You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- PACE Sandblast LessonsDocument17 pagesPACE Sandblast LessonspozolabNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Welding Domex SteelsDocument16 pagesWelding Domex Steelspozolab100% (1)
- DoD FMECA From Reliability Analysis CenterDocument127 pagesDoD FMECA From Reliability Analysis Centerpozolab100% (7)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- LFI 5-09 (English)Document13 pagesLFI 5-09 (English)pozolabNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Designers Guide To PeeningDocument10 pagesDesigners Guide To PeeningpozolabNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Pro Engineer Tutorial, Sheet Metal DesignDocument17 pagesPro Engineer Tutorial, Sheet Metal DesignpozolabNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Certified Welding EngineerDocument4 pagesCertified Welding Engineerjunidomar100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Plate HistoryDocument255 pagesPlate HistorypozolabNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Thoriated ElectrodesDocument2 pagesThoriated ElectrodespozolabNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Cre, Asq CreDocument8 pagesCre, Asq CreEddie KuangNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Mil HDBK 217FDocument205 pagesMil HDBK 217FfrankimarceloNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- SE MSA FundamentalsDocument1 pageSE MSA FundamentalspozolabNo ratings yet
- Map of MonacoDocument2 pagesMap of MonacopozolabNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Steyr Scout User ManualDocument46 pagesSteyr Scout User ManualpozolabNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- DAPS V2.0 MethodologyDocument442 pagesDAPS V2.0 MethodologypozolabNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- AluminumDocument8 pagesAluminumoldgoaly8330No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- MIL-STD-271, Requirments For NDTDocument97 pagesMIL-STD-271, Requirments For NDTpozolab100% (1)
- New Prod Brochure EngDocument20 pagesNew Prod Brochure EngpozolabNo ratings yet
- Datasheet Bridgecam Welding GaugesDocument1 pageDatasheet Bridgecam Welding GaugespozolabNo ratings yet
- Graco Lubrication EquipmentDocument12 pagesGraco Lubrication EquipmentpozolabNo ratings yet
- Systems Engineering Guide For Systems of SystemsDocument148 pagesSystems Engineering Guide For Systems of Systemspozolab100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Naval Systems Engineering Guide Oct2004Document295 pagesNaval Systems Engineering Guide Oct2004pozolabNo ratings yet
- Dormer Drilling CatalogDocument45 pagesDormer Drilling CatalogpozolabNo ratings yet
- Aerospace Jet Engine Cleaning TechnologiesDocument2 pagesAerospace Jet Engine Cleaning TechnologiespozolabNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Mil STD 105eDocument76 pagesMil STD 105eAli HassanNo ratings yet
- Department of Defense Test Method Standard: Dod Preferred Methods For Acceptance of ProductDocument33 pagesDepartment of Defense Test Method Standard: Dod Preferred Methods For Acceptance of ProductVladimir AquinoNo ratings yet
- MIL-STD-3022 Documentation of Verification and ValidationDocument55 pagesMIL-STD-3022 Documentation of Verification and Validationpozolab100% (1)
- DA PAM 70-3 Army AqusitionDocument284 pagesDA PAM 70-3 Army AqusitionpozolabNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- DoD Systems Engineering FundementalsDocument296 pagesDoD Systems Engineering Fundementalspozolab100% (3)
- All About Drill BitsDocument10 pagesAll About Drill BitsjunarNo ratings yet
- Trusa Tenting Profix Trusa de Pini Profix Trusa de Șuruburi ProfixDocument2 pagesTrusa Tenting Profix Trusa de Pini Profix Trusa de Șuruburi ProfixFrancisc BartokNo ratings yet
- 5 Foot Picnic Table PlansDocument15 pages5 Foot Picnic Table Plansgerardo mendezNo ratings yet
- Hashira SacDocument14 pagesHashira SacErick SalazarNo ratings yet
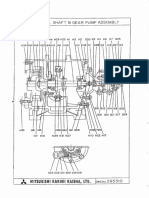
- Mitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorDocument3 pagesMitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorSergei KurpishNo ratings yet
- AIC7136 - AH03840 - Rev00 (Nam Cham Gioi Han)Document5 pagesAIC7136 - AH03840 - Rev00 (Nam Cham Gioi Han)pnmr560No ratings yet
- KK 733042 PNRN 2008Document110 pagesKK 733042 PNRN 2008ДДДNo ratings yet
- Ansi Asme B1.20.1-1983Document5 pagesAnsi Asme B1.20.1-1983lorenzinho290No ratings yet
- Mega Crimp GatesDocument49 pagesMega Crimp Gatesjads301179No ratings yet
- Kirti Steel Industries: Price ListDocument8 pagesKirti Steel Industries: Price ListSANGHVI OVERSEASNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Straight Thread Size Comparison Chart: Catalog 3501EDocument1 pageStraight Thread Size Comparison Chart: Catalog 3501EBaoLCNo ratings yet
- 34 Solid Carbide Thread MillsDocument2 pages34 Solid Carbide Thread Millslintang madi sudiroNo ratings yet
- 193 - Din - Handbook BASICDocument1 page193 - Din - Handbook BASICsamirfun2006No ratings yet
- DrillingDocument10 pagesDrillingAce Michael AldamarNo ratings yet
- Threads Standard Reference Guide Rev4 PDFDocument21 pagesThreads Standard Reference Guide Rev4 PDFPham CongNo ratings yet
- Fanuc Turn DefaultDocument7 pagesFanuc Turn DefaultСтефан ВоденичаровNo ratings yet
- Metric Tap and Clearance Drill SizesDocument1 pageMetric Tap and Clearance Drill SizesFahmi SyaifuddinNo ratings yet
- BSP (British Standard Pipe)Document5 pagesBSP (British Standard Pipe)bintolalNo ratings yet
- Stock Gin Engineers April 2010Document80 pagesStock Gin Engineers April 2010rachelibdNo ratings yet
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- Part List 5100 (SCM296)Document15 pagesPart List 5100 (SCM296)AstraluxNo ratings yet
- J S Auto Cast Foundry India PVT LTD.,: Tool LayoutDocument24 pagesJ S Auto Cast Foundry India PVT LTD.,: Tool Layoutkishore RavindranNo ratings yet
- Metric Thread Size and Tolerance CalculatorDocument6 pagesMetric Thread Size and Tolerance Calculatorsales100% (1)
- Ahai Tool Masterlist 2020Document39 pagesAhai Tool Masterlist 2020carl reevesNo ratings yet
- Power Screw ReportDocument15 pagesPower Screw ReportTanvesh PatilNo ratings yet
- Price List - MM - Dated 20-04-2021Document1 pagePrice List - MM - Dated 20-04-2021mshNo ratings yet
- Bumper RhinoDocument18 pagesBumper RhinoCentro de Diagnostico Balcarce TostadoNo ratings yet
- BN 20367Document2 pagesBN 20367HarmanNo ratings yet
- Brother EF4 V51Document66 pagesBrother EF4 V51YEMC YEMCNo ratings yet
- Shop Made Bandsaw Fence DrawingsDocument2 pagesShop Made Bandsaw Fence DrawingsAnderson DanNo ratings yet
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsFrom EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsRating: 4.5 out of 5 stars4.5/5 (2)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchFrom EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchRating: 5 out of 5 stars5/5 (1)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)