You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- HP LaserJet 5P - 6P Service Manual (Proper)Document116 pagesHP LaserJet 5P - 6P Service Manual (Proper)maroudasp100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Bearden On Maxwell's EquationsDocument10 pagesBearden On Maxwell's Equationspaulsub63No ratings yet
- Vodafone Bid HBS Case - ExhibitsDocument13 pagesVodafone Bid HBS Case - ExhibitsNaman PorwalNo ratings yet
- The Nature of Philosophy and Its ObjectsDocument9 pagesThe Nature of Philosophy and Its Objectsaugustine abellanaNo ratings yet
- Advisor Webcast Exadata Disk Management and Troubleshotting Tips FinalDocument84 pagesAdvisor Webcast Exadata Disk Management and Troubleshotting Tips FinalethenhuntNo ratings yet
- Text Linguistics and Classical Studies - Facebook Com LinguaLIBDocument129 pagesText Linguistics and Classical Studies - Facebook Com LinguaLIBEnglish Buzz100% (1)
- ESP Project Status ReportDocument6 pagesESP Project Status Reportmanish2089No ratings yet
- CO2 Production PlantsDocument4 pagesCO2 Production PlantsBoojie Recto100% (1)
- Pulverised Coal Injection ProcessDocument46 pagesPulverised Coal Injection ProcessAjay Sharma100% (1)
- AMB Non Maintenance Charges RevisedDocument1 pageAMB Non Maintenance Charges Revisedmanish2089No ratings yet
- Cwe Po MT ViDocument28 pagesCwe Po MT ViParashuram PriNceNo ratings yet
- Bearing NomenclatureDocument2 pagesBearing Nomenclaturemanish2089No ratings yet
- HR QuestionsDocument2 pagesHR Questionsmanish2089No ratings yet
- Industrial Engineering Objective QuestionsDocument6 pagesIndustrial Engineering Objective Questionsmanish2089No ratings yet
- HobbiesDocument4 pagesHobbiesmanish2089No ratings yet
- Boundary Layer ThoryDocument2 pagesBoundary Layer Thorymanish2089No ratings yet
- GKDocument10 pagesGKmanish2089No ratings yet
- Mech QuestionsDocument2 pagesMech Questionsmanish2089No ratings yet
- IO SystemDocument32 pagesIO Systemnanekaraditya06No ratings yet
- HP Application Lifecycle Management Readme: What's New Installation InstructionsDocument36 pagesHP Application Lifecycle Management Readme: What's New Installation InstructionsBrandon GarciaNo ratings yet
- Financial Modelling Assignment - Ghizal Naqvi (Attock Petroleum Limited)Document13 pagesFinancial Modelling Assignment - Ghizal Naqvi (Attock Petroleum Limited)Ghizal NaqviNo ratings yet
- Integumentary SystemDocument8 pagesIntegumentary SystemAshley Brithanie RamosNo ratings yet
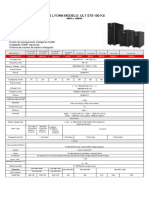
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzNo ratings yet
- ZIEHL ABEGG Main Catalogue Centrifugal Fans With IEC Standard MotoDocument285 pagesZIEHL ABEGG Main Catalogue Centrifugal Fans With IEC Standard MotoTomislav BrezicNo ratings yet
- Types of Nuclear Reactors GuideDocument19 pagesTypes of Nuclear Reactors GuideUgur GuvenNo ratings yet
- Experimental Noize Guitar Set 1 Effects PedalDocument2 pagesExperimental Noize Guitar Set 1 Effects PedalSingani Titicaca100% (1)
- Yr 6 Maths G-6 E P-I PDFDocument168 pagesYr 6 Maths G-6 E P-I PDFdina171279No ratings yet
- Mathematical Induction, Peano Axioms, and Properties of Addition of Non-Negative IntegersDocument13 pagesMathematical Induction, Peano Axioms, and Properties of Addition of Non-Negative IntegersMarius PaunescuNo ratings yet
- Lab 2 Centrifugal PumpsDocument29 pagesLab 2 Centrifugal PumpslalelaNo ratings yet
- Chapter 3 - Methods of Analysis: N N N N A A A ADocument15 pagesChapter 3 - Methods of Analysis: N N N N A A A AvampakkNo ratings yet
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarNo ratings yet
- Active FilterDocument16 pagesActive FilterRam SankarNo ratings yet
- VDVDVXVCFDBCVCDocument390 pagesVDVDVXVCFDBCVCHafiz Rahmat UllahNo ratings yet
- 8 - Chitapon - TR Winding Buckling - Paper PDFDocument5 pages8 - Chitapon - TR Winding Buckling - Paper PDFbcqbaoNo ratings yet
- Install and Configure Computer SystemsDocument18 pagesInstall and Configure Computer SystemsAlbino LarozaNo ratings yet
- S4M Service ManualDocument522 pagesS4M Service ManualRafał Krzysztof Kowalski100% (1)
- Quantitative Reasoning: Factors, HCF & LCM, FactorialsDocument2 pagesQuantitative Reasoning: Factors, HCF & LCM, FactorialsNaman JainNo ratings yet
- 5.1.2. Biological Indicators of SterilisationDocument1 page5.1.2. Biological Indicators of SterilisationSurendar KesavanNo ratings yet
- Ecen 326 - Lab 2 ReportDocument7 pagesEcen 326 - Lab 2 Reportapi-241454978No ratings yet
- CHM 556 Experiment 5Document12 pagesCHM 556 Experiment 5Amar Safwan100% (1)
- Philippine Electronics Code - Volume 1Document28 pagesPhilippine Electronics Code - Volume 1Ishimaru Thor100% (1)