You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- User Manual 5 PDFDocument518 pagesUser Manual 5 PDFSasiKumar PetchiappanNo ratings yet
- Theory of Machines12Document1 pageTheory of Machines12SasiKumar PetchiappanNo ratings yet
- Steps For PF Amount Transfer (New) ..............Document5 pagesSteps For PF Amount Transfer (New) ..............SasiKumar PetchiappanNo ratings yet
- Grade 3 MathsDocument3 pagesGrade 3 MathsSasiKumar PetchiappanNo ratings yet
- Question Bank: Ee 1403 - Design of Electrical ApparatusDocument11 pagesQuestion Bank: Ee 1403 - Design of Electrical ApparatussuriyasureshNo ratings yet
- Front Pagels and BonofideDocument2 pagesFront Pagels and BonofideSasiKumar PetchiappanNo ratings yet
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanNo ratings yet
- Work Permit (Ra Puram) - 28-Nov - 2013Document1 pageWork Permit (Ra Puram) - 28-Nov - 2013SasiKumar PetchiappanNo ratings yet
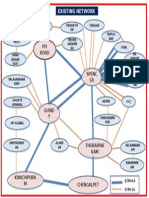
- Existing Network Connecting Key Areas in ChennaiDocument1 pageExisting Network Connecting Key Areas in ChennaiSasiKumar PetchiappanNo ratings yet
- Institution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)Document34 pagesInstitution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)SasiKumar PetchiappanNo ratings yet
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsDocument6 pagesChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanNo ratings yet
- Quality ConceptDocument2 pagesQuality ConceptSasiKumar PetchiappanNo ratings yet
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanNo ratings yet
- Chapter-4: 4.1 Matrix MaterialsDocument17 pagesChapter-4: 4.1 Matrix MaterialsSasiKumar PetchiappanNo ratings yet
- Content Materials1Document40 pagesContent Materials1SasiKumar PetchiappanNo ratings yet
- A R Collage of Engineering and TechnologyDocument1 pageA R Collage of Engineering and TechnologySasiKumar PetchiappanNo ratings yet
- Ieee Electronics 2013 - 2014Document49 pagesIeee Electronics 2013 - 2014SasiKumar PetchiappanNo ratings yet
- SalmanDocument2 pagesSalmanSasiKumar PetchiappanNo ratings yet
- Food and OilDocument11 pagesFood and OilSasiKumar PetchiappanNo ratings yet
- 405 M.E. Computer Science and EngineeringDocument68 pages405 M.E. Computer Science and EngineeringThanuambikaNo ratings yet
- Electrical Based Titles 2009-2010Document2 pagesElectrical Based Titles 2009-2010Siva SankarNo ratings yet
- Design Fundamentals and Methods for Materials SelectionDocument1 pageDesign Fundamentals and Methods for Materials SelectionSasiKumar PetchiappanNo ratings yet
- 2K Factor PDFDocument6 pages2K Factor PDFvmgobinathNo ratings yet
- Centre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormDocument1 pageCentre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormruthshaNo ratings yet
- Muhammad NijasDocument2 pagesMuhammad NijasSasiKumar PetchiappanNo ratings yet
- Iat-2 EgDocument1 pageIat-2 EgSasiKumar PetchiappanNo ratings yet
- Time Table For EngDocument1 pageTime Table For EngSasiKumar PetchiappanNo ratings yet
- Line Chart 3Document2 pagesLine Chart 3SasiKumar PetchiappanNo ratings yet
- Write The Procedure To Compile and Install Linux Kernel From SourceDocument1 pageWrite The Procedure To Compile and Install Linux Kernel From SourceSasiKumar PetchiappanNo ratings yet
- Rainwater Harvesting Basic ComponentsDocument3 pagesRainwater Harvesting Basic ComponentsSasiKumar PetchiappanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Advanced Operations Research Prof. G. Srinivasan Dept of Management Studies Indian Institute of Technology, Madras Lecture-8 Primal Dual AlgorithmDocument32 pagesAdvanced Operations Research Prof. G. Srinivasan Dept of Management Studies Indian Institute of Technology, Madras Lecture-8 Primal Dual Algorithmkhalidscribd1No ratings yet
- Asme Y14.32.1m - 1994Document17 pagesAsme Y14.32.1m - 1994achmadnureddin8228No ratings yet
- LG2 Gauge Pig IPP8 00Document1 pageLG2 Gauge Pig IPP8 00MohamedNo ratings yet
- KanBo Wins Best Office 365 Award at European SharePoint ConferenceDocument3 pagesKanBo Wins Best Office 365 Award at European SharePoint ConferencePR.comNo ratings yet
- 10 Key Skills Architects PDFDocument21 pages10 Key Skills Architects PDFAmgad AlsisiNo ratings yet
- SAP Modules ListDocument18 pagesSAP Modules ListTarun PandeyNo ratings yet
- Inst General FantechDocument12 pagesInst General FantechCau VoNo ratings yet
- SCSSV Full ReportDocument76 pagesSCSSV Full ReportGrand Pappy80% (5)
- Road MaintenanceDocument8 pagesRoad Maintenanceeyuyazmi100% (2)
- NEOM CV ApprovalDocument12 pagesNEOM CV ApprovalAymanEssamNo ratings yet
- Test 3 ReadingDocument29 pagesTest 3 ReadingThinh LeNo ratings yet
- Aerospace America April2011 PDFDocument52 pagesAerospace America April2011 PDFErhanNo ratings yet
- Piling Codes of Practice in Southern AfricaDocument7 pagesPiling Codes of Practice in Southern AfricaMfanelo MbanjwaNo ratings yet
- Administering JMS Resources For Oracle WebLogic ServerDocument146 pagesAdministering JMS Resources For Oracle WebLogic ServeritshezzNo ratings yet
- Sealant cross reference chartDocument1 pageSealant cross reference chartElias ZabanehNo ratings yet
- Stainless Steel Pipe Dimensions and Weight ChartDocument5 pagesStainless Steel Pipe Dimensions and Weight ChartArun Chopra33% (3)
- Feasibility ProjectDocument38 pagesFeasibility ProjectSantosh NepalNo ratings yet
- Avantis 70 Aluminium Windows and Doors - Sapa Building SystemDocument12 pagesAvantis 70 Aluminium Windows and Doors - Sapa Building SystemSapa Building SystemNo ratings yet
- NH3 RiskDocument59 pagesNH3 RiskDave CNo ratings yet
- OMN SunCryl - CL223BDocument2 pagesOMN SunCryl - CL223BdhruvrakeshNo ratings yet
- Estimation and CostingDocument19 pagesEstimation and CostingAditi ShahNo ratings yet
- Is 6862 2005Document11 pagesIs 6862 2005sarath6725No ratings yet
- OMS 6072: Managing Technologies in The Supply Chain (4 Credits)Document16 pagesOMS 6072: Managing Technologies in The Supply Chain (4 Credits)Ema Tria WNo ratings yet
- Low VoltageDocument92 pagesLow VoltageMohammad AmerNo ratings yet
- Know More About Each File in ESSBASEDocument1 pageKnow More About Each File in ESSBASEksrsarmaNo ratings yet
- (Jeffrey K. Pinto, Jeffrey W. Trailer) EssentialsDocument216 pages(Jeffrey K. Pinto, Jeffrey W. Trailer) EssentialsMuhammad Farhan ArainNo ratings yet
- Ssas Real Time Interview Questions and AnswersDocument7 pagesSsas Real Time Interview Questions and AnswersraamanNo ratings yet
- ASME B16.34-2013 Valves Standard PDFDocument7 pagesASME B16.34-2013 Valves Standard PDFRanganathan SekarNo ratings yet
- Supply Chain Activities of Atlas Honda Motorcycles PakistanDocument31 pagesSupply Chain Activities of Atlas Honda Motorcycles PakistanJaved MalikNo ratings yet
- Evolution of IC EnginesDocument26 pagesEvolution of IC EnginesVijaykumar DaddikopNo ratings yet