You might also like
- NTC 4050Document14 pagesNTC 4050Viviana Perez100% (1)
- NTC 4026Document11 pagesNTC 4026Daniel Bayter Vasquez100% (1)
- NTC 3708 Neopreno PDFDocument12 pagesNTC 3708 Neopreno PDFalexago100% (1)
- NTC 722 PDFDocument12 pagesNTC 722 PDFKathe Zornosa100% (2)
- NTC 296 Dimensiones Modulares de Ladrillo, Piezas Ceramicas y Arcilla CocidaDocument6 pagesNTC 296 Dimensiones Modulares de Ladrillo, Piezas Ceramicas y Arcilla CocidaDiana Torres MNo ratings yet
- NTC 3356 Morteros Premezclados para Mamposteria PDFDocument15 pagesNTC 3356 Morteros Premezclados para Mamposteria PDFDiego201702100% (2)
- NTC 4024 Prefabricados de Concreto. Muestreo y Ensayo de Prefabricados de Concreto No Reforzados, Vibrocompactados PDFDocument25 pagesNTC 4024 Prefabricados de Concreto. Muestreo y Ensayo de Prefabricados de Concreto No Reforzados, Vibrocompactados PDFEfrain Mercado100% (1)
- Norma Técnica Colombiana NTC 3353Document7 pagesNorma Técnica Colombiana NTC 3353lorevillanuevagNo ratings yet
- NTC para ConcretoDocument1 pageNTC para ConcretoMauricio SierraNo ratings yet
- NTC1393Document15 pagesNTC1393papuchis100% (1)
- NTC 4049 PDFDocument9 pagesNTC 4049 PDFEdisson OspinaNo ratings yet
- NTC 1776 Método de Ensayo para Determinar Por Secado El Contenido Total de Humedad de Los AgregadosDocument0 pagesNTC 1776 Método de Ensayo para Determinar Por Secado El Contenido Total de Humedad de Los Agregadosanon_51651446250% (2)
- NTC 673 - Ensayo de Resistencia A La Compresion de Especimenes Cilindricos de ConcretoDocument7 pagesNTC 673 - Ensayo de Resistencia A La Compresion de Especimenes Cilindricos de ConcretoTania Melissa Bohorquez CuevasNo ratings yet
- NTC 174 Especificaciones de Los Agregados para ConcretoDocument22 pagesNTC 174 Especificaciones de Los Agregados para Concretorickatman100% (2)
- NTC 4045Document5 pagesNTC 4045Kathe ZornosaNo ratings yet
- NTC4205 3Document20 pagesNTC4205 3Deborah Holmes50% (2)
- NTC3459Document11 pagesNTC3459OSCAR HERNANDEZNo ratings yet
- Masa unitaria, rendimiento y contenido de aire del concretoDocument12 pagesMasa unitaria, rendimiento y contenido de aire del concretowillpardo00100% (2)
- NTC 1578Document19 pagesNTC 1578Victor Hugo50% (2)
- NTC 2Document34 pagesNTC 2Paolita Uribe83% (6)
- Manual CEDEL 3.0Document8 pagesManual CEDEL 3.0Freddy VasquezNo ratings yet
- NTC 385 Terminología Relativa Al Concreto y Sus AgregadosDocument9 pagesNTC 385 Terminología Relativa Al Concreto y Sus Agregadosjulianzl2110100% (1)
- Agua para concreto NTC 3459Document7 pagesAgua para concreto NTC 3459Alejandra PiedrahitaNo ratings yet
- NTC 1032Document7 pagesNTC 1032July JimenezNo ratings yet
- NTC 3512-Cuartos de Curado y TanquesDocument11 pagesNTC 3512-Cuartos de Curado y TanquesSebastian Tobon100% (1)
- NTC 539 - Atoxicidad PDFDocument161 pagesNTC 539 - Atoxicidad PDFcalidad13400% (1)
- NTC 77Document19 pagesNTC 77Sandy Jazmin Pardo Herreño100% (3)
- NTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFDocument22 pagesNTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFMarcos Suarez100% (2)
- NTC2122Document11 pagesNTC2122David Fernando Echeverria Polo0% (2)
- NTC 121 NuevaDocument17 pagesNTC 121 NuevaSneyder Ney50% (8)
- NTC454Document9 pagesNTC454Josephine Johnson0% (1)
- NTC4953 SeparadoresDocument9 pagesNTC4953 SeparadoresJavier BosigasNo ratings yet
- NTC3329Document28 pagesNTC3329Felipe Bateman100% (4)
- Pastas, morteros, adhesivos y hormigones. IEXD0409From EverandPastas, morteros, adhesivos y hormigones. IEXD0409No ratings yet
- NTC 1377 Elaboración y Curados de Especímenes de Concreto para Ensayos de LaboratoriaDocument20 pagesNTC 1377 Elaboración y Curados de Especímenes de Concreto para Ensayos de LaboratoriaÁnge Melo50% (2)
- NTC3801Document7 pagesNTC3801Sergio Alejandro Suarez GallegoNo ratings yet
- NTC3713Document8 pagesNTC3713Sergio Alejandro Suarez GallegoNo ratings yet
- Ntc1377 - Elaboracion y Curado de Especimenes de Concreto para EnsayosDocument19 pagesNtc1377 - Elaboracion y Curado de Especimenes de Concreto para EnsayosBayron Medina OspinaNo ratings yet
- NTC3692 EsclerometroDocument7 pagesNTC3692 EsclerometroBlosky Valcárcel Vargas67% (3)
- MÉTODO DE ENSAYO PARA RESISTENCIA A FLEXIÓN DE MORTEROS DE CEMENTODocument14 pagesMÉTODO DE ENSAYO PARA RESISTENCIA A FLEXIÓN DE MORTEROS DE CEMENTOMarcos Suarez50% (2)
- NTC 4321-5.aspxDocument10 pagesNTC 4321-5.aspxOscar FlechasNo ratings yet
- NTC 397 Método de Ensayo para Determinar La Expansión, Potencial de Morteros de Cemento Pórtland Expuestos A La Acción de SulfatosDocument8 pagesNTC 397 Método de Ensayo para Determinar La Expansión, Potencial de Morteros de Cemento Pórtland Expuestos A La Acción de SulfatosDavid MeloNo ratings yet
- NTC4018 Escoria de Alto Horno PDFDocument14 pagesNTC4018 Escoria de Alto Horno PDFrudatacoNo ratings yet
- NTC4072Document15 pagesNTC4072Javier MendezNo ratings yet
- NTC 294 PDFDocument9 pagesNTC 294 PDFPierre Cousteau100% (1)
- NTC 4089: Tubos y accesorios de gres para alcantarillado y drenajeDocument12 pagesNTC 4089: Tubos y accesorios de gres para alcantarillado y drenajeoscar david pinzòn alvarezNo ratings yet
- NTC 4050 PDFDocument14 pagesNTC 4050 PDFYeison Gomez PelaezNo ratings yet
- NTC 3712Document15 pagesNTC 3712jhonfredyquinteroNo ratings yet
- NTC 220 DETERMINACIÓN DE LA RESISTENCIA DE MORTEROS DE CEMENTO HIDRÁULICO USANDO CUBOS DE 50 MM Ó 50,8 MM DE LADODocument13 pagesNTC 220 DETERMINACIÓN DE LA RESISTENCIA DE MORTEROS DE CEMENTO HIDRÁULICO USANDO CUBOS DE 50 MM Ó 50,8 MM DE LADOCFernando Espitia90% (10)
- NTC 1377 Elaboracion y Curados de Especimenes de Concreto para Ensayos de LaboratoriaDocument20 pagesNTC 1377 Elaboracion y Curados de Especimenes de Concreto para Ensayos de LaboratoriaJohnny Vargas FigueredoNo ratings yet
- CabeceoDocument5 pagesCabeceonenukiNo ratings yet
- Norma NTC 110Document9 pagesNorma NTC 110Marcos LoganNo ratings yet
- NTC 118 Cementos. Método de Ensayo para Determinar El Tiempo de Fraguado Del Cemento Hidráulico Mediante El Aparato de Vicat PDFDocument7 pagesNTC 118 Cementos. Método de Ensayo para Determinar El Tiempo de Fraguado Del Cemento Hidráulico Mediante El Aparato de Vicat PDFEdier Lagos100% (10)
- NTC5784 FluidezDocument0 pagesNTC5784 Fluidezmaviuskha100% (1)
- NTC 220 Cementos. Determinación de La Resistencia de Morteros de Cemento Hidráulico Usando Cubos de 50mm Ó 50.8mm de Lado PDFDocument13 pagesNTC 220 Cementos. Determinación de La Resistencia de Morteros de Cemento Hidráulico Usando Cubos de 50mm Ó 50.8mm de Lado PDFMarcos SuarezNo ratings yet
- ntc220 Resistencia Del MorteroDocument14 pagesntc220 Resistencia Del MorteroMARINA SAAVEDRA CAMACHONo ratings yet
- CONCRETE GRID SPECIFICATION FOR PAVING AND EROSION CONTROLDocument8 pagesCONCRETE GRID SPECIFICATION FOR PAVING AND EROSION CONTROLClaudia CorreaNo ratings yet
- Barras y rollos de acero al carbonoDocument20 pagesBarras y rollos de acero al carbonoMarcos Suarez100% (1)
- NTC1926 Metodo para Determinar La Masa Unitaria Rendimiento y Contenido de Aire Por Gravimetria Del Concreto PDFDocument8 pagesNTC1926 Metodo para Determinar La Masa Unitaria Rendimiento y Contenido de Aire Por Gravimetria Del Concreto PDFlhriosNo ratings yet
- ASTM 617 Parte 1Document7 pagesASTM 617 Parte 1PadillaGonzálezJairoNo ratings yet
- Plano - 15-16 - Cubierta GeneralDocument1 pagePlano - 15-16 - Cubierta GeneralKevin Polo MantillaNo ratings yet
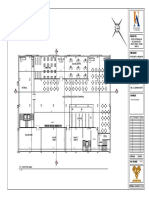
- Plano - 5-16 - Segundo Piso Centro de ConvencionesDocument1 pagePlano - 5-16 - Segundo Piso Centro de ConvencionesKevin Polo MantillaNo ratings yet
- Plano - 6-16 - Cortes Salon de Eventos y ServiciosDocument1 pagePlano - 6-16 - Cortes Salon de Eventos y ServiciosKevin Polo MantillaNo ratings yet
- Escenario AuditorioDocument1 pageEscenario AuditorioKevin Polo MantillaNo ratings yet
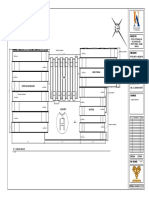
- Plano - 4-16 - Centro de Convenciones y Area de ServicioDocument1 pagePlano - 4-16 - Centro de Convenciones y Area de ServicioKevin Polo MantillaNo ratings yet
- Plano - 1-16 - Zona de Servicio y de ParqueoDocument1 pagePlano - 1-16 - Zona de Servicio y de ParqueoKevin Polo MantillaNo ratings yet
- Segundo Piso MuseoDocument1 pageSegundo Piso MuseoKevin Polo MantillaNo ratings yet
- Plano - 16-16 - FachadasDocument1 pagePlano - 16-16 - FachadasKevin Polo MantillaNo ratings yet
- Cortes de Museo - Planta HelipuertoDocument1 pageCortes de Museo - Planta HelipuertoKevin Polo MantillaNo ratings yet
- Tercer Piso MuseoDocument1 pageTercer Piso MuseoKevin Polo MantillaNo ratings yet
- Cortes de AuditorioDocument1 pageCortes de AuditorioKevin Polo MantillaNo ratings yet
- Definiciones de ConsultoríaDocument3 pagesDefiniciones de ConsultoríaKevin Polo MantillaNo ratings yet
- Libro - Centro de Convenciones Ciudad TaironaDocument83 pagesLibro - Centro de Convenciones Ciudad TaironaKevin Polo MantillaNo ratings yet
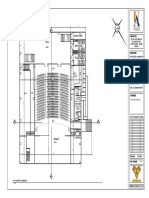
- Primer Piso AuditorioDocument1 pagePrimer Piso AuditorioKevin Polo MantillaNo ratings yet
- Palabras Griegas PDFDocument133 pagesPalabras Griegas PDFjgvieira3751No ratings yet
- Cultura TayronaDocument15 pagesCultura TayronaKevin Polo MantillaNo ratings yet
- Criterios AmbientalesDocument4 pagesCriterios AmbientalesKevin Polo MantillaNo ratings yet
- Deficits BarranquillaDocument60 pagesDeficits BarranquillaCarina AyalaNo ratings yet
- Resumen Lineamientos Tecnicos de Diseño Jardin InfantilDocument6 pagesResumen Lineamientos Tecnicos de Diseño Jardin InfantilKevin Polo MantillaNo ratings yet
- Definiciones de ConsultoríaDocument3 pagesDefiniciones de ConsultoríaKevin Polo MantillaNo ratings yet
- Expo - DiapositivasDocument36 pagesExpo - DiapositivasKevin Polo MantillaNo ratings yet
- Losas en Una y Dos DireccionesDocument28 pagesLosas en Una y Dos DireccionesKevin Polo MantillaNo ratings yet
- Manual de Accesibilidad UniversalDocument118 pagesManual de Accesibilidad UniversalCeyanez100% (5)
- Título K - NSR 10Document72 pagesTítulo K - NSR 10Tridorial100% (1)
- Bosquejos de Sermones Selectos - Ernesto BarocioDocument118 pagesBosquejos de Sermones Selectos - Ernesto BarocioChalim Ortiz100% (7)
- NTC 5551 - Durabilidad Del ConcretoDocument29 pagesNTC 5551 - Durabilidad Del ConcretoDavid Morales Nieto100% (1)
- Manual de Accesibilidad UniversalDocument118 pagesManual de Accesibilidad UniversalCeyanez100% (5)
- Concordancia Temática de La BibliaDocument551 pagesConcordancia Temática de La Bibliavidente93% (14)
- Decreto 0445 2012Document4 pagesDecreto 0445 2012Kevin Polo MantillaNo ratings yet
- Cac 075 17Document17 pagesCac 075 17isabel garciaNo ratings yet
- Administración Moderna 1 Cuestionario Final - Universidad GalileoDocument6 pagesAdministración Moderna 1 Cuestionario Final - Universidad GalileoD PelaezNo ratings yet
- MolinoDocument27 pagesMolinoCaren_Pagani_397No ratings yet
- Cuestionario Fisica 3 Labo 3Document3 pagesCuestionario Fisica 3 Labo 3Carlos PalaciosNo ratings yet
- Grupo N°6 - Proyecto Final Diseño de PlantasDocument197 pagesGrupo N°6 - Proyecto Final Diseño de PlantasMEDALY MASHIELL DIAZ POMANo ratings yet
- Hoja de Vida Silvia GallegoDocument5 pagesHoja de Vida Silvia GallegoSilvia Fernanda Gallego ArboledaNo ratings yet
- Chevrolet Vectra TDi 2Document3 pagesChevrolet Vectra TDi 2epablo007No ratings yet
- Informe Mensual 1Document15 pagesInforme Mensual 1Bairon AVNo ratings yet
- Trituradora de Impacto MóvilDocument4 pagesTrituradora de Impacto MóvilLi MingNo ratings yet
- Contrato de ConsultoriaDocument42 pagesContrato de ConsultoriaChoyWongEvelyn100% (2)
- Combina CorrespondenciaDocument4 pagesCombina CorrespondenciaMaferg ProvidaNo ratings yet
- Aplicaciones SIGDocument12 pagesAplicaciones SIGRodrigo Medina RamosNo ratings yet
- Fiat Fiorino PDFDocument230 pagesFiat Fiorino PDFAstrid Leyes60% (10)
- Plan de Dirección de Proyecto y Acta Constitutiva Edwin Omar Campos StraffonDocument10 pagesPlan de Dirección de Proyecto y Acta Constitutiva Edwin Omar Campos Straffoneocs05No ratings yet
- Logistica y Nivel de Servicio Gestión de InventarioDocument9 pagesLogistica y Nivel de Servicio Gestión de InventarioSwany MelendezNo ratings yet
- TallerCarbonilosReaccionesPolímerosDocument7 pagesTallerCarbonilosReaccionesPolímerosCarolina PerillaNo ratings yet
- 5s Aplicado A Una OficinaDocument6 pages5s Aplicado A Una OficinaWilson Sarmiento100% (1)
- Formato Analisis de Costo Horario de MaquinariaDocument5 pagesFormato Analisis de Costo Horario de MaquinariaEfren MinoNo ratings yet
- Cómo restar en Excel en menos de 40 pasosDocument22 pagesCómo restar en Excel en menos de 40 pasosMerin MerinNo ratings yet
- Práctica #I.5 Técnicas de SeparaciónDocument3 pagesPráctica #I.5 Técnicas de SeparaciónVictor Flores VasquezNo ratings yet
- Sistema Integrado de GestiónDocument34 pagesSistema Integrado de GestiónAbel CarrNo ratings yet
- Diseño de madera plástica a partir de reciclajeDocument13 pagesDiseño de madera plástica a partir de reciclajeSong Ji HoNo ratings yet
- 0 Modelos HCMDocument8 pages0 Modelos HCMDarwin Mauricio Garay FonsecaNo ratings yet
- 5 Diseño de Puente PeatonalDocument3 pages5 Diseño de Puente PeatonalcarlosahqNo ratings yet
- Software Libre y PropietarioDocument3 pagesSoftware Libre y Propietarioblesademena100% (2)
- ANTAMINA OperacionesDocument25 pagesANTAMINA OperacionesCastillo PercyNo ratings yet
- Instituto Universitario de TecnologíaDocument4 pagesInstituto Universitario de TecnologíaCarlos sifontesNo ratings yet
- Tornillos: Características, tipos y usosDocument16 pagesTornillos: Características, tipos y usosMatamoros perez Alan EduardoNo ratings yet
- Contralonia: El de de !aDocument25 pagesContralonia: El de de !aDiego SolanoNo ratings yet
- TPD U4.4 E3Document37 pagesTPD U4.4 E3ISIDRO TANATIUH HERNANDEZ FLORESNo ratings yet