You might also like
- PM Master Data Template v1Document72 pagesPM Master Data Template v1Naseer SultanNo ratings yet
- Advanced Coating Solutions For The OilDocument4 pagesAdvanced Coating Solutions For The OilManivannanMudhaliarNo ratings yet
- ESAB Welding Review RepairsDocument28 pagesESAB Welding Review RepairsElias KapaNo ratings yet
- Cec 103. - Workshop Technology 1Document128 pagesCec 103. - Workshop Technology 1VietHungCao92% (13)
- O RingsDocument211 pagesO RingsIkhsan LyNo ratings yet
- EnDOtec Welding Cored WireDocument12 pagesEnDOtec Welding Cored WirecriuvosNo ratings yet
- Stellite Hardfacing AlloysDocument28 pagesStellite Hardfacing Alloysromanosky11No ratings yet
- Stellite Alloys For HardfacingDocument15 pagesStellite Alloys For HardfacingSandeep MatetiNo ratings yet
- Conference Case Histories Industry FailuresDocument20 pagesConference Case Histories Industry FailuresRamakrishnan AmbiSubbiahNo ratings yet
- Dollar Bill David Star - Verbal DiagramDocument4 pagesDollar Bill David Star - Verbal DiagramLuciffer ChongNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Casting, Forming & Welding (ME31007) Lecture NotesDocument102 pagesCasting, Forming & Welding (ME31007) Lecture NotesramuNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- OSMB Technical Handbook Iss3Document92 pagesOSMB Technical Handbook Iss3halder_kalyan9216No ratings yet
- Neles Seat Leakage SpecDocument9 pagesNeles Seat Leakage SpecIkhsan Ly100% (1)
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- GL DrilTec Catalogue Last VersionDocument32 pagesGL DrilTec Catalogue Last Versiontoxicity23No ratings yet
- Cuel CPT ReportDocument103 pagesCuel CPT ReportIkhsan Ly100% (1)
- Science and Technology of Welding GuideDocument74 pagesScience and Technology of Welding GuideShrikant MojeNo ratings yet
- 62sa, 62SM, 62DJ, 63, 63HVDocument4 pages62sa, 62SM, 62DJ, 63, 63HVzaiofracassado100% (1)
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- AISI SteelsDocument5 pagesAISI Steelsanirudh_indana100% (1)
- Make PAS-55 and ISO-55001 SuccessfulDocument8 pagesMake PAS-55 and ISO-55001 SuccessfulArvion WinchesterNo ratings yet
- Generate Reliability Block Diagrams (RBDDocument9 pagesGenerate Reliability Block Diagrams (RBDIkhsan Ly100% (1)
- Norsok Surface Preparation M-501Document28 pagesNorsok Surface Preparation M-501Ricky WCK100% (2)
- An Overview On High Manganese Steel CastingDocument10 pagesAn Overview On High Manganese Steel CastingdrackensohnNo ratings yet
- GL Setup ListDocument88 pagesGL Setup ListSundaroraclefinNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Casting DefectsDocument4 pagesCasting DefectsHamza KayaniNo ratings yet
- WCC Colmonoy 200 Series - TDSDocument3 pagesWCC Colmonoy 200 Series - TDSedipson100% (2)
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDocument34 pagesInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarNo ratings yet
- TB Welding-English PDFDocument20 pagesTB Welding-English PDFdanghpNo ratings yet
- 041 TS Hardox 550 in The Workshop UKDocument5 pages041 TS Hardox 550 in The Workshop UKNguyen Duc DungNo ratings yet
- The Light Machine Shop Divided Into The Following SectionDocument5 pagesThe Light Machine Shop Divided Into The Following Sectionyogendra singhNo ratings yet
- Casting DefectsDocument38 pagesCasting DefectsAhmad Raza TararNo ratings yet
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- Welding MachineDocument19 pagesWelding Machineashish sahaNo ratings yet
- Study of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessDocument8 pagesStudy of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessIJRASETPublicationsNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Basic Welding ESABDocument60 pagesBasic Welding ESABHuynh Thanh TamNo ratings yet
- Advances in Wear Resistant Alloys and ApplicationsDocument56 pagesAdvances in Wear Resistant Alloys and ApplicationsMilanWaNo ratings yet
- Wear Mitigation by The Use of Surface CoatingsDocument10 pagesWear Mitigation by The Use of Surface CoatingsRodrigo Jechéla BarriosNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- 16 0 en Wet Welding ExplainedDocument4 pages16 0 en Wet Welding ExplainedcuxuanchieuNo ratings yet
- Cavitec GMA RecomendDocument2 pagesCavitec GMA RecomendmaguenhoyosNo ratings yet
- Weldability - Introduction To MIG WeldingDocument16 pagesWeldability - Introduction To MIG WeldingMaureen BairdNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Outokumpu Site Visit Tornio PresentationDocument28 pagesOutokumpu Site Visit Tornio PresentationzosternatNo ratings yet
- Iwe Mig Welding MachineDocument2 pagesIwe Mig Welding Machinem ramakrishna reddyNo ratings yet
- Msds - Nicrobraz Green Stop-Off Type II - InglesDocument3 pagesMsds - Nicrobraz Green Stop-Off Type II - InglesIvan CalderonNo ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- COLD CRACKING: CAUSES AND PREVENTIONDocument2 pagesCOLD CRACKING: CAUSES AND PREVENTIONfaridshabani100% (1)
- Hoganas PDFDocument12 pagesHoganas PDFMehmethan Tutuk100% (1)
- SKF Insocoat 2017 BrochureDocument5 pagesSKF Insocoat 2017 BrochureHector MaldonadoNo ratings yet
- Durham Foundry NiResistDocument1 pageDurham Foundry NiResistTerminatorX75No ratings yet
- Sand Molding Processes: Thanuj Kumar MDocument47 pagesSand Molding Processes: Thanuj Kumar MVDNo ratings yet
- WELDING CONSUMABLES-Hardfacing PDFDocument18 pagesWELDING CONSUMABLES-Hardfacing PDFmanuel_plfNo ratings yet
- Oxy Gas Cutting TechniquesDocument15 pagesOxy Gas Cutting Techniqueskhwanta-bta100% (2)
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- BR - Hardfacing Alloys Division - S R0608Document24 pagesBR - Hardfacing Alloys Division - S R0608김정진No ratings yet
- Magnetic Effects of Stainless SteelDocument2 pagesMagnetic Effects of Stainless SteelIkhsan LyNo ratings yet
- Material Duplex Stainless SteelDocument2 pagesMaterial Duplex Stainless SteelIkhsan LyNo ratings yet
- Preparation Steel Substrates Before Paints and Related Products Specifications For Metallic Blast-Cleaning AbrasivesDocument25 pagesPreparation Steel Substrates Before Paints and Related Products Specifications For Metallic Blast-Cleaning AbrasivesIkhsan LyNo ratings yet
- Steam Reforming Common ProblemsDocument61 pagesSteam Reforming Common ProblemsBilalNo ratings yet
- Paint Consumption & Cost Calculation: Instruction: Fill-Up The Value in The Blue ColumnDocument1 pagePaint Consumption & Cost Calculation: Instruction: Fill-Up The Value in The Blue ColumnIkhsan LyNo ratings yet
- Turnkey Boiler Burner SolutionsDocument5 pagesTurnkey Boiler Burner SolutionsIkhsan LyNo ratings yet
- Term of Coating FailuresDocument21 pagesTerm of Coating FailuresIkhsan LyNo ratings yet
- EagleBurgmann - DMS - TSE - E5 - Brochure Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFDocument58 pagesEagleBurgmann - DMS - TSE - E5 - Brochure Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFImmanuel AutomatonNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TDocument4 pagesTafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TIkhsan LyNo ratings yet
- 131 - 1.9.1.2-04T Babbitt WireDocument4 pages131 - 1.9.1.2-04T Babbitt WireRobin SanjayaNo ratings yet
- Author Manuscript: Performance of Metal and Polymeric O-Ring Seals During Beyond-Design-Basis Thermal ConditionsDocument18 pagesAuthor Manuscript: Performance of Metal and Polymeric O-Ring Seals During Beyond-Design-Basis Thermal ConditionsIkhsan LyNo ratings yet
- Belajar Menghitung ReliabilityDocument103 pagesBelajar Menghitung ReliabilityIkhsan LyNo ratings yet
- ASME Training Programs: For Engineers and Technical ProfessionalsDocument28 pagesASME Training Programs: For Engineers and Technical ProfessionalsIkhsan LyNo ratings yet
- Schedule 2016 New 1Document5 pagesSchedule 2016 New 1Ikhsan LyNo ratings yet
- Flexible Eddy Current Array Probe For Weld Inspections June 2011 2Document2 pagesFlexible Eddy Current Array Probe For Weld Inspections June 2011 2Ikhsan LyNo ratings yet
- Transformer Oil Testing: Dissolved Gas AnalysisDocument18 pagesTransformer Oil Testing: Dissolved Gas AnalysisIkhsan LyNo ratings yet
- 77-2003-TypeB Solid Metal Rupture Disk PDFDocument8 pages77-2003-TypeB Solid Metal Rupture Disk PDFIkhsan LyNo ratings yet
- 2.1 Structure and Properties of MetalsDocument1 page2.1 Structure and Properties of MetalsIkhsan LyNo ratings yet
- Carbon EquivalentDocument21 pagesCarbon Equivalentchhakula07No ratings yet
- Basicpartialdischarge 151203094937 Lva1 App6891Document78 pagesBasicpartialdischarge 151203094937 Lva1 App6891Ikhsan LyNo ratings yet
- GuidelinesfortheWeldedFGuidelinesfortheWeldedFabricationofNickelAlloysforCorrosion ResistantServiceabricationofNickelAlloysforCorrosion ResistantService 11012Document43 pagesGuidelinesfortheWeldedFGuidelinesfortheWeldedFabricationofNickelAlloysforCorrosion ResistantServiceabricationofNickelAlloysforCorrosion ResistantService 11012emanNo ratings yet
- Fundamentals of Welding - TechnologyDocument27 pagesFundamentals of Welding - TechnologyArvinth KumarNo ratings yet
- PTFEDocument1 pagePTFEIkhsan LyNo ratings yet
- Pctfe (Polychlorotrifluoroethylene) : PhysicalDocument1 pagePctfe (Polychlorotrifluoroethylene) : PhysicalIkhsan LyNo ratings yet
- 13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilDocument9 pages13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilJenifer TejadaNo ratings yet
- P2 Chp5 RadiansDocument28 pagesP2 Chp5 RadiansWaqas KhanNo ratings yet
- Wsat200 RamsaDocument12 pagesWsat200 RamsaAndy ColeNo ratings yet
- Ain 2016 Pilot Report m600Document4 pagesAin 2016 Pilot Report m600Antonio Cesar de Sa LeitaoNo ratings yet
- NewsDocument26 pagesNewsMaria Jose Soliz OportoNo ratings yet
- FTP FUNCTION MODULE in ABAPDocument8 pagesFTP FUNCTION MODULE in ABAPAdriano PermanaNo ratings yet
- Logic CHPT71Document27 pagesLogic CHPT71Eronjosh FontanozaNo ratings yet
- Practical-10: AIM: Installing Active Directory and Creating AD ObjectsDocument4 pagesPractical-10: AIM: Installing Active Directory and Creating AD ObjectsnisuNo ratings yet
- Material Balance of Naphtha Hydrotreater and Reformer ReactorsDocument22 pagesMaterial Balance of Naphtha Hydrotreater and Reformer ReactorsSukirtha GaneshanNo ratings yet
- F 2786538d6cdc0bb1Document245 pagesF 2786538d6cdc0bb1Daniel HarutyunyanNo ratings yet
- Reboilers and VaporizersDocument20 pagesReboilers and Vaporizers58 - Darshan ShahNo ratings yet
- Inferential Statistics: Estimation and Confidence IntervalsDocument19 pagesInferential Statistics: Estimation and Confidence IntervalsHasan HubailNo ratings yet
- ISO 8243 2013 Cigarettes - SamplingDocument18 pagesISO 8243 2013 Cigarettes - SamplingEko YuliantoNo ratings yet
- h6541 Drive Sparing Symmetrix Vmax WPDocument19 pagesh6541 Drive Sparing Symmetrix Vmax WPsantoshNo ratings yet
- Module 4 - What Is The Required Rate of ReturnDocument2 pagesModule 4 - What Is The Required Rate of ReturnEthics BAENo ratings yet
- Nord Factory Restore Instructions Edition CDocument1 pageNord Factory Restore Instructions Edition CTonino CannavacciuoloNo ratings yet
- Design of Shaft Straightening MachineDocument58 pagesDesign of Shaft Straightening MachineChiragPhadkeNo ratings yet
- LC IN SCIENCE and MathDocument14 pagesLC IN SCIENCE and MathCharity Anne Camille PenalozaNo ratings yet
- Reference Mil-Aero Guide ConnectorDocument80 pagesReference Mil-Aero Guide ConnectorjamesclhNo ratings yet
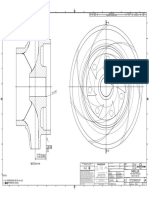
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- CI SetDocument18 pagesCI Setতন্ময় ঢালি Tanmay DhaliNo ratings yet
- Manual de Operacion de Bomba BlackmerDocument20 pagesManual de Operacion de Bomba BlackmerMorales EduardoNo ratings yet
- Velocity profiles and incompressible flow field equationsDocument2 pagesVelocity profiles and incompressible flow field equationsAbdul ArifNo ratings yet
- Excel 2007 Lesson 7 QuizDocument5 pagesExcel 2007 Lesson 7 Quizdeep72No ratings yet
- Matlab programs to fit common curves using least squares methodDocument5 pagesMatlab programs to fit common curves using least squares methodRavi ParkheNo ratings yet
- Austenitic Stainless SteelsDocument10 pagesAustenitic Stainless SteelsbramNo ratings yet