You might also like
- SYS849 3 Usinage Partie IDocument37 pagesSYS849 3 Usinage Partie Ic oussamaNo ratings yet
- ST EngrenagesDocument2 pagesST EngrenagescgdgcxgdfsgfdfgdfgvNo ratings yet
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriNo ratings yet
- 3 Gu BC PDFDocument2 pages3 Gu BC PDFtagne simo rodrigueNo ratings yet
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasNo ratings yet
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALINo ratings yet
- Techniques D'assemblage Par Dupont PDFDocument16 pagesTechniques D'assemblage Par Dupont PDFSamir Djezzar0% (1)
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMDocument70 pagesM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMBrahim Kh50% (2)
- Répertoire Des ModulesdigitalisésDocument87 pagesRépertoire Des ModulesdigitalisésHamza ChaloutNo ratings yet
- Lesson5 CN APT PDFDocument25 pagesLesson5 CN APT PDFStephane Durel MbidaNo ratings yet
- 1-Gamme DusinageDocument1 page1-Gamme Dusinagetagne simo rodrigue100% (1)
- Elaborer Un Contrat de PhaseDocument2 pagesElaborer Un Contrat de PhaseZikoNo ratings yet
- Chapitre 02 - Syst+ - Me FAODocument12 pagesChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiNo ratings yet
- Polycopié CAO Couleur - 2012 PDFDocument199 pagesPolycopié CAO Couleur - 2012 PDFnb jyNo ratings yet
- 1 Fourreau 2DDocument1 page1 Fourreau 2DYasine M'ghariNo ratings yet
- Catalogue de Formation Catia FAO FRDocument20 pagesCatalogue de Formation Catia FAO FRNaoufel FaresNo ratings yet
- Tribologie MasterDocument15 pagesTribologie MasterabderazakNo ratings yet
- Gamme D UsinageDocument5 pagesGamme D UsinageImedooImedNo ratings yet
- MDDocument10 pagesMDlamiabejaouiNo ratings yet
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Harrouche Fateh PDFDocument148 pagesHarrouche Fateh PDFderghalNo ratings yet
- 02-DT TournageDocument2 pages02-DT TournagejasserrrNo ratings yet
- Polyc 2ste 1314c PDFDocument66 pagesPolyc 2ste 1314c PDFAhmed Nadi0% (1)
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BotteNo ratings yet
- CNC MP 3Document13 pagesCNC MP 3siniorNo ratings yet
- Ateliers Flexibles D.doc1Document7 pagesAteliers Flexibles D.doc1Aliouat MohcenNo ratings yet
- Bureau Des MethodesDocument9 pagesBureau Des MethodesChahinez MoatesNo ratings yet
- Tournage Facile Avec Shopturn ST - EinDocument112 pagesTournage Facile Avec Shopturn ST - EinaoabyNo ratings yet
- Gamme UsinageDocument12 pagesGamme UsinageYouness El HamriNo ratings yet
- Les Liaisons Mécaniques: Fiche Annexe UsuellesDocument1 pageLes Liaisons Mécaniques: Fiche Annexe UsuellesKarimNo ratings yet
- Semestre 1 Master: Fabr 3 Master: Fabrication Mécanique Et ProductiqueDocument69 pagesSemestre 1 Master: Fabr 3 Master: Fabrication Mécanique Et Productiquesamir ghebouliNo ratings yet
- 05c - Les Fréquences de Rotation en Perçage ProfDocument2 pages05c - Les Fréquences de Rotation en Perçage Profntayoub100% (1)
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592No ratings yet
- Sinumerik810820 Mill FRDocument90 pagesSinumerik810820 Mill FRDick ManNo ratings yet
- Rapport ScientificDocument21 pagesRapport ScientificSekou KabaNo ratings yet
- Djemili Lotfi PDFDocument70 pagesDjemili Lotfi PDFfaouzi sellaliNo ratings yet
- Memoire AbdelkhalekDocument148 pagesMemoire AbdelkhalekSupradayaLight0% (1)
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
- m16 Cao Fao Partie1-Fm-tsmfmDocument367 pagesm16 Cao Fao Partie1-Fm-tsmfmAyoub BOUFTININo ratings yet
- Liaison Glissiere ExempleDocument2 pagesLiaison Glissiere ExempleGhada MouedhenNo ratings yet
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiNo ratings yet
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 pagesFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarNo ratings yet
- Module 31 Projet de synthese-TFM PDFDocument86 pagesModule 31 Projet de synthese-TFM PDFMajda El AouniNo ratings yet
- Exercice Sur Le Decodage Des SpecificationsDocument2 pagesExercice Sur Le Decodage Des SpecificationsMed Ali MaatougNo ratings yet
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4No ratings yet
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonseNo ratings yet
- Pfe GM 0064 PDFDocument99 pagesPfe GM 0064 PDFMohamed Amine BoulawdhenNo ratings yet
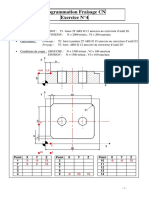
- Exercice N4Document1 pageExercice N4O ZNo ratings yet
- Simulation FourchetteDocument4 pagesSimulation FourchetteMohamed SahilNo ratings yet
- Usinage Par ÉlectroérosionDocument2 pagesUsinage Par ÉlectroérosionhasnaeNo ratings yet
- Corrigé TD-5 - TD de SynthèseDocument5 pagesCorrigé TD-5 - TD de SynthèseAljawhara SaraNo ratings yet
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
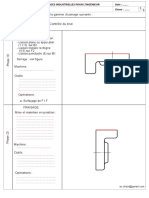
- La Gamme D'usinageDocument2 pagesLa Gamme D'usinageĶhąļìđ MįřïNo ratings yet
- Influence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Document10 pagesInfluence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Juju CochetNo ratings yet
- Exam Tech CN PR 2019 v1Document2 pagesExam Tech CN PR 2019 v1Parc ElyesNo ratings yet
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceFrom EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceNo ratings yet
- Le système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoFrom EverandLe système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoNo ratings yet
- Analyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmDocument47 pagesAnalyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmmaraghni_hassine7592100% (1)
- Optimisez Votre Plate-Forme LogistiqueDocument674 pagesOptimisez Votre Plate-Forme LogistiqueK B-g B-g100% (4)
- Blindage FB4+Document51 pagesBlindage FB4+Walid DridiNo ratings yet
- Harnais de SécuritéDocument1 pageHarnais de SécuritéLiban AimoulNo ratings yet
- Noha HaouchDocument2 pagesNoha HaouchNoha HAOUCHNo ratings yet
- Lettre de Motivation PONTICELLI Vithushan PRAHASPATHYDocument1 pageLettre de Motivation PONTICELLI Vithushan PRAHASPATHYFdd FddfdNo ratings yet
- Examen de Contrôle 2015 - M1-Evaluation & Fusions (Enoncé Et Corrigé)Document5 pagesExamen de Contrôle 2015 - M1-Evaluation & Fusions (Enoncé Et Corrigé)kais kaNo ratings yet
- Corrige E2 Juin 2009Document26 pagesCorrige E2 Juin 2009Houcine RtimiNo ratings yet
- P251 Activités DétailléesDocument10 pagesP251 Activités DétailléesAsma LakhalNo ratings yet
- Correcteur PIDDocument8 pagesCorrecteur PIDSalem FaresNo ratings yet
- 150823Document2 pages150823Sainte Marie des VignesNo ratings yet
- Design 13112002Document96 pagesDesign 13112002Kiki Riki Miki100% (1)
- Bilan Social PDFDocument46 pagesBilan Social PDFidrissa dioum100% (3)
- L'Orient Des Femmes Dossier de PresseDocument25 pagesL'Orient Des Femmes Dossier de PresseJason WhittakerNo ratings yet
- Répondre À Une de Réclamation - Récapitulatif-1Document3 pagesRépondre À Une de Réclamation - Récapitulatif-1yousra.debdoubiNo ratings yet
- Passage D Un Moteur 4D56 100cv en 115cvDocument20 pagesPassage D Un Moteur 4D56 100cv en 115cvKhelefi OussamaNo ratings yet
- Analyses Physico-Chimiques de L'eau D'irrigation - Contribution À La Mise en Place de La Norme ISO 17025:2017Document71 pagesAnalyses Physico-Chimiques de L'eau D'irrigation - Contribution À La Mise en Place de La Norme ISO 17025:2017Abbassi100% (1)
- Corrigé Cahier de Fin Dannée (Démos + Conjectures)Document9 pagesCorrigé Cahier de Fin Dannée (Démos + Conjectures)wiliamli888No ratings yet
- Bakhtine Le Roman Et L IntertexteDocument34 pagesBakhtine Le Roman Et L IntertexteKyle LloydNo ratings yet
- Groupe Électrogène Diesel Industriel - 50 HZ: Caractéristiques Générales KOHLER, Haute QualitéDocument9 pagesGroupe Électrogène Diesel Industriel - 50 HZ: Caractéristiques Générales KOHLER, Haute QualitéMohamed Bachir EL GHRIBNo ratings yet
- Le SecourismeDocument2 pagesLe SecourismeHilaire Benjamin Amba adiyiNo ratings yet
- DH BWDocument48 pagesDH BWmaladyNo ratings yet
- Comnum 1Document14 pagesComnum 1Pj le WelpiNo ratings yet
- Cours de SondageDocument49 pagesCours de SondageTrina MillerNo ratings yet
- Corr QUIZ 1Document10 pagesCorr QUIZ 1slim yaichNo ratings yet
- Hypertension Artérielle Aux Urgences Poussée d'HTA Et Crise Hypertensive ThoracotomieDocument20 pagesHypertension Artérielle Aux Urgences Poussée d'HTA Et Crise Hypertensive ThoracotomiegeraldegnonNo ratings yet
- Rapport de StageDocument57 pagesRapport de StageTãdj ĘddïnėNo ratings yet
- HomogDocument21 pagesHomogaeroartonlineNo ratings yet
- Chapitre I Regression Simple 2015 2016Document78 pagesChapitre I Regression Simple 2015 2016oumNo ratings yet
- F32 - Construction de TrottoirsDocument18 pagesF32 - Construction de TrottoirsreefreefNo ratings yet
- 3300 StasDocument11 pages3300 Stasimmobilière providenceNo ratings yet