You might also like
- Auditoria Interna de Una CarpinteríaDocument8 pagesAuditoria Interna de Una CarpinteríaCecilia Janet Mendez RamirezNo ratings yet
- Manual ABBYY Fine Reader 11Document115 pagesManual ABBYY Fine Reader 11sandrofabianNo ratings yet
- Timex T2N729.portuguêsDocument1 pageTimex T2N729.portuguêsRobsonNo ratings yet
- Introduccion A La IngenieriaDocument20 pagesIntroduccion A La IngenieriaCecilia Janet Mendez RamirezNo ratings yet
- Despierta Papa - DespiertaDocument32 pagesDespierta Papa - DespiertaFrank Ari AlvNo ratings yet
- 3.2. Relacion de Los Medios de DifusionDocument1 page3.2. Relacion de Los Medios de DifusionCecilia Janet Mendez RamirezNo ratings yet
- Tipos de ErrorDocument8 pagesTipos de ErrorCecilia Janet Mendez RamirezNo ratings yet
- Proyecto Ecologico para Las Zonas de Prodduccion Del LadrilloDocument4 pagesProyecto Ecologico para Las Zonas de Prodduccion Del LadrilloCecilia Janet Mendez RamirezNo ratings yet
- La Ingenieria y El Desarrollo SocioeconómicoDocument13 pagesLa Ingenieria y El Desarrollo SocioeconómicoCecilia Janet Mendez RamirezNo ratings yet
- Enlace CovalenteDocument5 pagesEnlace CovalenteCecilia Janet Mendez RamirezNo ratings yet
- Formacion Del IngenieroDocument18 pagesFormacion Del IngenieroCecilia Janet Mendez RamirezNo ratings yet
- TPM para optimizar equipos y procesosDocument43 pagesTPM para optimizar equipos y procesosCecilia Janet Mendez Ramirez100% (1)
- Marco Antonio Medina MartinezDocument5 pagesMarco Antonio Medina MartinezCecilia Janet Mendez RamirezNo ratings yet
- Ensayo de Admon de CalidadDocument2 pagesEnsayo de Admon de CalidadCesar CervantesNo ratings yet
- Equipo 1 Manual de SeguridadDocument136 pagesEquipo 1 Manual de SeguridadCecilia Janet Mendez RamirezNo ratings yet
- Casa de CalidadDocument5 pagesCasa de CalidadCecilia Janet Mendez RamirezNo ratings yet
- Gel (Y Sus Aplicaciones)Document3 pagesGel (Y Sus Aplicaciones)Cecilia Janet Mendez RamirezNo ratings yet
- Optimizacion de RedesDocument4 pagesOptimizacion de RedesCecilia Janet Mendez RamirezNo ratings yet
- EJERCICIOSDocument19 pagesEJERCICIOSEunice Viquez RuizNo ratings yet
- Auditoria en Un Taller MecánicoDocument10 pagesAuditoria en Un Taller MecánicoCecilia Janet Mendez RamirezNo ratings yet
- Teoria General de SistemasDocument15 pagesTeoria General de SistemasCecilia Janet Mendez RamirezNo ratings yet
- Equipo de Protección PersonalDocument12 pagesEquipo de Protección PersonalCecilia Janet Mendez RamirezNo ratings yet
- IO2108-02 Elab Proy Titulación 0Document3 pagesIO2108-02 Elab Proy Titulación 0Cecilia Janet Mendez RamirezNo ratings yet
- Meta 2Document3 pagesMeta 2Cecilia Janet Mendez RamirezNo ratings yet
- EJERCICIOSDocument19 pagesEJERCICIOSEunice Viquez RuizNo ratings yet
- Proyecto de SimulaciónDocument3 pagesProyecto de SimulaciónCecilia Janet Mendez RamirezNo ratings yet
- Cllienting Fidelizacion de ClientesDocument146 pagesCllienting Fidelizacion de ClientesJorge Salas Negroni86% (7)
- Tabla Encuesta Libro1Document2 pagesTabla Encuesta Libro1Cecilia Janet Mendez RamirezNo ratings yet
- MimateDocument26 pagesMimateCecilia Janet Mendez RamirezNo ratings yet
- Auditoria en Un Taller MecánicoDocument10 pagesAuditoria en Un Taller MecánicoCecilia Janet Mendez RamirezNo ratings yet
- La Quimica en La Vida CotidianaDocument418 pagesLa Quimica en La Vida Cotidianaapi-373641880% (20)
- Cronometria - Semana 09 - Razonamiento Matematico Archivo Oficial Profesores SIGMADocument6 pagesCronometria - Semana 09 - Razonamiento Matematico Archivo Oficial Profesores SIGMACesar rumiche amayaNo ratings yet
- F-LAB-003 Registro de Rotura y FlexiónDocument5 pagesF-LAB-003 Registro de Rotura y FlexiónAllison Bolo GavilanoNo ratings yet
- TaquimetriaDocument45 pagesTaquimetriaYesseña Abegail0% (1)
- Cómo medir en milímetros con un calibrador VernierDocument13 pagesCómo medir en milímetros con un calibrador VernierSteban LuceroNo ratings yet
- PDF Lab 03 Sensores Fuerza y Celdas Carga DL - Removed - RemovedDocument6 pagesPDF Lab 03 Sensores Fuerza y Celdas Carga DL - Removed - RemovedSmith James Alarcon ChiclllaNo ratings yet
- Medición de corriente y voltaje con multímetro digitalDocument42 pagesMedición de corriente y voltaje con multímetro digitalCesar EduardoNo ratings yet
- Hidraulica Basica Practica 2Document9 pagesHidraulica Basica Practica 2Jesus Omar TepetlaNo ratings yet
- Elt2811a Ep1Document1 pageElt2811a Ep1Daniel Josè Montaño MonroyNo ratings yet
- Practica VernierDocument16 pagesPractica VernierTeddy86% (7)
- Levantamiento topográfico poligonal abiertaDocument7 pagesLevantamiento topográfico poligonal abiertaMedina R. BergmanNo ratings yet
- Control MetrológicoDocument5 pagesControl MetrológicoRomina Pérez LissiNo ratings yet
- El Teodolito - TopografiaDocument13 pagesEl Teodolito - TopografiaMartin OliveraNo ratings yet
- TOPOGRAFIA - LEVANTAMIENTO TOPOGRAFICOdocxDocument20 pagesTOPOGRAFIA - LEVANTAMIENTO TOPOGRAFICOdocxFabian Espino TriveñoNo ratings yet
- Examen Final Topo I 8.04.2022Document3 pagesExamen Final Topo I 8.04.2022DANIEL ROLANDO APONTE VILCANo ratings yet
- FagorDocument17 pagesFagorangelaNo ratings yet
- Seguridad, Vernier e Identificación de TornillosDocument20 pagesSeguridad, Vernier e Identificación de TornillosShamir BerrioNo ratings yet
- Trabajo II Barrido de Angulos Horizontales Con El TeodolitoDocument18 pagesTrabajo II Barrido de Angulos Horizontales Con El TeodolitoLuis Eloy Rodriguez CanchayaNo ratings yet
- Nuevo Documento de Microsoft WordDocument12 pagesNuevo Documento de Microsoft WordjhonnNo ratings yet
- Informe Practica #6 Brigada Quentin A3ckdljfcmDocument15 pagesInforme Practica #6 Brigada Quentin A3ckdljfcmAdela RamirezNo ratings yet
- Mediciones con calibrador y micrómetro en motores de combustión internaDocument22 pagesMediciones con calibrador y micrómetro en motores de combustión internaruben llumiNo ratings yet
- Resolución y Rango en Un Medidor DigitalDocument4 pagesResolución y Rango en Un Medidor DigitalMauricio LopNo ratings yet
- Clase 2Document23 pagesClase 2Paulina Ramos.No ratings yet
- LEVANTAMIENTO TOPOGRÁFICO DE UNA PARCELA PECUARIADocument15 pagesLEVANTAMIENTO TOPOGRÁFICO DE UNA PARCELA PECUARIAAlex AcevedoNo ratings yet
- Aproximación final de no precisiónDocument31 pagesAproximación final de no precisiónCamilo RestrepoNo ratings yet
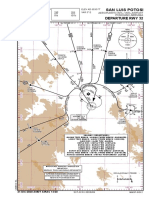
- MMSP Departure Rwy 32Document2 pagesMMSP Departure Rwy 32A 16 Jose Maria Muñoz CalderonNo ratings yet
- Como Funciona Un Vor AviacionDocument9 pagesComo Funciona Un Vor AviacionJuan Manuel García100% (1)
- Complejo Educativo de JoyeríaDocument2 pagesComplejo Educativo de JoyeríaAnonymous AEmBWFu3No ratings yet
- Instructivo 2020 Mecatron WN Milenio CHDocument16 pagesInstructivo 2020 Mecatron WN Milenio CHAdolfo GonzálezNo ratings yet