You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Toolbox Talk - Mounting and Dismounting EquipmentDocument1 pageToolbox Talk - Mounting and Dismounting Equipmentsl1828No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Report of Inspection, Testing & Maintenance of Fire Pump AssembliesDocument6 pagesReport of Inspection, Testing & Maintenance of Fire Pump Assembliessl1828100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Toolbox Talk - Safety Around High VoltageDocument1 pageToolbox Talk - Safety Around High Voltagesl1828No ratings yet
- How to Calculate PayrollDocument87 pagesHow to Calculate PayrollMichael John D. Natabla100% (1)
- Toolbox Talk - Lightning StrikesDocument1 pageToolbox Talk - Lightning Strikessl1828No ratings yet
- ADA Design Guide 2010Document7 pagesADA Design Guide 2010Jack BarkerNo ratings yet
- Performance and Mechanical Running Tests of Centrifugal CompressorsDocument5 pagesPerformance and Mechanical Running Tests of Centrifugal CompressorsVicky KumarNo ratings yet
- Chemical Engineering - Hazardous Area ClassificationDocument1 pageChemical Engineering - Hazardous Area Classificationsl1828No ratings yet
- Pressure Relief Safety ValvesDocument52 pagesPressure Relief Safety Valveswah_ma100% (3)
- Weekly Fire Pump Inspection Test ProceduresDocument3 pagesWeekly Fire Pump Inspection Test ProceduresJay T. YongNo ratings yet
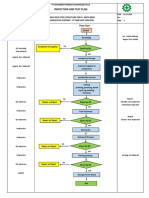
- Inspection and Test Plan: Flow Chart Start IncomingDocument1 pageInspection and Test Plan: Flow Chart Start IncomingSinden AyuNo ratings yet
- PE 560 Atomic Absorption Spectrophotometer ManualDocument176 pagesPE 560 Atomic Absorption Spectrophotometer ManualDavid Allan100% (1)
- Conder Separator Brochure NewDocument8 pagesConder Separator Brochure Newednavilod100% (1)
- Food & Drink: Case Study: UnileverDocument3 pagesFood & Drink: Case Study: Unileversl1828No ratings yet
- Sterile Cockpit - Train Staff To Stay Focused in Safety Critical Tasks, No Matter What Their JobDocument6 pagesSterile Cockpit - Train Staff To Stay Focused in Safety Critical Tasks, No Matter What Their Jobsl1828No ratings yet
- Confirmation Bias - What You Can DoDocument9 pagesConfirmation Bias - What You Can Dosl1828No ratings yet
- 12 Essential Techniques For Risk Management CommunicationDocument5 pages12 Essential Techniques For Risk Management Communicationsl1828No ratings yet
- Organisation Culture & Mindfulness - BP Texas Case StudyDocument10 pagesOrganisation Culture & Mindfulness - BP Texas Case Studysl1828No ratings yet
- Oil is important. Shockingly, sometimes horrifically importantDocument4 pagesOil is important. Shockingly, sometimes horrifically importantsl1828No ratings yet
- IChemE - TCE - Wastewater - Back To The LandDocument3 pagesIChemE - TCE - Wastewater - Back To The Landsl1828No ratings yet
- To Err is Human: Addressing Human FactorsDocument2 pagesTo Err is Human: Addressing Human Factorssl1828No ratings yet
- Organisation Culture & Mindfulness - BP Texas Case StudyDocument10 pagesOrganisation Culture & Mindfulness - BP Texas Case Studysl1828No ratings yet
- Toolbox Talk - Refueling EquipmentDocument1 pageToolbox Talk - Refueling Equipmentsl1828No ratings yet
- Toolbox Talk - Quick Coupler SafetyDocument1 pageToolbox Talk - Quick Coupler Safetysl1828No ratings yet
- IChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons LearnedDocument13 pagesIChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons Learnedsl1828No ratings yet
- Toolbox Talk - Biological Spill ResponseDocument1 pageToolbox Talk - Biological Spill Responsesl1828No ratings yet
- Battery Care and Tips2Document1 pageBattery Care and Tips2SCCstudent99No ratings yet
- Toolbox Talk - Means of EgressDocument1 pageToolbox Talk - Means of Egresssl1828No ratings yet
- Toolbox Talk - Water PumpsDocument1 pageToolbox Talk - Water Pumpssl1828No ratings yet
- CSB - Summary of Explosive & Toxic Incident Recommendations (1998-2013)Document32 pagesCSB - Summary of Explosive & Toxic Incident Recommendations (1998-2013)sl1828No ratings yet
- CSB - Investigation Report - Honeywell - Hazardous Chemical Releases (2003)Document106 pagesCSB - Investigation Report - Honeywell - Hazardous Chemical Releases (2003)sl1828No ratings yet
- Fume Hood Repair SafetyDocument3 pagesFume Hood Repair Safetysl1828No ratings yet
- CSB - Two Industrial Accidents Involving Chemical ReactionsDocument27 pagesCSB - Two Industrial Accidents Involving Chemical Reactionssl1828No ratings yet
- Oleum Leakage-Case StudyDocument14 pagesOleum Leakage-Case Studyalpha_beta48No ratings yet
- Toolbox Talk - Fume Hood DecommissionDocument3 pagesToolbox Talk - Fume Hood Decommissionsl1828No ratings yet
- CSB - Investigation Report - Honeywell - Hazardous Chemical Releases (2003)Document106 pagesCSB - Investigation Report - Honeywell - Hazardous Chemical Releases (2003)sl1828No ratings yet
- Edna Adan University ThesisDocument29 pagesEdna Adan University ThesisAbdi KhadarNo ratings yet
- Density of Aggregates: ObjectivesDocument4 pagesDensity of Aggregates: ObjectivesKit Gerald EliasNo ratings yet
- Training and Supervision of Health Care WorkersDocument12 pagesTraining and Supervision of Health Care WorkerspriyankaNo ratings yet
- Variable Displacement Engines: The Magic of Cylinder DeactivationDocument3 pagesVariable Displacement Engines: The Magic of Cylinder DeactivationdinuNo ratings yet
- Hydropad InstructionsDocument2 pagesHydropad Instructionsmohamed hindawiNo ratings yet
- Corn Pulao Recipe With Sweet CornDocument2 pagesCorn Pulao Recipe With Sweet CornSudharshanNo ratings yet
- Oxihalide AcisDocument8 pagesOxihalide AcisDina Ikrama PutriNo ratings yet
- SAP Technical Consultant resumeDocument11 pagesSAP Technical Consultant resumeKallol BhowmickNo ratings yet
- 2VV-33C-R4-V5 Product SpecificationsDocument5 pages2VV-33C-R4-V5 Product Specificationsnhan sieuNo ratings yet
- Baileys in 2009: Case Study Reference No 509-050-1Document17 pagesBaileys in 2009: Case Study Reference No 509-050-1Ernesto KulasinNo ratings yet
- PR Cuisine vs US CuisineDocument2 pagesPR Cuisine vs US CuisineJannette HernandezNo ratings yet
- Requirement & Other Requirement: 2.311 Procedure For Accessing Applicable LegalDocument2 pagesRequirement & Other Requirement: 2.311 Procedure For Accessing Applicable Legalkirandevi1981No ratings yet
- 2022 TESAS PublicationDocument103 pages2022 TESAS PublicationNathan LakaNo ratings yet
- SEXUALABUSEDocument12 pagesSEXUALABUSERyoman EchozenNo ratings yet
- Lewis Heart Failure Care PlanDocument4 pagesLewis Heart Failure Care Plansarahbearcoups100% (1)
- Deadline Anchors BrochureDocument3 pagesDeadline Anchors Brochurejlmunozv100% (2)
- Regulation of Body FluidsDocument7 pagesRegulation of Body FluidsRuth FamillaranNo ratings yet
- Multiple Sentences and Service of PenaltyDocument5 pagesMultiple Sentences and Service of PenaltyAngelNo ratings yet
- Cell Biology & BiochemistryDocument320 pagesCell Biology & BiochemistryVai SanNo ratings yet
- Power Systems-III Ditital NotesDocument102 pagesPower Systems-III Ditital NotesSimranNo ratings yet
- Grade 9 P.EDocument16 pagesGrade 9 P.EBrige SimeonNo ratings yet
- Bibie Evana OsmanDocument6 pagesBibie Evana OsmanStabat Jaya TrademarkNo ratings yet
- Test Units and Accessories: Sinteso™Document22 pagesTest Units and Accessories: Sinteso™Imad QsnNo ratings yet
- Sunflower Herbicide ChartDocument2 pagesSunflower Herbicide ChartpapucicaNo ratings yet