You might also like
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Effect of Two-Pass Trays On Distillation EfficienciesDocument7 pagesEffect of Two-Pass Trays On Distillation EfficienciesCheng ZehanNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- CAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFDocument13 pagesCAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFMedardo AnibalNo ratings yet
- Viscous Incompressible FlowDocument72 pagesViscous Incompressible FlowEduardo LaloNo ratings yet
- Experimental Optimization and Mathematical Modeling of The Supercritical - SADocument12 pagesExperimental Optimization and Mathematical Modeling of The Supercritical - SAJonatas LopesNo ratings yet
- Correlation of entrainment for annular flow in horizontal pipesDocument24 pagesCorrelation of entrainment for annular flow in horizontal pipesJohn Doe100% (1)
- Chemical Engineering & Processing PDFDocument318 pagesChemical Engineering & Processing PDFRafaelNo ratings yet
- Thermophysical Properties-Industrial DirectionsDocument15 pagesThermophysical Properties-Industrial DirectionsfabiopdnNo ratings yet
- Stacks: Ammonia Injection: A Route To CleanDocument8 pagesStacks: Ammonia Injection: A Route To CleanZEN MA100% (1)
- Correlation of Ideal Gas Enthalpy, Heat Capacity, and EntropyDocument4 pagesCorrelation of Ideal Gas Enthalpy, Heat Capacity, and EntropyJosé Luís Díaz VargasNo ratings yet
- An Evaluation of Recent Mechanistic Models of Multiphase Flow For Predicting Pressure Drops in Oil and Gas WellsDocument11 pagesAn Evaluation of Recent Mechanistic Models of Multiphase Flow For Predicting Pressure Drops in Oil and Gas WellsfanziskusNo ratings yet
- A Conceptual Study of Finger-Type Slug Catcher For Heavy-Oil FieldsDocument8 pagesA Conceptual Study of Finger-Type Slug Catcher For Heavy-Oil FieldsfanziskusNo ratings yet
- Accurate Prediction of Compressibility by The GERG Virial EquationDocument8 pagesAccurate Prediction of Compressibility by The GERG Virial Equationxjaf01No ratings yet
- A Fundamental Equation For The Calculation of The Thermodynamic Properties of EthanolDocument17 pagesA Fundamental Equation For The Calculation of The Thermodynamic Properties of EthanolVlaicu AlexNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- Effect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase FlowDocument5 pagesEffect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase Flowyoupof83No ratings yet
- Spe 15657 MSDocument12 pagesSpe 15657 MShijoetigreNo ratings yet
- NPSHDocument26 pagesNPSHarunrai78No ratings yet
- Supercritical Fluid Extraction of Ethanol From Aqueous SolutionsDocument11 pagesSupercritical Fluid Extraction of Ethanol From Aqueous SolutionsPedro LisboaNo ratings yet
- Solubility of Solids in Sub - and Supercritical Fluids A ReviewDocument26 pagesSolubility of Solids in Sub - and Supercritical Fluids A ReviewJonatas LopesNo ratings yet
- Modelling The Extraction of Essential Oils With Compressed Carbon DioxideDocument14 pagesModelling The Extraction of Essential Oils With Compressed Carbon DioxideYusiana DewiNo ratings yet
- CBE 417 FlashDrumSizing Wankat PDFDocument7 pagesCBE 417 FlashDrumSizing Wankat PDFAbdul RehmanNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- Extraction of sesame seed oil using supercritical CO2 and mathematical modelingDocument7 pagesExtraction of sesame seed oil using supercritical CO2 and mathematical modelingJonatas LopesNo ratings yet
- EOSDocument9 pagesEOSgoicoxNo ratings yet
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDocument11 pagesInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIINo ratings yet
- PROBES-75 Guidelines For Developing Greenbelts PDFDocument210 pagesPROBES-75 Guidelines For Developing Greenbelts PDFNur DiansyahNo ratings yet
- Romkes 2003Document11 pagesRomkes 2003ignacio7pazNo ratings yet
- Real-World-Modeling PDFDocument12 pagesReal-World-Modeling PDFGATOMICONo ratings yet
- Phase Diagrams in Chemical EngineeringDocument23 pagesPhase Diagrams in Chemical Engineeringchemsac2No ratings yet
- Isobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileDocument4 pagesIsobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileAlejandra Rodríguez MorenoNo ratings yet
- Lab IV-Formal FinalDocument63 pagesLab IV-Formal FinalSarbjyot Bains0% (1)
- Chemical Reactor Types: PFRs and CSTRsDocument2 pagesChemical Reactor Types: PFRs and CSTRsWancianSiaNo ratings yet
- Acentric Factor EoSDocument10 pagesAcentric Factor EoSdesertflowNo ratings yet
- Explicit Friction Factor For Pipe Flow AnalysisDocument4 pagesExplicit Friction Factor For Pipe Flow AnalysisTony LewisNo ratings yet
- Reaction CalorimetryDocument12 pagesReaction CalorimetryMajeed KhanNo ratings yet
- Riazi Daubert 1980Document6 pagesRiazi Daubert 1980Jeiel FrançaNo ratings yet
- Week 2 - Vle Part 1Document35 pagesWeek 2 - Vle Part 1Syed Hassan Syed Hashim100% (1)
- The Process Simulation Revolution: Thermophysical Property Needs and ConcernsDocument4 pagesThe Process Simulation Revolution: Thermophysical Property Needs and ConcernsbjsatolaNo ratings yet
- A Continuous Model For C7+ Fraction CharacterizationDocument9 pagesA Continuous Model For C7+ Fraction CharacterizationargirotopNo ratings yet
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsFrom EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsNo ratings yet
- Henrys ComponentsDocument3 pagesHenrys ComponentsFalom BanderNo ratings yet
- A Comparative Study On He Performance of Multiphase FlowDocument12 pagesA Comparative Study On He Performance of Multiphase Flowfranciani goedertNo ratings yet
- Mixing RulesDocument15 pagesMixing RulesCremorlabNo ratings yet
- A Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabDocument51 pagesA Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabMasood HassanNo ratings yet
- Supercritical Carbon Dioxide Extraction of Pigments From Bixa Orellana Seeds (Experiments and Modelling)Document8 pagesSupercritical Carbon Dioxide Extraction of Pigments From Bixa Orellana Seeds (Experiments and Modelling)Jacob SteeleNo ratings yet
- Dukler 1980Document10 pagesDukler 1980Vassilios KelessidisNo ratings yet
- Vapor Pressure PDFDocument9 pagesVapor Pressure PDFArindam BanerjeeNo ratings yet
- Column EfficiencyDocument8 pagesColumn Efficiencynebulakers100% (1)
- Annular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsDocument9 pagesAnnular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsRashed KaiserNo ratings yet
- Quantitative Risk AnalysisDocument15 pagesQuantitative Risk Analysiszorro21072107No ratings yet
- Cyclone Solid SeparationDocument5 pagesCyclone Solid Separationzorro21072107No ratings yet
- Blue Shark Facts PDFDocument1 pageBlue Shark Facts PDFzorro21072107No ratings yet
- Process Equipment IntegrityDocument29 pagesProcess Equipment Integrityzorro21072107No ratings yet
- Hydrocyclone Areas of ApplicationDocument3 pagesHydrocyclone Areas of Applicationzorro21072107No ratings yet
- Yankee Doodle Rhyme PDFDocument1 pageYankee Doodle Rhyme PDFzorro21072107No ratings yet
- Lion and Rat-Bed Time StoryDocument2 pagesLion and Rat-Bed Time Storyzorro21072107No ratings yet
- Process Hazard AnalysisDocument34 pagesProcess Hazard Analysiszorro21072107No ratings yet
- Hydro CyclonesDocument9 pagesHydro CyclonesBambang HadinugrohoNo ratings yet
- CFP BoilerDocument1 pageCFP Boilerzorro21072107No ratings yet
- Red Ant Facts PDFDocument1 pageRed Ant Facts PDFzorro21072107No ratings yet
- Tangential VelocityDocument2 pagesTangential Velocityzorro21072107No ratings yet
- Diseño de Separadores Por GravedadDocument4 pagesDiseño de Separadores Por GravedadLuciano SalituriNo ratings yet
- Book Nursery RhymesDocument5 pagesBook Nursery Rhymeszorro21072107No ratings yet
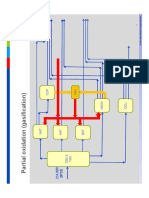
- Refinery Partial OxidationDocument1 pageRefinery Partial Oxidationzorro21072107No ratings yet
- Terrace Wall Design ReformerDocument1 pageTerrace Wall Design Reformerzorro21072107No ratings yet
- Design MethodDocument7 pagesDesign Methodzorro21072107No ratings yet
- Steam Reforming TechnologyDocument1 pageSteam Reforming Technologyzorro21072107No ratings yet
- Hydro Cyclone - Inline SeparationDocument8 pagesHydro Cyclone - Inline Separationzorro21072107No ratings yet
- Reference For MechanicsDocument1 pageReference For Mechanicszorro21072107No ratings yet
- Hydrocyclone Mode of OperationDocument1 pageHydrocyclone Mode of Operationzorro21072107No ratings yet
- Hydrocyclone Flow PatternDocument3 pagesHydrocyclone Flow Patternzorro21072107No ratings yet
- Air Core in HydrocycloneDocument12 pagesAir Core in Hydrocyclonezorro21072107No ratings yet
- New Method For Starch ProductionDocument12 pagesNew Method For Starch Productionzorro21072107No ratings yet
- HC 3Document12 pagesHC 3zorro21072107No ratings yet
- HC 6Document2 pagesHC 6zorro21072107No ratings yet
- CFU and Improvement of SeparationDocument18 pagesCFU and Improvement of Separationzorro21072107No ratings yet
- Hydrocyclone A Solution To Produced WaterDocument8 pagesHydrocyclone A Solution To Produced Waterzorro21072107No ratings yet
- Hydrocyclone A Solution To Produced WaterDocument9 pagesHydrocyclone A Solution To Produced Waterzorro21072107No ratings yet
- Petroleum Science and TechnologyDocument19 pagesPetroleum Science and Technologyzorro21072107No ratings yet
- Nigsch 2006 Melting Point Prediction EmployingDocument11 pagesNigsch 2006 Melting Point Prediction EmployingEthan MananiNo ratings yet
- Practical List BOP 353PDocument2 pagesPractical List BOP 353Pved.g007No ratings yet
- Inspection GuidelinesDocument67 pagesInspection GuidelinesMohammed Amjad Ali67% (3)
- Glydant Plus Liquid (I) 2006Document2 pagesGlydant Plus Liquid (I) 2006Enrique Alberto Valenzuela Hernandez0% (1)
- 2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterDocument8 pages2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterAmin ZamaniNo ratings yet
- New Microsoft Word DocumentDocument10 pagesNew Microsoft Word DocumentNawnit KumarNo ratings yet
- As Topic 4 Notes - Bonding & PeriodicityDocument8 pagesAs Topic 4 Notes - Bonding & PeriodicityJoyce LimNo ratings yet
- T2A1 MCQsDocument32 pagesT2A1 MCQsGadgetGlitchKillNo ratings yet
- Lab Equipment Worksheet: FlameDocument6 pagesLab Equipment Worksheet: FlameSabu LazerNo ratings yet
- Practical Wet Test Acid Radical-1Document5 pagesPractical Wet Test Acid Radical-1psyxs4tsv9No ratings yet
- Laminar and Turbulent FlowDocument16 pagesLaminar and Turbulent FlowMariya ZolotarNo ratings yet
- PT SSJ Corporate ProfileDocument8 pagesPT SSJ Corporate ProfileYohanest ChandraNo ratings yet
- API 570 practice test questionsDocument2 pagesAPI 570 practice test questionstipu321100% (3)
- Climate Change ExplainedDocument13 pagesClimate Change ExplainedRhenz Jarren Carreon100% (2)
- En - Wykaz Towarów - CN Od 20230812Document8 pagesEn - Wykaz Towarów - CN Od 20230812Юрий АндреевNo ratings yet
- The Role of Chemistry in Energy and IndustryDocument15 pagesThe Role of Chemistry in Energy and IndustryDayu AgungNo ratings yet
- Proposal ChlorobenzeneDocument12 pagesProposal ChlorobenzeneDavid Akomolafe100% (1)
- Experimental Investigation and Performance Evaluation of Solar Still Using Phase Change MaterialDocument10 pagesExperimental Investigation and Performance Evaluation of Solar Still Using Phase Change MaterialrassNo ratings yet
- Sweeper & Vacuum TruckDocument8 pagesSweeper & Vacuum TruckAfryanto BuliNo ratings yet
- w4g Book1a r6Document99 pagesw4g Book1a r6milker100% (1)
- Timber and Steel Design IntroductionDocument40 pagesTimber and Steel Design IntroductionCloe Dianne SillaNo ratings yet
- Effect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsDocument14 pagesEffect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsJuanNo ratings yet
- R. K. Malik'S Newton Classes Ranchi: 30 Chemistry in Everyday LifeDocument6 pagesR. K. Malik'S Newton Classes Ranchi: 30 Chemistry in Everyday LiferashidNo ratings yet
- Bore Evacuator Corrosion 155mm SPG 14093humiston PDFDocument24 pagesBore Evacuator Corrosion 155mm SPG 14093humiston PDFehj choNo ratings yet
- SpokeshaveDocument6 pagesSpokeshavestuckinthestudioNo ratings yet
- Ridderman OilDocument2 pagesRidderman OilLEANA JAN CANDOLETANo ratings yet
- A Study On The Setting Characteristics of Sodium Silicate-Activated Slag PasteDocument7 pagesA Study On The Setting Characteristics of Sodium Silicate-Activated Slag PasteYoukhanna ZayiaNo ratings yet
- Valvulas de Bola 2Document20 pagesValvulas de Bola 2claudio godinezNo ratings yet
- Kinetic Molecular Theory WorksheetDocument2 pagesKinetic Molecular Theory WorksheetnanaNo ratings yet
- This PDF Is The Sample PDF Taken From Our Comprehensive Study Material For IIT-JEE Main & AdvancedDocument11 pagesThis PDF Is The Sample PDF Taken From Our Comprehensive Study Material For IIT-JEE Main & AdvancedGod is every whereNo ratings yet