valor de 3 para nucleacin aleatoria, 2 para nucleacin en los
lmites de grano, y 1 para nucleacin en las esquinas de los granos). Las fracciones de
CAPITULO 3 METALURGIA DE LA SOLDADURA
101
volumen de bainita y martensita formadas a partir de la austenita no transformada durante
el enfriamiento subsecuente pueden ser calculadas y expresadas como:
V e
m
t
t
m
=
|
\
|
.
|
|
069
1 2
2
.
/
(51)
V e V
b
t
t
m
b
=
|
\
|
.
|
|
069
1 2
2
.
/
(52)
donde V
b
y V
m
son las fracciones de volumen de la bainita y la martensita,
respectivamente.
El efecto del tamao original del grano de la austenita sobre la cintica de la
transformacin debe ser considerado. Esto se hace modificando los tiempos crticos de
transformacin t
1/2
,
m
t
2 / 1
y
b
t
2 / 1
. Asumiendo que el tiempo de transformacin para un
determinado tamao de grano g
0
es t
1/2
0
, es relativamente fcil entender que la fraccin
de volumen de ferrita/perlita las cuales se forman en el tiempo t para un diferente
tamao de grano g puede ser expresado con la siguiente ecuacin:
V e
fp
g t
g t
n
=
|
\
|
.
|
|
1
069
0
1 2
0
.
/
(53)
Esta ecuacin muestra que cuando los granos crecen, la cantidad de ferrita/perlita que
se puede formar durante un determinado enfriamiento se reduce y, consecuentemente, las
fracciones de volumen de bainita/martensita aumentan. Las ecuaciones para calcular las
fracciones de volumen de bainita y martensita pueden tambin ser modificadas para
incluir la influencia del tamao de grano sobre los tiempos de transformacin
m
t
2 / 1
y
b
t
2 / 1
. As, los tiempos correctos seran:
( ) t
g
g
t
m m
12
0
12
0
/ /
= (54)
CAPITULO 3 METALURGIA DE LA SOLDADURA
102
( ) t
g
g
t
b b
12
0
12
0
/ /
= (55)
donde (
m
t
2 / 1
)
0
y (
b
t
2 / 1
)
0
son los tiempos de transformacin para formar martensita y
bainita para un determinado tamao de grano g
o
.
3. 7 EFECTO DEL RECALENTAMI ENTO EN SOLDADURAS DE CORDONES
MULTI PLES.
Las temperaturas que se alcanzan en las diversas zonas de transformacin estn
acompaadas por velocidades de enfriamiento muy elevadas y por ello se producen en la
zona trmicamente afectada ciclos trmicos muy enrgicos. Adicionalmente, todas las
zonas se encuentran localizadas en un volumen muy pequeo, a lo largo de 4 a 5 mm a
cada lado de la junta, independientemente del espesor de las chapas. Este
comportamiento se debe a que durante la soldadura por arco, el metal se deposita en el
poso de soldadura en pequeas cantidades en cada pasada que tienden a normalizar los
granos de los primeros depsitos (afino del grano). Las pasadas sucesivas modifican la
estructura de la zona de sobrecalentamiento y son muy complejas debido a la
superposicin de varios tratamientos trmicos, tal como muestra la figura 63, lo cual
produce cambios estructurales de los que resulta la formacin de granos equiaxiales finos
que se encuentran generalmente en las partes centrales de la zona fundida.
Fig. 63 Efecto del ciclo trmico de las pasadas sucesivas en las transformaciones
del metal base [5].
En la zona de unin tambin es clara la orientacin de los granos de cristalizacin,
an cuando resulta destruida a menudo por el tratamiento trmico provocado por el
depsito de las capas sucesivas. La zona de sobrecalentamiento del metal base est ms
CAPITULO 3 METALURGIA DE LA SOLDADURA
103
localizada; la estructura presenta un mximo de aumento de tamao del grano en esta
zona y luego se afina en la zona de unin al menos en la parte central de la junta por el
efecto trmico de las pasadas de soldadura.
La figura 64 muestra la influencia del efecto de revenido sobre la dureza de la
soldadura debido a pasadas sucesivas. Se puede detectar variacin de la dureza en puntos
diferentes del metal base en la vecindad de la lnea de fusin. Por ejemplo, en el punto A
la primera pasada produce un aumento notable de la dureza que llega alcanzar el 65% de
la dureza inicial del metal base, pero disminuye luego estabilizndose a partir de la tercera
pasada en un 25% de la dureza inicial. Lo mismo ocurre con los puntos B, C y D de la
zona sobrecalentamiento.
Fig. 64 I nfluencia de las pasadas sucesivas sobre la variacin de la dureza de la
zona sobrecalentada [5].
3.8 SUMARI O
El factor de mayor influencia sobre la soldabilidad de un material es su composicin
qumica. Cada material tiene ciertos lmites dentro de los cuales puede ser soldado. Si
estos lmites son amplios, se considera que el metal tiene alta soldabilidad. Por el
contrario, si los lmites son estrechos, se considera que el metal tendr una soldabilidad
muy reducida. Cuando un material requiere de la aplicacin de precauciones
extraordinarias para la soldadura, se considera que la aleacin es simplemente no apta
para soldar. En algunos casos particulares, hay industrias que realizan soldaduras
rutinarias de materiales no soldables, pero tienen que aplicar estrictas condiciones de
CAPITULO 3 METALURGIA DE LA SOLDADURA
104
fabricacin e inspeccin, adems de un rgido criterio de aceptacin. En el captulo
siguiente se estudia el agrietamiento de la soldadura. Este es un problema complejo
causado por efecto del hidrgeno pero tambin por el ciclo trmico en la soldadura y en el
metal base. El precalentamiento y el poscalentamiento de las soldaduras son las tcnicas
ms eficaces para reducir el agrietamiento; el primero, debido a su influencia sobre la
reduccin de la velocidad de enfriamiento y consecuentemente, la formacin de
estructuras de mayor tenacidad y ductilidad y el segundo debido al incremento de la
velocidad de difusin del hidrgeno dentro de la zona de soldadura.
CAPITULO 3 METALURGIA DE LA SOLDADURA
105
ANEXO A
Calculo del ciclo trmico segn Nippon Steel Co.
El ciclo trmico de la soldadura por arco puede calcularse por la siguiente ecuacin, la
misma que adicionalmente a la ecuacin de Rosenthal incluye los efectos de espesor de
para placas finitas, transferencia de calor en la superficie de la placa y precalentamiento.
donde T, es la temperatura (oC), Tph: temperatura de precalentamiento (oC), :
temperatura ambiente (oC), Tw: incremento de temperatura debido al movimiento de la
fuente puntual de calor, x: coordenada fija, en la direccin de soldadura (cm), z:
coordenada fija, en la direccin del espesor (cm), y: coordenada fija, en la direccin
perpendicular a la direccin de soldadura (cm), w: coordenada mvil, en la direccin de la
soldadura w =x-vt, v: velocidad de la soldadura (cm/s), t: tiempo transcurrido desde que
la fuente de calor pas por el origen. x=y=z=0 (s)
R:
Rn:
Rn':
Qp: potencia calorfica (cal/s)
h: espesor de la placa (cm)
: eficiencia trmica del arco, =1.0 para SAW, 0.80 para SMAW, GMAW, 0.60 para
GTAW
: conductividad trmica de la superficie del metal soldado =0.0005cm/s para
SAW, =0.0020cm/s para SMAW, GMAW, GTAW
CAPITULO 3 METALURGIA DE LA SOLDADURA
106
: Conductividad trmica de la superficie del material de la placa soldada
(=0.0020cm./s)
r: tasa de reflexin trmica dela superficie de la placa (=0.90 for SAW, =0.80 for
SMAW, GMAW, GTAW
: Conductividad trmica, =0.06+0.000012 HI (cal/cm s)
: Difusividad trmica, =0.042+0.000016 HI (cm cm/s)
E: Energa del arco, E =60 A V /v (J /cm)
HI: Entrada de calor, HI = E (J /cm)
A: Corriente de soldadura (A)
V: Voltage de soldadura (V)
You might also like
- 05 - Cuestionario Temple-Templabilidad - 2017Document9 pages05 - Cuestionario Temple-Templabilidad - 2017Federico Nicolas GirabelNo ratings yet
- Cuestionario Unidad 1Document3 pagesCuestionario Unidad 1Jonathan Pulluquitin AnguloNo ratings yet
- Que Son Los Semiconductores N y P de Diana2Document9 pagesQue Son Los Semiconductores N y P de Diana2Je NnyNo ratings yet
- Ejercicios de DIFUSIÓN Guia 1Document5 pagesEjercicios de DIFUSIÓN Guia 1Cinthya Peña RoqueNo ratings yet
- Arbol de FallasDocument2 pagesArbol de FallasMaycol James Perez TisnadoNo ratings yet
- Aplicacion Diseño de Sistemas de EngranajesDocument3 pagesAplicacion Diseño de Sistemas de EngranajesMaría Gabriela MantillaNo ratings yet
- Cilindro de Pared GruesaDocument18 pagesCilindro de Pared GruesaLeonardo Pantoja EspinozaNo ratings yet
- Requisitos Del Diesel Normas Inen PDFDocument10 pagesRequisitos Del Diesel Normas Inen PDFVladimir QuispeNo ratings yet
- TTT y CCT Práctica 9Document81 pagesTTT y CCT Práctica 9Manuel CervantesNo ratings yet
- Dureza Del EngraneDocument6 pagesDureza Del EngraneJoseph Toscano PintoNo ratings yet
- Ceramics InternationalDocument8 pagesCeramics InternationalMaria Paula Villanueva JaraNo ratings yet
- Practica 2 Torres FreireDocument5 pagesPractica 2 Torres FreireDeivid William TorresNo ratings yet
- Tema 4. Diagramas de Equilibrio 2021Document32 pagesTema 4. Diagramas de Equilibrio 2021Lidia SantanaNo ratings yet
- ASTM - A249 - Prueba de Corrosión IntergranularDocument2 pagesASTM - A249 - Prueba de Corrosión IntergranularalexgrraNo ratings yet
- Cuestionario Acero - EditableDocument17 pagesCuestionario Acero - EditableHarold VieraNo ratings yet
- Proteccion Catodia X Anodo SacrificialDocument39 pagesProteccion Catodia X Anodo Sacrificialcristian ortizNo ratings yet
- Sistema de Colada y AlimentacionDocument13 pagesSistema de Colada y AlimentacionAlejandra ZeaNo ratings yet
- Cmi215.2017 Guia Parcial 2Document4 pagesCmi215.2017 Guia Parcial 2Alex Bonilla100% (1)
- Mecanismos de Daño en HornosDocument94 pagesMecanismos de Daño en HornosMisANo ratings yet
- Carburo de Silicio para Aplicaciones en Frenos de DiscoDocument6 pagesCarburo de Silicio para Aplicaciones en Frenos de DiscoIngrid BecerrilNo ratings yet
- Universidad de Oriente Núcleo de Anzoátegui Escuela de Ingeniería Y Ciencias Aplicadas Leyes Y DeontologiaDocument20 pagesUniversidad de Oriente Núcleo de Anzoátegui Escuela de Ingeniería Y Ciencias Aplicadas Leyes Y DeontologiaDanielle GómezNo ratings yet
- La Asociación Internacional de Contratistas de PerforaciónDocument1 pageLa Asociación Internacional de Contratistas de PerforaciónRubi HNo ratings yet
- Ensayo JominyDocument25 pagesEnsayo JominyKatherine ZorrillaNo ratings yet
- Horno de CrisolDocument9 pagesHorno de CrisolMarco MenchacaNo ratings yet
- Fabricacion de Polvos MetalurgicosDocument72 pagesFabricacion de Polvos MetalurgicosJjmc JjmcNo ratings yet
- MetodosDocument2 pagesMetodosjorgeXD de la rosaNo ratings yet
- Guía Metalografía. - Práctica 1-5Document19 pagesGuía Metalografía. - Práctica 1-5pedro00736No ratings yet
- Métodos MacroscopicosDocument4 pagesMétodos MacroscopicosRubén MedinaNo ratings yet
- TRABAJO PRÁCTICO Diagrama de FasesDocument9 pagesTRABAJO PRÁCTICO Diagrama de FasesRodriguezAnibalAdrianNo ratings yet
- AcerosDocument9 pagesAcerosBryanyMariaNo ratings yet
- PROBLEMAS Propiedades MecanicasDocument2 pagesPROBLEMAS Propiedades MecanicasFil Melchor ChavezNo ratings yet
- Endurecimiento Por EnvejecimientoDocument5 pagesEndurecimiento Por EnvejecimientoGuillermo Andres Cossi YglesiasNo ratings yet
- Proteccion Anodica PresentacionDocument10 pagesProteccion Anodica PresentacionCarlos Fernando TipanNo ratings yet
- Teoría de La Capa LímiteDocument2 pagesTeoría de La Capa LímiteRosue EspinozaNo ratings yet
- Estructura General Asme PDFDocument6 pagesEstructura General Asme PDFAdrian Matias UrresNo ratings yet
- Problemas de Ensayo de ImpactoDocument4 pagesProblemas de Ensayo de ImpactoEl ToTe Alvarado TeranNo ratings yet
- Cap. 002 - Lubricacion AutomotrizDocument61 pagesCap. 002 - Lubricacion AutomotrizPercy Chero67% (3)
- Practica de CizalladoDocument2 pagesPractica de CizalladoSteve Wozniak100% (1)
- Actividad Agua PanelaDocument2 pagesActividad Agua PanelaErika S SalinasNo ratings yet
- Defectos en MicroestructurasDocument16 pagesDefectos en MicroestructurasAlejandro CalderónNo ratings yet
- Carbono Refractario Tema 8 TraducidoDocument27 pagesCarbono Refractario Tema 8 TraducidoJordan Cruz MuñozNo ratings yet
- Defectos SuperficialesDocument9 pagesDefectos SuperficialesDiana VizuetNo ratings yet
- Mecánica de Fractura Elástica LinealDocument22 pagesMecánica de Fractura Elástica LinealAnonymous yJdDrgrJoTNo ratings yet
- Ensayo JominyDocument22 pagesEnsayo JominyHebert Vizconde PoemapeNo ratings yet
- Definicion de Material CompuestoDocument7 pagesDefinicion de Material CompuestonickolleleonesNo ratings yet
- Normatividad y Seguridad de Un Intercambiador de CalorDocument60 pagesNormatividad y Seguridad de Un Intercambiador de CalorYzi Madai ChargoyNo ratings yet
- Soldadura en Estado SolidoDocument28 pagesSoldadura en Estado SolidoTeresita Fuentes100% (2)
- Defectos CristalinosDocument28 pagesDefectos CristalinosLeonardoGomezNo ratings yet
- IMS7 Preguntasy Problemas ALDOFLORESDocument5 pagesIMS7 Preguntasy Problemas ALDOFLORESAldo QuintanaNo ratings yet
- Consideraciones Del DiseñoDocument7 pagesConsideraciones Del DiseñoLuis AguirreNo ratings yet
- Procesos y Equipos de Fundición de MetalesDocument16 pagesProcesos y Equipos de Fundición de MetalesVargas Bustamante Alex IvanNo ratings yet
- Veronica Morillo Conveccion ForzadaDocument12 pagesVeronica Morillo Conveccion ForzadaNohely Montiel0% (1)
- Reglamentacion Calidad Del Gas NaturalDocument11 pagesReglamentacion Calidad Del Gas NaturalAnonymous UvNIhx5100% (1)
- Herrerias Barras Redondas 2744-1999Document12 pagesHerrerias Barras Redondas 2744-1999Emilio EscalanteNo ratings yet
- La Rotura Por Corrosión Por Esfuerzo o Bajo TensiónDocument2 pagesLa Rotura Por Corrosión Por Esfuerzo o Bajo TensiónMercy Reto CastilloNo ratings yet
- Lab 1Document5 pagesLab 1Cristian David GomezNo ratings yet
- Concreto PiezoeléctricoDocument16 pagesConcreto PiezoeléctricoJuan Nieto Zegarra100% (2)
- Normas y Códigos de Diseño TareaDocument3 pagesNormas y Códigos de Diseño TareaJosue SantiagoNo ratings yet
- Corrosion SelectivaDocument14 pagesCorrosion SelectivaJean Perez NuñezNo ratings yet
- Fenomenos de Fisuracion en SoldaduraDocument18 pagesFenomenos de Fisuracion en SoldaduraMartín EspíndolaNo ratings yet
- 32 250 1 PBDocument7 pages32 250 1 PBAlicia Del Rocío SaniNo ratings yet
- A4 ROJAS JAIME FundamentosMatematicosDocument13 pagesA4 ROJAS JAIME FundamentosMatematicosAlicia Del Rocío SaniNo ratings yet
- Cetoacidosisdiabetica 150827044537 Lva1 App6892Document30 pagesCetoacidosisdiabetica 150827044537 Lva1 App6892Alicia Del Rocío SaniNo ratings yet
- Tarea - Legislación Monetaria y BancariaDocument18 pagesTarea - Legislación Monetaria y BancariaAlicia Del Rocío SaniNo ratings yet
- S35-05 43 - Iii PDFDocument8 pagesS35-05 43 - Iii PDFAlicia Del Rocío SaniNo ratings yet
- 3 Razones, Proporciones, Ecuaciones y Funciones LinealesDocument27 pages3 Razones, Proporciones, Ecuaciones y Funciones Linealesluis pastuna0% (1)
- Leyes Conexas Ley General de Institutciones Del Sistema FinancieroDocument87 pagesLeyes Conexas Ley General de Institutciones Del Sistema FinancieroAlicia Del Rocío SaniNo ratings yet
- Aprendizaje InvisibleDocument244 pagesAprendizaje InvisibleLeo100% (8)
- Quimica Problemas IbarzDocument106 pagesQuimica Problemas IbarzAlex Vargas77% (13)
- Analisis de Componentes PrincipalesDocument32 pagesAnalisis de Componentes PrincipalesElizabeth CollinsNo ratings yet
- Operativa 2Document2 pagesOperativa 2Alicia Del Rocío SaniNo ratings yet
- Elementos FinicitosDocument222 pagesElementos FinicitosAlicia Del Rocío SaniNo ratings yet
- rev172COL5 PDFDocument21 pagesrev172COL5 PDFMonica MartinezNo ratings yet
- Componentes PrincipalesDocument119 pagesComponentes PrincipalesOsCarTelNo ratings yet
- Foro 1Document5 pagesForo 1Alicia Del Rocío SaniNo ratings yet
- Metrología en El FútbolDocument1 pageMetrología en El FútbolAlicia Del Rocío SaniNo ratings yet
- Actividad Práctica AntimicrobianosDocument6 pagesActividad Práctica AntimicrobianosAlicia Del Rocío SaniNo ratings yet
- Guia Ejercicios Prueba de HipotesisDocument2 pagesGuia Ejercicios Prueba de HipotesisAlicia Del Rocío SaniNo ratings yet
- NAC-DGERCGC14-00095 Publicada en El Registro Oficial No. 189 de 21-02-2014Document6 pagesNAC-DGERCGC14-00095 Publicada en El Registro Oficial No. 189 de 21-02-2014Alicia Del Rocío SaniNo ratings yet
- Taller 1Document2 pagesTaller 1Alicia Del Rocío SaniNo ratings yet
- Foro CeciliaDocument7 pagesForo CeciliaAlicia Del Rocío SaniNo ratings yet
- Consulta de FisicaDocument20 pagesConsulta de FisicaAlicia Del Rocío SaniNo ratings yet
- Proyecto de Estructuras MetálicasDocument8 pagesProyecto de Estructuras MetálicasAlicia Del Rocío SaniNo ratings yet
- Protocolo de PruebasDocument7 pagesProtocolo de PruebasAlicia Del Rocío SaniNo ratings yet
- De La Tierra A La LunaDocument2 pagesDe La Tierra A La LunaAlicia Del Rocío SaniNo ratings yet
- Indice Se ChongonDocument10 pagesIndice Se ChongonAlicia Del Rocío SaniNo ratings yet
- Elementos FinicitosDocument222 pagesElementos FinicitosAlicia Del Rocío SaniNo ratings yet
- Indice Se ChongonDocument10 pagesIndice Se ChongonAlicia Del Rocío SaniNo ratings yet
- Tesis Imprimir DefensaDocument181 pagesTesis Imprimir DefensaAlicia Del Rocío SaniNo ratings yet
- Tesis Daquilema-Pulla 1Document157 pagesTesis Daquilema-Pulla 1Alicia Del Rocío Sani100% (1)
- Curvas Operativas de Sistemas de BombeoDocument16 pagesCurvas Operativas de Sistemas de BombeoGonzalo Zavala HurtadoNo ratings yet
- CremarDocument7 pagesCremarjoel5ty_geminis_3789No ratings yet
- Hoja de Vida Banburu.-Ejercicio de CriticidadDocument9 pagesHoja de Vida Banburu.-Ejercicio de CriticidadSharly Ramos OrozcoNo ratings yet
- Cotizacion de Valvulas VagDocument8 pagesCotizacion de Valvulas VagfranNo ratings yet
- Ciencia de Los MaterialesDocument2 pagesCiencia de Los MaterialesJorman GrisalesNo ratings yet
- Visita Tecnica 1Document5 pagesVisita Tecnica 1Jessica MaribelNo ratings yet
- Informe 4 Bomba Inyecccion RotativaDocument19 pagesInforme 4 Bomba Inyecccion RotativarokmasterkilNo ratings yet
- Memoria Descriptiva - Sotopampa Final IDocument15 pagesMemoria Descriptiva - Sotopampa Final IcristianNo ratings yet
- Manual - Mesa RotativaDocument17 pagesManual - Mesa RotativaElvis DiazNo ratings yet
- Wps BlancoDocument2 pagesWps BlancoChristian GramNo ratings yet
- Cómo Identificar Cuántos Dispositivos Están Conectados A Mi Red WiDocument8 pagesCómo Identificar Cuántos Dispositivos Están Conectados A Mi Red WigiselleNo ratings yet
- Naca 4115Document38 pagesNaca 4115Juan López LópezNo ratings yet
- ASM4Document180 pagesASM4CarlosalvNo ratings yet
- Experiencia N°6 - Amplificadores Operacionales (Previo)Document10 pagesExperiencia N°6 - Amplificadores Operacionales (Previo)Karen Peña ReyesNo ratings yet
- Unidad 2: Herramientas para La Solución de Problemas de GestiónDocument84 pagesUnidad 2: Herramientas para La Solución de Problemas de GestiónMoises Rubio Silva100% (2)
- Tarea - 08 - Oscilograma de La Curva de Presion en CilindrosDocument9 pagesTarea - 08 - Oscilograma de La Curva de Presion en CilindrosGilmar Berzosa100% (1)
- Memoria de CálculoDocument17 pagesMemoria de Cálculosanty19870% (1)
- Mapa Conceptual NSR 10Document7 pagesMapa Conceptual NSR 10Juan Manuel Torres JimenezNo ratings yet
- Central Parking - Cafam Floresta - 201105-276Document1 pageCentral Parking - Cafam Floresta - 201105-276Leonardo Javier AlmanzaNo ratings yet
- Unidad 1. Respiración: Tema 1: Gases en El Aire Y en El Agua. Sistemas Respiratorios. Tipos de Sistemas RespiratoriosDocument10 pagesUnidad 1. Respiración: Tema 1: Gases en El Aire Y en El Agua. Sistemas Respiratorios. Tipos de Sistemas RespiratoriosClara Muñoz PartidaNo ratings yet
- Ejercicio Basico de Circuitos IntegradosDocument5 pagesEjercicio Basico de Circuitos IntegradosDanielNo ratings yet
- Informe Geotecnico 60+700Document24 pagesInforme Geotecnico 60+700Fabian MarcialesNo ratings yet
- Diseño de Cohetes, Sistema de RecuperaciónDocument87 pagesDiseño de Cohetes, Sistema de RecuperaciónLuisa NavarroNo ratings yet
- Curso Online de Gestión Integral Del Agua en La Industria Alimentaria 0502014Document18 pagesCurso Online de Gestión Integral Del Agua en La Industria Alimentaria 0502014Oscar RojasNo ratings yet
- Tema 1. Introducción A Los Sistemas CAD-CAMDocument18 pagesTema 1. Introducción A Los Sistemas CAD-CAMDavid Mena MNNo ratings yet
- Diagrama de Bloques PEPSUDocument24 pagesDiagrama de Bloques PEPSUalga4898100% (3)
- Examen CinematicaDocument16 pagesExamen CinematicaAlba PascualNo ratings yet
- Acreditable Maricely Lopez Act 3 4312Document5 pagesAcreditable Maricely Lopez Act 3 4312Maricely LopezNo ratings yet
- Construcción Del Puente Alton Sobre El Río MississippiDocument2 pagesConstrucción Del Puente Alton Sobre El Río MississippiPaula Andrea Fonseca BaronNo ratings yet
- Modelos de Procesos de Software para Sistemas EmbebidosDocument4 pagesModelos de Procesos de Software para Sistemas EmbebidosSaroff Yataco IrrazábalNo ratings yet