You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Leading The New Era of 600W+ Modules: Canadian Solar Hiku7 & Bihiku7 Technical White PaperDocument20 pagesLeading The New Era of 600W+ Modules: Canadian Solar Hiku7 & Bihiku7 Technical White PaperHariprasad gantyala100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Oman Property Market Report 2019-2020Document40 pagesOman Property Market Report 2019-2020Hariprasad gantyalaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- A Method of Definition of Life-Cycle Resources ofDocument6 pagesA Method of Definition of Life-Cycle Resources ofHariprasad gantyalaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- RDLCDocument2 pagesRDLCHariprasad gantyalaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Ifrs Acca - Dipifrs - Revision Kit 2019Document304 pagesIfrs Acca - Dipifrs - Revision Kit 2019Hariprasad gantyalaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- IFRS ACCA - DipIFRS - Revision Kit 2019Document304 pagesIFRS ACCA - DipIFRS - Revision Kit 2019Hariprasad gantyala50% (2)
- Nextracker + PV Tech TECHTALK Webinar SlidesDocument61 pagesNextracker + PV Tech TECHTALK Webinar SlidesHariprasad gantyalaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- IRENAinsight On Project Cost Webinar - RPGC in 2019 OverviewDocument61 pagesIRENAinsight On Project Cost Webinar - RPGC in 2019 OverviewHariprasad gantyalaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Large-Scale Solar PV Lcoe Comprehensive Breakdown MethodologyDocument20 pagesLarge-Scale Solar PV Lcoe Comprehensive Breakdown MethodologyHariprasad gantyalaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Transmission Monopole PDFDocument71 pagesTransmission Monopole PDFHariprasad gantyala100% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Class 1 Shapes and Space - NotesDocument4 pagesClass 1 Shapes and Space - NotesHariprasad gantyalaNo ratings yet
- Class 1 - MATHS-NUMBERS 0 TO 9 WORKSHEET 4Document3 pagesClass 1 - MATHS-NUMBERS 0 TO 9 WORKSHEET 4Hariprasad gantyalaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Oman Custom Duty ScheduleDocument333 pagesOman Custom Duty ScheduleHariprasad gantyalaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- RSI-The Complete Guide-John HaydenDocument126 pagesRSI-The Complete Guide-John HaydenSyed Muhammad Shahbaz100% (8)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Pages From OmanObserver - 31!01!21Document1 pagePages From OmanObserver - 31!01!21Hariprasad gantyalaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pages From OmanObserver - 31!01!21Document1 pagePages From OmanObserver - 31!01!21Hariprasad gantyalaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- IFC Harnessing+Energy+From+The+Sun - FinalDocument132 pagesIFC Harnessing+Energy+From+The+Sun - FinalHariprasad gantyalaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Procedure Forissue NOC of PP by MoD Apr2014Document2 pagesProcedure Forissue NOC of PP by MoD Apr2014Hariprasad gantyalaNo ratings yet
- 13.pole Type Structure 1Document22 pages13.pole Type Structure 1Hariprasad gantyalaNo ratings yet
- Private WMS From 20.06.2008 To 31.03.2012 DT 16.05.2017Document5 pagesPrivate WMS From 20.06.2008 To 31.03.2012 DT 16.05.2017Hariprasad gantyalaNo ratings yet
- Solar Street Light 4Document5 pagesSolar Street Light 4Mohammad MajdalawiNo ratings yet
- NCSCM Campus Tender DocumentsDocument498 pagesNCSCM Campus Tender Documentssadi3013No ratings yet
- Construction Method StatementDocument29 pagesConstruction Method StatementHariprasad gantyalaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- SOI Toposheet 57J/13 with Prospecting Area & Forest BoundariesDocument1 pageSOI Toposheet 57J/13 with Prospecting Area & Forest BoundariesHariprasad gantyalaNo ratings yet
- Bbbbbbbbbbbbb: '≥Å∞Qæ∞ =¸Åo: N ##Flü«∞Éèí/Ïì~°‰Õω - »∞ N Uhõ¯# ™È=∞Ü«∂L N Z¢~ŢѨQæ - ». (Hõq¢'«Ü«∞O)Document37 pagesBbbbbbbbbbbbb: '≥Å∞Qæ∞ =¸Åo: N ##Flü«∞Éèí/Ïì~°‰Õω - »∞ N Uhõ¯# ™È=∞Ü«∂L N Z¢~ŢѨQæ - ». (Hõq¢'«Ü«∞O)sanagavarapuNo ratings yet
- NOC Construction Helipad Greenfield AirfieldDocument15 pagesNOC Construction Helipad Greenfield Airfieldbansalaman1986No ratings yet
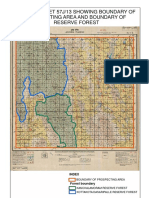
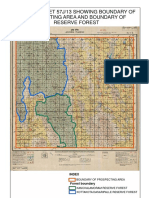
- Soi Toposheet 57J/13 Showing Boundary of Prospecting Area and Boundary of Reserve ForestDocument1 pageSoi Toposheet 57J/13 Showing Boundary of Prospecting Area and Boundary of Reserve ForestHariprasad gantyalaNo ratings yet
- Guidelines for Defence Clearance of Wind ProjectsDocument3 pagesGuidelines for Defence Clearance of Wind ProjectsHariprasad gantyalaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- ATMA Sample Question IDocument18 pagesATMA Sample Question IHariprasad gantyalaNo ratings yet
- Const PowerProjectDocument2 pagesConst PowerProjectHariprasad gantyalaNo ratings yet
- Morning Report (Cardiology) : On Duty: Nadya Julaifa, Nadya Julaifa Supervisor: Dr. Yusra Pintaningrum, Sp. JP (K) FIHADocument16 pagesMorning Report (Cardiology) : On Duty: Nadya Julaifa, Nadya Julaifa Supervisor: Dr. Yusra Pintaningrum, Sp. JP (K) FIHAAdisti NurutamiNo ratings yet
- Types of Hyperlipoproteinemia and Lipid AbnormalitiesDocument22 pagesTypes of Hyperlipoproteinemia and Lipid Abnormalitiescollege3No ratings yet
- English Worksheet Unit 10 6th GradeDocument3 pagesEnglish Worksheet Unit 10 6th GradeBrendaCabreraNo ratings yet
- Maternal and Child PreboardDocument17 pagesMaternal and Child PreboardMichelle GambolNo ratings yet
- Desai - Palliative Medicine in Myelodysplastic Syndromes - Patients and Caregivers - A Qualitative StudyDocument5 pagesDesai - Palliative Medicine in Myelodysplastic Syndromes - Patients and Caregivers - A Qualitative StudyRafael TerceiroNo ratings yet
- The Abc of Handover: E.D. Registrar A: Areas AllocationDocument1 pageThe Abc of Handover: E.D. Registrar A: Areas AllocationDiahNiatiNo ratings yet
- Elderly Care IndiaDocument3 pagesElderly Care IndiakasurvarNo ratings yet
- Anderson2008 Levofloxasin A ReviewDocument31 pagesAnderson2008 Levofloxasin A ReviewFazdrah AssyuaraNo ratings yet
- Vivekananda Kendra NRL HospitalDocument29 pagesVivekananda Kendra NRL HospitalVivekananda Kendra100% (1)
- Create Consent Form (39 charactersDocument3 pagesCreate Consent Form (39 charactersJan Diel100% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Care of High Risk Newborn - ChaboyDocument9 pagesCare of High Risk Newborn - Chaboychfalguera0% (1)
- Pneumonia Vaccine For ChildrenDocument1 pagePneumonia Vaccine For ChildrenPrincess Gutierrez RositaNo ratings yet
- BLEEDING TIME AND CLOTTING TIME TESTSDocument30 pagesBLEEDING TIME AND CLOTTING TIME TESTScharutha gopalNo ratings yet
- Annexure-II-2013 2 1Document1,218 pagesAnnexure-II-2013 2 1bala11ap4598No ratings yet
- Joint Disorders - Ay NewDocument46 pagesJoint Disorders - Ay NewPraisingson SyiemliehNo ratings yet
- Surgical Treatment For BREAST CANCERDocument5 pagesSurgical Treatment For BREAST CANCERJericho James TopacioNo ratings yet
- IRB Definitions (Is It Research? and Definitions of Exempt, Expedited and Full)Document4 pagesIRB Definitions (Is It Research? and Definitions of Exempt, Expedited and Full)analyn123No ratings yet
- Stroke Awareness EducationDocument7 pagesStroke Awareness EducationIneke PutriNo ratings yet
- Adverse Reactions To DiureticsDocument8 pagesAdverse Reactions To DiureticsDimas RizkyNo ratings yet
- 11 16 16Document22 pages11 16 16WoodsNo ratings yet
- EMQ and SAQ Revision QuestionsDocument12 pagesEMQ and SAQ Revision QuestionsSanathRaoNo ratings yet
- Healthcare Financing in IndiADocument86 pagesHealthcare Financing in IndiAGeet Sheil67% (3)
- Montelukast SodiumDocument10 pagesMontelukast SodiumikhasilNo ratings yet
- Obama Mind ControlDocument68 pagesObama Mind Controlkdnkgljfg67% (3)
- Severe Gastric ImpactionDocument4 pagesSevere Gastric ImpactionNanda Ayu Cindy KashiwabaraNo ratings yet
- Date & Time Topics Subtopics Skills Lab: Prepared By: Rey Stephen T. Buenavista, RNDocument3 pagesDate & Time Topics Subtopics Skills Lab: Prepared By: Rey Stephen T. Buenavista, RNRS BuenavistaNo ratings yet
- Transcultural NursingDocument13 pagesTranscultural NursingHassen ZabalaNo ratings yet
- Water Sealed DrainageDocument2 pagesWater Sealed DrainagefairwoodsNo ratings yet
- Teva PharmaceuticalDocument17 pagesTeva PharmaceuticalGanesh VedhachalamNo ratings yet
- ICU protocol 2015 قصر العيني by mansdocsDocument227 pagesICU protocol 2015 قصر العيني by mansdocsWalaa YousefNo ratings yet
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoFrom EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoRating: 5 out of 5 stars5/5 (1)