You might also like
- 90 Series (ET1590) InstructionsDocument24 pages90 Series (ET1590) InstructionsZoebairNo ratings yet
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsDocument9 pagesInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsZoebairNo ratings yet
- 1 12 (End)Document17 pages1 12 (End)ZoebairNo ratings yet
- ENZX TechDocument30 pagesENZX TechZoebairNo ratings yet
- Spring-Supported Thrust BearingsDocument4 pagesSpring-Supported Thrust BearingsZoebairNo ratings yet
- Installation and Operating Procedures: Manual Grease InterceptorsDocument8 pagesInstallation and Operating Procedures: Manual Grease InterceptorsZoebairNo ratings yet
- Structures and Mechanisms Classifications GuideDocument1 pageStructures and Mechanisms Classifications GuideminakirolosNo ratings yet
- Appendix B - 20100903 - 145453Document25 pagesAppendix B - 20100903 - 145453AkoKhalediNo ratings yet
- TurbinesDocument19 pagesTurbinesSamarakoon BandaNo ratings yet
- Type of ThreadDocument13 pagesType of ThreadVils ArabadzhievaNo ratings yet
- Ratle Enm Reply Tecnical Prebid Points 080212Document42 pagesRatle Enm Reply Tecnical Prebid Points 080212ZoebairNo ratings yet
- Quality Conference TTL KUDocument6 pagesQuality Conference TTL KUZoebairNo ratings yet
- CA6NMDocument2 pagesCA6NMjoene3No ratings yet
- 1 Technical Data Sheets TurbineDocument7 pages1 Technical Data Sheets TurbineZoebairNo ratings yet
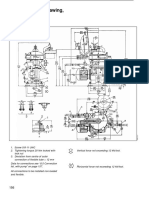
- 8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0Document1 page8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0ZoebairNo ratings yet
- Datasheet TurbineDocument2 pagesDatasheet TurbineZoebairNo ratings yet
- Solutions EngDocument6 pagesSolutions EngZoebairNo ratings yet
- Calculate The Number of Extinguishers Needed in A BuildingDocument3 pagesCalculate The Number of Extinguishers Needed in A BuildingZoebairNo ratings yet
- INDIGENOUS MANUFACTURERS OF SMALL HYDRO TURBINESDocument6 pagesINDIGENOUS MANUFACTURERS OF SMALL HYDRO TURBINESZoebairNo ratings yet
- PJPR0 V 200 Ucturing 0 Data 0 SheetDocument3 pagesPJPR0 V 200 Ucturing 0 Data 0 SheetZoebairNo ratings yet
- Scada SystemDocument1 pageScada SystemZoebairNo ratings yet
- 1 - Layout of H-FrancisDocument1 page1 - Layout of H-FrancisZoebairNo ratings yet
- ANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsDocument3 pagesANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsZoebairNo ratings yet
- Load AcceptanceDocument2 pagesLoad AcceptanceZoebairNo ratings yet
- Construction Specification 71-Water Control Gates: Instructions For UseDocument2 pagesConstruction Specification 71-Water Control Gates: Instructions For UseZoebairNo ratings yet
- CEE 331: Fluid Mechanics, Homework Set 2, SolutionsDocument7 pagesCEE 331: Fluid Mechanics, Homework Set 2, SolutionsZoebairNo ratings yet
- PJPR0 V 200 Ucturing 0 Data 0 SheetDocument3 pagesPJPR0 V 200 Ucturing 0 Data 0 SheetZoebairNo ratings yet
- ANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsDocument3 pagesANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsZoebairNo ratings yet
- 3DS Net OrthoGen For Intergraph CADWorx Plant ProfessionalDocument2 pages3DS Net OrthoGen For Intergraph CADWorx Plant ProfessionalThanadkitBunkaewNo ratings yet
- 3 Tables Friction Loss AquacultureDocument10 pages3 Tables Friction Loss AquacultureZoebairNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Process DesignDocument46 pagesProcess Designdevya123No ratings yet
- Lab Report Gas LawsDocument7 pagesLab Report Gas LawsSam SternfieldNo ratings yet
- Basic Properties of Reservoir RockDocument102 pagesBasic Properties of Reservoir RockAli Al-Ali100% (4)
- Swivel Joints - Sour Gas - Operating & MaintenanceDocument6 pagesSwivel Joints - Sour Gas - Operating & MaintenanceGenard Sabenacio GarciaNo ratings yet
- Oxygen Enrichment Atmosphere HazardsDocument24 pagesOxygen Enrichment Atmosphere HazardsfrancisNo ratings yet
- Examination Paper For: TPG 4145 Reservoir FluidsDocument4 pagesExamination Paper For: TPG 4145 Reservoir Fluidsamine aouamNo ratings yet
- Laminating Techniques For Converters of Laminating AdhesivesDocument6 pagesLaminating Techniques For Converters of Laminating Adhesivescmmswim67No ratings yet
- Advanced Air Duct Design Part 2Document29 pagesAdvanced Air Duct Design Part 2Timothy Bryant100% (1)
- Wave Equation in FluidsDocument48 pagesWave Equation in FluidssetakNo ratings yet
- Pressure Gauge TeklandDocument11 pagesPressure Gauge Teklandพสธร สอนทองNo ratings yet
- Chapter 4 AASTUDocument63 pagesChapter 4 AASTUxixoNo ratings yet
- ONLINE LAB - ME LAB1 EXPT 7 FLOW MEASUREMENT PITOT TUBE MS TEAMSbDocument8 pagesONLINE LAB - ME LAB1 EXPT 7 FLOW MEASUREMENT PITOT TUBE MS TEAMSbJessray RepunteNo ratings yet
- Ansi Aga B109 1 2000Document43 pagesAnsi Aga B109 1 2000Ihab El-SaftawiNo ratings yet
- Guide To The Use of en 1991-1-4 Wind ActionsDocument21 pagesGuide To The Use of en 1991-1-4 Wind ActionsmickmannersNo ratings yet
- Tutorial 3 - Properties of Pure Substances: P, Kpa T, V, M U, KJ/KGDocument2 pagesTutorial 3 - Properties of Pure Substances: P, Kpa T, V, M U, KJ/KGSong LingNo ratings yet
- Process Equipment Design (PED) CHEN90012 Course OverviewDocument251 pagesProcess Equipment Design (PED) CHEN90012 Course OverviewMustafa Mohamed100% (1)
- Unit 2 Pressure and Its Measurement 10CV35Document34 pagesUnit 2 Pressure and Its Measurement 10CV35p6a4nduNo ratings yet
- AGGREGATE SURFACE COURSE SPECIFICATIONSDocument75 pagesAGGREGATE SURFACE COURSE SPECIFICATIONSShammir Tabayag MangidaNo ratings yet
- Chiller Plant 1Document20 pagesChiller Plant 1Krishna Kanchi100% (1)
- SX SeriesDocument6 pagesSX SeriesmattuttezNo ratings yet
- Journal of Natural Gas Science and Engineering 26 (2015) 587-594 PDFDocument8 pagesJournal of Natural Gas Science and Engineering 26 (2015) 587-594 PDFRafael CeccattoNo ratings yet
- 2d MLN NozzleDocument86 pages2d MLN NozzleP K100% (1)
- IIT JEE Fluid MechanicsDocument23 pagesIIT JEE Fluid MechanicsSherin ThomasNo ratings yet
- APS SystemDocument43 pagesAPS SystemTommy WanNo ratings yet
- Ebook 2 Sound and VibrationDocument28 pagesEbook 2 Sound and Vibrationshriramana100% (4)
- Concepts of Hydraulics and Sample ProblemDocument9 pagesConcepts of Hydraulics and Sample ProblemJerold VirtusioNo ratings yet
- Triple Duty ValveDocument4 pagesTriple Duty ValveDIL DILDARNo ratings yet
- HSP Science Form 5Document35 pagesHSP Science Form 5Rafizal ShafieeNo ratings yet
- Sewage Pumping HandbookDocument12 pagesSewage Pumping Handbookmfhaleem@pgesco.comNo ratings yet
- Me Review: Von Eric A. Damirez, M.SCDocument25 pagesMe Review: Von Eric A. Damirez, M.SCKhate ÜüNo ratings yet