You might also like
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocument28 pagesHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- HRSG WeldingDocument20 pagesHRSG WeldingBhargav ChaudhariNo ratings yet
- 308 HRSG 2Document5 pages308 HRSG 2Eduardo Sarria SuazoNo ratings yet
- Pump Doctor's Surgery: Looking Beyond The ObviousDocument2 pagesPump Doctor's Surgery: Looking Beyond The ObviousIzallmachineNo ratings yet
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Document7 pagesSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNo ratings yet
- PROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalDocument6 pagesPROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalcsNo ratings yet
- Design Guidelines Pro II Rev inDocument8 pagesDesign Guidelines Pro II Rev inNareshNo ratings yet
- Flowserve PI-07-02Document4 pagesFlowserve PI-07-02mariasofiarossiNo ratings yet
- Energy Saving in A Crude Distillation Unit by A PreflashDocument28 pagesEnergy Saving in A Crude Distillation Unit by A Preflashmathew8No ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Tehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonDocument36 pagesTehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonBerry_1986_Berry100% (1)
- Preflash DrumDocument27 pagesPreflash DrumGarry David100% (1)
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDocument18 pagesComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceDocument12 pagesStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeNo ratings yet
- Water (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyFrom EverandWater (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyNo ratings yet
- Strategies For Inspecting HRSGs in Two-Shift and Low-Load ServiceDocument9 pagesStrategies For Inspecting HRSGs in Two-Shift and Low-Load Serviceokoro matthewNo ratings yet
- Get More Out of A Single DistillationDocument5 pagesGet More Out of A Single DistillationcymyNo ratings yet
- Plate Heat Exchangers: Brian A. Flynn Limited. RefrigerationDocument8 pagesPlate Heat Exchangers: Brian A. Flynn Limited. Refrigerationarshadkhan77No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Selection and Design of CondensersDocument27 pagesSelection and Design of Condensersjdgh1986No ratings yet
- HeadsUP Stellite Delamination in HP, HRH Steam ValveDocument3 pagesHeadsUP Stellite Delamination in HP, HRH Steam Valveabdulyunus_amirNo ratings yet
- Eone Generator Gas Dryer (GGD Ii) Justification and Specification InfoDocument6 pagesEone Generator Gas Dryer (GGD Ii) Justification and Specification InfoAmal ChinthakaNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Mechanical Seal Sept10Document4 pagesMechanical Seal Sept10sureshbabu7374No ratings yet
- Turbine Bypass Valve Technology and ApplicationsDocument25 pagesTurbine Bypass Valve Technology and Applicationsoksa0% (1)
- API Flush Plan 54Document2 pagesAPI Flush Plan 54hurrikenNo ratings yet
- Making Them Work: Primary-Secondary Chilled Water SystemsDocument9 pagesMaking Them Work: Primary-Secondary Chilled Water Systemspsn_kylmNo ratings yet
- Umar Plate Heat Exchangers and EthanolDocument13 pagesUmar Plate Heat Exchangers and EthanolTara EdwardsNo ratings yet
- An Approach To Pilot Plant StudiesDocument4 pagesAn Approach To Pilot Plant StudiessaverrNo ratings yet
- HRSG PreservationDocument4 pagesHRSG PreservationmadusamNo ratings yet
- Design Guide 13: "Use Available Data To Lower System Cost"Document12 pagesDesign Guide 13: "Use Available Data To Lower System Cost"EjubNo ratings yet
- Mech Seal BFPDocument13 pagesMech Seal BFPmohammad imronNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- What Every Engineer Needs To Know About Vacuum Insulated TubingDocument8 pagesWhat Every Engineer Needs To Know About Vacuum Insulated TubingitmrepsNo ratings yet
- StalDocument8 pagesStalzbiornik23100% (1)
- Process Thermodynamic Steam Trap PDFDocument9 pagesProcess Thermodynamic Steam Trap PDFhirenkumar patelNo ratings yet
- Research Paper On Frictionless Compressor TechnologyDocument4 pagesResearch Paper On Frictionless Compressor Technologygw155nahNo ratings yet
- Water Cooled Check-Valves PDFDocument9 pagesWater Cooled Check-Valves PDFGeorge John Amegashie100% (1)
- Get More Out of Single-Stage Distillation: Reactions and SeparationsDocument5 pagesGet More Out of Single-Stage Distillation: Reactions and Separationsnghiemta18No ratings yet
- BR 1899Document20 pagesBR 1899vb_pol@yahooNo ratings yet
- Clippard Avoid Electrical Hazards ArticleDocument4 pagesClippard Avoid Electrical Hazards ArticleJohn Melanathy IINo ratings yet
- Barclay, 2007 - SMR LNG ProcessDocument10 pagesBarclay, 2007 - SMR LNG ProcessfatimaludovicoNo ratings yet
- LNG15 SMR LNG Process - 0703200760743Document10 pagesLNG15 SMR LNG Process - 0703200760743radenbagusNo ratings yet
- SPE-172745-MS Innovative, Cost Effective and Simpler Technology To Recover Flare GasDocument21 pagesSPE-172745-MS Innovative, Cost Effective and Simpler Technology To Recover Flare Gaswhoisme100% (1)
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument25 pagesCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Unit Operations Thumb RulesDocument9 pagesUnit Operations Thumb RuleshibhavuNo ratings yet
- Vacuum Breaker ValveDocument2 pagesVacuum Breaker ValveRaghunath YeturiNo ratings yet
- Pro II Tutorial - Rev 9Document15 pagesPro II Tutorial - Rev 9Manikandan SubramanianNo ratings yet
- Case Study Troubleshooting Centrifugal Compressor TripsDocument13 pagesCase Study Troubleshooting Centrifugal Compressor TripsiJordanScribdNo ratings yet
- 2010 06 Whats Going On With Loop PerformanceDocument4 pages2010 06 Whats Going On With Loop PerformanceKarl GlorstadNo ratings yet
- Gast Compressed Air Systems enDocument11 pagesGast Compressed Air Systems enKrzysiek PodsiadłoNo ratings yet
- Case Study Alternatives CCDocument10 pagesCase Study Alternatives CCEvertVeNo ratings yet
- ALS SystemsDocument9 pagesALS Systemsnubiamaro123No ratings yet
- Hardness Table PDFDocument1 pageHardness Table PDFMelissa MurrayNo ratings yet
- Tata Precision Tubes Brochure PDFDocument16 pagesTata Precision Tubes Brochure PDFvtbkNo ratings yet
- Superbainite PDFDocument130 pagesSuperbainite PDFvtbkNo ratings yet
- HP LP Bypass System (Turbine)Document9 pagesHP LP Bypass System (Turbine)Debasish Dewan67% (3)
- Thermowells Explained PDFDocument6 pagesThermowells Explained PDFvtbkNo ratings yet
- 410S Data Sheet PDFDocument2 pages410S Data Sheet PDFvtbkNo ratings yet
- Steel PDFDocument41 pagesSteel PDFvtbkNo ratings yet
- Cralloys PDFDocument2 pagesCralloys PDFvtbkNo ratings yet
- Cooperheat TAU Manual 110V 240V PDFDocument17 pagesCooperheat TAU Manual 110V 240V PDFvtbkNo ratings yet
- C 22catalogDocument24 pagesC 22catalogvtbkNo ratings yet
- C 22catalogDocument24 pagesC 22catalogvtbkNo ratings yet
- Coal Mills PDFDocument16 pagesCoal Mills PDFvtbkNo ratings yet
- Centrifugal Pump Basi PDFDocument1 pageCentrifugal Pump Basi PDFvtbkNo ratings yet
- HASTELLOY C-276 Alloy PDFDocument16 pagesHASTELLOY C-276 Alloy PDFvtbkNo ratings yet
- 0012E Surface Cleaning Standards PDFDocument1 page0012E Surface Cleaning Standards PDFvtbkNo ratings yet
- Twi PWHT PDFDocument10 pagesTwi PWHT PDFvtbkNo ratings yet
- ESAB MMA Consumable July07-2 PDFDocument64 pagesESAB MMA Consumable July07-2 PDFvtbkNo ratings yet
- EssarSteel HR CR BrochureDocument6 pagesEssarSteel HR CR Brochureneettiyath1No ratings yet
- Sealants Adhesives PDFDocument4 pagesSealants Adhesives PDFvtbkNo ratings yet
- Valves Gallery PDFDocument4 pagesValves Gallery PDFvtbkNo ratings yet
- Sa515 GR 70 and Sa516 GR 70 t2776 PDFDocument3 pagesSa515 GR 70 and Sa516 GR 70 t2776 PDFvtbkNo ratings yet
- HED Brochure PDFDocument20 pagesHED Brochure PDFvtbkNo ratings yet
- Polyurethane PDFDocument2 pagesPolyurethane PDFvtbk0% (1)
- HP LP Byepass Gallery PDFDocument2 pagesHP LP Byepass Gallery PDFvtbkNo ratings yet
- Soot Blower Lance Tube CorrosionDocument11 pagesSoot Blower Lance Tube CorrosionKECS_kck100% (1)
- LR Soot Blow PDFDocument35 pagesLR Soot Blow PDFvtbk100% (1)
- LR Soot Blow PDFDocument35 pagesLR Soot Blow PDFvtbk100% (1)
- Tutorial Motor Basics Lecture PDFDocument23 pagesTutorial Motor Basics Lecture PDFBenjaminas OrlovasNo ratings yet
- Long Travel Retractable Sootblower: SpecificationsDocument2 pagesLong Travel Retractable Sootblower: SpecificationsvtbkNo ratings yet
- Fluid End Assembly: EWS-440 Pump Spare Parts ListDocument10 pagesFluid End Assembly: EWS-440 Pump Spare Parts ListmarianoNo ratings yet
- Flare Gas Recovery Using Gas EjectorDocument8 pagesFlare Gas Recovery Using Gas Ejectoremmanuel limaNo ratings yet
- DK Lok v33 Series Inline Check ValveDocument4 pagesDK Lok v33 Series Inline Check Valvecenter steel110No ratings yet
- Hydraulic PumpServovalve Assembly PDFDocument34 pagesHydraulic PumpServovalve Assembly PDFmecambNo ratings yet
- C&N Pipeline CatalogueDocument14 pagesC&N Pipeline Cataloguetharaka.me2018No ratings yet
- Inside This Issue : Techfact / TechtipDocument9 pagesInside This Issue : Techfact / TechtipcarlosNo ratings yet
- Code: Btpp/Turbine/007/Vacuum Raising Guidelines For Condenser Vacuum Raising PreconditionDocument5 pagesCode: Btpp/Turbine/007/Vacuum Raising Guidelines For Condenser Vacuum Raising PreconditionPrakash ChoudharyNo ratings yet
- Braden WinchesDocument32 pagesBraden Winchescacalot93No ratings yet
- Service Manual Miini Compresor Maquet VentiladorDocument38 pagesService Manual Miini Compresor Maquet VentiladordhcastanoNo ratings yet
- GBCPP PCV 2030Document1 pageGBCPP PCV 2030Firstyan Dhika AldaniNo ratings yet
- Wey Knife Gate Valve Models NA, A1 & W1Document4 pagesWey Knife Gate Valve Models NA, A1 & W1cvfNo ratings yet
- 6N330 (0CH10-M26102)Document343 pages6N330 (0CH10-M26102)Agung Hidayatullah100% (3)
- Checklist For MEP Site WorksDocument5 pagesChecklist For MEP Site Works'AgusSp'No ratings yet
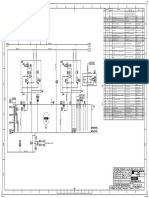
- 01 PP01024 B Hyd - CKTDocument1 page01 PP01024 B Hyd - CKTAvishek DasNo ratings yet
- Instruction Manual Fisher Fieldvue dvc6200 Sis Digital Valve Controller en 122736Document124 pagesInstruction Manual Fisher Fieldvue dvc6200 Sis Digital Valve Controller en 122736Gangsar DwikaNo ratings yet
- Glass Blowing EquipmentDocument7 pagesGlass Blowing EquipmentJustine VivasNo ratings yet
- Wellhead Requirements Vol 5Document27 pagesWellhead Requirements Vol 5Pedro DutraNo ratings yet
- Intro PipingDocument64 pagesIntro PipingAjay Kumar92% (12)
- Hidrolik Diagram sk200-8 ALL WarnaDocument23 pagesHidrolik Diagram sk200-8 ALL WarnaDkcmi DodiNo ratings yet
- Manual AJAX - 31414Document637 pagesManual AJAX - 31414Alberto Esau Reyes CruzNo ratings yet
- Actuator Siemens SSBDocument10 pagesActuator Siemens SSBspjspj33No ratings yet
- 17561Document30 pages17561Amit GhadeNo ratings yet
- Hydraulic Breaker Operation ManualDocument61 pagesHydraulic Breaker Operation ManualJoseph Emmanuel ParedesNo ratings yet
- SX 1D Users Manual - EngDocument1 pageSX 1D Users Manual - EngZepo DepoNo ratings yet
- Flowrox PVG Valve: Cost Effective SolutionDocument2 pagesFlowrox PVG Valve: Cost Effective SolutionVictor AcuñaNo ratings yet
- Pdn1000 3us Valvair IIDocument10 pagesPdn1000 3us Valvair IIMihai Cosmin PaunNo ratings yet
- Keystone Fig. AR1-AR2 Butterfly ValveDocument4 pagesKeystone Fig. AR1-AR2 Butterfly Valvepca97No ratings yet
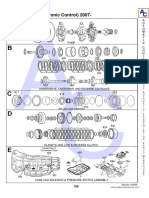
- 6 Speed RWD (Electronic Control) 2007-: Revision 10/2009Document3 pages6 Speed RWD (Electronic Control) 2007-: Revision 10/2009krzysiek1975No ratings yet
- Pol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationDocument28 pagesPol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationKiran KumarNo ratings yet
- 25 TDocument7 pages25 THan Kiat100% (1)