You might also like
- 311 4R-00Document12 pages311 4R-00farhadam50% (2)
- Renderoc TgxtraDocument2 pagesRenderoc TgxtratalatzahoorNo ratings yet
- ACI 301 05 SpecsDocument4 pagesACI 301 05 Specsnb_6049755660% (1)
- ACI 304R-00 Measuring, Placing, Mixing and Transporting ConcreteDocument46 pagesACI 304R-00 Measuring, Placing, Mixing and Transporting ConcreteKiramat ShahNo ratings yet
- Steel - and Synthetic Fibre ReinforcedDocument12 pagesSteel - and Synthetic Fibre ReinforcedMangisi Haryanto ParapatNo ratings yet
- ASTM C1550-03 Flexural Toughness of Fiber Reinforced ConcreteDocument9 pagesASTM C1550-03 Flexural Toughness of Fiber Reinforced ConcreteroostercockburnNo ratings yet
- Cold Weather Concreting: Reported by ACI Committee 306Document23 pagesCold Weather Concreting: Reported by ACI Committee 306Miguel DominguezNo ratings yet
- Aci 308 R-01Document31 pagesAci 308 R-01BuddhikaNo ratings yet
- 214.3R - 88simplified Version of The Recommended Practice For Evaluation of Strength Test Results of Concrete PDFDocument8 pages214.3R - 88simplified Version of The Recommended Practice For Evaluation of Strength Test Results of Concrete PDFWaleed AhmedNo ratings yet
- Astma615 615MDocument6 pagesAstma615 615MRahul Bhardwaj100% (1)
- C1107Document4 pagesC1107Pankaj PaulNo ratings yet
- Astm C 823 SamplingDocument7 pagesAstm C 823 SamplingJUBY MBNo ratings yet
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrAyman ZakariaNo ratings yet
- ACI 309R-05 - Guide For Consolidation of ConcreteDocument36 pagesACI 309R-05 - Guide For Consolidation of ConcreteGgcs ConStruct100% (4)
- Wet-Mix-or-DryDocument1 pageWet-Mix-or-DryHuaman Chavez Jesus Angel100% (1)
- Water Penetration of Exterior Metal Roof Panel Systems by Uniform Static Air Pressure DifferenceDocument6 pagesWater Penetration of Exterior Metal Roof Panel Systems by Uniform Static Air Pressure DifferenceAhmad Zubair Rasuly100% (3)
- New Concrete StandardsDocument68 pagesNew Concrete StandardsMohlis Arifin Rukib Wardah0% (1)
- Control Temp in Mass ConcreteDocument9 pagesControl Temp in Mass ConcretechrtromNo ratings yet
- Ready-Mixed Concrete: Standard Specification ForDocument10 pagesReady-Mixed Concrete: Standard Specification ForMinor CastroNo ratings yet
- Astm c497dsvsdvdvDocument10 pagesAstm c497dsvsdvdvaj quintoNo ratings yet
- C933 PDFDocument2 pagesC933 PDFDIAZCORDOBANo ratings yet
- BS6089 Assess Existing Con Struct CORE TESTDocument21 pagesBS6089 Assess Existing Con Struct CORE TESTAnıl Özpirinçi100% (1)
- Astm C900 06Document10 pagesAstm C900 06abualamalNo ratings yet
- ASTM C580 Mortar FlexuralDocument6 pagesASTM C580 Mortar FlexuralHiren Joshi100% (1)
- ASTMDocument8 pagesASTMKalindaMadusankaDasanayakaNo ratings yet
- Astm C856C856M-2020Document15 pagesAstm C856C856M-2020k9999999100% (1)
- Astm A 36a 36M - 2008.05.15Document3 pagesAstm A 36a 36M - 2008.05.15Anonymous ySbxldR8F100% (2)
- Soil Cement ACI - 230 - 1R-09 - PreDocument4 pagesSoil Cement ACI - 230 - 1R-09 - PreIsuru Samaranayake100% (1)
- Sika® Latex PDFDocument2 pagesSika® Latex PDFGina GaelaNo ratings yet
- M55.1-12-Specification For Grouting of Post-Tensioned Structures-Addendum 1-130617Document4 pagesM55.1-12-Specification For Grouting of Post-Tensioned Structures-Addendum 1-130617Vipin Kumar ParasharNo ratings yet
- Silica Fume Used in Cementitious Mixtures: Standard Specification ForDocument7 pagesSilica Fume Used in Cementitious Mixtures: Standard Specification ForRahish RaviNo ratings yet
- 224 1R-93Document22 pages224 1R-93farhadamNo ratings yet
- ASTM C94 C94M 03 Ready Mixed ConcreteDocument10 pagesASTM C94 C94M 03 Ready Mixed ConcreteJuan Ch100% (1)
- Astm e 754Document8 pagesAstm e 754Mauricio RiquelmeNo ratings yet
- ASTM Standards for Corrosion, Erosion and Embrittlement TestingDocument3 pagesASTM Standards for Corrosion, Erosion and Embrittlement Testingabet_singkong8930No ratings yet
- Aci 308.1 PDFDocument13 pagesAci 308.1 PDFOSIIQPGRIS100% (1)
- Is 5512 1983 PDFDocument17 pagesIs 5512 1983 PDFBijaya RaulaNo ratings yet
- Aci 211.2 - 1998 PDFDocument18 pagesAci 211.2 - 1998 PDFBhavanishankar ShettyNo ratings yet
- Standards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsDocument33 pagesStandards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsfoxmancementNo ratings yet
- Jisg 3112.2010Document2 pagesJisg 3112.2010Mani MaNo ratings yet
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingDocument6 pagesHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaNo ratings yet
- ASTM C494-C49M-05aDocument10 pagesASTM C494-C49M-05aKidist MollaNo ratings yet
- Concrete in Hot Weather Conditions-Challanges - Precautions: Dr. S. Vijaya Mohan RaoDocument6 pagesConcrete in Hot Weather Conditions-Challanges - Precautions: Dr. S. Vijaya Mohan RaoHussain ElarabiNo ratings yet
- ACI 503.7-07 Specification For Crack Repair by Epoxy InjectionDocument11 pagesACI 503.7-07 Specification For Crack Repair by Epoxy InjectionSergio VianaNo ratings yet
- Astm D 1854 PDFDocument3 pagesAstm D 1854 PDFJohn Errol Saldevar MarcosNo ratings yet
- ACI-207.4R-93 Cooling and Insulating Systems For Mass ConcreteDocument22 pagesACI-207.4R-93 Cooling and Insulating Systems For Mass Concreteorlandomanriquez100% (2)
- Guide For Concrete Construction Quality Systems in Conformance With ISO 9001Document2 pagesGuide For Concrete Construction Quality Systems in Conformance With ISO 9001anigz570No ratings yet
- Air-Entraining Admixtures For ConcreteDocument4 pagesAir-Entraining Admixtures For ConcretemameniqNo ratings yet
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- ASTM C94 C94M Standard Specification For Ready-Mixed ConcreteDocument1 pageASTM C94 C94M Standard Specification For Ready-Mixed ConcreteAmanda Ariesta ApriliaNo ratings yet
- Acid-Soluble Chloride in Mortar and Concrete: Standard Test Method ForDocument4 pagesAcid-Soluble Chloride in Mortar and Concrete: Standard Test Method ForRodney SalazarNo ratings yet
- ASTM C881 Epoxy SystemsDocument1 pageASTM C881 Epoxy SystemsRodrigo GarcíaNo ratings yet
- ACI 207.1R-05 Guide To Mass ConcreteDocument31 pagesACI 207.1R-05 Guide To Mass ConcreteLukusa Badimuena100% (3)
- 3043r - 96 Heavyweight Concrete PDFDocument8 pages3043r - 96 Heavyweight Concrete PDFCarlos Henry Laura CastilloNo ratings yet
- ACI 3259r - 91 - Guide For Construction of Concrete Pavements & BasesDocument27 pagesACI 3259r - 91 - Guide For Construction of Concrete Pavements & BasesTrader Red100% (1)
- Lloyds Gre PDFDocument0 pagesLloyds Gre PDFLegend AnbuNo ratings yet
- Placing Concrete by Pumping Methods: ACI 304.2R-96Document25 pagesPlacing Concrete by Pumping Methods: ACI 304.2R-96منير أحمدNo ratings yet
- Quality and Durability of Stone For Construction Lan SimsDocument7 pagesQuality and Durability of Stone For Construction Lan SimsJaouad OuaâzizNo ratings yet
- 3043r - 96 - Heavyweight Concrete (Measuring, Mixing, Transporting, and Placing)Document8 pages3043r - 96 - Heavyweight Concrete (Measuring, Mixing, Transporting, and Placing)vireakthong chuonNo ratings yet
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing ConcreteDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concretebonnico75% (4)
- AWS QC 11-96 Spec 4 Qualification Certification Advanced Level WelderDocument38 pagesAWS QC 11-96 Spec 4 Qualification Certification Advanced Level Welderminhnn50% (2)
- AWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderDocument25 pagesAWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderminhnnNo ratings yet
- 124 2R-94 PDFDocument1 page124 2R-94 PDFfarhadamNo ratings yet
- Aci 304.2R-96Document25 pagesAci 304.2R-96minhnnNo ratings yet
- Welding EngineerDocument10 pagesWelding EngineerNnamdi Celestine NnamdiNo ratings yet
- ACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TraDocument12 pagesACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TrawilsonschmittNo ratings yet
- Aci 117 - 90 Concrete Construction PDFDocument16 pagesAci 117 - 90 Concrete Construction PDFcessare08100% (4)
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
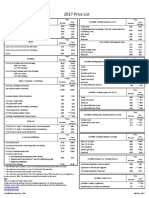
- 2236 Price List 2017 20170306Document1 page2236 Price List 2017 20170306minhnn100% (1)
- Aci 117 R90Document11 pagesAci 117 R90Rafael Elgueta Aravena100% (1)
- ACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteDocument10 pagesACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteZaki 'Eki' MuliawanNo ratings yet
- 126 3R-99 PDFDocument50 pages126 3R-99 PDFfarhadamNo ratings yet
- Aci 304.6R-91Document14 pagesAci 304.6R-91minhnnNo ratings yet
- Batching, Mixing and Job-Control of Lightweight ConcreteDocument9 pagesBatching, Mixing and Job-Control of Lightweight ConcreteRonaldo HertezNo ratings yet
- QCF005 Survey LogDocument2 pagesQCF005 Survey LogminhnnNo ratings yet
- ACI 304R-89. Guide For Measuring, Mixing, Transporting, andDocument54 pagesACI 304R-89. Guide For Measuring, Mixing, Transporting, andminhnnNo ratings yet
- QCF006 Placement & Compaction of Fill MaterialDocument1 pageQCF006 Placement & Compaction of Fill MaterialminhnnNo ratings yet
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing ConcreteDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concretebonnico75% (4)
- QCF007 Post Pour Inspection and Concrete RepairDocument1 pageQCF007 Post Pour Inspection and Concrete Repairminhnn100% (1)
- CQC008Document1 pageCQC008minhnnNo ratings yet
- QCF011 Asphalt Concrete Site ControlDocument3 pagesQCF011 Asphalt Concrete Site ControlminhnnNo ratings yet
- QCF009 Insp Report-Precast ConcreteDocument1 pageQCF009 Insp Report-Precast ConcreteminhnnNo ratings yet
- QC Form Dung Quat Refinery ProjectDocument1 pageQC Form Dung Quat Refinery ProjectminhnnNo ratings yet
- QCF010 Works Inspection Report GeotextileDocument1 pageQCF010 Works Inspection Report GeotextileminhnnNo ratings yet
- QCF012 Authorisation To BackfillDocument1 pageQCF012 Authorisation To BackfillminhnnNo ratings yet
- QCF102 Concrete Pouring RecordDocument1 pageQCF102 Concrete Pouring RecordminhnnNo ratings yet
- Dung Quat Refinery Project: Works Inspection ReportDocument1 pageDung Quat Refinery Project: Works Inspection ReportminhnnNo ratings yet
- QCF013 Materials Inspection ReportDocument1 pageQCF013 Materials Inspection ReportminhnnNo ratings yet
- QCF101 Compaction Test ReportDocument1 pageQCF101 Compaction Test ReportminhnnNo ratings yet
- Chapter9 EscabarteDocument30 pagesChapter9 EscabarteDarwin CruzNo ratings yet
- Metallurgy - Chapter (5) - Steels and Cast IronsDocument79 pagesMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- 2-Volume I Part IIDocument48 pages2-Volume I Part IIBasava NNo ratings yet
- Finishing ChemicalsDocument8 pagesFinishing ChemicalsL.N.CHEMICAL INDUSTRYNo ratings yet
- Understanding and Minimizing Gas Defects in Iron CastingsDocument2 pagesUnderstanding and Minimizing Gas Defects in Iron Castingsmecaunidos7771No ratings yet
- Differientiation Through The Weave PU Hoses From 3 Ply PU HosesDocument9 pagesDifferientiation Through The Weave PU Hoses From 3 Ply PU HosesAaron Homing NiNo ratings yet
- Bo Bergman Knifemaking PDFDocument154 pagesBo Bergman Knifemaking PDFFrancisco Bustos-González75% (4)
- Seminar On Orthodontic MaterialsDocument223 pagesSeminar On Orthodontic MaterialsChirag Patil100% (1)
- Basement Waterproofing New ConstructionDocument19 pagesBasement Waterproofing New ConstructionDevinder ChawlaNo ratings yet
- Structural SpecificationsDocument102 pagesStructural SpecificationsAlden CayagaNo ratings yet
- On Fly Ash by Sumit SumanDocument20 pagesOn Fly Ash by Sumit SumanSumit Suman100% (3)
- Introduction To PolymersDocument110 pagesIntroduction To Polymersykhamidi3889100% (1)
- Armstrong LaminateDocument68 pagesArmstrong LaminateJaime RiveraNo ratings yet
- SCC With CoirDocument10 pagesSCC With CoirgobinathdpiNo ratings yet
- Milling of GFRP CompositesDocument5 pagesMilling of GFRP CompositesNaresh DeshpandeNo ratings yet
- Char Waste as a Viable Road MaterialDocument34 pagesChar Waste as a Viable Road MaterialUmer FarooqNo ratings yet
- Surface Preparation & Painting Procedure SampleDocument29 pagesSurface Preparation & Painting Procedure SampleSyaiful Rasyidi TamsirNo ratings yet
- Chapter 16. PolymersDocument4 pagesChapter 16. PolymersAnonNo ratings yet
- Evince Textile Limited: Internship ExperienceDocument9 pagesEvince Textile Limited: Internship ExperienceAnik IslamNo ratings yet
- Nitomortar TC2000 Epoxy ResinDocument3 pagesNitomortar TC2000 Epoxy ResingrtunaNo ratings yet
- Vacman's Notes - Bag Penetration Fittings For CompositesDocument2 pagesVacman's Notes - Bag Penetration Fittings For CompositesopytnymoryakNo ratings yet
- Permanent Mold CastingDocument2 pagesPermanent Mold CastingEditor IJRITCCNo ratings yet
- Plywood Used in So Many Different Ways: Eaturing Lywood in UildingsDocument23 pagesPlywood Used in So Many Different Ways: Eaturing Lywood in Uildingspilapil_jNo ratings yet
- Puradrain CatalogueDocument20 pagesPuradrain CatalogueCristina StamateNo ratings yet
- Rochor Station Pile Design CalculationsDocument15 pagesRochor Station Pile Design CalculationsDifa LiuNo ratings yet
- Cotton ListDocument22 pagesCotton ListL.N.CHEMICAL INDUSTRYNo ratings yet
- Flat RoofDocument2 pagesFlat RoofHarry ThienNo ratings yet
- Viton Material - Dopont PDFDocument1 pageViton Material - Dopont PDFKamlesh DalavadiNo ratings yet
- Construction hydro techniques and dam evolutionDocument47 pagesConstruction hydro techniques and dam evolutionGaftoi Daniel AndreiNo ratings yet
- 3M Brand Abrasive CatalogueDocument48 pages3M Brand Abrasive Cataloguetoxicity23No ratings yet