You might also like
- Engenharia RobustaDocument5 pagesEngenharia RobustaRafa GodoiNo ratings yet
- Método Taguchi: Uma introdução ao método de design robustoDocument20 pagesMétodo Taguchi: Uma introdução ao método de design robustoLuiz Felipe de Oliveira100% (1)
- OTIMIZAÇÃODocument15 pagesOTIMIZAÇÃOCatharina PariceNo ratings yet
- Aumentar valor do produto atendendo clientesDocument11 pagesAumentar valor do produto atendendo clientesAlex BalestriniNo ratings yet
- O Método Taguchi RobustoDocument22 pagesO Método Taguchi RobustoJorge PiresNo ratings yet
- Paper Manufatura EnxutaDocument5 pagesPaper Manufatura EnxutaAmarildo Moreira SantosNo ratings yet
- Comissão de Qualidade Anfavea/Sindipeças - Gt8: Representantes: GM - José Luiz Pereira / Giovanna LucioDocument21 pagesComissão de Qualidade Anfavea/Sindipeças - Gt8: Representantes: GM - José Luiz Pereira / Giovanna Lucioandrefs7No ratings yet
- TCC - Gabriel GavioliDocument40 pagesTCC - Gabriel GavioliRogério José CrespinNo ratings yet
- ROTEIRODocument4 pagesROTEIROJeferson BrazNo ratings yet
- 25R 03 Como Estimar Perda de Produtividade em Pleitos de ConstrucaoDocument39 pages25R 03 Como Estimar Perda de Produtividade em Pleitos de Construcaopatrickcarvalho6dfNo ratings yet
- Engenharia Simultânea na Indústria de Redutores de VelocidadeDocument9 pagesEngenharia Simultânea na Indústria de Redutores de VelocidadeJayme JuniorNo ratings yet
- Avaliação da produtividade de equipamentos de injeção de termoplásticos com OEEDocument10 pagesAvaliação da produtividade de equipamentos de injeção de termoplásticos com OEERobson MonteNo ratings yet
- Introdução à qualidade total e controle estatísticoDocument5 pagesIntrodução à qualidade total e controle estatísticoPaul MurrayNo ratings yet
- Planejamento da qualidade segundo JuranDocument11 pagesPlanejamento da qualidade segundo JuranRúben Oliveira LopesNo ratings yet
- 751-Texto Do Artigo-2493-1-10-20191205 PDFDocument23 pages751-Texto Do Artigo-2493-1-10-20191205 PDFWiliam RegoneNo ratings yet
- Nilton Nunes Toledo: Palavras Chaves: Projeto Do Produto, Projeto para Manufatura e MontagemDocument7 pagesNilton Nunes Toledo: Palavras Chaves: Projeto Do Produto, Projeto para Manufatura e MontagemMárcio VenturelliNo ratings yet
- Work Sampling: medição econômica da produtividade em equipes de manutençãoDocument20 pagesWork Sampling: medição econômica da produtividade em equipes de manutençãowireddigitalNo ratings yet
- FORMAÇÃO INSPEÇÃO QUALIDADEDocument59 pagesFORMAÇÃO INSPEÇÃO QUALIDADECRPiccolomini1100% (2)
- OEEDocument8 pagesOEEedumm001No ratings yet
- Trabalho de Custo PadraoDocument26 pagesTrabalho de Custo PadraoMarlon MartinhoNo ratings yet
- Planejamento de experimentos na injeção plásticaDocument14 pagesPlanejamento de experimentos na injeção plásticaRobson Carlos NogueiraNo ratings yet
- Melhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivaDocument7 pagesMelhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivapedrocatarinoNo ratings yet
- Otimização - ArtigoDocument6 pagesOtimização - ArtigoGivXavierNo ratings yet
- Analise Do Sistema Eletro Eletronico PDFDocument37 pagesAnalise Do Sistema Eletro Eletronico PDFAndre Ricardo EsquibelNo ratings yet
- Apostila 3 - Seis SigmaDocument15 pagesApostila 3 - Seis SigmaMarcus Vinícius SouzaNo ratings yet
- TCC - Implantação Do Plano de Manutenção Nas Bobinadeiras Lohia - 10.06.22Document23 pagesTCC - Implantação Do Plano de Manutenção Nas Bobinadeiras Lohia - 10.06.22moreiraNo ratings yet
- Ferramentas Smed Na IndústriaDocument5 pagesFerramentas Smed Na IndústriaMateus CastilhoNo ratings yet
- 411 Uso DelineamentoDocument10 pages411 Uso Delineamento34273483No ratings yet
- TPM FundamentosDocument16 pagesTPM FundamentosAlexandre BelarminoNo ratings yet
- Instruções para Projetos de MelhoriaDocument5 pagesInstruções para Projetos de MelhoriaOrlando TorresiNo ratings yet
- Andere Guilherme - UnlockedDocument77 pagesAndere Guilherme - Unlockedajjof2050No ratings yet
- Ok 2019 Conbrepro Oee JoseeldipioDocument12 pagesOk 2019 Conbrepro Oee JoseeldipioLara Geovanna SoaresNo ratings yet
- Setup Rapido PDFDocument28 pagesSetup Rapido PDFWillians Silva100% (1)
- Aplicação de Lean em linha de hot forming para melhoria do indicador GSPHDocument42 pagesAplicação de Lean em linha de hot forming para melhoria do indicador GSPHMateus DiasNo ratings yet
- Indicadores de desempenho para manutenção terceirizadaDocument15 pagesIndicadores de desempenho para manutenção terceirizadaLeuri Moraes100% (1)
- Método Taguchi para controle de qualidadeDocument16 pagesMétodo Taguchi para controle de qualidadeRafael LimaNo ratings yet
- PROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSDocument21 pagesPROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSAndressa LimaNo ratings yet
- SLIDE RESOLUÇÃO DO DESAFIODocument6 pagesSLIDE RESOLUÇÃO DO DESAFIOCleveston MoraisNo ratings yet
- Revista ESPACIOS - Vol. 37 (Nº 38) Año 2016 SETUP SMEDDocument16 pagesRevista ESPACIOS - Vol. 37 (Nº 38) Año 2016 SETUP SMEDEmerson CastroNo ratings yet
- TCC Rev finalDocument82 pagesTCC Rev finalFilipe AlmeidaNo ratings yet
- Gestão de Desenvolvimento de Produto UFPRDocument10 pagesGestão de Desenvolvimento de Produto UFPRAlexandro CastroNo ratings yet
- Resolução de problemas na indústria de refratários utilizando a metodologia 8DDocument15 pagesResolução de problemas na indústria de refratários utilizando a metodologia 8DwerigueNo ratings yet
- Comparação de técnicas de prototipagem rápida FDM e EstereolitografiaDocument3 pagesComparação de técnicas de prototipagem rápida FDM e EstereolitografiaLarissa FiorotNo ratings yet
- Avaliação econômica de projetos de controle avançado de processos em indústrias de celulose e papelDocument9 pagesAvaliação econômica de projetos de controle avançado de processos em indústrias de celulose e papelZerilton Ch CNo ratings yet
- 3P - Processo de Preparação Da ProduçãoDocument4 pages3P - Processo de Preparação Da ProduçãoangelamrogerioNo ratings yet
- Aumento da eficiência produtiva através da TRF em empresa de bebidasDocument14 pagesAumento da eficiência produtiva através da TRF em empresa de bebidasdanielsampaio08No ratings yet
- Curva da banheira e métodos para reduzir falhas iniciaisDocument8 pagesCurva da banheira e métodos para reduzir falhas iniciaisBreno LealNo ratings yet
- 4a ListaDocument5 pages4a ListaMatheus Pires FerreiraNo ratings yet
- Manual Modelo de Organização Da ManutençãoDocument22 pagesManual Modelo de Organização Da ManutençãoThiago LouraNo ratings yet
- 8 Dimensões Qualidade EstratégiaDocument16 pages8 Dimensões Qualidade EstratégiaRonald Rolim de MouraNo ratings yet
- 4º Lista de ExercíciosDocument4 pages4º Lista de ExercíciosAndre InacioNo ratings yet
- Análise de Custos da Produção em EmpresaDocument2 pagesAnálise de Custos da Produção em EmpresaalyankaNo ratings yet
- SMED na troca de pneus na Fórmula 1Document6 pagesSMED na troca de pneus na Fórmula 1Simoes JBNo ratings yet
- II - Estratégia e Objetivos Da ProduçãoDocument4 pagesII - Estratégia e Objetivos Da ProduçãoMarcio MartinsNo ratings yet
- ENEGEP 2009 (Artigo) - Identificação de Oportunidades de Melhoria Na Implantação de Ferramentas Da Manufatura Enxuta em Uma Célula de ProduçãoDocument13 pagesENEGEP 2009 (Artigo) - Identificação de Oportunidades de Melhoria Na Implantação de Ferramentas Da Manufatura Enxuta em Uma Célula de ProduçãoAdelmo A. MartinsNo ratings yet
- APO2023 ED4 Cap4Document4 pagesAPO2023 ED4 Cap4Cesar SampaioNo ratings yet
- Gestao Da Qualidade Na PráticaDocument50 pagesGestao Da Qualidade Na PráticaEngenharia EcobrisaNo ratings yet
- Gestão de Custos, Preços e QualidadeDocument12 pagesGestão de Custos, Preços e QualidadeCatarina Miguel100% (1)
- Aplicação Das Técnicas de AV, DFMA e FMEADocument11 pagesAplicação Das Técnicas de AV, DFMA e FMEAProdução UnicuritibaNo ratings yet
- Cultura OrganizacionalDocument12 pagesCultura OrganizacionalElis PereiraNo ratings yet
- Var BaseDocument104 pagesVar BaseAureo FerreiraNo ratings yet
- C Alvar 2011Document50 pagesC Alvar 2011Joseph RobertNo ratings yet
- Cap.04 - Sequenciamento e PERT-CPMDocument20 pagesCap.04 - Sequenciamento e PERT-CPMJoseph RobertNo ratings yet
- Soluções - Tóp 1, 5, 7 e 8Document1 pageSoluções - Tóp 1, 5, 7 e 8Joseph RobertNo ratings yet
- Exercicio OSMDocument3 pagesExercicio OSMJoseph RobertNo ratings yet
- Manual Estgio Supervisionado de Engenharia de Producao - 2011Document40 pagesManual Estgio Supervisionado de Engenharia de Producao - 2011Joseph RobertNo ratings yet
- Apostila Seg Trabalho ProdDocument30 pagesApostila Seg Trabalho ProdJoseph RobertNo ratings yet
- Posicionamento de Mercado - PRINCÍPIOS DE MARKETINGDocument8 pagesPosicionamento de Mercado - PRINCÍPIOS DE MARKETINGJoseph RobertNo ratings yet
- Para Pamela QuestonáriosDocument5 pagesPara Pamela QuestonáriosJoseph RobertNo ratings yet
- Número de Chegadas/min: Conforme A Tabela 1Document6 pagesNúmero de Chegadas/min: Conforme A Tabela 1Joseph RobertNo ratings yet
- Previsao TRABALHODocument45 pagesPrevisao TRABALHOJoseph RobertNo ratings yet
- Exerc ResolvidosDocument5 pagesExerc ResolvidosWilliam EAlanaNo ratings yet
- Aula 2 - Economia Da Engenharia - 2013Document17 pagesAula 2 - Economia Da Engenharia - 2013Joseph RobertNo ratings yet
- Análise Matemática III: Geometria, Análise Complexa, EDO e Séries de FourierDocument227 pagesAnálise Matemática III: Geometria, Análise Complexa, EDO e Séries de FourierJoseph RobertNo ratings yet
- Cap 01eletricidade para Engenharia de ProduçãoDocument23 pagesCap 01eletricidade para Engenharia de ProduçãoJoseph RobertNo ratings yet
- Artigo Rivaldo 2009Document16 pagesArtigo Rivaldo 2009Joseph RobertNo ratings yet
- 8 Modelo Formatacao SimpepDocument5 pages8 Modelo Formatacao Simpepjonesmarrones23No ratings yet
- Exercicios Eng. Produção 2013Document1 pageExercicios Eng. Produção 2013Joseph RobertNo ratings yet
- Trabalho Pesquisa CCQ TPM Zero Defeito 5sDocument1 pageTrabalho Pesquisa CCQ TPM Zero Defeito 5sJoseph RobertNo ratings yet
- Unidade 16 Organização SindicalDocument45 pagesUnidade 16 Organização SindicaldiegoafrancaNo ratings yet
- Métodos Taguchi para otimização de qualidadeDocument9 pagesMétodos Taguchi para otimização de qualidadeJoseph RobertNo ratings yet
- Exercicios Eng. Produção 2013Document1 pageExercicios Eng. Produção 2013Joseph RobertNo ratings yet
- Artigo Rivaldo 2009Document16 pagesArtigo Rivaldo 2009Joseph RobertNo ratings yet
- Semana Acadêmica Integrada 2013Document3 pagesSemana Acadêmica Integrada 2013Joseph RobertNo ratings yet
- Soluções - Tóp 1, 5, 7 e 8Document1 pageSoluções - Tóp 1, 5, 7 e 8Joseph RobertNo ratings yet
- Trabalho Pesquisa CCQ TPM Zero Defeito 5sDocument1 pageTrabalho Pesquisa CCQ TPM Zero Defeito 5sJoseph RobertNo ratings yet
- TPM - Manuten o Produtiva TotalDocument51 pagesTPM - Manuten o Produtiva TotalSilvioSuguitaniNo ratings yet
- Efeitos TermicosDocument4 pagesEfeitos TermicosJoseph RobertNo ratings yet
- 6 - Tecnologias No EnsinoDocument34 pages6 - Tecnologias No EnsinoLeonardo SouzaNo ratings yet
- Atividade Avaliativa de Recuperação ParalelaDocument7 pagesAtividade Avaliativa de Recuperação ParalelaScheila Brito PereiraNo ratings yet
- Orientação nutricional para Doença de CrohnDocument4 pagesOrientação nutricional para Doença de CrohnKaylane CardosoNo ratings yet
- Funções quadráticasDocument3 pagesFunções quadráticasalmeida.agostinho8406No ratings yet
- Atividade - Que Gênero Sou EuDocument6 pagesAtividade - Que Gênero Sou EuMakena BorgesNo ratings yet
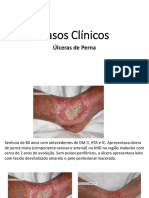
- AULA 15 - Casos Clínicos Úlceras de PernaDocument24 pagesAULA 15 - Casos Clínicos Úlceras de PernaManuel E NeuzaNo ratings yet
- CO_banco_questõesDocument10 pagesCO_banco_questõesAurea Cardoso100% (1)
- Imunossenescência - AjaxDocument13 pagesImunossenescência - AjaxMatheus RochaNo ratings yet
- 2005 Pec 2Document336 pages2005 Pec 2gorkipt100% (1)
- Segunda Voz e TomDocument5 pagesSegunda Voz e TomSamuel PereiraNo ratings yet
- A Glandula Pineal PDFDocument30 pagesA Glandula Pineal PDFAnonymous iwuIYn100% (4)
- Workshop NR12 PDFDocument146 pagesWorkshop NR12 PDFAdilson NogueiraNo ratings yet
- Cópia de AVALIACAO - MONITORAMENTO - E - AFERICÃODocument6 pagesCópia de AVALIACAO - MONITORAMENTO - E - AFERICÃOAdriano JúniorNo ratings yet
- Balada Da Praia Dos CãesDocument11 pagesBalada Da Praia Dos CãesSandra SantosNo ratings yet
- Avaliação de Português sobre o poema O Papagaio falavaDocument5 pagesAvaliação de Português sobre o poema O Papagaio falavaEduarda CardosoNo ratings yet
- 40 citações poderosas para sua redaçãoDocument9 pages40 citações poderosas para sua redaçãoConstantine GabrielNo ratings yet
- O Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesDocument2 pagesO Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesHermeson OliveiraNo ratings yet
- 7 Chakras VibraçõesDocument1 page7 Chakras VibraçõesHenriqueNo ratings yet
- Estudo de Caso Psicologia HospitalarDocument3 pagesEstudo de Caso Psicologia HospitalarGabriela NaboznyNo ratings yet
- SH Microbiologia e ParasitologiapdfDocument33 pagesSH Microbiologia e Parasitologiapdfweslley.liimah23No ratings yet
- O Senhor Do Seu Nariz - Ficha de LeituraDocument4 pagesO Senhor Do Seu Nariz - Ficha de LeituraLuísa Ribeiro0% (1)
- Estatística ficha exercícios resolvidosDocument17 pagesEstatística ficha exercícios resolvidosArsénio Sadique Aualo100% (1)
- Jogo Do TextoDocument4 pagesJogo Do TextoFellipe Duarte75% (4)
- Curso MEMORIZA ÇO - Aumente em at 10 Vezes A Capacidadede MemorizarDocument63 pagesCurso MEMORIZA ÇO - Aumente em at 10 Vezes A Capacidadede MemorizarJesus NetoNo ratings yet
- Teorias da Psicologia Cognitiva Estruturalismo e FuncionalismoDocument16 pagesTeorias da Psicologia Cognitiva Estruturalismo e Funcionalismosilvacuinica100% (1)
- Dia Da MulherDocument3 pagesDia Da MulherHernani BitencourtNo ratings yet
- QVT e Auto Realização no TrabalhoDocument11 pagesQVT e Auto Realização no TrabalhoJuliana MatosNo ratings yet
- A Evolucao Do Conceito de Familia Noronha Maressa Maelly Soares Parron Stenio FerreiraDocument21 pagesA Evolucao Do Conceito de Familia Noronha Maressa Maelly Soares Parron Stenio FerreiraKaroline Coelho A. Souza100% (2)
- Correção - VitinhoDocument4 pagesCorreção - VitinhoPeter BoweryNo ratings yet
- Modificação Do ComportamentoDocument6 pagesModificação Do ComportamentoNágila ThaináNo ratings yet