You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- TCM IO520 OpsInstallManualDocument78 pagesTCM IO520 OpsInstallManualleather_nunNo ratings yet
- Astm b214 16 PDFDocument4 pagesAstm b214 16 PDFWarsonoNo ratings yet
- Difference Between Voltage Tap & Test TapDocument3 pagesDifference Between Voltage Tap & Test TapaocalayNo ratings yet
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2022 Rev 2Document5 pagesSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Saudi Computer Exam For QC WeldingDocument4 pagesSaudi Computer Exam For QC Weldingரமேஷ் பாலக்காடு100% (1)
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- Responabilities of A Welding InspectorDocument13 pagesResponabilities of A Welding Inspectorரமேஷ் பாலக்காடுNo ratings yet
- Duties of A Welding Inspector 1Document12 pagesDuties of A Welding Inspector 1ரமேஷ் பாலக்காடுNo ratings yet
- SA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02Document62 pagesSA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02ரமேஷ் பாலக்காடுNo ratings yet
- Codes Standards and SpecificationsDocument15 pagesCodes Standards and Specificationsரமேஷ் பாலக்காடுNo ratings yet
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- Air Carbon Arc Gouging: ElectrodeDocument1 pageAir Carbon Arc Gouging: Electrodeரமேஷ் பாலக்காடுNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- Gouging 01Document2 pagesGouging 01ரமேஷ் பாலக்காடுNo ratings yet
- Pew205 Slide ShowDocument23 pagesPew205 Slide Showரமேஷ் பாலக்காடுNo ratings yet
- SAIC-E-2001 Rev 2Document7 pagesSAIC-E-2001 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Vedic Maths TutorialDocument12 pagesVedic Maths TutorialNitin Jain100% (15)
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-E-2002 Rev 2Document7 pagesSAIC-E-2002 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocument362 pagesPractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimoneNo ratings yet
- 0 Wis10 Contents ListDocument1 page0 Wis10 Contents ListSangram RoutarayNo ratings yet
- API 510 Examination Sample ItemsDocument3 pagesAPI 510 Examination Sample ItemsMagira PasaribuNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- SAIC-F-2007 Rev 2Document1 pageSAIC-F-2007 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
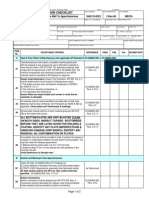
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocument4 pagesSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade ProtectionDocument1 pageSaudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade Protectionரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Yacht Devices NMEA 0183 Gateway User ManualDocument36 pagesYacht Devices NMEA 0183 Gateway User ManualAlexander GorlachNo ratings yet
- Microsoft Visual C++ 2008 Express Edition EnuDocument5 pagesMicrosoft Visual C++ 2008 Express Edition EnuMeghan WoodsNo ratings yet
- Distance Learning Assignment ProjectDocument28 pagesDistance Learning Assignment ProjectFaisal SattiNo ratings yet
- Manual Reparos Ohaus Linha ArDocument56 pagesManual Reparos Ohaus Linha ArJoao Victor BNo ratings yet
- Circuit Breaker - Wikipedia, The Free EncyclopediaDocument12 pagesCircuit Breaker - Wikipedia, The Free EncyclopediaMuhammad NabilNo ratings yet
- Origo Arc 150i Origo Arc 200i 2Document16 pagesOrigo Arc 150i Origo Arc 200i 2snovovi1100% (1)
- UA08 1 RNC Paging Engineering Guidelines V02Document84 pagesUA08 1 RNC Paging Engineering Guidelines V02SORO YALAMOUSSANo ratings yet
- ABAP Unit Test Driven DevelopmentDocument17 pagesABAP Unit Test Driven Developmentshadydogv5No ratings yet
- Sun and VMWare Quick Start GuideDocument10 pagesSun and VMWare Quick Start GuideAnuchit ChalothornNo ratings yet
- UMA & Optimus Schematics Document IVY Bridge (rPGA989)Document103 pagesUMA & Optimus Schematics Document IVY Bridge (rPGA989)AnilVarmaNo ratings yet
- D 869 - 85 R98 - Rdg2oq - PDFDocument2 pagesD 869 - 85 R98 - Rdg2oq - PDFphaindikaNo ratings yet
- Xuper-6868-XHD Castolin Electrode PDFDocument2 pagesXuper-6868-XHD Castolin Electrode PDFswapneel_kulkarniNo ratings yet
- M1911 A1 ReduxDocument59 pagesM1911 A1 Reduxaudrea100% (1)
- Cisco PGW 2200Document622 pagesCisco PGW 2200LukmanFolarin100% (1)
- Analog TV StandardsDocument5 pagesAnalog TV StandardsJayson AlvaNo ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument7 pagesIndustrial Diesel Generator Set: Standby Power RatingJavier SilvaNo ratings yet
- Krohne Flow Meter PDFDocument40 pagesKrohne Flow Meter PDFavabhyankar9393No ratings yet
- NGN Module 2 PDFDocument19 pagesNGN Module 2 PDFkikinjoNo ratings yet
- 11071414113824Document68 pages11071414113824Ermin MutapcicNo ratings yet
- Masterpact ManualDocument152 pagesMasterpact Manual322399mk7086100% (2)
- Datasheet SG2000-SG2500Document2 pagesDatasheet SG2000-SG2500Ashutosh SharmaNo ratings yet
- Circuit Breaker Technical SpecificationsDocument24 pagesCircuit Breaker Technical SpecificationssanjayNo ratings yet
- ISA 61010-031-2002 - Safety Req - Hand Held Probe AssembDocument78 pagesISA 61010-031-2002 - Safety Req - Hand Held Probe AssembRahul SinganiaNo ratings yet
- Compliance CertificateDocument2 pagesCompliance CertificateSwat Guratai by javed Javed iqbalNo ratings yet
- Ansi Asabe Ad730-2009 (R2012-12)Document17 pagesAnsi Asabe Ad730-2009 (R2012-12)StephanNo ratings yet
- Building Scalable Apps With Redis and Node - Js Sample ChapterDocument44 pagesBuilding Scalable Apps With Redis and Node - Js Sample ChapterPackt PublishingNo ratings yet
- Product data sheet RGZE1S48MDocument4 pagesProduct data sheet RGZE1S48MINGWIRBONo ratings yet