You might also like
- Clasificación y Normas de Preparación SuperficialDocument4 pagesClasificación y Normas de Preparación SuperficialMarcelo Andres Donoso Rodriguez100% (1)
- SSPC-SP 11 Nov2013 Spanish PDFDocument4 pagesSSPC-SP 11 Nov2013 Spanish PDFNicolás Oriundo100% (1)
- Apriete con torque: procedimiento para garantizar calidad en la sujeción de elementosDocument4 pagesApriete con torque: procedimiento para garantizar calidad en la sujeción de elementosRonald BalderramaNo ratings yet
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocument4 pagesEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaNo ratings yet
- Formato de Cotizacion 09-03-2023Document4 pagesFormato de Cotizacion 09-03-2023Miguel FrancoNo ratings yet
- Formato Prueba de Adherencia PDFDocument1 pageFormato Prueba de Adherencia PDFeduardohe_ingNo ratings yet
- Prueba para Determinacion de Sales en SuperficiesDocument4 pagesPrueba para Determinacion de Sales en SuperficiesOmar VegaNo ratings yet
- Pam-Ep-Ecu-Fic-07-Esp-003-00-2020-Especificacion de RecubrimientosDocument65 pagesPam-Ep-Ecu-Fic-07-Esp-003-00-2020-Especificacion de RecubrimientosJuan Villavicencio100% (1)
- 3000711-Pr-016 Procedimiento PH en ValvulasDocument4 pages3000711-Pr-016 Procedimiento PH en ValvulasStewin PerezNo ratings yet
- API 570 en EspanolDocument55 pagesAPI 570 en Espanolmaxi27No ratings yet
- Pr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenDocument7 pagesPr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenJhon CarrionNo ratings yet
- ASME PCC-1 Juntas BridadasDocument22 pagesASME PCC-1 Juntas BridadasjorgeNo ratings yet
- Guia OperativaDocument5 pagesGuia OperativaSAMUELNo ratings yet
- Comex Ind X-66 Cfe P-31Document4 pagesComex Ind X-66 Cfe P-31Ricardo IbarraNo ratings yet
- Lampara Comparadora Flash Light Magnifier TwilightDocument3 pagesLampara Comparadora Flash Light Magnifier TwilightGedalías Martínez100% (1)
- nmx-c-252-1986 NormaDocument18 pagesnmx-c-252-1986 Normarosa12412No ratings yet
- 148AF00521Document51 pages148AF00521Abraham martinezNo ratings yet
- Procedimiento Protecc. AnticorrosivaDocument33 pagesProcedimiento Protecc. AnticorrosivaSisco Corp100% (1)
- NTC591Document10 pagesNTC591Susan Carolina Lozano VergaraNo ratings yet
- Pintura celdas flotaciónDocument6 pagesPintura celdas flotaciónricardodelatorreNo ratings yet
- ASTM D 1186 01 Espanol Metodos de Prueba Estandar paraDocument4 pagesASTM D 1186 01 Espanol Metodos de Prueba Estandar paraMiguel BazalduaNo ratings yet
- Inspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Document5 pagesInspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Dante RojasNo ratings yet
- D3359 02 Med Con Cinta AdhesivaDocument9 pagesD3359 02 Med Con Cinta AdhesivaFelix Reyes FlorianNo ratings yet
- Servicios Industriales (Clase 7) PDFDocument21 pagesServicios Industriales (Clase 7) PDFCesar Manuel Diaz QuinteroNo ratings yet
- Inspección de espesor de pintura en secoDocument2 pagesInspección de espesor de pintura en secopatricioNo ratings yet
- Carbozinc 859Document2 pagesCarbozinc 859Zak CahuichNo ratings yet
- NRF 002 Pemex 2001Document19 pagesNRF 002 Pemex 2001Jose Espejo L100% (1)
- Especificación técnica para trazo y niveles de construccionesDocument18 pagesEspecificación técnica para trazo y niveles de construccionesVictor Hermilo Dolores MoralesNo ratings yet
- BardasDocument13 pagesBardasroberto bravo solisNo ratings yet
- ICMRD-020-P Sandblasting y Pintura de TuberíasDocument22 pagesICMRD-020-P Sandblasting y Pintura de TuberíasCarlos Sanches100% (2)
- Norma de Pinturas EnsayosDocument1 pageNorma de Pinturas Ensayosluisfer811No ratings yet
- Medicion de EphDocument3 pagesMedicion de EphEdgarDavidDiazCamposNo ratings yet
- 301W Epoxi Anticorrosivo Tolerante a HumedadDocument4 pages301W Epoxi Anticorrosivo Tolerante a HumedadMariela Tabata Calizaya ChipanaNo ratings yet
- REPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFDocument17 pagesREPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFWalther LaricoNo ratings yet
- Procedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDocument4 pagesProcedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDaiwer Jose Troncoso FreyleNo ratings yet
- Ra-28 Mod Ral 8001 Non-009 - 43138Document1 pageRa-28 Mod Ral 8001 Non-009 - 43138Alexis ÁlvarezNo ratings yet
- Exploracion Y Muestreo de Suelos para Proyecto de CimentacionesDocument46 pagesExploracion Y Muestreo de Suelos para Proyecto de CimentacionesjorgeNo ratings yet
- SSPC SP10Document8 pagesSSPC SP10Gianmarco RevelloNo ratings yet
- AB 4 - Medios Abrasivos Encapsulados Reciclables - EspañolDocument3 pagesAB 4 - Medios Abrasivos Encapsulados Reciclables - Españolismael luis de la cruzNo ratings yet
- PP-02070-I-203-Att01 Rev 01Document81 pagesPP-02070-I-203-Att01 Rev 01Santiago AponteNo ratings yet
- Normas de torque para uniones estructuralesDocument4 pagesNormas de torque para uniones estructuralesGerman Leyva De la CruzNo ratings yet
- Astm D-714 AmpollamientoDocument6 pagesAstm D-714 Ampollamientomario3312No ratings yet
- Sigmashield 1200 EspDocument5 pagesSigmashield 1200 EspCarlos RuizNo ratings yet
- Proc. PintadoDocument9 pagesProc. PintadoMartin CVNo ratings yet
- Sandblastin y Pintura AnticorrosivaDocument16 pagesSandblastin y Pintura AnticorrosivamasgaranexoNo ratings yet
- Certificado de Calidad Mallas AcmasDocument2 pagesCertificado de Calidad Mallas Acmaspaulino reyes100% (1)
- ARENADODocument8 pagesARENADOLuis Guevara100% (1)
- Esquema de Protección TricapaDocument3 pagesEsquema de Protección TricapacristianNo ratings yet
- Procedimiento Escrito para FlushingDocument1 pageProcedimiento Escrito para FlushingAlfonso Vasquez AmarisNo ratings yet
- Sistemas protección embarcacionesDocument28 pagesSistemas protección embarcacionesJose Antonio Lucero CruzNo ratings yet
- ITM024Document15 pagesITM024John Diego GutierrezNo ratings yet
- Introduccion SSPC SPDocument3 pagesIntroduccion SSPC SPLizz EstradaNo ratings yet
- Especificaciones Tecnicas 1 Sherwin WillianmsDocument13 pagesEspecificaciones Tecnicas 1 Sherwin WillianmsAnonymous wuvXb0i100% (2)
- Preparación de SuperficiesDocument6 pagesPreparación de Superficiesosito1214No ratings yet
- Preparación de superficies metálicas y no metálicas para pinturaDocument6 pagesPreparación de superficies metálicas y no metálicas para pinturaBermeo RobertoNo ratings yet
- NORMAS LIMPIEZA ACERODocument7 pagesNORMAS LIMPIEZA ACEROJoão DiasNo ratings yet
- Limpieza de Elementos MetalicosDocument7 pagesLimpieza de Elementos MetalicosMultiproposito MultipropositoNo ratings yet
- Preparacion de SuperficiesDocument6 pagesPreparacion de Superficiesyuri cruz alejandro santosNo ratings yet
- Tipos de Limpieza Mecanica Sand-BlastDocument1 pageTipos de Limpieza Mecanica Sand-BlastRodrigoLima12100% (1)
- Definiciones Básicas Método SSPCDocument5 pagesDefiniciones Básicas Método SSPCCamiloNo ratings yet
- Tabla de Calculos VariosDocument1 pageTabla de Calculos VariosPappa LuisiNo ratings yet
- Reglas de Seguridad para PintarDocument2 pagesReglas de Seguridad para PintarPappa LuisiNo ratings yet
- Preparación de superficie para pinturaDocument7 pagesPreparación de superficie para pinturaPappa LuisiNo ratings yet
- Normas - Ventilacion para PintarDocument2 pagesNormas - Ventilacion para PintarPappa LuisiNo ratings yet
- Limites de ExplosividadDocument2 pagesLimites de ExplosividadPappa LuisiNo ratings yet
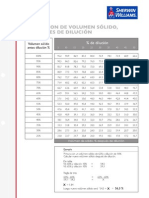
- Correccion de Volumen Debido A DilucionDocument1 pageCorreccion de Volumen Debido A DilucionPappa LuisiNo ratings yet
- Sociocritica TareaDocument1 pageSociocritica TareaPappa LuisiNo ratings yet
- Analisis Apu Gedic-Siicem VceroDocument33 pagesAnalisis Apu Gedic-Siicem VceroJulián CharryNo ratings yet
- Techos MetalicosDocument40 pagesTechos MetalicosAristides Poveda50% (2)
- Historia Del Hormigón ArmadoDocument12 pagesHistoria Del Hormigón ArmadodemolaxNo ratings yet
- Analisis Fisicokimico Del CementoDocument6 pagesAnalisis Fisicokimico Del CementoOrlando Moreno Alcantara0% (1)
- Nucleos de TransformadoresDocument4 pagesNucleos de TransformadoresPedro TorresNo ratings yet
- Análisis térmico de métodos para la química analíticaDocument34 pagesAnálisis térmico de métodos para la química analíticaVanessa Abanto LatorreNo ratings yet
- VK 816 PDFDocument6 pagesVK 816 PDFSiles LimberdsNo ratings yet
- INFORME Taller de Construccion 2Document27 pagesINFORME Taller de Construccion 2Anthony JhordyNo ratings yet
- Mecanismo de EmbragueDocument10 pagesMecanismo de EmbragueSamuel Santos FloresNo ratings yet
- B2B Recolector Basura - Oct2019Document1 pageB2B Recolector Basura - Oct2019roger gonzales hoyosNo ratings yet
- Calculo elementos finitos flexión vigasDocument19 pagesCalculo elementos finitos flexión vigasJean Marco Arroyo CóndorNo ratings yet
- Conformado y Mecanizado de MetalesDocument3 pagesConformado y Mecanizado de MetalesYohan AlfonsoNo ratings yet
- CC-6654-20001-IB-ELE-ET-008-D1 (Cables BT y MT)Document30 pagesCC-6654-20001-IB-ELE-ET-008-D1 (Cables BT y MT)SebastianBriceñoNo ratings yet
- BITÁCORADocument32 pagesBITÁCORAKarina Elenes0% (1)
- Unidad 1 - Parte 3Document4 pagesUnidad 1 - Parte 3Arianna SanchezNo ratings yet
- Especificaciones Técnicas Cerco Tipo PanelDocument4 pagesEspecificaciones Técnicas Cerco Tipo PanelG&M Tableros ElectricosNo ratings yet
- Bricomiles UnareDocument1 pageBricomiles UnareEleazar MoranteNo ratings yet
- Formato de evaluación de acabados y materialesDocument1,793 pagesFormato de evaluación de acabados y materialesCarlos Luyo AguilarNo ratings yet
- Apertura Forzada PDFDocument41 pagesApertura Forzada PDFclotildetaNo ratings yet
- Fabricacion Del Hormigon PDFDocument19 pagesFabricacion Del Hormigon PDFemma cloe stone gonzalesNo ratings yet
- Certificado RESCO - ISO Casco 5 - 0013 Marca de ConformidadDocument26 pagesCertificado RESCO - ISO Casco 5 - 0013 Marca de ConformidadFelipe Ignacio Santibañez BarrientosNo ratings yet
- Aplicación de La Normativa ACI 318-08Document20 pagesAplicación de La Normativa ACI 318-08Kenneth Javier García TapiaNo ratings yet
- Estructura MetálicaDocument13 pagesEstructura MetálicaMaria Huaman AlbornozNo ratings yet
- Adendo No 01Document11 pagesAdendo No 01Javier PáezNo ratings yet
- Lista de Precios Limpieza k2 16-12-2023Document20 pagesLista de Precios Limpieza k2 16-12-2023Veronica Celeste MartinoNo ratings yet
- Poliestireno ExpandibleDocument7 pagesPoliestireno ExpandiblejoyceNo ratings yet
- Catalogo Cintas AislantesDocument47 pagesCatalogo Cintas Aislantesjns1415No ratings yet
- Filtro BiologicoDocument3 pagesFiltro Biologicoadolfocaroaguilar100% (4)
- Propiedades mecánicas: plasticidad, dureza, maleabilidad y ductilidadDocument2 pagesPropiedades mecánicas: plasticidad, dureza, maleabilidad y ductilidadNayely CastilloNo ratings yet
- a3ERP ProduccionDocument70 pagesa3ERP ProduccionFernando Viñuela RodriguezNo ratings yet