You might also like
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- Module 3: Cutting Tool Materials and FluidsDocument88 pagesModule 3: Cutting Tool Materials and FluidssushilNo ratings yet
- Carbide GradesDocument51 pagesCarbide GradesRicardo BravoNo ratings yet
- Milling Machine ToolDocument42 pagesMilling Machine ToolSai SashankNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- Digital Die Design SystemDocument17 pagesDigital Die Design Systemjagas123455123No ratings yet
- Parts of Single Point Cutting ToolDocument8 pagesParts of Single Point Cutting ToolMukesh sutharNo ratings yet
- Long Chamfer Tools for Back & Front ChamferingDocument4 pagesLong Chamfer Tools for Back & Front ChamferingcljserviceNo ratings yet
- Types of Chips Waqas MTMDocument2 pagesTypes of Chips Waqas MTMirfan aminNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Lecture 03 - Bulk-Forming Processes PDFDocument22 pagesLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNo ratings yet
- 2 Grade InformationDocument17 pages2 Grade InformationAndres Alejandro RoblesNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Machine Tool Vibration: Causes, Effects and ControlDocument42 pagesMachine Tool Vibration: Causes, Effects and ControlLuis NunesNo ratings yet
- Sheet Metal Forming 2015Document84 pagesSheet Metal Forming 2015bmsschlotterbeck100% (2)
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Document24 pagesSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasNo ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Prediction of Chatter Vibration in Vertical Milling Center Using FRFDocument6 pagesPrediction of Chatter Vibration in Vertical Milling Center Using FRFInternational Journal of Innovative Science and Research Technology0% (1)
- Metal Cutting Forces and Chip FormationDocument38 pagesMetal Cutting Forces and Chip FormationcrazynupNo ratings yet
- Sheet Metal Forming ProcessesDocument38 pagesSheet Metal Forming ProcessesRavichandran GNo ratings yet
- Cartridge Type Boring BarDocument4 pagesCartridge Type Boring BarvishalNo ratings yet
- Resistance WeldingDocument19 pagesResistance WeldingJustin McClendon100% (1)
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Drill Press Text BookDocument138 pagesDrill Press Text BookKartik Sheth100% (1)
- CNC Wood Turning Lathe Cutters Bits Knife ToolsDocument5 pagesCNC Wood Turning Lathe Cutters Bits Knife ToolsSalce SmithNo ratings yet
- CNC Machining Guide: Tools, Materials, Processes & TrendsDocument22 pagesCNC Machining Guide: Tools, Materials, Processes & TrendsAtulMaurya100% (1)
- MITSUBISHI CARBIDE SEMINAR: TURNING FUNDAMENTALSDocument26 pagesMITSUBISHI CARBIDE SEMINAR: TURNING FUNDAMENTALSprakashp111100% (1)
- Metal Cutting OperationsDocument6 pagesMetal Cutting OperationsNikhil SinghNo ratings yet
- Turning N Milling FormulaDocument2 pagesTurning N Milling FormulaHaris SetiawanNo ratings yet
- Procedures For Stud WeldignDocument4 pagesProcedures For Stud WeldignJulius KulvinskasNo ratings yet
- ISOGradeDocument28 pagesISOGradeleo83No ratings yet
- Metal CuttingDocument120 pagesMetal CuttingDinesh Kumar VishvakarmaNo ratings yet
- Unit IIIDocument167 pagesUnit IIIJG MohanNo ratings yet
- 13 Solid Carbide Milling CuttersDocument309 pages13 Solid Carbide Milling CuttersManu GimenezNo ratings yet
- 6 Orthogonal and Oblique CuttingDocument12 pages6 Orthogonal and Oblique CuttingPRASAD326100% (6)
- Design of Single Point Cutting ToolDocument11 pagesDesign of Single Point Cutting ToolSiddharth DubeyNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Books:: Machining Technology & MetrologyDocument8 pagesBooks:: Machining Technology & MetrologyaritraNo ratings yet
- Automation and Robotics 2020Document58 pagesAutomation and Robotics 2020Nitin rajputNo ratings yet
- ECN Balzers 20april10 AC Falen PresterenDocument76 pagesECN Balzers 20april10 AC Falen PresterenMiguelNo ratings yet
- List of Irs SpecificationsDocument4 pagesList of Irs SpecificationsSambhav PoddarNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDocument8 pagesProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaNo ratings yet
- High Feed Milling by SECODocument48 pagesHigh Feed Milling by SECObangash1975No ratings yet
- Presses N Press Work 1Document15 pagesPresses N Press Work 1Sankalp BhatiyaNo ratings yet
- Resistance WeldingDocument8 pagesResistance Welding0502raviNo ratings yet
- A Method For Predicting Chatter Stability For Systems SchmitzDocument8 pagesA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- CNC Machining Designing For SpeedDocument9 pagesCNC Machining Designing For SpeedjaimeNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Metal cutting process and tool geometry fundamentalsDocument6 pagesMetal cutting process and tool geometry fundamentalsvijayakumarNo ratings yet
- Tools Materials Life FailureDocument47 pagesTools Materials Life FailureMuhammad IrfanNo ratings yet
- Tools Classification and Design GuideDocument52 pagesTools Classification and Design Guidemulugeta assefaNo ratings yet
- Chapter Five: Tools Classification and Design of ToolsDocument61 pagesChapter Five: Tools Classification and Design of ToolsTemuNo ratings yet
- Cutting Tool MaterialDocument41 pagesCutting Tool MaterialDheerajOmprasadNo ratings yet
- Tooling and Work Holding Devices: Unit VDocument57 pagesTooling and Work Holding Devices: Unit VGowtham SakthivelNo ratings yet
- Cutting Tool Materials and Machinability GuideDocument63 pagesCutting Tool Materials and Machinability GuideTharunNo ratings yet
- China Europe's White Knight or Economic Black SwanDocument13 pagesChina Europe's White Knight or Economic Black SwanpptmnltNo ratings yet
- Us Army in Asia 2030-2040Document177 pagesUs Army in Asia 2030-2040pptmnltNo ratings yet
- China's Strategy Toward South and Central AsiaDocument128 pagesChina's Strategy Toward South and Central AsiapptmnltNo ratings yet
- The 12 PalacesDocument5 pagesThe 12 PalacespptmnltNo ratings yet
- The Oldest Foundation of Eastern DivinationDocument5 pagesThe Oldest Foundation of Eastern DivinationpptmnltNo ratings yet
- Developing A Us Strategy For Dealing With ChinaDocument5 pagesDeveloping A Us Strategy For Dealing With ChinapptmnltNo ratings yet
- JFSC NduDocument103 pagesJFSC NdupptmnltNo ratings yet
- SPELLS - The Art of Magic and EnchantmentDocument5 pagesSPELLS - The Art of Magic and EnchantmentpptmnltNo ratings yet
- Dreams The Royal Road To A Knowledge of The Unconscious MindDocument5 pagesDreams The Royal Road To A Knowledge of The Unconscious MindpptmnltNo ratings yet
- NUMEROLOGY Using Numbers To Predict Your DestinyDocument5 pagesNUMEROLOGY Using Numbers To Predict Your DestinypptmnltNo ratings yet
- The Oldest Foundation of Eastern DivinationDocument5 pagesThe Oldest Foundation of Eastern DivinationpptmnltNo ratings yet
- Favourable Star ConfigurationsDocument16 pagesFavourable Star ConfigurationspptmnltNo ratings yet
- Sacred Geometry Mathematical Order and Transcendental BeautyDocument5 pagesSacred Geometry Mathematical Order and Transcendental BeautypptmnltNo ratings yet
- FENG SHUI - The Eastern Art of Mastering SpaceDocument5 pagesFENG SHUI - The Eastern Art of Mastering SpacepptmnltNo ratings yet
- Favourable and Inauspicious CombinationDocument23 pagesFavourable and Inauspicious CombinationpptmnltNo ratings yet
- Crystals Beautiful Stones For Healing and ProtectionDocument5 pagesCrystals Beautiful Stones For Healing and Protectionpptmnlt100% (3)
- Horoscope - The Watcher of TimeDocument3 pagesHoroscope - The Watcher of TimepptmnltNo ratings yet
- Inauspicious star configurations translatedDocument7 pagesInauspicious star configurations translatedpptmnlt100% (2)
- Avatar The Planes of ConsciousnessDocument7 pagesAvatar The Planes of Consciousnesspptmnlt100% (1)
- 9 Ki Stars On The Reversed Luo Shu AxisDocument26 pages9 Ki Stars On The Reversed Luo Shu AxispptmnltNo ratings yet
- The Minor Stars in The Career PalaceDocument5 pagesThe Minor Stars in The Career PalacepptmnltNo ratings yet
- G and M Programming For CNC LathesDocument106 pagesG and M Programming For CNC LathesAlexandru Precup100% (3)
- Haas CNC Lathe and Mill G Codes ListDocument51 pagesHaas CNC Lathe and Mill G Codes ListpptmnltNo ratings yet
- Akashic Records ExplainedDocument3 pagesAkashic Records ExplainedpptmnltNo ratings yet
- I Ching AssetDocument15 pagesI Ching AssetpptmnltNo ratings yet
- The 12 PalacesDocument5 pagesThe 12 PalacespptmnltNo ratings yet
- The Explanation of The 12 PalacesDocument5 pagesThe Explanation of The 12 PalacespptmnltNo ratings yet
- The Minor Stars in The Friends and Servants PalaceDocument4 pagesThe Minor Stars in The Friends and Servants Palacepptmnlt100% (1)
- Declaration of Common Law UnionDocument1 pageDeclaration of Common Law UnionpptmnltNo ratings yet
- Zen Buddhism - Oneness With The UniverseDocument5 pagesZen Buddhism - Oneness With The UniversepptmnltNo ratings yet
- Nokia N97 User Guide: 9221217 Issue 2.0Document76 pagesNokia N97 User Guide: 9221217 Issue 2.0Boris CavarNo ratings yet
- Motor Cat 924HZDocument6 pagesMotor Cat 924HZAdemilson Rangelvieira100% (1)
- Niryana Shoola DasaDocument7 pagesNiryana Shoola DasaSuryasukraNo ratings yet
- Ficha Tecnica Cat. Bard 36kbtu Act.Document15 pagesFicha Tecnica Cat. Bard 36kbtu Act.Jehison M Patiño TenorioNo ratings yet
- 11 F.Y.B.Sc - Chemistry PDFDocument22 pages11 F.Y.B.Sc - Chemistry PDFmalini PatilNo ratings yet
- 2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailureDocument137 pages2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailuredianNo ratings yet
- Series: Mechanical Style Pressure SwitchDocument15 pagesSeries: Mechanical Style Pressure SwitchPhúc Phan TiếnNo ratings yet
- Biology Practical NotebookDocument38 pagesBiology Practical Notebookabdulmalik saniNo ratings yet
- Gas Turbine Performance Enhancement Update: GE Energy ServicesDocument45 pagesGas Turbine Performance Enhancement Update: GE Energy Servicesesteban100% (1)
- Outline 1. Background of Revision: JEITA CP-1104BDocument4 pagesOutline 1. Background of Revision: JEITA CP-1104BkksdnjdaNo ratings yet
- History of Cancer ChemotherapyDocument9 pagesHistory of Cancer ChemotherapyJoydeep MajumdarNo ratings yet
- Fe in Black TeaDocument6 pagesFe in Black TeaHerni Nur AeniNo ratings yet
- Home Contents Vehicle Boat Cover Policy Sample Westpac NZDocument27 pagesHome Contents Vehicle Boat Cover Policy Sample Westpac NZRobin Rutter-BaumannNo ratings yet
- Natural Law Theory ApproachDocument35 pagesNatural Law Theory ApproachseventhwitchNo ratings yet
- Global Warming Is The Term Used To Describe A Gradual Increase in The Average Temperature of The EarthDocument6 pagesGlobal Warming Is The Term Used To Describe A Gradual Increase in The Average Temperature of The EarthSaswataBhattacharyaNo ratings yet
- MACRO-ETCHING SOLUTIONS FOR ALUMINIUM ALLOYSDocument1 pageMACRO-ETCHING SOLUTIONS FOR ALUMINIUM ALLOYSsensoham03No ratings yet
- 7H17-28 Clearances and Wear Limits PDFDocument3 pages7H17-28 Clearances and Wear Limits PDFDimitris K100% (1)
- Capacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeDocument22 pagesCapacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeZen ZeeNo ratings yet
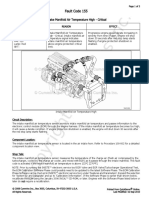
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Self-Balancing Two-Wheeler Using GyroscopeDocument33 pagesSelf-Balancing Two-Wheeler Using Gyroscopemilan mottaNo ratings yet
- Overview of Pathophysiology of Hypoxemia and HypoxiaDocument15 pagesOverview of Pathophysiology of Hypoxemia and HypoxiaMARY ANN CAGATANNo ratings yet
- Horizontal Projectile WSDocument3 pagesHorizontal Projectile WSForsbergPhysicsNo ratings yet
- Instrument To Be CalibratedDocument3 pagesInstrument To Be Calibratedsumit chauhanNo ratings yet
- Proceedings of National Conference on Landslides held in LudhianaDocument8 pagesProceedings of National Conference on Landslides held in LudhianaAniket PawarNo ratings yet
- Civil Engineering Subjects (1st - 5th Year) - 1Document5 pagesCivil Engineering Subjects (1st - 5th Year) - 1Vincent TayagNo ratings yet
- Pick The Gender of Your Baby - Free EditionDocument26 pagesPick The Gender of Your Baby - Free EditionAlicia Adrianti0% (1)
- HHG4M - Lifespan Development Textbook Lesson 4Document88 pagesHHG4M - Lifespan Development Textbook Lesson 4Lubomira SucheckiNo ratings yet
- ASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesDocument1 pageASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesJose Rodrigo Salguero DuranNo ratings yet
- 1830PSS R36 QuickReferenceGuide 8DG60888JAAADocument66 pages1830PSS R36 QuickReferenceGuide 8DG60888JAAAFelippe CanatoNo ratings yet
- Eplob Eplob/A Epmob Epmob/A: PhotocellsDocument2 pagesEplob Eplob/A Epmob Epmob/A: PhotocellsSupuran RichardoNo ratings yet