You might also like
- Guia Basica para El CssDocument152 pagesGuia Basica para El CsserralbertoNo ratings yet
- Guia Basica para El CssDocument152 pagesGuia Basica para El CsserralbertoNo ratings yet
- Regimen Neutro Dossier PDFDocument14 pagesRegimen Neutro Dossier PDFCarlos Alonso Barrios Delgado100% (1)
- Regimen Neutro Dossier PDFDocument14 pagesRegimen Neutro Dossier PDFCarlos Alonso Barrios Delgado100% (1)
- Métodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 4Document1 pageMétodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 4Santos Oliva MuñozNo ratings yet
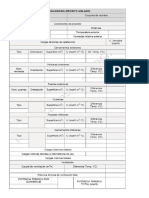
- Hoja de Cargas Térmicas VacíaDocument1 pageHoja de Cargas Térmicas VacíaSantos Oliva MuñozNo ratings yet
- Métodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 3Document1 pageMétodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 3Santos Oliva MuñozNo ratings yet
- Tareas Del Bloque Iii. Tema 6Document1 pageTareas Del Bloque Iii. Tema 6Santos Oliva MuñozNo ratings yet
- Métodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 5Document1 pageMétodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 5Santos Oliva MuñozNo ratings yet
- Métodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 2Document1 pageMétodos de Estimación de La Demanda en Sist Electricos de BTEXTRACTO 2Santos Oliva MuñozNo ratings yet
- 2018 - Prysmian - GUÍA TECNICA - Baja Tensión Ilovepdf CompressedDocument212 pages2018 - Prysmian - GUÍA TECNICA - Baja Tensión Ilovepdf CompressedDelga CortemNo ratings yet
- A1general PDFDocument5 pagesA1general PDFSantos Oliva MuñozNo ratings yet
- Registro Pipí (Refuerzo Positivo) 2Document1 pageRegistro Pipí (Refuerzo Positivo) 2Santos Oliva MuñozNo ratings yet
- Regimen Neutro Dossier PDFDocument14 pagesRegimen Neutro Dossier PDFCarlos Alonso Barrios Delgado100% (1)
- Grande - Pequeño 13Document1 pageGrande - Pequeño 13Santos Oliva MuñozNo ratings yet
- Grande - Pequeño 13Document1 pageGrande - Pequeño 13Santos Oliva MuñozNo ratings yet
- Grande Pequeño12Document1 pageGrande Pequeño12Santos Oliva MuñozNo ratings yet
- Grande - Pequeño 13Document1 pageGrande - Pequeño 13Santos Oliva MuñozNo ratings yet
- Grande Pequeño12Document1 pageGrande Pequeño12Santos Oliva MuñozNo ratings yet
- Grande Pequeño12Document1 pageGrande Pequeño12Santos Oliva MuñozNo ratings yet
- Grande Pequeño09Document1 pageGrande Pequeño09Santos Oliva MuñozNo ratings yet
- Grande Pequeño12Document1 pageGrande Pequeño12Santos Oliva MuñozNo ratings yet
- Grande Pequeño06Document1 pageGrande Pequeño06Santos Oliva MuñozNo ratings yet
- Grande Pequeño11Document1 pageGrande Pequeño11Santos Oliva MuñozNo ratings yet
- Grande Pequeño08Document1 pageGrande Pequeño08Santos Oliva MuñozNo ratings yet
- Grande Pequeño03Document1 pageGrande Pequeño03Santos Oliva MuñozNo ratings yet
- Grande Pequeño10Document1 pageGrande Pequeño10Santos Oliva MuñozNo ratings yet
- Grande Pequeño07Document1 pageGrande Pequeño07Santos Oliva MuñozNo ratings yet
- Grande Pequeño05Document1 pageGrande Pequeño05Santos Oliva MuñozNo ratings yet
- Grande Pequeño04Document1 pageGrande Pequeño04Santos Oliva MuñozNo ratings yet
- Proyecto Fisica (PENDULO SIMPLE)Document19 pagesProyecto Fisica (PENDULO SIMPLE)Alberto TorresNo ratings yet
- Informe HidrologioDocument40 pagesInforme HidrologioKaren Ayala RamirezNo ratings yet
- 3.3.3 Manejo de MultimetroDocument10 pages3.3.3 Manejo de Multimetrofernando patiñoNo ratings yet
- Semiotica 2Document4 pagesSemiotica 2karenNo ratings yet
- Taller Flora y Fauna Endemica de ColombiaDocument3 pagesTaller Flora y Fauna Endemica de ColombiaSsonia YaraNo ratings yet
- Qué Son Las Ondas ElectromagnéticasDocument7 pagesQué Son Las Ondas ElectromagnéticasJhon Fuentes GallegoNo ratings yet
- Sueroterapia RiesgosDocument10 pagesSueroterapia RiesgosAnita Rodriguez SalgadoNo ratings yet
- Triptico RAC 06Document2 pagesTriptico RAC 06leydiNo ratings yet
- TR-01 Protocolo de Trazo y Replanteo de Tuberia AciDocument1 pageTR-01 Protocolo de Trazo y Replanteo de Tuberia AciJonatan ParedesNo ratings yet
- Informacion Basica PanaderiaDocument6 pagesInformacion Basica PanaderiajuanapbaezNo ratings yet
- Cuestionario Residente de ObraDocument7 pagesCuestionario Residente de ObraTOÑONo ratings yet
- Clase 4Document25 pagesClase 4Victor TorresNo ratings yet
- Protocolo de Reparacion de FisurasDocument4 pagesProtocolo de Reparacion de FisurasJorge Malaga VillanuevaNo ratings yet
- Pirámides poblacionales y transición demográfica en el PerúDocument3 pagesPirámides poblacionales y transición demográfica en el PerúRaúl RC JiménezNo ratings yet
- Fue Sin QuererDocument4 pagesFue Sin QuererElizita MedinaNo ratings yet
- Informe Circuito RCDocument3 pagesInforme Circuito RCFabian KmiloNo ratings yet
- Plan. Mmto - Tolva 15-20 m3Document1 pagePlan. Mmto - Tolva 15-20 m3Enrique Escobar LozanoNo ratings yet
- La PolleraDocument15 pagesLa PolleraSamiraNo ratings yet
- Resuelve problemas con MCD y MCM de forma grupalDocument4 pagesResuelve problemas con MCD y MCM de forma grupalNerita Valdivia100% (1)
- La sabiduría ancestral de los pueblos originariosDocument20 pagesLa sabiduría ancestral de los pueblos originariosByron CarrancoNo ratings yet
- El MetodoDocument2 pagesEl MetodostreyiitaNo ratings yet
- Arco FacialDocument17 pagesArco FacialGraciela Mendoza LupacaNo ratings yet
- Ee Abs ML 163 Mot 430Document4 pagesEe Abs ML 163 Mot 430Jose Fernandez OrenesNo ratings yet
- Hemorragia Postparto: Causas, Diagnóstico y TratamientoDocument19 pagesHemorragia Postparto: Causas, Diagnóstico y TratamientoMarylin Quispe COrdova100% (1)
- Soluciones AmortiguadorasDocument17 pagesSoluciones AmortiguadorasGrace VeraNo ratings yet
- Boletín Urología No. 6Document8 pagesBoletín Urología No. 6Practicas Comunicaciones100% (1)
- Terapia Con OligoelementosDocument5 pagesTerapia Con Oligoelementosclaudio ochoa100% (1)
- Textiles andinos: símbolos e iconografíaDocument47 pagesTextiles andinos: símbolos e iconografíaSelena Tatiana Solis Winkelried100% (5)
- Reconocimiento Geológico de Yura, Arequipa - Perú - Explorock - Blog de Las Geociencias y ExploraciónDocument21 pagesReconocimiento Geológico de Yura, Arequipa - Perú - Explorock - Blog de Las Geociencias y ExploraciónBrayanChoquehuancaNo ratings yet