You might also like
- ErgonomiaDocument212 pagesErgonomiaPaulomaterias67% (3)
- Origem e importância da mandioca no BrasilDocument101 pagesOrigem e importância da mandioca no Brasil7Coruja100% (1)
- Guia completo sobre esquadrias de alumínioDocument29 pagesGuia completo sobre esquadrias de alumíniomesefer100% (3)
- Plano de Aula - Tratamento de Águas Residuárias e Efluentes Industriais AtualizadoDocument5 pagesPlano de Aula - Tratamento de Águas Residuárias e Efluentes Industriais AtualizadoEduardo Chaves de AzevedoNo ratings yet
- PEQ 084 - Aços para Armaduras de Betão Armado e Pré-Esforçado Ed05Document6 pagesPEQ 084 - Aços para Armaduras de Betão Armado e Pré-Esforçado Ed05pmistNo ratings yet
- Apostila Cathedra - Contabilidade de CustosDocument167 pagesApostila Cathedra - Contabilidade de Custosresolvidos50% (2)
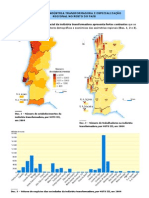
- Dinâmica Da Indústria Transformadora (11.º)Document2 pagesDinâmica Da Indústria Transformadora (11.º)profgeofernando100% (1)
- Aula 1 - Processos de Fabricação 1Document55 pagesAula 1 - Processos de Fabricação 1JonathanFelipeCamargoNo ratings yet
- 2017 Lista de Publicacao - 01 A 31 AgoDocument3 pages2017 Lista de Publicacao - 01 A 31 AgoLoiNo ratings yet
- Acumulação primitiva de capital segundo MarxDocument6 pagesAcumulação primitiva de capital segundo MarxDanielNo ratings yet
- Ecosan Catalogo PDFDocument83 pagesEcosan Catalogo PDFpizzaiollouco47100% (1)
- l1. Carbonetos em NodularDocument25 pagesl1. Carbonetos em NodularrsomsmdudaNo ratings yet
- Curso de Fabricação Mecânica Fatec SorocabaDocument17 pagesCurso de Fabricação Mecânica Fatec SorocabaJefferson NascimentoNo ratings yet
- Seleção de Materiais para Projetos MecânicosDocument13 pagesSeleção de Materiais para Projetos MecânicosmarcioulguimNo ratings yet
- Análise de Um Processo Fermentativo para Desenvolvimento de Um Produto AlimentarDocument119 pagesAnálise de Um Processo Fermentativo para Desenvolvimento de Um Produto AlimentarRenata CalixtoNo ratings yet
- Programa de regionalização de frigoríficos em MGDocument25 pagesPrograma de regionalização de frigoríficos em MGSiluana Benvindo FerreiraNo ratings yet
- 50 anos de inovação em compressoresDocument8 pages50 anos de inovação em compressoresEber.CVNo ratings yet
- Guia do Aluno do Mestrado Profissional em Processos IndustriaisDocument9 pagesGuia do Aluno do Mestrado Profissional em Processos IndustriaisalbertoNo ratings yet
- Apostila Tratamento Térmico - MFQDocument16 pagesApostila Tratamento Térmico - MFQMauro OnishiNo ratings yet
- Evolução das políticas habitacionais no BrasilDocument5 pagesEvolução das políticas habitacionais no Brasilnathalia100% (1)
- Etapas Extracao Oleo de Soja Embrapa - 2015Document43 pagesEtapas Extracao Oleo de Soja Embrapa - 2015Drica MoraisNo ratings yet
- Análise de sistemas de medição em empresa automotivaDocument15 pagesAnálise de sistemas de medição em empresa automotivaedumm001No ratings yet
- DSI Protendidos Tirantes DYWIDAG para Estruturas MaritimasDocument6 pagesDSI Protendidos Tirantes DYWIDAG para Estruturas MaritimasAndrade AntonioNo ratings yet
- Revista Agregados Online Edição 13 - Novembro-Dezembro - 2020Document56 pagesRevista Agregados Online Edição 13 - Novembro-Dezembro - 2020Gabriel FonsecaNo ratings yet
- Ensino de História Africana em Jogos DigitaisDocument12 pagesEnsino de História Africana em Jogos DigitaisGustavo PereiraNo ratings yet
- QUALISSEG - Catálogo Eletrônico de Dispositivos de Bloqueio e Etiquetagem Lockout-Tagout - E12Document63 pagesQUALISSEG - Catálogo Eletrônico de Dispositivos de Bloqueio e Etiquetagem Lockout-Tagout - E12thiagobodosNo ratings yet
- Reflexões sobre desenvolvimento emDocument115 pagesReflexões sobre desenvolvimento emIvan Ferreira de Araujo100% (1)
- Fluidotronica Na Revista Logística Moderna Nº 114 (Junho 2012)Document6 pagesFluidotronica Na Revista Logística Moderna Nº 114 (Junho 2012)fluidotronicaNo ratings yet
- Plano Diretor de Piraquara define macrozoneamento, zoneamento e sistema viárioDocument14 pagesPlano Diretor de Piraquara define macrozoneamento, zoneamento e sistema viárioeduardocwittNo ratings yet
- Blow Out Liter.2007Document4 pagesBlow Out Liter.2007bonte01100% (1)