You might also like
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurFrom EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurNo ratings yet
- La méthode Kanban: Optimiser le flux de travail pour une productivité maximaleFrom EverandLa méthode Kanban: Optimiser le flux de travail pour une productivité maximaleNo ratings yet
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsFrom EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsNo ratings yet
- Planification et contrôle de la production et des stocks : techniques et pratiquesFrom EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesRating: 3 out of 5 stars3/5 (1)
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseFrom EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseNo ratings yet
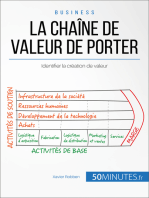
- La chaîne de valeur de Porter: Identifier la création de valeurFrom EverandLa chaîne de valeur de Porter: Identifier la création de valeurRating: 5 out of 5 stars5/5 (2)
- Le diagramme d'Ishikawa: Les liens de cause à effetFrom EverandLe diagramme d'Ishikawa: Les liens de cause à effetRating: 3.5 out of 5 stars3.5/5 (3)
- Introduction VSMDocument3 pagesIntroduction VSMolivierl123No ratings yet
- VSMDocument17 pagesVSManwarNo ratings yet
- Lean ManagementDocument5 pagesLean ManagementPAPIS NDAO100% (1)
- Plaquette VSMDocument2 pagesPlaquette VSMAhmed Charradi100% (2)
- VSMDocument7 pagesVSMMuLilm AmaZigh MoroccanNo ratings yet
- Lean Management &manufacturingDocument6 pagesLean Management &manufacturingHamid HamidNo ratings yet
- Etude Cas KaizenDocument58 pagesEtude Cas KaizenZachary Didi100% (2)
- Methode GraiDocument22 pagesMethode GraiAbdessamad Azounkdi50% (2)
- Modelisation Des Processus LogistiquesDocument12 pagesModelisation Des Processus LogistiquesSully AlsNo ratings yet
- Amélioration ContinueDocument3 pagesAmélioration ContinuebeacNo ratings yet
- Ot 1111 Modeles-De-Gestion-Lean FR PDFDocument20 pagesOt 1111 Modeles-De-Gestion-Lean FR PDFAymen Mahjoub100% (1)
- VSMDocument33 pagesVSMsébastienNo ratings yet
- Formation VSMDocument66 pagesFormation VSMMuLilm AmaZigh MoroccanNo ratings yet
- Management Visuel F PDFDocument33 pagesManagement Visuel F PDFAmal AhmadNo ratings yet
- VSM RapportDocument118 pagesVSM RapportMikaNefaAnja .No ratings yet
- Audit Et Diagnostic QueDocument23 pagesAudit Et Diagnostic QueZakariae AmraniNo ratings yet
- Support Formation VSMDocument81 pagesSupport Formation VSMKhadija AkenouNo ratings yet
- Thèse Sur La Méthode de Cartographie de La Chaine de Valeur VSM Value Stream Mapping PDFDocument117 pagesThèse Sur La Méthode de Cartographie de La Chaine de Valeur VSM Value Stream Mapping PDFadlovsky27No ratings yet
- VSMDocument10 pagesVSMMehdi Hasard100% (1)
- Outils D'amélioration ContinueDocument99 pagesOutils D'amélioration ContinueAbdelhamid DammeneNo ratings yet
- Performance IndustrielleDocument17 pagesPerformance IndustrielleExtremizo HehoNo ratings yet
- Résumé Lean ManagementDocument2 pagesRésumé Lean ManagementMàriem Làkhal Ep KàboubiNo ratings yet
- Michael Comelli - Modélisation, Optimisation Et Simulation Pour La Planification Tactique Des Chaînes LogistiquesDocument216 pagesMichael Comelli - Modélisation, Optimisation Et Simulation Pour La Planification Tactique Des Chaînes Logistiquesclem1983No ratings yet
- Presentation Muda DEF09Document26 pagesPresentation Muda DEF09Salma Benouaali100% (1)
- Lean ManagementDocument20 pagesLean ManagementIngenieur EnsaNo ratings yet
- 4.management Visuel FI 2015 PDFDocument18 pages4.management Visuel FI 2015 PDFAsraoui ZakariaNo ratings yet
- Lean Manufacturing: Chapitre 5 Value Stream MappingDocument18 pagesLean Manufacturing: Chapitre 5 Value Stream MappingSaad Thamine100% (1)
- La Théorie Des ContraintesDocument59 pagesLa Théorie Des Contraintesstino.zan593No ratings yet
- LeanDocument44 pagesLeanKhalid HajirNo ratings yet
- Audit LogistiqueDocument28 pagesAudit LogistiqueYassine MezianeNo ratings yet
- Memoire Mouhcin Amri - CopieDocument46 pagesMemoire Mouhcin Amri - Copiemouhcinamri100% (1)
- Logistique IntegreeDocument4 pagesLogistique IntegreehajarosNo ratings yet
- Outils DMAICDocument17 pagesOutils DMAICIbtihal FadiliNo ratings yet
- Resume Article VSMDocument5 pagesResume Article VSMhiba hmitoNo ratings yet
- Les Outils Classiques IshikawaDocument18 pagesLes Outils Classiques IshikawaAziz Demnati50% (2)
- Cours Lean Logistique - IntroductionDocument17 pagesCours Lean Logistique - IntroductionRa Dia100% (2)
- Methode DMAIC Méthodologie RigoureuseDocument136 pagesMethode DMAIC Méthodologie Rigoureusebasma hassaniNo ratings yet
- Annexe 3 - Boite À Outils Lean PDFDocument16 pagesAnnexe 3 - Boite À Outils Lean PDFBadr Hadri100% (1)
- La Maitrise Des Flux IndustrielsDocument28 pagesLa Maitrise Des Flux IndustrielsYoussefNo ratings yet
- Fiche Muda PDFDocument10 pagesFiche Muda PDFikrameNo ratings yet
- Phase Définir Mesurer Partie1Document49 pagesPhase Définir Mesurer Partie1Kh'adîijàDh100% (1)
- Ed 771Document36 pagesEd 771Sadok KzadriNo ratings yet
- 7 Gaspillages ServicesDocument2 pages7 Gaspillages ServicesZineb El ManjraNo ratings yet
- La Qualité Modéles Et OutilsDocument104 pagesLa Qualité Modéles Et OutilsBEN ABBESNo ratings yet
- 2016 Value Stream Mapping Et Le Concept de LeanDocument4 pages2016 Value Stream Mapping Et Le Concept de LeanSamiBouaziziNo ratings yet
- Lexique LEANDocument23 pagesLexique LEANZW FniNo ratings yet
- Indicateurs de PerformanceDocument3 pagesIndicateurs de Performancenohahlm100% (1)
- Comment Optimiser Sa Que de DistributionDocument20 pagesComment Optimiser Sa Que de DistributionChrys Laura100% (1)
- Le Lean Management Et Lean AccontingDocument31 pagesLe Lean Management Et Lean AccontingMehdi TabitNo ratings yet
- Processus de CommunicationDocument1 pageProcessus de CommunicationDavidof AlexNo ratings yet
- Decouvrez Les Outils Lean XLGroupe PDFDocument39 pagesDecouvrez Les Outils Lean XLGroupe PDFchrispo2100% (1)
- Cours Lean ManagementDocument54 pagesCours Lean Managementrami ouerghiNo ratings yet
- Cparalgrm 2 AsDocument2 pagesCparalgrm 2 Astouil_redouaneNo ratings yet
- Guide RelDocument5 pagesGuide Reltouil_redouaneNo ratings yet
- Diris B 30 - Installation and Operating Manual - 2017 08 - 542869D - FR FRDocument62 pagesDiris B 30 - Installation and Operating Manual - 2017 08 - 542869D - FR FRtouil_redouaneNo ratings yet
- Etude CPL 1202Document81 pagesEtude CPL 1202totoNo ratings yet
- RanaivosoaHeryN ESPA LCACA 15Document61 pagesRanaivosoaHeryN ESPA LCACA 15touil_redouaneNo ratings yet
- ArchitectureDocument1 pageArchitecturetouil_redouaneNo ratings yet
- Transformée de Fourier, Transformée en Ondelettes Et Paquets D'ondelettes: Applications en Traitement Du Signal Et en Traitement D'imagesDocument1 pageTransformée de Fourier, Transformée en Ondelettes Et Paquets D'ondelettes: Applications en Traitement Du Signal Et en Traitement D'imagestouil_redouaneNo ratings yet
- Perte de TransportDocument68 pagesPerte de Transportmohamed bounaouara100% (1)
- TP1 SMA CorrectionDocument9 pagesTP1 SMA Correctiontouil_redouaneNo ratings yet
- HEXINGDocument2 pagesHEXINGtouil_redouaneNo ratings yet
- Heuze Woollams Zidouri CPLDocument34 pagesHeuze Woollams Zidouri CPLshileykossNo ratings yet
- TP1 SMA CorrectionDocument9 pagesTP1 SMA Correctiontouil_redouaneNo ratings yet
- 1 Rech MethodDocument48 pages1 Rech Methodcruise michael100% (1)
- Fi-Controle PertesDocument8 pagesFi-Controle Pertestouil_redouaneNo ratings yet
- 35162D6 PDFDocument1 page35162D6 PDFtouil_redouaneNo ratings yet
- 7 Choses Que Tu Dois Savoir Si Tu Debutes en AutomatismeDocument6 pages7 Choses Que Tu Dois Savoir Si Tu Debutes en AutomatismeSamir MichaelNo ratings yet
- Rupture Des CâblesDocument11 pagesRupture Des Câblestouil_redouaneNo ratings yet
- GeomatiqueDocument90 pagesGeomatiquetouil_redouaneNo ratings yet
- Année: Attestation de Paiement de La Taxe Spéciale Annuelle Sur Les VéhiculesDocument1 pageAnnée: Attestation de Paiement de La Taxe Spéciale Annuelle Sur Les Véhiculestouil_redouaneNo ratings yet
- Les Fonctionnalites Demandees Par La CREDocument2 pagesLes Fonctionnalites Demandees Par La CREtouil_redouaneNo ratings yet
- IntroDocument46 pagesIntrotouil_redouaneNo ratings yet
- M3-3-Le Petit Prince PDFDocument5 pagesM3-3-Le Petit Prince PDFtouil_redouaneNo ratings yet
- M3 5 Le+petit+prince Prononciation PDFDocument1 pageM3 5 Le+petit+prince Prononciation PDFtouil_redouaneNo ratings yet
- Année: Attestation de Paiement de La Taxe Spéciale Annuelle Sur Les VéhiculesDocument1 pageAnnée: Attestation de Paiement de La Taxe Spéciale Annuelle Sur Les Véhiculestouil_redouaneNo ratings yet
- M3 5 Le+petit+prince Prononciation PDFDocument1 pageM3 5 Le+petit+prince Prononciation PDFtouil_redouaneNo ratings yet
- Bo Tipe 17 18Document2 pagesBo Tipe 17 18touil_redouaneNo ratings yet
- Previ Plani01Document39 pagesPrevi Plani01touil_redouaneNo ratings yet
- Statistiques Novembre2011Document2 pagesStatistiques Novembre2011touil_redouaneNo ratings yet
- M3-3-Le Petit Prince PDFDocument5 pagesM3-3-Le Petit Prince PDFtouil_redouaneNo ratings yet
- CM BiblioDocument55 pagesCM Bibliotouil_redouaneNo ratings yet
- Le Commentaire de Documents Geographiques Lycee MboroDocument9 pagesLe Commentaire de Documents Geographiques Lycee Mborowaly sowNo ratings yet
- Rapport McK-Accelerer La Mutation Numerique Des Entreprises 2014Document142 pagesRapport McK-Accelerer La Mutation Numerique Des Entreprises 2014BrunofridlNo ratings yet
- Snep Rfs Juin 2020Document24 pagesSnep Rfs Juin 2020Amine QAIGHANYNo ratings yet
- Cours Tva 2018Document175 pagesCours Tva 2018AmineNo ratings yet
- Chapitre2 Comment Crée-T-On Des Richesses Et Comment Les Produit-On ?Document12 pagesChapitre2 Comment Crée-T-On Des Richesses Et Comment Les Produit-On ?LyliNo ratings yet
- Chapitre 3version FinaleDocument22 pagesChapitre 3version FinaleibrahimNo ratings yet
- Cours D'introduction À La Comptabilité Nationale PDFDocument46 pagesCours D'introduction À La Comptabilité Nationale PDFMaurel Hans AmouNo ratings yet
- Manuel de Macroéconomie 1Document56 pagesManuel de Macroéconomie 1dyhia100% (1)
- Analyse Financière 1 C PDFDocument75 pagesAnalyse Financière 1 C PDFHanane BihiNo ratings yet
- COURS CREATION ENTREPRISE LP Version IUC 2022-2023-1Document36 pagesCOURS CREATION ENTREPRISE LP Version IUC 2022-2023-1duchelmbakopNo ratings yet
- 60 Questions QCM Management Des EntreprisesDocument11 pages60 Questions QCM Management Des EntreprisesYassmine EN-NAIMANINo ratings yet
- Calendrier Des Obligations Fiscales Et Sociales 2019Document29 pagesCalendrier Des Obligations Fiscales Et Sociales 2019Mbade NDONGNo ratings yet
- Seance 1 2022Document41 pagesSeance 1 2022BenblaidNo ratings yet
- L2 Comptabilite de GestionDocument52 pagesL2 Comptabilite de GestionSylva PlusNo ratings yet
- Q.C.M Et Exercices Corriges Economie Et OrganisationDocument62 pagesQ.C.M Et Exercices Corriges Economie Et OrganisationMohamed Dera78% (37)
- Dossier Chapitre 1Document7 pagesDossier Chapitre 1tiago.jorge180408No ratings yet
- Schématisation de La Chaîne D'approvisionnement Supply - Chain - Mapping PDFDocument11 pagesSchématisation de La Chaîne D'approvisionnement Supply - Chain - Mapping PDFAmar MehenaouiNo ratings yet
- Dossier de Création D'entreprise: SOCIÉTÉ PRODUCTRICE DE ASSIETTES ET BARQUETTES JETABLES BIODÉGRADABLES À BASE DE MICONIADocument36 pagesDossier de Création D'entreprise: SOCIÉTÉ PRODUCTRICE DE ASSIETTES ET BARQUETTES JETABLES BIODÉGRADABLES À BASE DE MICONIAjonnyNo ratings yet
- CHAP 1 - 11 - C - Quels Facteurs Mobilisent-Elles Pour Produire (Docs 2de) (2012-2013)Document6 pagesCHAP 1 - 11 - C - Quels Facteurs Mobilisent-Elles Pour Produire (Docs 2de) (2012-2013)Patrick Philippe RifoeNo ratings yet
- Analyse Des Principaux Soldes Du TFRDocument8 pagesAnalyse Des Principaux Soldes Du TFRRtui MedNo ratings yet
- NMRW - Mémoire Professionnelle - TVA - Trésorerie de L'eseDocument49 pagesNMRW - Mémoire Professionnelle - TVA - Trésorerie de L'eseNguema MbeleNo ratings yet
- Chap 1Document16 pagesChap 1Abdessamad BelabyadNo ratings yet
- Cout Ratio MaintenanceDocument11 pagesCout Ratio MaintenanceHassana Mhf100% (1)
- Cours Chapitre 2 - Google Docs PDFDocument6 pagesCours Chapitre 2 - Google Docs PDFWhamaxbyNo ratings yet
- Examen CMTC Juin 2009Document9 pagesExamen CMTC Juin 2009Hocine SoualahNo ratings yet
- Dossier Revision Partie ExamDocument2 pagesDossier Revision Partie Examyasser boussaraNo ratings yet
- Memoire: DIAGNOSTIC DE L'EQUILIBRE FINANCIER D'UNE ENTREPRISE PUBLIQUE EN RDC Cas de La Société Nationale D'électricité (SNEL) de 2005 À 2007Document39 pagesMemoire: DIAGNOSTIC DE L'EQUILIBRE FINANCIER D'UNE ENTREPRISE PUBLIQUE EN RDC Cas de La Société Nationale D'électricité (SNEL) de 2005 À 2007FREDKAN100% (3)
- La Profession Comptable Ecoute de Ses ClientsDocument23 pagesLa Profession Comptable Ecoute de Ses ClientsGeorges AkbannNo ratings yet
- MacroéconomieDocument185 pagesMacroéconomieHajar KawtarNo ratings yet
- L'Évaluation de La Gestion Informatisée Des Impôts Indirects Et Taxes AssimiléesDocument76 pagesL'Évaluation de La Gestion Informatisée Des Impôts Indirects Et Taxes AssimiléeskhukhaNo ratings yet