You might also like
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- TD Etude de PhaseDocument8 pagesTD Etude de Phasekld_bata100% (1)
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibNo ratings yet
- 2stm Juillet 2011 Correction PDFDocument8 pages2stm Juillet 2011 Correction PDFabdoNo ratings yet
- Chapitre 003 Programmation Des MocnDocument125 pagesChapitre 003 Programmation Des MocnsiniorNo ratings yet
- Exam Tech CN PR 2019 v1Document2 pagesExam Tech CN PR 2019 v1Parc ElyesNo ratings yet
- Examen FF V2 2016 Énoncé PDFDocument14 pagesExamen FF V2 2016 Énoncé PDFYassin BelkacemNo ratings yet
- Examen FF 2017 V1 Énoncé - 231102 - 175709Document16 pagesExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755No ratings yet
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4No ratings yet
- 2016 ExamenDocument4 pages2016 ExamenFrançoise NicolasNo ratings yet
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Catia Ms MelaouhiDocument15 pagesCatia Ms MelaouhiGhassen Bouslama100% (1)
- TD-3 Train ÉpicycloïdalDocument1 pageTD-3 Train Épicycloïdalchouchene100% (2)
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresNo ratings yet
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef TrimechNo ratings yet
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALINo ratings yet
- Pdf-Gamme CompressDocument18 pagesPdf-Gamme Compresskuzgun cebeciNo ratings yet
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Sujet Haas PDFDocument5 pagesSujet Haas PDFNaoufel FaresNo ratings yet
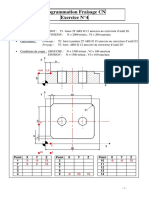
- Exercice N4Document1 pageExercice N4O ZNo ratings yet
- M9 - Conception Et Dessin D'outillage de Production Version 2Document119 pagesM9 - Conception Et Dessin D'outillage de Production Version 2Taha ZianeNo ratings yet
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniNo ratings yet
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangNo ratings yet
- TP Fraisage Pour Les NuleDocument9 pagesTP Fraisage Pour Les Nuleelking gingstarsNo ratings yet
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- TP1 Part-Design V5Document13 pagesTP1 Part-Design V5bobNo ratings yet
- CC TR 2010 2011Document2 pagesCC TR 2010 2011Soulaiman AndahmouNo ratings yet
- TSMFM 1a M19 Efm V1Document2 pagesTSMFM 1a M19 Efm V1badreddine hadriNo ratings yet
- Rapport ScientificDocument21 pagesRapport ScientificSekou KabaNo ratings yet
- Exercice 4Document2 pagesExercice 4Ahmed DjebbiNo ratings yet
- GammeDocument18 pagesGammeMakrem CherifNo ratings yet
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifNo ratings yet
- 1 Equerre 2DDocument6 pages1 Equerre 2DISMAIL ABOUESAAD100% (1)
- Examen Fao 20211Document5 pagesExamen Fao 20211Amer ChaffaiNo ratings yet
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 pagesFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarNo ratings yet
- Cours de Pliage SWDocument11 pagesCours de Pliage SWMed Ali100% (1)
- 4-Contrat de Phase #10-EquerreDocument1 page4-Contrat de Phase #10-EquerreSouhayle LamrabetNo ratings yet
- Gamme CorrigéDocument2 pagesGamme CorrigéMohsen SaidiNo ratings yet
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofNo ratings yet
- Devoir de Synthèse N°3 2009 2010 (Ghnimi Noura (Gharbi Jamel Eddine)Document6 pagesDevoir de Synthèse N°3 2009 2010 (Ghnimi Noura (Gharbi Jamel Eddine)Khaled AamiraNo ratings yet
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelNo ratings yet
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniNo ratings yet
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiNo ratings yet
- Sujet AFS 2020 PrincipalDocument25 pagesSujet AFS 2020 PrincipalIbrahim Êl BæzNo ratings yet
- M6 - TSMFM 2ème Partie) ModifieDocument121 pagesM6 - TSMFM 2ème Partie) ModifieAyoub ElcaidiNo ratings yet
- Exercice PDFDocument2 pagesExercice PDFAmr AkramNo ratings yet
- TD FaoDocument3 pagesTD FaoAmer ChaffaiNo ratings yet
- TD1EDocument2 pagesTD1EmedNo ratings yet
- 2 TD AVPEF Butée - Comd PDFDocument1 page2 TD AVPEF Butée - Comd PDFkimb100% (1)
- Cycles Preprogrammes ProfDocument12 pagesCycles Preprogrammes Prof0001fredNo ratings yet
- TP 3 Corps Dun Porte - OutiDocument5 pagesTP 3 Corps Dun Porte - Outiayman zianiNo ratings yet
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiNo ratings yet
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- Corrigé Passage TSMFM 2010 PDFDocument6 pagesCorrigé Passage TSMFM 2010 PDFRzdx 991100% (3)
- Dossier Fabrication Re 2Document3 pagesDossier Fabrication Re 2khocineNo ratings yet
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- TSMFM FF Theorique2010 Version CDCDocument11 pagesTSMFM FF Theorique2010 Version CDCHanane TounsiNo ratings yet
- TP Fraisage Alesage TESIDocument10 pagesTP Fraisage Alesage TESIhe200gabNo ratings yet
- EXO Fabrication Assistee Par Ordinateur de 2 A 5 Axes 2007Document4 pagesEXO Fabrication Assistee Par Ordinateur de 2 A 5 Axes 2007Ben FahNo ratings yet
- Tête Universelle de La Fraiseuse: Présentation Du Support D'activitéDocument7 pagesTête Universelle de La Fraiseuse: Présentation Du Support D'activitéAhlèm SààdàouiNo ratings yet
- TCP 08 Rep Coupes Et Sections P 72 96Document12 pagesTCP 08 Rep Coupes Et Sections P 72 96amou rakNo ratings yet
- Cor E FbaAO 2021 VDocument3 pagesCor E FbaAO 2021 Vhamza chaabaniNo ratings yet
- Sulzer PDFDocument1 pageSulzer PDFPatrick DelobelleNo ratings yet
- Exercice 1 TYMOLDocument81 pagesExercice 1 TYMOLJopeth YoussefNo ratings yet
- Plani Techno Pro Et Matériau 3 Et 4Document7 pagesPlani Techno Pro Et Matériau 3 Et 4Yohann NgankongNo ratings yet
- Manual Maquina de Cocer Brother NV 950 DDocument8 pagesManual Maquina de Cocer Brother NV 950 DCésar ValenzuelaNo ratings yet
- 6conception, Métallurgie Et Process en Fonderie À Cire Perdue Pour JoaillerieDocument2 pages6conception, Métallurgie Et Process en Fonderie À Cire Perdue Pour JoailleriejabeNo ratings yet
- MT 50Document18 pagesMT 50Majda BelkhaouiNo ratings yet
- Correction-De-Rayon Etudiants V5Document13 pagesCorrection-De-Rayon Etudiants V5FARES NaoufelNo ratings yet
- La Barboteuse Sollya - Patron de Couture GratuitDocument11 pagesLa Barboteuse Sollya - Patron de Couture Gratuitedition sacre coeurNo ratings yet
- 10-Gamme - Usinage - 2010 (1dia - Page) PDFDocument32 pages10-Gamme - Usinage - 2010 (1dia - Page) PDFHanane Tounsi100% (1)
- L'Oxycoupage: AcierDocument6 pagesL'Oxycoupage: AcierCasa Rabat CommerceNo ratings yet
- Autour Du CartonDocument17 pagesAutour Du CartonSaad ElfalahNo ratings yet
- Velux CXP Manuell FR v2mDocument2 pagesVelux CXP Manuell FR v2mVince GilvertNo ratings yet
- Les Perspectives + Les Éléments Graphiques PermanentsDocument5 pagesLes Perspectives + Les Éléments Graphiques PermanentsOriol Varela ZEUDJO TIYONo ratings yet
- Coussin LicorneDocument7 pagesCoussin LicorneneigeNo ratings yet
- Cours Prof Filetage TardageDocument4 pagesCours Prof Filetage Tardageyassine yazidiNo ratings yet
- Art de La Fuste VOL 1.4 Decouvrir La Construction en Bois Bruts PDF ED 2013 (Thierry Houdart) Maison Bois Massif FRDocument106 pagesArt de La Fuste VOL 1.4 Decouvrir La Construction en Bois Bruts PDF ED 2013 (Thierry Houdart) Maison Bois Massif FREric Lebeau0% (1)
- HUET Documentation PyroporteDocument2 pagesHUET Documentation PyroporteOthman BenomarNo ratings yet
- La Menuiserie: Comme Un Pro !Document22 pagesLa Menuiserie: Comme Un Pro !BaribalNo ratings yet
- Jupe HAVANADocument22 pagesJupe HAVANAsofrancaisesNo ratings yet
- Cours Visserie Boulonnerie PDocument4 pagesCours Visserie Boulonnerie Pchris100% (5)
- Correcteurs Dynamiques en Fraisage ProfDocument7 pagesCorrecteurs Dynamiques en Fraisage ProfYacine YasuNo ratings yet
- Escargot Arc en Ciel Amigurumi PDF Patron GratuitDocument6 pagesEscargot Arc en Ciel Amigurumi PDF Patron Gratuitlolo16000No ratings yet
- Compte Rendu TP Tournage PDFDocument4 pagesCompte Rendu TP Tournage PDFRa Him100% (3)
- FDP Série JDH 5.25 - CopieDocument5 pagesFDP Série JDH 5.25 - CopieNizar Ben LarbiNo ratings yet
- Dessin TechniqueDocument29 pagesDessin Techniquemahdi ghebouliNo ratings yet
- Moam - Info Telecharger Le PDF La Bourse de La Machine Outil 59fd69091723dd42187b6730Document32 pagesMoam - Info Telecharger Le PDF La Bourse de La Machine Outil 59fd69091723dd42187b6730Hugo RollinNo ratings yet
- Evaluation VFDocument42 pagesEvaluation VFzakia bentalebNo ratings yet