You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- De La Maza, Michael - Rapid Chess ImprovementDocument126 pagesDe La Maza, Michael - Rapid Chess ImprovementOmar Baker-Mohamed Herrera89% (9)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Blends of Natural RubberDocument292 pagesBlends of Natural Rubberanbuchelvan100% (3)
- Blends of Natural RubberDocument292 pagesBlends of Natural Rubberanbuchelvan100% (3)
- History of Microfinance in NigeriaDocument9 pagesHistory of Microfinance in Nigeriahardmanperson100% (1)
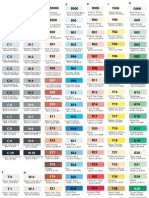
- Copic Sketch & RGB Color ChartDocument1 pageCopic Sketch & RGB Color ChartanbuchelvanNo ratings yet
- Rubber Curing Systems - Rapra Report (2002)Document160 pagesRubber Curing Systems - Rapra Report (2002)Franco Carli100% (6)
- Additives PolyurethaneDocument32 pagesAdditives PolyurethaneDM Afteni100% (2)
- Hydrothermal Synthesis of Amorphous MoS2 Nano BerDocument8 pagesHydrothermal Synthesis of Amorphous MoS2 Nano BeranbuchelvanNo ratings yet
- Phenolic ResinDocument1 pagePhenolic ResinanbuchelvanNo ratings yet
- Chemistry and Technology of RubberDocument215 pagesChemistry and Technology of Rubberanbuchelvan100% (5)
- Chemical Modification of Polymers with Flame RetardantsDocument71 pagesChemical Modification of Polymers with Flame RetardantsanbuchelvanNo ratings yet
- CompoundingDocument34 pagesCompoundinganbuchelvan100% (1)
- Basic Reaction Steps in The Sulfidation of Crystalline MoO3 To MoS2Document7 pagesBasic Reaction Steps in The Sulfidation of Crystalline MoO3 To MoS2anbuchelvanNo ratings yet
- Analysis of Polymers ATR FTIR AnDocument3 pagesAnalysis of Polymers ATR FTIR AnanbuchelvanNo ratings yet
- Adhesives in ElectronicsDocument100 pagesAdhesives in ElectronicsanbuchelvanNo ratings yet
- Infrared Identification of Organic UnknownsDocument7 pagesInfrared Identification of Organic UnknownsanbuchelvanNo ratings yet
- Basic of AstrologyDocument14 pagesBasic of AstrologyTTamara29No ratings yet
- Plastic AdditivesDocument210 pagesPlastic AdditivesTahir IqbalNo ratings yet
- Color RGBDocument5 pagesColor RGBanbuchelvanNo ratings yet
- Rubber Extract1Document11 pagesRubber Extract1anbuchelvanNo ratings yet
- Aldrich Polymer Products - CD Catalog and Reference GuideDocument546 pagesAldrich Polymer Products - CD Catalog and Reference GuideanbuchelvanNo ratings yet
- Accelerated AgingDocument198 pagesAccelerated Aginganbuchelvan100% (1)
- Theraiyar KarisalaiDocument52 pagesTheraiyar KarisalaiK.s. RameshNo ratings yet
- The AtomDocument22 pagesThe AtomanbuchelvanNo ratings yet
- 015 Chloroprene RubberDocument5 pages015 Chloroprene RubberanbuchelvanNo ratings yet
- D 522 - 93 Rduymi05m0eDocument4 pagesD 522 - 93 Rduymi05m0ewpwmhatNo ratings yet
- Original Elastomer Engineering GuideDocument48 pagesOriginal Elastomer Engineering GuideanbuchelvanNo ratings yet
- Crystallinity in Polymers-1Document19 pagesCrystallinity in Polymers-1anbuchelvanNo ratings yet
- Physioex 9.0 Exercise 1 Act 1Document5 pagesPhysioex 9.0 Exercise 1 Act 1Adela LhuzNo ratings yet
- MA1201 Calculus and Basic Linear Algebra II Solution of Problem Set 4Document10 pagesMA1201 Calculus and Basic Linear Algebra II Solution of Problem Set 4Sit LucasNo ratings yet
- 2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesDocument3 pages2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesJohn Cedrick JagapeNo ratings yet
- Master SEODocument8 pagesMaster SEOOkane MochiNo ratings yet
- Strategies For StartupDocument16 pagesStrategies For StartupRoshankumar BalasubramanianNo ratings yet
- The Smith Generator BlueprintsDocument36 pagesThe Smith Generator BlueprintsZoran AleksicNo ratings yet
- Pulse Width ModulationDocument13 pagesPulse Width Modulationhimanshu jainNo ratings yet
- Kate Elizabeth Bokan-Smith ThesisDocument262 pagesKate Elizabeth Bokan-Smith ThesisOlyaGumenNo ratings yet
- Bula Defense M14 Operator's ManualDocument32 pagesBula Defense M14 Operator's ManualmeNo ratings yet
- Consumers ' Usage and Adoption of E-Pharmacy in India: Mallika SrivastavaDocument16 pagesConsumers ' Usage and Adoption of E-Pharmacy in India: Mallika SrivastavaSundaravel ElangovanNo ratings yet
- Legends and Lairs - Elemental Lore PDFDocument66 pagesLegends and Lairs - Elemental Lore PDFAlexis LoboNo ratings yet
- ALXSignature0230 0178aDocument3 pagesALXSignature0230 0178aAlex MocanuNo ratings yet
- Srimanta Sankaradeva Universityof Health SciencesDocument3 pagesSrimanta Sankaradeva Universityof Health SciencesTemple RunNo ratings yet
- Paradigms of ManagementDocument2 pagesParadigms of ManagementLaura TicoiuNo ratings yet
- Gabinete STS Activity1Document2 pagesGabinete STS Activity1Anthony GabineteNo ratings yet
- Assembly ModelingDocument222 pagesAssembly ModelingjdfdfererNo ratings yet
- Factors of Active Citizenship EducationDocument2 pagesFactors of Active Citizenship EducationmauïNo ratings yet
- Easa Management System Assessment ToolDocument40 pagesEasa Management System Assessment ToolAdam Tudor-danielNo ratings yet
- CBT For BDDDocument13 pagesCBT For BDDGregg Williams100% (5)
- White Box Testing Techniques: Ratna SanyalDocument23 pagesWhite Box Testing Techniques: Ratna SanyalYogesh MundhraNo ratings yet
- Marshall Stability Test AnalysisDocument5 pagesMarshall Stability Test AnalysisZick Zickry50% (2)
- October 2009 Centeral Aucland, Royal Forest and Bird Protecton Society NewsletterDocument8 pagesOctober 2009 Centeral Aucland, Royal Forest and Bird Protecton Society NewsletterRoyal Forest and Bird Protecton SocietyNo ratings yet
- Rapport DharaviDocument23 pagesRapport DharaviUrbanistes du MondeNo ratings yet
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
- Lab StoryDocument21 pagesLab StoryAbdul QadirNo ratings yet
- Listening Exercise 1Document1 pageListening Exercise 1Ma. Luiggie Teresita PerezNo ratings yet
- 4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal DescisionDocument24 pages4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal Descisionmatteo mamaloNo ratings yet
- Methods to estimate stakeholder views of sustainabilityDocument7 pagesMethods to estimate stakeholder views of sustainabilityAlireza FatemiNo ratings yet