You might also like
- 175-Ir022501, (850146), 07.12.2017Document2 pages175-Ir022501, (850146), 07.12.2017Rami ELLOUMINo ratings yet
- 02 Samss 012Document10 pages02 Samss 012bmkaleNo ratings yet
- Astm A1014Document3 pagesAstm A1014Shunmugavel KarpagamNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Air-Cooled Heat Exchanger SAIC-E-2005 15-Nov-17 MechDocument13 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Air-Cooled Heat Exchanger SAIC-E-2005 15-Nov-17 MechmominNo ratings yet
- Installation Guidelines for Integrally Reinforced Branch FittingsDocument7 pagesInstallation Guidelines for Integrally Reinforced Branch FittingsrodofgodNo ratings yet
- Materials System SpecificationDocument3 pagesMaterials System SpecificationMoustafa BayoumiNo ratings yet
- 6001F Rev 07 Material, Fabrication and Installation StructureDocument83 pages6001F Rev 07 Material, Fabrication and Installation StructurePatrickioNo ratings yet
- Active Doc ListDocument405 pagesActive Doc Listnadeem UddinNo ratings yet
- Sa 299Document3 pagesSa 299Web LogueandoNo ratings yet
- QP SPC L 0002 Rev 1 PDFDocument80 pagesQP SPC L 0002 Rev 1 PDFsouravrobinNo ratings yet
- 4.2.1 Graphitization 4.2.1.1 Description of DamageDocument3 pages4.2.1 Graphitization 4.2.1.1 Description of DamageAjmi HmidaNo ratings yet
- Toyo ( ) PDFDocument16 pagesToyo ( ) PDFJolang NusodarpitoNo ratings yet
- Inspection and testing requirements for pipe componentsDocument2 pagesInspection and testing requirements for pipe componentsAbu Anas M.SalaheldinNo ratings yet
- Carpenter & Paterson Hardware Price Book CP-0213Document54 pagesCarpenter & Paterson Hardware Price Book CP-0213Sargunam SankaravadivelNo ratings yet
- Specification of ElectrodeDocument28 pagesSpecification of ElectrodeAnonymous nKOyHbNo ratings yet
- AISI 1018 Carbon Steel Properties and ApplicationsDocument3 pagesAISI 1018 Carbon Steel Properties and ApplicationsNaman TanejaNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerdheenasweetNo ratings yet
- US5241749 Rod Baffle DesignDocument12 pagesUS5241749 Rod Baffle Designashish.itbhuNo ratings yet
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- EN10255 Pipe SizeDocument3 pagesEN10255 Pipe SizeStefan CristescuNo ratings yet
- Alloy Steel Bolting Specification for Low-Temperature ServiceDocument13 pagesAlloy Steel Bolting Specification for Low-Temperature ServiceRaju SkNo ratings yet
- 01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentDocument13 pages01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentAbdul HannanNo ratings yet
- Vessel/S&T Heat Exchanger Standard Details (Metric Units)Document7 pagesVessel/S&T Heat Exchanger Standard Details (Metric Units)Jamil AhmadNo ratings yet
- Asme Section II A Sa-216 Sa-216mDocument4 pagesAsme Section II A Sa-216 Sa-216mAnonymous GhPzn1xNo ratings yet
- ME430 Air Conditioning Quiz and Exam QuestionsDocument9 pagesME430 Air Conditioning Quiz and Exam Questionskakajssh yhsusuaiwNo ratings yet
- AESW011Document50 pagesAESW011Arputharaj Maria LouisNo ratings yet
- PE100 pipe dimensions and weights for pressure pipesDocument1 pagePE100 pipe dimensions and weights for pressure pipesRashedNo ratings yet
- Electroslag & Electrogas PDFDocument5 pagesElectroslag & Electrogas PDFRobin GuNo ratings yet
- U1CDocument4 pagesU1CAdriana HernandezNo ratings yet
- Oil & Gas Pipeline Design, Maintenance & Repairs CourseDocument27 pagesOil & Gas Pipeline Design, Maintenance & Repairs CourseernmrajaNo ratings yet
- 01 Samss 048 PDFDocument21 pages01 Samss 048 PDFMohamed SolimanNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerSelvakpm06No ratings yet
- Saes M 009Document55 pagesSaes M 009Shanmugapriya BalaramanNo ratings yet
- 32 Samss 002 PDFDocument35 pages32 Samss 002 PDFSahilNo ratings yet
- Saes L 101Document13 pagesSaes L 101samsurendran_mech4020No ratings yet
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkNo ratings yet
- 1 - Differences Between API 600 & API 6DDocument9 pages1 - Differences Between API 600 & API 6Dعزت عبد المنعمNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNo ratings yet
- 04 Samss 058 PDFDocument5 pages04 Samss 058 PDFbalajiNo ratings yet
- 03c EIL MR 3002 dd1059Document146 pages03c EIL MR 3002 dd1059Kalai Selvan100% (1)
- File-1452328935 DBBDocument2 pagesFile-1452328935 DBBSalman100% (1)
- 01-SAMSS-023 PDF - Intrusive Online Corrosion MonitoringDocument4 pages01-SAMSS-023 PDF - Intrusive Online Corrosion MonitoringZahidRafiqueNo ratings yet
- MuellerDocument24 pagesMuellerAhmad NasserNo ratings yet
- Saes A 109Document5 pagesSaes A 109SIVANo ratings yet
- Rite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Document8 pagesRite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Cristian PisitelloNo ratings yet
- Tender Document - GAIL - MIJ PDFDocument17 pagesTender Document - GAIL - MIJ PDFVeer GangjiNo ratings yet
- 32 Samss 031 PDFDocument9 pages32 Samss 031 PDFFlorin Daniel AnghelNo ratings yet
- Requirement For Ss Seamless Pipe Astm A 312 Tp316L/316L: INQ - 610 Rev.: A Page: 1 of 1Document1 pageRequirement For Ss Seamless Pipe Astm A 312 Tp316L/316L: INQ - 610 Rev.: A Page: 1 of 1naveen_86No ratings yet
- Astm B705Document4 pagesAstm B705Maram NasraweenNo ratings yet
- Piping Components Spec for Low Temp ServiceDocument6 pagesPiping Components Spec for Low Temp ServiceFlorante NoblezaNo ratings yet
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Document2 pagesSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.No ratings yet
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pages6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarNo ratings yet
- Materials System SpecificationDocument17 pagesMaterials System Specificationnadeem shaikhNo ratings yet
- 02 Samss 008Document11 pages02 Samss 008inatt101No ratings yet
- 02 Samss 011Document36 pages02 Samss 011OMER ELFADILNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Saep 306Document15 pagesSaep 306nadeem shaikh100% (1)
- Astm A611Document3 pagesAstm A611Fheres ValenciaNo ratings yet
- Astm A960-00Document9 pagesAstm A960-00Asad Bin Ala Qatari100% (2)
- Astm - A285a - 285MDocument2 pagesAstm - A285a - 285MMoustafa BayoumiNo ratings yet
- Abrasives Size Abrasives Size and Profile ProfileDocument3 pagesAbrasives Size Abrasives Size and Profile ProfileMoustafa BayoumiNo ratings yet
- 09 Samss 035Document8 pages09 Samss 035Moustafa Bayoumi100% (1)
- A350 - 02Document8 pagesA350 - 02Moustafa BayoumiNo ratings yet
- December 31, 1999 11:54:25 Information Handling Services, 1999Document8 pagesDecember 31, 1999 11:54:25 Information Handling Services, 1999Moustafa BayoumiNo ratings yet
- Iso 8503-2Document6 pagesIso 8503-2Moustafa Bayoumi0% (1)
- Calculation of Environmental Conditions: Dewpoint & Rel. Humidity (ASTM E-337)Document4 pagesCalculation of Environmental Conditions: Dewpoint & Rel. Humidity (ASTM E-337)Moustafa BayoumiNo ratings yet
- RefractoryDocument23 pagesRefractoryHarinarayanan Samsari Kizhake Veetil100% (1)
- A.N Coating Inspector CVDocument10 pagesA.N Coating Inspector CVMoustafa Bayoumi100% (1)
- 34 Samss 621Document14 pages34 Samss 621Moustafa BayoumiNo ratings yet
- 12 Samss 005Document6 pages12 Samss 005Moustafa BayoumiNo ratings yet
- 09 Samss 088Document4 pages09 Samss 088Moustafa BayoumiNo ratings yet
- 55 Samss 004Document12 pages55 Samss 004Moustafa BayoumiNo ratings yet
- 31 Samss 002Document9 pages31 Samss 002Moustafa BayoumiNo ratings yet
- 09 Samss 093Document6 pages09 Samss 093Moustafa BayoumiNo ratings yet
- 34 Samss 114Document20 pages34 Samss 114Moustafa BayoumiNo ratings yet
- 32 Samss 019Document17 pages32 Samss 019Moustafa BayoumiNo ratings yet
- 04 Samss 003Document4 pages04 Samss 003Moustafa Bayoumi100% (1)
- 09 Samss 021Document8 pages09 Samss 021Moustafa BayoumiNo ratings yet
- 09 Samss 087Document7 pages09 Samss 087AjeetKumarNo ratings yet
- 34 Samss 511Document9 pages34 Samss 511Moustafa BayoumiNo ratings yet
- 05 Samss 002Document8 pages05 Samss 002Moustafa BayoumiNo ratings yet
- 16 Samss 521Document8 pages16 Samss 521Moustafa BayoumiNo ratings yet
- 12 Samss 008Document4 pages12 Samss 008Moustafa BayoumiNo ratings yet
- 26 Samss 056Document3 pages26 Samss 056Moustafa BayoumiNo ratings yet
- 02 Samss 010Document7 pages02 Samss 010Moustafa BayoumiNo ratings yet
- 09 Samss 068Document7 pages09 Samss 068AjeetKumarNo ratings yet
- 02 Samss 010Document7 pages02 Samss 010Moustafa BayoumiNo ratings yet
- Stainless Steel Components Heat Treatment PDFDocument45 pagesStainless Steel Components Heat Treatment PDFsmani170No ratings yet
- Types of CorrosionDocument53 pagesTypes of CorrosionFelix Julio Céspedes Soto100% (3)
- BS en 10222-1-2017Document28 pagesBS en 10222-1-2017rahul mehta100% (2)
- Study of Mechanical Behaviour in Austenitic Stainless Steel 316 LN Welded Joints - 20150409105608443 PDFDocument20 pagesStudy of Mechanical Behaviour in Austenitic Stainless Steel 316 LN Welded Joints - 20150409105608443 PDFarjun prajapatiNo ratings yet
- 1 TextbookDocument42 pages1 TextbookMoataz MandorNo ratings yet
- Lincoln Stainless Welding GuideDocument40 pagesLincoln Stainless Welding GuideAnonymous yQ7SQr100% (1)
- Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument13 pagesSpecification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsjscfNo ratings yet
- Ss 304 Microstructure ExplainedDocument5 pagesSs 304 Microstructure ExplainedNafillah AbdurrahmanNo ratings yet
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74No ratings yet
- Introduction To CorrosionDocument35 pagesIntroduction To Corrosionakhilsyam21No ratings yet
- 6-12-0020 Rev 7 PDFDocument5 pages6-12-0020 Rev 7 PDFMurli RamchandranNo ratings yet
- Core 321/4541: EN 1.4541, ASTM TYPE 321 / UNS S32100Document8 pagesCore 321/4541: EN 1.4541, ASTM TYPE 321 / UNS S32100Nguyen03No ratings yet
- CORROSION TYPES and PreventionDocument4 pagesCORROSION TYPES and PreventionHamid AlbashirNo ratings yet
- G 15 - 04 - Rze1 PDFDocument5 pagesG 15 - 04 - Rze1 PDFRahmat Ramadhan PasaribuNo ratings yet
- Weld lab testsDocument30 pagesWeld lab testsMahmoud Alwasif100% (1)
- Sample Questions - Mechanical General - AnswerDocument16 pagesSample Questions - Mechanical General - AnswermanojballaNo ratings yet
- Corrosion of Stainless SteelsDocument5 pagesCorrosion of Stainless Steelsparasite0167% (3)
- A908-03 (2013) Standard Specification For Stainless Steel Needle TubingDocument8 pagesA908-03 (2013) Standard Specification For Stainless Steel Needle TubingChuthaNo ratings yet
- Outokumpu Core Range Datasheet PDFDocument16 pagesOutokumpu Core Range Datasheet PDFMeow SuthidaNo ratings yet
- Gaskets Reliance GroupDocument62 pagesGaskets Reliance GroupHsein WangNo ratings yet
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- Duties of Welding InspectorDocument11 pagesDuties of Welding Inspectormuhammadazhar50% (2)
- 3 1 Eight Forms CorrosionDocument20 pages3 1 Eight Forms Corrosionmpptanks100% (1)
- G 28 - 02 - Rzi4 PDFDocument7 pagesG 28 - 02 - Rzi4 PDFSamuel EduardoNo ratings yet
- Corrosion Guide - Stainless Internation NickelDocument20 pagesCorrosion Guide - Stainless Internation NickelJohn BurkeNo ratings yet
- DSS Super Duplex Stainless Steels OverviewDocument17 pagesDSS Super Duplex Stainless Steels OverviewGT ParthibanNo ratings yet
- Intergranular Corrosion Rates of Stainless SteelsDocument10 pagesIntergranular Corrosion Rates of Stainless SteelsAnonymous WCzDIuHNo ratings yet
- SS-Properties-How To Weld PDFDocument40 pagesSS-Properties-How To Weld PDFjf2587No ratings yet
- SS316 Corrosion RateDocument13 pagesSS316 Corrosion Ratenarayana reddy100% (1)
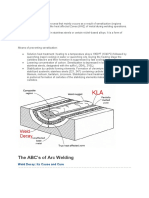
- The ABC's of Arc Welding: Weld DecayDocument4 pagesThe ABC's of Arc Welding: Weld DecayLakshmi KanthNo ratings yet