Professional Documents
Culture Documents
P34amk039510 SP
Uploaded by
acapac14Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
P34amk039510 SP
Uploaded by
acapac14Copyright:
Available Formats
Manual de Instalacin y Mantenimiento
Mquinas de Anillos Deslizantes
Octubre 2006 AMK 400-500
ABB SACE ABB
Este documento ha sido revisado cuid adosamente. Sin embargo, en caso de encontrar errores, notificarlos a la
mayor brevedad posible.La informacin detallada es solamente una descripcin de este p roducto y no debe ser
interpretada como obligatoria. Constantem ente mejoramos nuestros productos con lo ltim o en desarrollo
tecnolgico teniendo siempre en cuenta la satisfaccin de nuestros clientes. Por lo tant o, los productos y sus
descripciones o estas instrucciones de funcionam iento pueden no coincidir. Quedan reservados todos los
derechos sobre este documento y sobre la informacin contenida en el mismo. Queda tota lmente prohibida su
reproduccin, uso o divulgacin a terceros sin expresa autorizacin.
Instrucciones de seguridad
AMA, AMB, AMI, AMH, AMK, AML, HXR
28_Safety and Ex-instructions-ES.doc Electrical Machines 2003 1(2)
1 Generalidades
Las disposiciones generales de seguridad, los contratos especficos
estipulados para cada establecimiento de trabajo y las precauciones
relacionadas con la seguridad indicadas en el presente documento deben ser
observadas en todo momento.
2 Uso previsto
Las mquinas elctricas presentan partes con tensin y giratorias peligrosas
y pueden tener superficies calientes. Todas las operaciones de transporte,
almacenamiento, instalacin, conexin, puesta en marcha, funcionamiento y
mantenimiento deben ser llevadas a cabo por personal calificado (conforme a
las normas EN 50 110-1 / DIN VDE 0105 / IEC 60364). Su incorrecto uso
puede causar serios daos a personas y cosas. Peligro!
Estas mquinas estn destinadas a ser utilizadas en instalaciones
industriales y comerciales como componentes de acuerdo a lo establecido
por la Disposicin Maquinarias (MD) 2006/42/CE. Se prohbe su puesta en
marcha hasta que se establezca la conformidad del producto final con la
presente disposicin (seguir las disposiciones locales especficas sobre
seguridad e instalacin, como por ej. EN 60204).
Estas mquinas estn en conformidad con la serie de normas armonizadas
EN 60034 / DIN VDE 0530. Se prohbe su utilizacin en zonas peligrosas,
salvo el caso en que stas hayan sido especialmente concebidas para tal uso
(seguir las instrucciones adicionales).
Nunca utilizar clases de proteccin IP 23 en el exterior. Los modelos con
refrigeracin de aire han sido especialmente diseados para temperaturas
ambiente de -20C hasta +40C y para altitudes de 1.000 m sobre el nivel
del mar. La temperatura ambiente para los modelos con refrigeracin de
aire/agua no debera ser inferior a +5C (para las mquinas con cojinetes de
arrastre, ver la documentacin del fabricante). En todo caso tomar nota de las
distintas informaciones indicadas en la placa de datos. Las condiciones
locales deben estar en conformidad con dichos datos.
3 Transporte, almacenamiento
Comunicar de inmediato a la empresa de transporte los eventuales daos
detectados despus de la entrega. Suspender la puesta en marcha, si fuera
necesario. Los cncamos de levantamiento estn dimensionados para el
peso de la mquina: no aplicar cargas adicionales. Asegurarse de utilizar los
cncamos de levantamiento correctos. Si fuera necesario, utilizar medios de
transporte idneos adecuadamente dimensionados (por ej. cables con gua).
Eliminar todos los seguros utilizados para el envo (por ej. bloqueos de
cojinetes, amortiguadores) antes de la puesta en marcha. Conservarlos para
utilizarlos en el futuro.
Al almacenar las mquinas, asegurarse de que el local est seco y sin polvo
ni vibraciones (peligro de dao del cojinete en reposo). Medir la resistencia
del aislamiento antes de la puesta en marcha. Para valores 1k por volt de
tensin nominal, poner a secar el bobinado. Seguir las indicaciones del
fabricante.
4 Instalacin
Asegurarse de utilizar una superficie perfectamente plana, una base
suficientemente slida o una base con bridas y de efectuar una alineacin
precisa en caso de acoplamiento directo. Evitar resonancias con la frecuencia
de rotacin y con la doble frecuencia de red como consecuencia del montaje.
Girar el rotor y escuchar con atencin para controlar la eventual presencia de
ruidos anmalos de rotacin. Controlar el sentido de rotacin con la mquina
desacoplada.
Seguir las indicaciones del fabricante durante el montaje quitando los
acoplamientos u otros elementos de transmisin, cubrindolos con una
proteccin. Para un ciclo de prueba con mquina desacoplada, bloquear o
quitar la chaveta del extremo del eje. Evitar cargas radiales y axiales
excesivas de los cojinetes (ver la documentacin del fabricante). El
equilibrado de la mquina est indicado como H =Half (media chaveta) y F =
Full (chaveta completa). En los modelos con media chaveta, el acoplamiento
tambin la articulacin de acoplamiento debe balancearse con media
chaveta. Si la chaveta sobresale del alojamiento del eje, compensar el
desequilibrio mecnico.
Efectuar las conexiones con los conductos de ventilacin y refrigeracin. La
ventilacin no debe estar obstruida y el aire de descarga, incluso de las
unidades contiguas, no debe ser aspirado directamente.
5 Conexin elctrica
Todas las intervenciones deben ser llevadas a cabo por personal calificado y
con la mquina sin funcionar. Antes de comenzar el trabajo, deben aplicarse
rigurosamente las siguientes normas de seguridad:
Desconectar la alimentacin elctrica.
Proteger o prever barreras de proteccin para piezas con tensin
situadas en las proximidades.
Controlar que el aislamiento de la alimentacin sea seguro.
Efectuar una conexin a tierra y cortocircuitarla.
Cubrir o instalar barreras respecto de piezas con tensin cercanas.
Desconectar los circuitos auxiliares (por ej. calentamiento anti-
condensacin).
Superar los valores lmite de la zona A en EN 60034-1 / DIN VDE 0530-1
tensin 5%, frecuencia 2%, forma de las ondas y simetra provoca un
aumento de la temperatura e influye en la compatibilidad electromagntica.
Observar las indicaciones sobre los valores nominales sealados en la placa
de datos y el esquema de las conexiones en el tablero de bornes.
La unin debe ser efectuada de manera de mantener permanentemente una
conexin elctrica segura. Utilizar bornes aptos para cables. Establecer y
mantener una conexin equipotencial segura.
Las distancias entre las piezas con tensin no aisladas y entre dichas piezas
y la masa no deben ser inferiores a los valores de las normativas pertinentes
y a los valores eventualmente indicados en la documentacin del fabricante.
No se admite la presencia de ningn cuerpo extrao, suciedad o humedad en
el tablero de bornes. Cerrar los orificios de entrada de los cables no utilizados
y el propio tablero de bornes de manera hermtica contra infiltracin de polvo
y agua. Para el caso de mquinas con accesorios, controlar que los mismos
funcionen correctamente antes de su puesta en marcha.
La correcta instalacin (separacin de los circuitos de sealizacin de los de
potencia, aislamiento de cables, etc.) es responsabilidad del instalador.
6 Funcionamiento
Las vibraciones en el intervalo satisfactorio(Vrms 4.5 mm/s) conforme a la
norma ISO 3945 son aceptables durante el funcionamiento con mquina
acoplada. En caso de que no funcione en modo normal por ej. temperatura
elevada, ruidos, vibraciones desconectar la mquina si se est en duda.
Establecer la causa y, si fuera necesario, consultar al fabricante.
No desconectar los dispositivos de proteccin, ni siquiera durante ciclos de
prueba en vaco. En caso de gran acumulacin de suciedad, limpiar la
instalacin de refrigeracin a intervalos regulares. De vez en cuando, abrir los
orificios de descarga de agua de condensacin cerrados.
Volver a engrasar los cojinetes antifriccin con la mquina en marcha. Seguir
las indicaciones de la placa de lubricacin. Utilizar el tipo de grasa adecuado.
En las mquinas con cojinetes de arrastre, observar los intervalos de tiempo
para el cambio de aceite y, si estuviera presente un sistema de alimentacin
del aceite, asegurarse de que el mismo funcione.
7 Mantenimiento
Seguir las indicaciones para el uso provistas por el fabricante. Para
informaciones adicionales, consultar el Manual de uso completo. Conservar
las presentes instrucciones de uso.
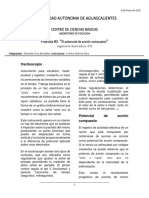
8 convertidores de frecuencia
En las aplicaciones con converti dores de frecuenci a el tornillo de toma a
tierra exterior de la carcasa del motor debe utilizarse para equilibrar la
diferencia de potencial entre la carcasa del motor y de la mquina acoplada,
salvo que ambas mquinas no estn montadas sobre la misma base
metlica. Para magnitudes mayores a IEC 280, utilizar un cable cinta de 0.75
x 70 mm o al menos dos cables circulares de 50 mm. La distancia entre los
cables circulares deber ser de al menos 150 mm entre uno y otro.
Esta disposicin no tiene funcin de seguridad elctrica, su nico objetivo es
equilibrar los potenciales. Si el motor y el reductor estn montados sobre la
misma base de acero, no es necesario equilibrar los potenciales.
Para estar en conformidad con los requisitos de EMC se deben utilizar cables
y conexiones acordes al objetivo (ver las instrucciones para los convertidores
de frecuencia).
U1
V1
W1
PE
3 ~M
Macchina accoppiata
0.75 mm
70 mm
>150 mm
min 50 mm
Cavi Conduttore piatto
Equipotenciamiento
28_Safety and Ex-instructions-ES.doc Electrical Machines 2003 2(2)
Instrucciones de seguridad adicionales para
Motores elctricos en reas peligrosas
Nota
Seguir atentamente las siguientes instrucciones, aptas para
asegurar una adecuada y segura instalacin, funcionamiento y
mantenimiento del motor. Todo el personal encargado del
funcionamiento y mantenimiento del motor debe tener conocimiento
de dichas instrucciones. El incumplimiento de las mismas anula la
garanta.
Atencin
Los motores para reas peligrosas estn especialmente diseados
para satisfacer los requisitos de las normativas oficiales referidas a
los ambientes con peligro de explosin. Si dichos motores son
utilizados de manera impropia, conectados incorrectamente o
modificados incluso slo levemente, su seguridad y confiabilidad
puede comprometerse seriamente.
Atenerse rigurosamente a las normas referidas a las conexiones y
al uso de equipos elctricos en reas peligrosas. Slo est
autorizado para operar en tales equipos personal experto y con un
perfecto conocimiento de dichas normativas.
Declaracin de Conformidad
Todos los motores estn en conformidad con las siguientes
Disposiciones:
- Disposicin Baja Tensin 2006/95/EC
- Disposicin EMC 2004/108/EC
- Certificado de Incorporacin en cumplimiento de la Disposicin
Mquinas 2006/42/EC
- Los motores con marcado CE en la placa estn en
conformidad con la Disposicin ATEX 94/9/EC.
Validez
Estas instrucciones son vlidas para los siguientes tipos de
motores , cuando se los utiliza en reas peligrosas.
Non-sparking Ex nA
- Mquinas AMA con jaula de ardilla, dimensiones 315 500
- Mquinas AMB, AMI con jaula de ardilla, dimensiones 5601000
- Mquinas HXR con jaula de ardilla, dimensiones 315 560
- Mquinas AMC con jaula de ardilla, dimensiones 800 1000
seguridad aumentada Ex e
- Mquinas AMA con jaula de ardilla, dimensiones 315 500
- Mquinas AMB, AMI con jaula de ardilla, dimensiones 5601000
- Mquinas HXR con jaula de ardilla, dimensiones 315 560
- Mquinas AMC con jaula de ardilla, dimensiones 800 1000
Presurizacin Ex pe, Ex p
- Mquinas AMA con jaula de ardilla, dimensiones 315 500
- Mquinas AMB, AMI con jaula de ardilla, dimensiones 5601000
- Mquinas HXR con jaula de ardilla, dimensiones 315 560
- Mquinas AMC con jaula de ardilla, dimensiones 800 1000
Proteccin contra polvos inflamables (D.I.P.)
- Mquinas AMA con jaula de ardilla, dimensiones 315 500
- Mquinas AMB, AMI con jaula de ardilla, dimensiones 5601000
- Mquinas HXR con jaula de ardilla, dimensiones 315 560
- Mquinas AMC con jaula de ardilla, dimensiones 800 1000
(Puede requerirse mayor informacin para algunos tipos de
mquinas utilizadas para aplicaciones particulares o con diseo
especial).
Conformidad
Los motores estn en conformidad tanto con l os requi sitos el ctricos y
mecnicos para motores estndar, como con l as si guientes
normati vas europeas para motores util izados en reas pel igrosas:
EN 60079-0; Norma general inherente a material a prueba de
explosin.
EN 60079-2; Norma inherente a la proteccin Ex p
EN 60079-7; Norma inherente a la proteccin Ex e
EN 60079-15; Norma inherente a la proteccin Ex nA
EN 60079-31; Norma inherente a la proteccin de polvo explosivo
IEC 60079-0; Norma inherente a los requisitos generales para las
atmsferas explosivas
IEC 60079-2; Norma inherente a la proteccin Ex p
IEC 60079-7; Norma inherente a la proteccin Ex e
IEC 60079-15; Norma inherente a la proteccin Ex nA
IEC 60079-31. Norma inherente a la proteccin de polvo explosivo
Los motores (vlidos slo para el grupo II) pueden instalarse
en reas correspondientes a la siguiente clasificacin:
Zona (IEC) Categora (EN) Etiquetado
1 2 Ex px, Ex pxe, Ex e
2 3 Ex nA, Ex pz, Ex pze
Atmsfera (EN):
G atmsfera explosiva con presencia de gas
D atmsfera explosiva con presencia de polvo
Control al momento de la recepcin
- Al recibir el motor, inspeccionarlo inmediatamente para
verificar que no haya sufrido daos durante el transporte. Si se
detectaran daos, notificarlos de inmediato al expedidor.
- Controlar todas las caractersticas mencionadas en la placa
del motor y especialmente la tensin y el tipo de conexin
(estrella o tringulo) y verificar que la ejecucin Ex del motor
est en conformidad con lo requerido.
Seguir las normas indicadas durante cada operacin!
Advertencia!
Desconectar y operar con precaucin en el motor o en la mquina
acoplada. Asegurarse de que no haya presencia de gases
explosivos durante el control de la resistencia de aislamiento.
Puesta en marcha inicial y sucesivas
- El nmero mximo de puestas en marcha consecutivas debe
declararse en la documentacin tcnica de la mquina.
- La nueva secuencia de puesta en marcha se admite despus
del enfriamiento de la mquina a temperatura ambiente (->
puesta en marcha en fro) o a la temperatura de
funcionamiento (->puesta en marcha en caliente).
Toma a tierra y conexiones equipotenciales
- Antes de la puesta en marcha, controlar que todas las
conexiones de toma a tierra y las conexiones equipotenciales
se hayan llevado a cabo de manera efectiva.
- No quitar ningn cable de toma a tierra o de conexin
equipotencial que haya sido montado por el fabricante.
Distancias en aire y de descarga superficial
- No efectuar ninguna modificacin o intervencin en los
tableros de bornes que podra disminuir la distancia en el aire
o de descarga superficial entre los componentes.
- No instalar ningn nuevo dispositivo en los tableros de bornes
sin consultar previamente a .
- Asegurarse de que el entrehierro entre el rotor y el estator sea
medido despus de cualquier intervencin de mantenimiento
efectuado en el rotor o en los cojinetes. El entrehierro debe
ser idntico en todo punto entre el estator y el rotor.
- Centrar el ventilador en el centro de su tapa de proteccin o
gua de aire despus de cada intervencin de mantenimiento.
La holgura debe ser de al menos el 1% del dimetro mximo
del ventilador y de acuerdo a la norma.
Conexiones en los tableros de bornes
- Todas las conexiones en los tableros de bornes principales
deben llevarse a cabo por medio de los conectores provistos
por el fabricante con el equipamiento de la mquina. En otros
casos, consultar a .
- Todas las conexiones en los tableros de bornes auxiliares,
etiquetados como circuitos intrnsecamente seguros (Ex i)
deben conectarse a barreras de seguridad adecuadas.
Accesorios
- Para mayor informacin sobre los accesorios, consultar los
distintos manuales.
Nota!
En caso de contradicciones entre las presentes instrucciones y el
manual para el uso, tiene validez el presente documento.
ABB
Manual del Usuario, AMK 400-500
Captulo 1 - Introduccin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 3
Captulo 1 - Introduccin
1 General ......................................................................................................................................................
2 Documentacin .........................................................................................................................................
2.1 Sobre este manual.............................................................................................................................
2.2 Documentacin de la mquina .........................................................................................................
2.3 Documentacin de puesta en marcha, control de velocidad y otros equipos....................................
3 Mquina ....................................................................................................................................................
3.1 Nmero de serie de la mquina ........................................................................................................
3.2 Placa de rgimen y lubricacin.........................................................................................................
3.3 Direccin de rotacin .......................................................................................................................
3.4 Montaje y definiciones de la mquina..............................................................................................
3.5 Condiciones de funcionamiento normales........................................................................................
3.6 Uso previsto......................................................................................................................................
3.7 Tipo de mquinas AMK...................................................................................................................
4 Alcance de responsabilidad.......................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 1 - Introduccin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 4
Captulo 1 - Introduccin
1 General
Este Manual del Usuario se aplica a las
mquinas de anillos deslizantes del tipo
AMK fabricadas por ABB Mquinas de
Induccin.
A veces la informacin puede ser de
naturaleza general y aplicable a varias
mquinas. Cuando el contenido de este
manual y la mquina actual provista no
concordaran, el usuario debe realizar una
apreciacin tcnica informada para tomar
un curso de accin o contactar ABB si
hubiera dudas.
Este documento y las partes del mismo
no se pueden reproducir, copiar, dar a
terceros o usar para en ningn momento
sin consentimiento previo escrito por
parte de ABB.
Atencin Para evitar accidentes, las
medidas de seguridad y dispositivos requeridos
en el sitio de la instalacin deben ser conforme
a las instrucciones y regulaciones estipuladas
para la seguridad en el trabajo. Esto se aplica a
las regulaciones de seguridad generales del
pas en cuestin, acuerdos especficos
realizados para cada sitio de trabajo e
instrucciones de seguridad incluidos en este
manual.
2 Documentacin
2.1 Sobre este manual
Este manual consta de 12 Captulos:
Captulos 1-9: Informacin relacionada a la
mquina desde transporte y almacenamiento
hasta mantenimiento y reparacin.
Captulo 10: Lista de control para ayuda en la
operacin de la mquina. Las listas debern
mantenerse para referencia durante el
mantenimiento y la localizacin de fallas.
Captulo 11: Hojas de localizacin de fallas
para ayuda en la inspeccin en la localizacin
de fallas de la mquina.
Captulo 12: Dibujos relacionados a la
mquina e informacin adicional, por
ejemplo, construccin del cojinete e
instrucciones de cimentacin.
2.2 Documentacin de la mquina
El manual se entrega con cada mquina y
se encuentra en una cubierta de plstico
en el bastidor de la mquina.
Cada mquina se entrega con el dibujo de
las dimensiones finales y el diagrama de
conexiones elctricas que muestra la
siguiente informacin (como
corresponda):
Dimensiones de montaje y dibujo
Peso y carga en la cimentacin
Localizacin del cncamo de maniobra
Instrumentacin
Requisitos de aceite para cojinete
Conexiones principales y auxiliares.
Atencin Algunos items especficos de
clientes pueden no estar incluidos en este
manual o en la entrega de la mquina.
Documentacin adicional a solicitud.
2.3 Documentacin de puesta en
marcha, control de velocidad y
otros equipos
Este manual no incluye informacin
alguna sobre la puesta en marcha o
equipos de control de velocidad (e.j.:
acoplamiento para lquidos, restato de
control, accionamiento en cascada). Esta
informacin se realiza de acuerdo al
manual de cada equipo.
3 Mquina
3.1 Nmero de serie de la mquina
Cada mquina tiene un nmero de serie
que la identifica. Se encuentra estampado
en la placa de rgimen y en el bastidor de
la maquina.
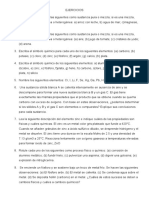
3.2 Placa de rgimen y lubricacin
En el bastidor de la mquina se
encuentra una placa de rgimen. Muestra
ABB
Manual del Usuario, AMK 400-500
Captulo 1 - Introduccin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 5
los datos elctricos ms importantes y la
informacin de identificacin (Figura 1)
10
11
12
13
14
15
16
17
18
2
3
1
4
5
6
7
8
9
60034-1
1 Designacin de tipo 10 Nmero de serie
2 Ao de fabricacin 11 Salida en kW
3 Trabajo 12 Voltaje del estator
4 Tipo de conexin 13 Frecuencia
5 Clase de aislamiento 14 Velocidad de giro
6 Peso de la mq. en kg 15 Corriente del estator
7 Grado de proteccin 16 Factor de pot. (cos)
8 Tipo de refrigeracin 17 Voltaje del rotor
9 Dispos. del montaje 18 Corriente del rotor
Fig. 1. Placa de rgimen estndar (versin IEC).
En el bastidor de la mquina tambin se
encuentra una placa de lubricacin.
Muestra el tipo de cojinetes e
informacin sobre la lubricacin.
3.3 Direccin de rotacin
La placa con las flechas en el bastidor de
la mquina indica la direccin de
rotacin. La mquina slo debe operarse
en la(s) direccin(es) de la flecha. (Figura
2).
Sentido horario Contrario a las agujas del reloj Bidireccional
Fig. 2. Placas con flechas
3.4 Montaje y definiciones de la
mquina
En este manual las disposiciones de
montaje y extremos de la mquina estn
la Figura 3.
D
N
N
D
Extremo D (DE, D) = extremo de accionamiento
Extremo-N (NDE, N) = extremo sin accionamiento
IM 1001 IM 4011
Montaje pie horizontal montaje brida vertical
Fig. 3. Disposiciones de montaje y extremos de
la mquina.
3.5 Condiciones de funcionamiento
normales
Cada mquina est diseada y fabricada
de manera individual para operar en
condiciones de funcionamiento normales
o anormales segn normas IEC o NEMA,
especificacin del cliente y estndares
internos de ABB.
Condiciones de funcionamiento
normales:
Temp. ambiente mx. +40C (+104F).
Altura mx. de func. 1000 m (3280 pies)
sobre nivel del mar
La cimentacin debe estar libre de vibraciones
exteriores.
El aire circundante debe estar libre de polvo,
sal y gases corrosivos.
La variacin de la temperatura ambiente
y la altura de funcionamiento se
encuentran estampadas en la placa de
rgimen. Otras variaciones acordadas
entre el Cliente y ABB se informan en la
documentacin de ventas.
3.6 Uso previsto
Las mquinas elctricas tienen partes
vivas y rotatorias peligrosas al igual que
superficies calientes. Todas las
operaciones de transporte,
almacenamiento, instalacin, conexin,
puesta en servicio, operacin y
mantenimiento debe estar realizadas por
personas responsable calificadas
(conforme a EN 50 110-1 / DIN VDE
0105 / IEC 60364) El manejo
inapropiado puede causar heridas graves
a las personas y daos a la propiedad.
ABB
Manual del Usuario, AMK 400-500
Captulo 1 - Introduccin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 6
Estas mquinas estn previstas para ser
usadas en instalaciones industriales y
comerciales como componentes tal lo
definido en la Directiva sobre
Maquinarias (MD) 89/392/EEC. Se
prohbe la puesta en servicio hasta que se
establezca la conformidad del producto
final con esta directiva (seguir reglas
locales de seguridad e instalacin
especficas como por ej.: EN 60204).
Estas mquinas cumplen con los
estndares de series armonizadas EN
60034 / DIN VDE 0530. Se prohbe el
uso en reas peligrosas a no ser que estn
expresamente diseadas para ese uso
(seguir las instrucciones adicionales)
3.7 Tipo de mquinas AMK
Las mquinas AMk se basan en
construccin modular. Estn disponibles
en tipos de montaje horizontal y vertical
y las alturas estndar del eje son 400, 450
y 500 mm (respectivamente en pulgadas).
Las mquinas estn protegidas contra las
inclemencias del tiempo o estn
totalmente equipadas por dentro con
intercambiador de calor aire-aire o aire-
agua (Figuras 4, 5 y 6).
Fig. 4. Mquina con proteccin contra las
inclemencias del tiempo IC01 IP23 / WP-
I, IC01 IPW24 / WP-II.
Fig. 5. Mquina con refrigeracin aire-agua
IC81W IP55 / TEWAC.
Fig. 6. Mquina con refrigeracin aire-aire
IC611 IP55 / TEAAC.
Las mquinas AMK cubren el rango de
potencia de 180-2500 kW a 50 Hz, 250-
4000 HP a 60 Hz y el rango de velocidad
de 500-1500 rpm y 600-1800 rpm
respectivamente. Tambin est disponible
la velocidad regulable. El rango de
voltaje cubre desde 380-11500 V (CA).
La unidad del anillo deslizante que
siempre se encuentra en el extremo N,
est equipada con una unidad de contacto
permanente o de anillo deslizante del tipo
de elevacin de escobillas. La unidad del
tipo de contacto permanente tiene un
intercambiador de calor similar o una
cubierta de proteccin como el de la
mquina. La unidad del tipo de izamiento
de escobillas est totalmente cerrada y no
requiere de un intercambiador de calor.
ABB
Manual del Usuario, AMK 400-500
Captulo 1 - Introduccin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 7
El engranaje de anillo deslizante tiene
como fin permitir que la mquina se
inicie con una cantidad de corriente y/o
un par motor regulable y controlable y
hacer funcionar la mquina con el
bobinado del rotor con cortocircuito sin
desgaste de escobillas.
4 Alcance de responsabilidad
En ninguna circunstancia ABB es
responsable por daos de ninguna
naturaleza ni clase, directos, indirectos,
especiales, accidentales o resultantes del
uso de este documento o de cualquier
hardware descripto en este manual.
La garanta de ABB cubre defectos de
fabricacin o de material. No cubre daos
causados por condiciones inapropiadas de
almacenamiento, instalacin incorrecta u
operacin contraria a las
especificaciones. Las condiciones
generales son conforme a la
especificacin Orgalime S92.
Atencin La garanta de ABB no es
vlida si las condiciones de funcionamiento,
suministro o carga se cambiaron de manera
inapropiada durante la vida til de la mquina.
La garanta continuar siendo vlida slo si la
oficina de ABB / fbrica del proveedor aprueba
las modificaciones propuestas en la
construccin o trabajo de reparacin de la
mquina.
La oficina local de ABB puede tener
detalles de garanta diferentes, los cuales
se especifican en los trminos de venta,
condiciones o trminos de la garanta.
Para mayor informacin, contactar al
representante de ABB local o a la fbrica.
ABB SACE S.p.A.
Via dellIndustria, 18
20010 Vittuone (MILAN)
ITALIa
Tel. +39 02 9034.1
Fax +39 02 9034.7272
Internet: www.abb.com/motors&drives
ABB
Manual del Usuario, AMK 400-500
Captulo 2.- Transporte y Almacenamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 8
Captulo 2.- Transporte y Almacenamiento
1 Medidas de proteccin antes del transporte...............................................................................................
2 Embalaje e izamiento ................................................................................................................................
2.1 Desembalaje de la mquina..............................................................................................................
2.2 Mquina en el palet ..........................................................................................................................
2.3 Mquina en embalaje para transporte transocenico........................................................................
3 Controles ...................................................................................................................................................
3.1 Control en el arribo...........................................................................................................................
3.2 Control en el desembalaje ................................................................................................................
4 Almacenamiento .......................................................................................................................................
4.1 Condiciones de almacenamiento ......................................................................................................
4.2 Almacenamiento a corto plazo (no ms de 2 meses)........................................................................
4.3 Almacenamiento a largo plazo (ms de 2 meses) ..............................................................................
4.3.1 Cojinetes antifriccin.........................................................................................................
4.3.2 Cojinetes del eje.................................................................................................................
4.4 Inspecciones, registros......................................................................................................................
4.5 Cuidados despus de la instalacin ..................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 2.- Transporte y Almacenamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 9
Captulo 2.- Transporte y Almacenamiento
1 Medidas de proteccin antes
del transporte
Las siguientes medidas de proteccin se
realizan en fbrica antes de la entrega:
Las mquinas con rodillos cilndricos y
cojinetes del eje se entregan con un
dispositivo de bloqueo de cojinete.
Los cojinetes de bolas y de rodillos estn
engrasados con ESSO/EXXON UNIREX N2.
Los cojinetes del eje se sumergen en aceite y
luego se drenan. Las tuberas de aceite estn
conectadas.
Los enfriadores aire-a-agua estn drenados y
las tuberas de agua estn conectadas.
Las superficies de metal sin terminacin (e.j.:
extensiones de los ejes) estn protegidas con
una capa anticorrosivo.
2 Embalaje e izamiento
Antes de izar la mquina, asegurarse de
que est disponible el dispositivo de
elevacin adecuado y que el personal est
familiarizado con la tarea a realizar. El
peso de la mquina est en la placa de
rgimen, en el dibujo dimensional y en la
lista del embalaje.
Atencin Cada mquina tiene un(os)
cncamo(s) robusto(s) para cargar la mquina.
No aplicar carga extra o confundirlos con otras
orejas de izaje que slo sirven para ayudar al
personal a desmontar/montar la mquina.
2.1 Desembalaje de la mquina
La mquina siempre se debe izar con una
gra desde el/los cncamo(s) del bastidor
de la mquina (Figuras 1 y 2). Nunca se
debe elevar con un montacargas a
horquillas desde abajo.
Fig. 1. Izamiento de las mquinas horizontales
Fig. 2. Izamiento de las mquinas verticales.
Atencin Las mquinas con cubierta
superior, cubierta de ventilador o unidad de
anillo deslizante deben izarse con una viga o
tringulo de izamiento apropiados para evitar
daar estas unidades.
Las mquinas de montaje vertical con aletas de
enfriamiento pueden tener cncamos giratorios
para izar y girar la mquina. La Figura 3
muestra cmo cambiar de la posicin vertical a
la horizontal y viceversa. Evitar daar la
pintura o alguna de las partes durante este
procedimiento Retirar/colocar el dispositivo de
bloqueo de cojinete cuando la mquina se
encuentre en posicin vertical.
ABB
Manual del Usuario, AMK 400-500
Captulo 2.- Transporte y Almacenamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 10
a) b)
c)
d)
Fig. 3. Mquina con cncamos giratorios:
izamiento y rotacin
2.2 Mquina en el palet
La mquina en la paleta siempre se debe
izar con una gra desde el/los cncamo(s)
del bastidor de la mquina (Figuras 1 y 2)
o con un montacargas a horquillas desde
la parte inferior de la paleta. La mquina
est fijada a la paleta por medio de
pernos.
2.3 Mquina en embalaje para
transporte transocenico
El embalaje se debe elevar con un
montacargas a horquillas desde abajo o
con una gra con eslingas para elevacin.
La posicin de las eslingas estn pintadas
en el embalaje (Figura 4).
NDE PARCELA.
POS. DE LA ESLINGA
CORREA METLICA
LIS TA DE EMBALAJ E
CENTRO DE GRAVEDAD
DIRECCIN
INSTRUCCIONES DE ENVO
PESOS
DIMENSIONES
Fig. 4. Embalaje transporte transocenico.
3 Controles
3.1 Control en el arribo
Cuando la compaa de transporte
entrega la mquina al cliente, la
responsabilidad del manejo de la mquina
pasa al cliente y a otras terceras partes.
Si el dao ocurri durante el transporte,
proceder de la siguiente manera:
Fotografiar los daos, incluyendo los daos
en el contenedor.
Informar de los daos no ms all de una
semana despus de la entrega por si se tuviera
que reclamar el seguro de transporte.
Verificar si hubo negligencia en el manejo e
informar de manera inmediata a la compaa
de transporte y al proveedor. Usar la Lista de
control 1 en el Captulo Listas de control.
3.2 Control en el desembalaje
Una vez retirado el embalaje, verificar
que la mquina no est daada y que
contenga todos sus accesorios. Informar
inmediatamente al proveedor si hubiera
daos, sospecha de daos o si faltaran
accesorios. Usar la Lista de control 1 en
el Captulo Listas de control.
4 Almacenamiento
4.1 Condiciones de almacenamiento
Las mquinas con sus cubiertas de
control asociadas se almacenan en sus
contenedores originales en un depsito
apropiado.
El depsito para el almacenamiento debe
ser limpio, seco y ventilado. No se
permiten los gases corrosivos, polvo,
golpes o vibraciones. Proteger la mquina
tambin, contra insectos y alimaas tales
como termitas y roedores.
La temperatura de almacenamiento debe
ser entre 10C a 50C (50F a 120F) con
una humedad relativa mxima del 75%.
4.2 Almacenamiento a corto plazo (no
ms de 2 meses)
Una mquina que no se instala de manera
inmediata no se la debe dejar sin
supervisin ni proteccin. Observar los
siguientes prrafos y la Lista de control 2
en el Captulo Listas de control.
Cubrir la mquina con telas asflticas si
se la dejara a la intemperie o un ambiente
abierto durante un perodo corto de
tiempo. Dejar espacio para la ventilacin
entre la mquina o el embalaje y las telas
asflticas. Asimismo, proteger la
ABB
Manual del Usuario, AMK 400-500
Captulo 2.- Transporte y Almacenamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 11
mquina o el embalaje contra la humedad
del suelo, colocarla sobre listones de
madera o plataformas.
Si la humedad relativa es superior al
75%, encender el calentador
anticondensacin. Para evitar la
formacin de condensacin de humedad,
mantener la mquina a 5C (9F) sobre el
punto de condensacin del aire ambiente.
Verificar peridicamente que el calentador
est funcionando.
Si no hubiera un calentador
anticondensacin, utilizar un mtodo
alternativo de calentamiento. En lugar de
calentar, se puede proteger a la mquina
de la humedad con material absorbente
de la humedad como el gel de Slice.
Si hubiera choques o vibraciones o si
stos ocurrieran luego, aislar la mquina
colocando bloques de goma (montados
para ese fin) debajo de las patas.
4.3 Almacenamiento a largo plazo (ms
de 2 meses)
Aplicar las siguientes medidas adems de
las mencionadas para el almacenamiento
a corto plazo:
1. Medir la resistencia de aislamiento cada tres
meses. El valor nominal ms bajo para la
prueba de la resistencia de aislamiento a
40C (104F) es de 40 M [megaohmnios]
(IEEE 43-1974, prctica recomendada para
prueba de resistencia de aislamiento de
mquinas rotatorias).
2. Medir la temperatura del bobinado (Pt-100)
cada tres meses.
3. Controlar la condicin de la capa
anticorrosiva en las superficies de metal sin
terminacin (e.j.: extensiones de los ejes)
cada tres meses. Si hubiera corrosin,
removerla con una tela de esmeril fina y
realizar el tratamiento nuevamente.
4. Controlar la condicin de las superficies
pintadas cada tres meses. Si hubiera xido,
removerlo y aplicar una capa de pintura
nuevamente.
5. Realizar orificios de ventilacin cuando la
mquina se encuentra almacenada en una
caja de madera. Proteger contra agua,
insectos y alimaas.
4.3.1 Cojinetes antifriccin
Aplicar tambin las siguientes medidas:
1. Encender el rotor a 10 revoluciones cada dos
meses para mantener los cojinetes
antifriccin en buenas condiciones (antes del
encendido, remover el dispositivo de bloqueo
de cojinete si lo hubiera).
2. Controlar el bloqueo de cojinete
peridicamente (las mquinas horizontales
con cojinetes de rodillos cilndricos y las
mquinas verticales pueden suministrarse con
un dispositivo de bloqueo para evitar que los
cojinetes sufran daos durante el transporte y
el almacenamiento). Ajustar el tornillo de
fijacin de los extremos del eje con la fuerza
de torsin adecuada dependiendo del tipo de
cojinete de posicionamiento axial (Tablas 1 y
2). Un ajuste muy fuerte podra daar el
cojinete.
Tabla 1. Fuerza de torsin para mquinas
horizontales (tornillo lubricado). Cojinete de
posicionamiento axial = el cojinete de bolas con
ranura profunda es el que transporta la fuerza de
bloqueo.
Tipo de cojinete de
posicionamiento axial
Fuerza de torsin [Nm]
6317 50
6319 60
6322 120
6324 140
6326 160
6330 240
6334 300
6034 140
ABB
Manual del Usuario, AMK 400-500
Captulo 2.- Transporte y Almacenamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 12
Tabla 2. Fuerza de torsin para mquinas
verticales (tornillo lubricado). Cojinete
de posicionamiento axial = cojinete de
bolas de contacto angular es el que
transporta la fuerza de bloqueo.
Tipo de cojinete de
posicionamiento axial
Fuerza de torsin [Nm]
7317 30
7319 30
7322 60
7324 60
7326 90
7330 160
7334 350
4.3.2 Cojinetes del eje
Aplicar tambin las siguientes medidas:
1. Si el perodo de almacenamiento supera los
dos meses, pulverizar el cojinete con Tectyl
511 u otro aceite de formacin de pelcula
anticorrosiva a travs del orificio de llenado.
2. Desmontar la cubierta superior de la carcasa
del cojinete cada de seis meses. Controlar la
capa de aceite anticorrosivo del eje y del
interior del cojinete. Repetir la proteccin
anticorrosiva.
3. Si el perodo de almacenamiento es superior
a dos aos, se debe retirar el cojinete y
tratarlo por separado. Si el ambiente es
hmedo, colocar un paquete de gel de slice
en la carcasa del cojinete.
4. Despus del almacenamiento se recomienda
abrir los cojinetes conforme a las
instrucciones de desmontaje. La chumacera y
el revestimiento interior se verifican antes de
la puesta en servicio. Retirar cualquier rastro
de corrosin con una tela de esmeril fina. Si
el eje tiene las huellas izquierdas en la mitad
inferior del revestimiento, reemplazarlo por
uno nuevo.
5. Controlar el bloqueo de cojinete
peridicamente (las mquinas con cojinetes
del eje se suministran con un dispositivo de
bloqueo para evitar que los cojinetes sufran
daos durante el transporte y el
almacenamiento). Ajustar el tornillo de
fijacin de los extremos del eje con la fuerza
de torsin adecuada dependiendo del tipo de
cojinete de posicionamiento axial (Tablas 3).
Un ajuste muy fuerte podra daar el cojinete.
Tabla 3. Fuerza de torsin (tornillo lubricado). El
cojinete de posicionamiento axial es el
que transporta la fuerza de bloqueo.
Tipo de cojinete de
posicionamiento axial
Fuerza de torsin [Nm]
RENK ZMNLB 7 100
RENK EFZLB 9 250
RENK EFZLB 11 300
RENK EFZLB 14 600
4.4 Inspecciones, registros
Se deben registrar el perodo de
conservacin, los mtodos utilizados y
las mediciones con las fechas respectivas.
4.5 Cuidados despus de la instalacin
Las mediciones mencionadas
anteriormente son vlidas si despus de la
instalacin la mquina no opera por un
largo perodo de tiempo. Si hubiera
vibracin externa, abrir el acople del eje
y colocar bloques de goma debajo de las
patas de la mquina.
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 13
Captulo 3 Instalacin y Alineacin
1 General ......................................................................................................................................................
2 Diseo de la cimentacin ..........................................................................................................................
2.1 Mquinas con montaje horizontal ....................................................................................................
2.2 Mquinas con montaje de brida vertical...........................................................................................
3 Instalacin de mquinas con montaje horizontal.......................................................................................
3.1 Alcance de la entrega .......................................................................................................................
3.2 Preparaciones generales ...................................................................................................................
3.3 Preparaciones de la mquina ............................................................................................................
3.4 Preparaciones para la cimentacin y orificios para la aplicacin de mortero..................................
3.5 Preparaciones de la placa de cimentacin ........................................................................................
3.6 Montaje en la cimentacin................................................................................................................
3.7 Aplicacin de mortero (grouting).....................................................................................................
3.8 Instalacin final ................................................................................................................................
4 Instalacin de mquinas con montaje de brida vertical.............................................................................
4.1 Preparaciones generales ...................................................................................................................
4.2 Preparaciones de la mquina ............................................................................................................
4.3 Ensamble sobre la brida de montaje.................................................................................................
5 Alineacin de mquinas con montaje horizontal..............................................................................................
5.1 General .............................................................................................................................................
5.2 Nivelacin aproximada.....................................................................................................................
5.3 Ajuste aproximado ...........................................................................................................................
5.4 Correccin por aumento de temperatura ..........................................................................................
5.4.1 Aumento ............................................................................................................................
5.4.2 Aumento axial....................................................................................................................
5.5 Control de la alineacin....................................................................................................................
5.5.1 Descentramiento en los semi racores.................................................................................
5.5.2 Desalineacin radial y axial...............................................................................................
5.6 Fijacin con pernos de las patas de la mquina................................................................................
6 Instalacin de mquinas con montaje de brida vertical.............................................................................
6.1 General .............................................................................................................................................
6.2 Aumento de temperatura axial y tipo de acople ...............................................................................
6.3 Control de la alineacin....................................................................................................................
6.3.1 Descentramiento en los semi racores.................................................................................
6.3.2 Desalineacin radial y axial...............................................................................................
7 Desalineacin permitida............................................................................................................................
8 Transmisin por correa .............................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 14
Captulo 3 Instalacin y Alineacin.
1 General
El clculo y el diseo de la cimentacin
no son obligacin de ABB por lo que el
cliente o terceras partes son responsables
de los mismos. Asimismo, la aplicacin
de mortero generalmente no es
responsabilidad ni obligacin de ABB.
Cuando se compra una mquina se deben
controlar la capacidad de elevacin
disponible, el peso de elevacin, rutas
para el transporte, piezas de repuesto,
herramientas para la instalacin, etc.
2 Diseo de la cimentacin
El diseo de la cimentacin deber
asegurar condiciones de funcionamiento
seguras con mxima accesibilidad. Se
deber dejar suficiente espacio libre
alrededor de la mquina para asegurar un
fcil acceso para mantenimiento y
control. El aire de refrigeracin debe fluir
hacia y desde la mquina sin obstruccin
alguna.
Cuidar que otras mquinas o equipos
cercanos no calienten el aire de
refrigeracin de la mquina. El aire de
refrigeracin que entra en la mquina
debe tener la misma temperatura que el
aire ambiente.
La cimentacin debe ser fuerte y slida.
Debe ser plana y debe estar libre de
vibraciones exteriores. Para evitar
vibraciones de resonancia con la
mquina, la cimentacin debe estar
diseada de tal manera que la frecuencia
natural de la misma junto con la de la
mquina no est dentro del rango 20%
de la frecuencia de velocidad de
funcionamiento.
Se recomienda la cimentacin de
hormign. Sin embargo, tambin se
acepta una estructura de acero
correctamente diseada. Antes de la
construccin se deben considerar el
anclaje a la cimentacin, el suministro de
aire, agua, aceite, los canales para el
cableado y la localizacin de los orificios
para aplicacin de mortero.
La cimentacin y los pernos de montaje
deben tener las dimensiones necesarias
para soportar una torsin mecnica
repentina la cual puede ocurrir cuando se
pone en marcha la mquina o cuando se
produce un cortocircuito. La fuerza del
cortocircuito es una vibracin del tipo de
onda senoidal de atenuacin gradual que
cambia de direccin La mquina debe
estar correctamente anclada a la
cimentacin para que est lo ms libre
posible de vibraciones.
2.1 Mquinas con montaje horizontal
La carga ejercida en la cimentacin para
mquinas de montaje horizontal se puede
calcular con la ayuda de las siguientes
frmulas y la Figura 1:
SE:
A
T 8
m g F
= 5 , 0 donde
F = carga en la cimentacin por lado [N]
g = aceleracin por gravedad [m/s2]
m = peso de la mquina [kg]
T = torque nominal de la mquina [Nm]
A = distancia entre los orificios de montaje [m]
US:
2E
T 8
W F
= 5 , 0 donde
F = carga en la cimentacin por lado [lbf]
W = peso de la mquina [lbf]
T = torque nominal de la mquina [lbf x ft]
2E = distancia entre los orificios de montaje [ft]
A (IEC)
2E (NEMA)
8T
Fig. 1. Dimensiones A y 2E.
La cimentacin debe estar diseada para
permitir que se puedan colocar placas de
separacin de 2 mm (0,8 pulgadas)
debajo de las patas de la mquina. Esto es
para asegurar un margen de ajuste y
facilitar la instalacin de una mquina de
reemplazo con una altura de eje diferente
en comparacin a la mquina original.
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 15
La posicin de los orificios para
aplicacin de mortero y la altura de la
cimentacin deben concordar con las
dimensiones correspondientes en el
dibujo dimensional suministrado.
2.2 Mquinas con montaje de brida
vertical
Las mquinas con montaje de brida
vertical estn equipadas con una brida de
montaje. La brida de la mquina siempre
estar montada a la brida opuesta en la
cimentacin.
Se recomienda un adaptador de montaje
para permitir una conexin de
acoplamiento fcil e inspeccin durante
el funcionamiento.
3 Instalacin de mquinas con
montaje horizontal
3.1 Alcance de la entrega
Generalmente la entrega de la mquina
no incluye placas de separacin, pernos
de montaje ni juego de placas de
cimentacin. Estos elementos se entregan
a solicitud. Los siguientes Prrafos
incluyen el procedimiento de instalacin
del juego de placas de cimentacin en
una cimentacin de hormign. Si se
utiliza una cimentacin de acero,
proceder directamente con el Prrafo
Alineacin.
3.2 Preparaciones generales
Antes de iniciar con la instalacin,
observar los siguientes tems.
Reservar placas de separacin de 2 mm (0,8
pulgadas) para utilizar entre de las patas de la
mquina y la cimentacin.
Reservar material de acero laminado para
usar como separacin debajo de las patas de
la mquina. Algunos ajustes requieren de una
separacin de 1; 0,5; 0,2; 0,1 y 0,05 mm (40,
20, 8, 4 y 2 milipulgadas).
Reservar tornillos de ajuste o los gatos
hidrulicos para regulacin axial y horizontal.
Reservar galgas indicadoras de cuadrantes o
preferentemente un analizador ptico lser
para lograr una alineacin exacta y precisa
dentro de las tolerancias especificadas.
Proveer proteccin contra la lluvia y el sol
para evitar errores de medicin durante la
instalacin.
3.3 Preparaciones de la mquina
Preparar la mquina de la siguiente
manera para la instalacin:
Retirar el dispositivo de bloqueo de cojinete.
Guardarlo para el transporte y
almacenamiento futuro.
Verter aceite apropiado en los cojinetes del
eje a travs de los orificios de llenado. Se
necesita de un brazo de palanca simple para
girar el rotor durante la alineacin.
Remover con aguarrs la capa anticorrosiva
del extremo del eje y las patas de la mquina.
Instalar el semi racor como se describe en el
captulo Conexiones Mecnicas y
Elctricas.
Controlar que los tapones de drenaje, en la
parte ms baja de los extremos, estn en la
posicin abierto (la mitad del tapn adentro y
la mitad afuera).
3.4 Preparaciones para la cimentacin
y orificios para la aplicacin de
mortero
Observar los siguientes tems para
preparar la cimentacin:
La parte superior de la cimentacin tiene que
estar limpia.
Las paredes de los orificios para aplicacin
de mortero deben tener superficies rugosas
para un mejor agarre. Es por eso que se deben
lavar y enjuagar. El aceite o la grasa debe
removerse descascarando capas de las
superficies de hormign.
La cimentacin tiene un cable de acero para
indicar la lnea media de la mquina. La
posicin axial de la mquina tambin tiene
que estar marcada.
3.5 Preparaciones de la placa de
cimentacin
Para ensamblar el juego de placas de
cimentacin, la mquina tiene que estar
suspendida sobre el suelo. Proceder de la
siguiente manera (Apndice 1):
1. Ajustar el tornillo nivelador engrasado (6) a
las placas de cimentacin (1).
2. Colocar una capa de cinta (no incluida en la
entrega de la placa de cimentacin) alrededor
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 16
de la parte superior de los pernos de anclaje
(2) de acuerdo con las indicaciones del
Apndice 1. La cinta evita que esta parte del
perno quede pegada en el hormign. Esto
permite que el perno pueda volver a ajustarse
una vez que el hormign haya fraguado.
3. Colocar el perno de anclaje (2) en las placas
de cimentacin (1) de manera tal que la parte
superior de los pernos de anclaje est 12
mm (4080 milipulgadas) por encima de la
superficie superior de las tuercas (4).
4. Colocar la brida de anclaje (3) y la tuerca
inferior (4) en los pernos de anclaje (2). Unir
la brida de anclaje (3) a los pernos soldando y
ajustando las tuercas. Si no se puede realizar
la unin, bloquear la brida de anclaje entre
dos tuercas.
5. Montar la placa de cimentacin (1) debajo de
la pata de la mquina con el perno de montaje
(8) y la arandela (9).. Limpiar antes la capa
anticorrosiva en la superficie superior de la
placa de cimentacin con aguarrs. Centrar el
perno de montaje (8) en el orificio de la
mquina envolviendo, por ejemplo papel,
cartn o cinta, alrededor de la parte superior
del perno.
6. Colocar la placa de separacin de 2 mm (0,8
pulgadas) entre la pata de la mquina y la
placa (1). Ajustar bien la placa contra la pata
con un perno de montaje (8).
7. Debajo del tornillo nivelador (6), colocar la
placa de nivelacin (5), y debajo de sta, una
placa deslizante delgada (no incluida en la
entrega de la placa de cimentacin). La placa
deslizante est hecha de acero y ayuda a
mover la mquina lateral y axialmente.
8. Controlar que la luz entre la placa (1) y los
pernos de anclaje (2) sea mnima. Si entra
hormign a travs de este espacio hasta las
tuercas, no se podr realizar el reajuste.
Una vez realizado el montaje y con la
mquina todava suspendida sobre el
suelo, limpiar con aguarrs las patas de la
mquina, las superficies laterales e
inferiores de las placas y los pernos de
anclaje. No pintar los pernos de anclaje ni
las placas para asegurarse de que estn
bien fijados.
Despus de los pasos anteriormente
mencionados, la mquina est lista para
su montaje en la cimentacin.
3.6 Montaje en la cimentacin
Izar la mquina y colocarla sobre la
cimentacin. El cable de acero
previamente instalado y la marca de la
ubicacin axial ayudan a realizar una
alineacin horizontal aproximada La
alineacin vertical se realiza con los
tornillos niveladores. El posicionamiento
requiere de una exactitud dentro de los 2
mm (80 milipulgadas).
3.7 Aplicacin de mortero (grouting)
La aplicacin de mortero para la fijacin
de la mquina a la cimentacin es una
parte muy importante de la instalacin.
Cuando los materiales son de mala
calidad los problemas surgen tarde o
temprano, quizs luego de meses de
funcionamiento.
Luego de las colocaciones y controles de
alineacin, los pernos de anclaje se fijan
dentro del hormign. Se deben observar
las instrucciones del proveedor de la
mezcla de mortero. No puede haber
grietas en la mezcla de mortero. La
fijacin debe ser perfecta.
3.8 Instalacin final
Volver a ajustar las tuercas de los pernos
de anclaje luego de que el hormign haya
fraguado. Bloquear las tuercas unindolas
o golpeando bien fuerte con un punzn
para marcas.
4 Instalacin de mquinas con
montaje de brida vertical
4.1 Preparaciones generales
Antes de iniciar con la instalacin,
observar los siguientes tems.
Reservar un martillo de retroceso y otros
equipos para el ajuste horizontal.
Reservar galgas indicadoras de cuadrantes o
preferentemente un analizador ptico lser
para lograr una alineacin exacta y precisa
dentro de las tolerancias especificadas.
Proveer proteccin contra la lluvia y el sol
para evitar errores de medicin durante la
instalacin.
Limpiar la brida de montaje de la
cimentacin.
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 17
4.2 Preparaciones de la mquina
Preparar la mquina de la siguiente
manera para la instalacin:
Retirar el dispositivo de bloqueo de cojinete.
Guardarlo para uso futuro.
Remover con aguarrs la capa anticorrosiva
del extremo del eje y la brida de la mquina.
Instalar el semi racor como se describe en el
captulo Conexiones Mecnicas y
Elctricas.
Controlar que los dos tapones de drenaje, en
la parte inferior de la tapa de la mquina,
estn en la posicin abierto (la mitad del
tapn adentro y la mitad afuera).
Despus de los pasos anteriormente
mencionados, la mquina est lista para
su ensamble sobre la brida de montaje de
la cimentacin.
4.3 Ensamble sobre la brida de montaje
Izar la mquina y colocarla sobre la brida
de montaje. Ajustar los pernos de
montaje levemente.
5 Alineacin de mquinas con
montaje horizontal
5.1 General
Cuando una mquina se alinea con otra,
se debe minimizar la desviacin radial y
angular entre los dos ejes.
Antes de iniciar el procedimiento de
alineacin, se deben instalar los semi
racores. Ver el captulo Conexiones
Mecnicas y Elctricas para la
instalacin del semi racor de la mquina.
Los semi racores deben estar atornillados
juntos sin apretar para que se puedan
mover libremente durante la alineacin.
5.2 Nivelacin aproximada
Para facilitar la alineacin en el plano
vertical y permitir el montaje de las
placas de separacin anteriormente
mencionadas, se colocan tornillos
niveladores en las patas de la mquina
(Figura 2). No ajustar los pernos de
montaje contra los tornillos niveladores,
usar siempre placas de separacin. El
nivel se controla, por ejemplo, con un
nivel de aire. La mquina debe asentarse
sobre las cuatro patas (las cuales deben
estar totalmente paralelas dentro de los
0,1 mm (4,0 milipulgadas) o mejor).
TORNILLO NIVELADOR
Fig. 2. Posicionamiento vertical
5.3 Ajuste aproximado
Para facilitar la alineacin en direcciones
en offset y axiales, colocar las placas de
soporte con tornillos de ajustes en las
esquinas (Figura 3).
SOPORTE CON TORNILLO DE AJ USTE
Fig. 3. Posicionamiento de placas de soporte.
Las placas de soporte se colocan contra el
borde de la cimentacin y se ajustan con
un perno de expansin (Figura 4).
Mover la mquina utilizando los 4
tornillos de ajuste axial hasta que la lnea
central del eje y el de la mquina
accionada estn alineados y se alcance la
distancia deseada entre los semi racores.
Dejar todos los tornillos de ajuste
levemente ajustados.
SOPORTE CON TORNILLO DE AJ USTE
PERNO DE EXPANSIN
Fig. 4. Montaje de la placa de soporte.
5.4 Correccin por aumento de
temperatura
Las temperaturas influyen de manera
considerable y por lo tanto se deben tener
en cuenta durante la alineacin. Durante
el montaje, la temperatura de la mquina
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 18
es inferior que durante el funcionamiento.
Por lo tanto, puede ser necesario
compensar la alineacin. Esto depende de
la temperatura de funcionamiento de la
mquina accionada, tipo de acople,
distancia entre mquinas, etc.
5.4.1 Aumento
El aumento de temperatura puede
calcularse con la siguiente frmula:
H = T H donde
H = aumento de temperatura [mm]
= 10 10
-6
K
-1
T = 30 K (AM_ mquinas), 40 K (HXR mquinas)
H = altura del eje [mm]
5.4.2 Aumento axial
El aumento de temperatura esperado del
rotor en proporcin al bastidor del
estator, en caso de cojinete fijo en
extremo-N, se puede calcular
aproximadamente con la siguiente
frmula:
L = T L donde
L = aumento de temperatura [mm]
= 12 10
-6
K
-1
T = 50 K (AM_ mquinas), 100 K (HXR mquinas)
L = longitud del bastidor [mm]
5.5 Control de la alineacin
En los siguientes prrafos y Lista de
control 3 del captulo Lista de
Controles, el control de la alineacin se
realiza con galgas de cuadrante. Sin
embargo, en el mercado hay equipos de
medicin ms exactos y modernos que se
utilizan con mayor frecuencia (e.j.:
sistemas pticos lser). La razn para
esto es dar un antecedente de la teora de
la alineacin.
Los resultados del control de la
alineacin siempre deben guardarse en un
registro.
5.5.1 Descentramiento en los semi
racores
El control de la alineacin se inicia con la
medicin del descentramiento de los semi
racores. Esta medicin mostrar las
posibles inexactitudes de los sistemas del
eje / semi racor.
Medir el descentramiento en el semi
racor de la mquina en relacin a la
carcasa del cojinete de la mquina
(Figura 5). Respectivamente, controlar el
descentramiento en el semi racor de la
mquina accionada en relacin a la
carcasa del cojinete de la mquina
accionada. Para girar un rotor de una
mquina con cojinete de eje (llenar el
cojinete con aceite antes de girarlo), se
necesita un brazo de palanca simple. El
error de descentramiento permitido es
0,02 mm (0,8 milipulgadas).
Fig. 5. Medicin del descentramiento en el semi
racor.
5.5.2 Desalineacin radial y axial
Si las mediciones de descentramiento
verifican que las condiciones de los
sistemas de eje/acople no son aceptables,
montar la galga a las bridas de acople por
medio de dispositivos de ajuste
apropiados (eliminar posibles
curvaturas). Las siguientes mediciones
mostrarn posibles inexactitudes en la
alineacin o instalacin.
Todas las desalineaciones radiales y
axiales se determinan en las posiciones
de la galga: arriba, abajo, derecha e
izquierda, es decir cada 90 mientras
ambos ejes giran simultneamente
(Figura 6). Por ltimo, controlar la
distancia axial entre los dos semi racores.
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 19
Fig. 6. Medicin de la desalineacin radial y
axial y de la distancia entre los dos semi
racores.
Corregir la posible desalineacin
agregando o sacando placas de
separacin o girando los tornillos de
ajuste hasta alcanzar las tolerancias
requeridas. Ver los valores presentados
en el Prrafo 7, Desalineacin
permitida.
Despus de alcanzar las tolerancias
permitidas, los pernos de montaje se
ajustan al grado requerido (M20 334 Nm,
M24 569 Nm, M27 839 Nm, M30 1138
Nm, M36 1991 Nm, M39 2570 Nm, M42
3178 Nm, M48 4601 Nm). Los semi
racores se desconectan para una prueba
segn el Captulo puesta en servicio y
Puesta en marcha.
Luego de haber realizado la prueba y de
haber accionado el sistema
mquina/mquina accionada dentro del
rango de vibraciones permitidas hasta
haber alcanzado temperaturas de
funcionamiento normales, la mquina se
detiene y se verifica la alineacin. Si
fuera necesario corregir, proceder como
se describi anteriormente.
La mquina ya est lista para la fijacin de
sus patas con pernos y para completar el
procedimiento de instalacin y alineacin.
5.6 Fijacin con pernos de las patas de
la mquina
La mquina tiene un solo orificio por pata
en el extremo D. Hacer los orificios ms
profundos perforando hasta la base de
acero. Luego de eso, agrandar los
orificios con una herramienta apropiada.
En los orificios se colocan pasadores
cnicos apropiados para asegurar la
alineacin exacta y facilitar las futuras
instalaciones.
6 Instalacin de mquinas con
montaje de brida vertical
6.1 General
Cuando una mquina se alinea con otra,
se debe minimizar la desviacin radial y
angular entre los dos ejes.
Antes de iniciar el procedimiento de
alineacin, se deben instalar los semi
racores. Ver el captulo Conexiones
Mecnicas y Elctricas para la
instalacin del semi racor de la mquina.
Los semi racores deben estar atornillados
juntos sin apretar para que se puedan
mover libremente durante la alineacin.
Cuando las superficies de acoplamiento
de las bridas en la mquina y en la
cimentacin son compatibles, la
alineacin es ms fcil de llevar a cabo
que la alineacin de una pata de la
mquina montada.
6.2 Aumento de temperatura axial y tipo
de acople
Las temperaturas influyen de manera
considerable y por lo tanto se deben tener
en cuenta durante la alineacin. Durante
el montaje, la temperatura de la mquina
es inferior que durante el funcionamiento.
Por lo tanto, puede ser necesario
compensar la alineacin. Esto depende de
la temperatura de funcionamiento de la
mquina accionada, tipo de acople,
distancia entre mquinas, etc.
6.3 Control de la alineacin
En los siguientes prrafos y Lista de
control 3 del captulo Lista de
Controles, el control de la alineacin se
realiza con galgas de cuadrante. Sin
embargo, en el mercado hay equipos de
medicin ms exactos y modernos que se
utilizan con mayor frecuencia (e.j.:
sistemas pticos lser). La razn para
esto es dar un antecedente de la teora de
la alineacin.
Los resultados del control de la
alineacin siempre deben guardarse en un
registro.
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 20
6.3.1 Descentramiento en los semi
racores
El control de la alineacin se inicia con la
medicin del descentramiento de los semi
racores. Esta medicin mostrar las
posibles inexactitudes de los sistemas del
eje / semi racor.
Medir el descentramiento en los semi
racores de la mquina en relacin a la
carcasa del cojinete de la mquina
(Figura 7). Respectivamente, controlar el
descentramiento en los semi racores de la
mquina accionada en relacin a la
carcasa del cojinete de la mquina
accionada. El error de descentramiento
permitido es 0,02 mm (0,8
milipulgadas).
Fig. 7. Medicin del descentramiento en la brida
de acoplamiento.
6.3.2 Desalineacin radial y axial
Si las mediciones de descentramiento
verifican que las condiciones de los
sistemas de eje/acople no son aceptables,
montar la galga a las bridas de acople por
medio de dispositivos de ajuste
apropiados (eliminar posibles
curvaturas). Las siguientes mediciones
mostrarn posibles inexactitudes en la
alineacin o instalacin.
Todas las desalineaciones radiales y
axiales se determinan en las posiciones
de la galga: arriba, abajo, derecha e
izquierda, es decir cada 90 mientras
ambos ejes giran simultneamente
(Figura 8). Por ltimo, controlar la
distancia axial entre los dos semi racores.
Fig. 8. Medicin de la desalineacin radial y
axial y distancia entre los dos semi
racores.
Corregir la posible desalineacin con un
martillo de retroceso golpeando
levemente la tapa de la mquina en la
direccin requerida hasta que se alcancen
las tolerancias permitidas. Ver los valores
presentados en el Prrafo 7,
Desalineacin permitida.
Despus de alcanzar las tolerancias
permitidas, los pernos de montaje se
ajustan al grado requerido (M20 334 Nm,
M24 569 Nm, M27 839 Nm, M30 1138
Nm, M36 1991 Nm, M39 2570 Nm, M42
3178 Nm, M48 4601 Nm). Los semi
racores se desconectan para una prueba
segn el Captulo puesta en servicio y
Puesta en marcha.
Luego de haber realizado la prueba y de
haber accionado el sistema
mquina/mquina accionada dentro del
rango de vibraciones permitidas hasta
haber alcanzado temperaturas de
funcionamiento normales, la mquina se
detiene y se verifica la alineacin. Si
fuera necesario corregir, proceder como se
describi anteriormente.
7 Desalineacin permitida
Desalineacin radial y desplazamiento
axial mximos permitidos (Figura 9):
r, a
Acoplamiento de brida rgida r, a 0.02 mm (0.8 mil)
Acoplamiento de engranaje r, a 0.05 mm (2 mil)
Acoplamiento flexible r, a 0.10 mm (4 mil)
b (dimetro brida de acoplamiento 100...250 mm)
Acoplamiento de brida rgida b 0,01mm (0,4 milipulgadas)
Acoplamiento de engranaje b 0,03 mm (1 milipulgada)
ABB
Manual del Usuario, AMK 400-500
Captulo 3 Instalacin y Alineacin
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 21
Acoplamiento flexible b 0,05 mm (2 milipulgadas)
b (dimtero brida de acoplamiento 250...500 mm)
Acoplamiento de brida rgida b 0,02 mm (0,8 milipulgadas)
Acoplamiento de engranaje b 0,05 mm (2 milipulgadas)
Acoplamiento flexible b 0,10 mm (4 milipulgadas)
b a
r
a
Desalineacin radial r
Separacin (desplazamiento angular) b
Desplazamiento axial a
Fig. 9. Medicin del descentramiento en el
acople
Las desalineaciones normales permitidas
son las mencionadas anteriormente. No
es posible establecer una tolerancia
determinada ya que son muchos los
factores que influyen.
Las tolerancias dadas por los fabricantes
de los acoples slo indican la vida til de
los mismos. No utilizar estas tolerancias
para calcular la exactitud de la alineacin.
Las tolerancias muy amplias pueden
causar vibraciones y daar el
cojinete/mquina. Por lo tanto, utilizar
tolerancias estrechas recomendadas.
Alinear la mquina con mucha
precaucin. Registrar todas las
mediciones, dispositivos y mtodos
utilizados para controles futuros.
8 Transmisin por correa
Las mquinas diseadas para
transmisiones por correa siempre estn
equipadas con un cojinete de rodillos
cilndricos en el extremo D.
Atencin No exceder la fuerza radial
especificada en las especificaciones.
Si se utiliza la transmisin por correa,
asegurarse de que las poleas de
transmisin y las impulsadas estn
correctamente alineadas.
Atencin Controlar siempre antes de
iniciar, que el extremo del eje y los cojinetes
sean apropiados para la transmisin por correa.
Atencin Las mquinas IC611 AMK por
lo general no son apropiadas para el
funcionamiento por transmisin por correa.
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 22
Captulo 4 Conexiones Mecnicas y Elctricas
1 General ......................................................................................................................................................
2 Conexiones mecnicas ..............................................................................................................................
2.1 Montaje del semi racor .....................................................................................................................
2.1.1 Equilibrado ........................................................................................................................
2.1.2 Montaje..............................................................................................................................
2.2 Tipo de acople ..................................................................................................................................
2.2.1 Mquinas con cojinetes antifriccin ..................................................................................
2.2.2 Mquinas con cojinetes del eje ..........................................................................................
2.3 Conexiones de aire ...........................................................................................................................
2.4 Conexiones de agua..........................................................................................................................
2.5 Sistema de suministro de aceite........................................................................................................
3 Conexiones elctricas................................................................................................................................
3.1 Seguridad..........................................................................................................................................
3.2 Requisitos EMC para mquinas alimentadas con un convertidor de frecuencia ..............................
3.2.1 Cable principal...................................................................................................................
3.2.2 Puesta a tierra del cable principal ......................................................................................
3.2.3 Cables auxiliares................................................................................................................
3.3 Caja principal de terminales y conexin de los cables principales...................................................
3.4 Conexin de cables secundarios (nicamente mquinas AMK).......................................................
3.5 Caja auxiliar de terminales y conexin de accesorios ......................................................................
3.6 Conexiones a tierra...........................................................................................................................
3.7 Conexin del motor del ventilador externo ......................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 23
Captulo 4 Conexiones Mecnicas y Elctricas
1 General
Las conexiones mecnicas y elctricas se
realizan despus del procedimiento de
instalacin y alineacin. Las conexiones
mecnicas incluyen la conexin de los
semi racores, conductos de aire, tubera
de agua y sistema de suministro de aceite
como corresponda. Las conexiones
elctricas incluyen la conexin de los
cables principales y auxiliares, cables a
tierra y del motor del ventilador externo
(si estuviera disponible). Observar los
siguientes prrafos y la Lista de control 4
en el Captulo Listas de control como
corresponda.
Atencin No perforar en el bastidor
orificios de instalacin o roscados adicionales.
2 Conexiones mecnicas
2.1 Montaje del semi racor
2.1.1 Equilibrado
Como norma, el rotor est equilibrado
dinmicamente con media chaveta. La
forma de equilibrado est estampado en
el extremo del eje como H = media
chaveta (half key) y F = chaveta completa
(full key). El semi racor debe estar
equilibrado respectivamente.
2.1.2 Montaje
Observar las siguientes instrucciones
durante el montaje del semi racor:
Remover de la extensin del eje la capa
anticorrosiva y controlar las mediciones de la
extensin y del acople cotejando con los
dibujos suministrados. Asegurarse de que las
ranuras en el acoplamiento y en extensin del
eje estn limpias, libres de rebabas y
totalmente paralelas.
Cubrir la extensin del eje y el orificio de
buje con una capa delgada de aceite para
cilindros. No cubrir las superficies de
acoplamiento con bisulfuro de molibdeno
(Molykote) o productos similares.
El peso del semi racor puede ser
considerable. Puede llegar a necesitarse un
mecanismo de elevacin apropiado.
El acople debe estar cubierto por un
dispositivo de seguridad.
Seguir las instrucciones del proveedor del
acople.
Atencin No aplicar fuerzas adicionales
durante el montaje del semi racor.
2.2 Tipo de acople
2.2.1 Mquinas con cojinetes antifriccin
Cuando la mquina est equipada con
cojinetes antifriccin, debe conectarse a
la mquina accionada con acoples
flexibles (acoplamientos por pasador,
acoplamientos de engranajes).
Asegurarse que sea posible el
movimiento axial libre entre los semi
racores para permitir la expansin
trmica del eje de la mquina sin daar
los cojinetes. El aumento de temperatura
axial esperado del rotor puede calcularse
tal como se lo establece en el Captulo
Instalacin y Alineacin.
La mquina vertical puede estar diseada
para llevar algo de peso desde el eje de la
mquina accionada. Por lo que los semi
racores tienen que estar bloqueados para
evitar deslizamientos en la direccin
axial, por ejemplo por medio de una
placa de seguridad en el extremo del eje.
2.2.2 Mquinas con cojinetes del eje
La construccin de los cojinetes del eje
permite que el rotor se mueva axialmente
entre los lmites del juego axial de los
extremos mecnicos. Los cojinetes
estndares no soportan ninguna fuerza
axial desde la mquina accionada. Por lo
tanto, toda fuerza axial debe ser
transportada por la mquina accionada y
el acople debe ser de tipo con juego axial
limitado.
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 24
El cojinete del eje est equipado con una
aguja indicadora para el centro de
funcionamiento el cual est marcado con
una estra en el eje. Adems, hay otras
estras en el eje para marcar los lmites
del juego axial de los extremos
mecnicos del rotor. La aguja indicadora
siempre de estar dentro de los lmites
(Figura 1). Observar que el centro de
movimiento no es, necesariamente, el
mismo que el centro magntico (el
ventilador puede sacar al rotor del centro
magntico).
AGUJA INDICADORA
LMITES DE J UEGO AXIALDEL EXTREMO DEL
ROTOR
SELLOEXTERIOR
Fig. 1. Marcas en el eje y aguja indicadora del
centro de movimiento.
2.3 Conexiones de aire
Las mquinas diseadas para flujo de aire
de enfriamiento a y/o hacia la mquina
con conductos, tienen bridas de conexin
especificadas en el dibujo dimensional.
Conectar los conductos y sellar las juntas
con juntas obturadoras apropiadas. Luego
de la conexin, controlar que no haya
filtraciones ni obstrucciones.
2.4 Conexiones de agua
Las mquinas equipadas con un
intercambiador de calor aire-agua tienen
bridas especificadas en las normas DIN
633 ANSI B 16.5. Conectar las bridas y
sellar las juntas con juntas obturadoras
apropiadas. Luego de la conexin,
controlar que no haya filtraciones.
2.5 Sistema de suministro de aceite
Las mquinas de cojinetes de eje pueden
estar diseadas para tener un sistema de
lubricacin forzada. En ese caso, los
cojinetes estn equipados con bridas para
conectar todas las tuberas de aceite
necesarias. Hacer funcionar la mquina
sin la conexin al sistema de suministro
de aceite impide que los cojinetes tengan
una lubricacin apropiada. Lo que a su
vez, daara el cojinete inmediatamente.
Iniciar la conexin limpiando todos los
conductos de aceite y enjuagndolos con
aceite de enjuague. Por lo general, en la
toma de aceite hay un manmetro y un
indicador de flujo. Normalmente, ya
estn colocados all antes de la entrega.
Instalar las tubera de salida hacia abajo
desde los cojinetes en un ngulo mnimo
de 10 el cual corresponde a 160 170
mm/m (2 -2 pulgada/pie). El nivel de
aceite aumentar si el aceite fluye
lentamente desde el colector de los
cojinetes. Esto puede resultar en
filtraciones de aceite o alteraciones en el
flujo.
Instalar el sistema de suministro de aceite
cerca de la mquina manteniendo la
misma distancia desde cada cojinete.
Primero, probar el sistema de suministro
de aceite con aceite de enjuague. Lugo de
esto, retirar el filtro de aceite y limpiarlo.
Conectar las tuberas y llenar el sistema
de suministro de aceite y los cojinetes
con el aceite apropiado. Luego de la
conexin, controlar que no haya
filtraciones. Antes de poner en marcha la
mquina, encender el sistema de
suministro de aceite.
3 Conexiones elctricas
3.1 Seguridad
nicamente personal especializado debe
llevar a cabo las conexiones elctricas
con la mquina en reposo. Observar
rigurosamente las siguientes medidas de
seguridad:
Desexcitar
Suministrar dispositivos de seguridad contra
el reenganche
Verificar el aislamiento de seguridad de la
alimentacin
Conectar a tierra y cortocircuitar.
Cubrir o suministrar barreras contra piezas
con corrientes que se encuentran cerca
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 25
Desexcitar circuitos auxiliares (e.j.
calefaccin anticondensacin)
Exceder los valores lmites de la zona A
en EN 60034-1 / DIN VDE 0530-1 -
voltaje 5%, frecuencia 2%, forma de
onda y simetra lleva a un aumento alto
de temperatura y afecta la compatibilidad
electromagntica. Observar los marcados
de la placa de rgimen y el diagrama de
conexin en la caja de terminales.
Las separaciones entre las partes con
corriente no aisladas y las de stas con la
conexin a tierra no deben ser inferiores a
los siguientes valores: 8 mm a UN 550
V, 10 mm a UN 725 V, 36 mm a UN
3.3 kV, 60 mm a UN 6,6 kV y 100 mm
a UN 11 kV.
La conexin debe estar realizada de tal
manera que siempre se mantenga la
conexin elctrica de seguridad
permanente. Se deben utilizar terminales
de cable apropiados. La instalacin
propiamente dicha (segregacin de seal
y lneas de alta tensin, puesta a tierra,
cables apantallados, etc.) es
responsabilidad del instalador.
3.2 Requisitos EMC para mquinas
alimentadas con un convertidor de
frecuencia
El cumplimiento de la directiva EMC
(89/336 EEC, enmendada por la directiva
93/68/EEC) establece que la mquina CA
alimentada con un convertidor de
frecuencia se instale con cables
apantallados segn lo especificado a
continuacin. Para informacin sobre
otros cables equivalentes, contactar al
representante local de ABB.
3.2.1 Cable principal
El cable principal instalado entre la
mquina y el convertidor de frecuencia
debe ser un cable simtrico apantallado
de tres conductores para cumplir con los
requisitos de emisiones radiadas
establecidos en la norma de emisin
genrica para entornos industriales EN
50081-2. Los tipos de cable MCCMK y
AMCCMK de NOKIA KAAPELI y
VUSO y VO-YMvK- como los de
DRAKA KABEL fueron controlados y
aprobados por ABB para aplicaciones de
convertidores de frecuencia de bajo
voltaje ((<1 kV). Los cables equivalentes
de otros fabricantes tambin se pueden
utilizar.
3.2.2 Puesta a tierra del cable principal
La directiva EMC establece la puesta a
tierra del cable principal. Esto se logra
con una puesta a tierra a 360 de los
blindajes del cable en las entradas para
cables tanto en la mquina como en el
convertidor. La puesta a tierra en la
mquina se implementa, por ejemplo, por
medio de pasos de cable EMC ROX
SYSTEM para instalaciones blindadas.
Atencin La puesta a tierra de las
entradas de cable del convertidor de alta
frecuencia a 360 se lleva a cabo para suprimir
alteraciones electromagnticas. Adems, los
blindajes de los cables tienen que estar
conectados a una puesta a tierra de proteccin
(PE) para cumplir con las regulaciones sobre
seguridad.
3.2.3 Cables auxiliares
Los cables auxiliares tambin deben ser
apantallados en cumplimiento de los
requisitos EMC. Se deben utilizar
casquillos especiales para cables para la
puesta a tierra a 360 de los blindajes de
los cables del convertidor de alta
frecuencia en las entradas para los cables.
3.3 Caja principal de terminales y
conexin de los cables principales
El interior de la caja principal de
terminales debe estar libre de polvo,
humedad y cuerpos extraos. La caja
misma, los casquillos para cable y los
orificios de entrada para cables que no se
usan deben estar cerrados
hermticamente.
La caja principal de terminales est
equipada con un tapn de drenaje en la
parte inferior de la placa terminal. El
tapn de drenaje debe estar en la posicin
abierto (la mitad del tapn adentro y la
mitad afuera) durante el transporte y el
almacenamiento. Durante el
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 26
funcionamiento, el tapn debe estar en
posicin cerrado pero se lo debe abrir de
vez en cuando. Si la caja se rota despus
de la entrega, se debe controlar el
funcionamiento del tapn de drenaje y
posicionarlo en la parte inferior de la
caja.
Estudiar cuidadosamente los diagramas de
conexin suministrados antes de iniciar la
conexin de los cables. Verificar que el
voltaje de la alimentacin y la frecuencia
sean los mismos que los valores indicados
en la placa de rgimen de la mquina.
El tamao de los cables de entrada tiene
que ser adecuados para la corriente de
carga mxima y conforme a normas
locales. Los terminales de los cables
tienen que ser del tipo apropiado y del
tamao correcto.
Atencin Antes del trabajo de conexin,
verificar que los cables de entrada estn
separados y conectados a tierra correctamente.
Los terminales del estator estn marcados
con las letras U, V y W conforme a IEC
34-8 a T1, T2 y T3 segn NEMA MG-
1. Un terminal neutral lleva el marcado N
(IEC) o T0 (NEMA). Cuando los cables
de alimentacin estn conectados a U, V
y W y la secuencia de fase es L1, L2 y
L3, la mquina rotar en direccin
horaria (mirando hacia el extremo D).
La Figura 2 muestra cajas estndares de
terminales de voltaje medio conforme a
las normas IEC y NEMA.
Fig. 2. Cajas principales de termianles: Voltaje
medio segn IEC (arriba) y volatje medio
segn NEMA.
Las cajas principales de terminales
pueden rotarse en pasos de 90 grados.
Controlar que la longitud de los cables se
la suficiente antes de proceder con la
rotacin.
Las fases de los cables principales con
terminales estn conectadas a los
terminales del estator por medio de
tuercas de conexin. Se debe aplicar la
fuerza de torsin que se establece en la
Tabla 1.
Tabla 1. Fuerza de torsin de la tuerca de
conexin.
Tamao y material de la
tuerca de conexin
Fuerza de torsin [Nm]
M12 (Acero) 7583
M16 (Bronce) 40
3.4 Conexin de cables secundarios
(nicamente mquinas AMK)
La carcasa de los anillos deslizantes sirve
como caja de terminales para los cables
secundarios. Tiene el mismo grado de
proteccin que la mquina. Los cables
pueden conectarse ya sea del lado
derecho como del izquierdo.
ABB
Manual del Usuario, AMK 400-500
Captulo 4 Conexiones Mecnicas y Elctricas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 27
La brida de entrada del cable es segn
DIN 42962 y se pueden conectar hasta
cuatro cables de 100 mm de dimetro por
lado. La conexin se realiza a los
terminales del rotor en la placa de
terminacin la cual est diseada para
conectar hasta 6 terminales / fase de
cables. Los terminales estn marcados
como K, L y M segn Publicaciones IEC
34-8.
Estudiar cuidadosamente los diagramas
de conexin suministrados antes de
iniciar la conexin de los cables.
3.5 Caja auxiliar de terminales y
conexin de accesorios
La(s) caja(s) de terminales est acoplada
al bastidor de la mquina segn los
accesorios y las necesidades del cliente.
Las cajas auxiliares de terminales estn
equipadas con bloques terminales y
casquillos para cables (Figura 3). El
tamao y voltaje mximo de los cables
estn limitados a 2.5 mm
2
y 750 V. Los
casquillos para cables son conforme a
DIN 46320 Parte 1.
Fig 3. Caja auxiliar de terminales
Estudiar cuidadosamente los diagramas
de conexin suministrados antes de
iniciar la conexin de los accesorios.
Controlar la conexin y el
funcionamiento de los accesorios antes de
la puesta en servicio.
Los terminales de los accesorios, los
cuales por lo general estn con voltaje
cuando se apaga la mquina (ej.
calefactores de ambiente) deben estar
rotulados correctamente.
Atencin El circuito puede tener
corriente.
3.6 Conexiones a tierra
El bastidor de la mquina, la caja
principal de terminales y el equipo
relacionado deben estar conectados a
tierra con bloques de cables apropiados.
La conexin a tierra y la alimentacin no
deben poner en riesgo el bastidor de la
mquina. El voltaje por debajo de los 250
mV entre el eje y el bastidor por lo
general no daan el producto, por
ejemplo los cojinetes. Marcar la mquina
y las cajas de terminales con el smbolo
de puesta a tierra segn las normas
nacionales relevantes.
Atencin La garanta no es vlida si el
cojinete se daa debido a una puesta a tierra o
cableado incorrecto.
3.7 Conexin del motor del ventilador
externo
Por lo general, el motor del ventilador
externo es un motor asncrono trifsico.
La placa de rgimen del motor muestra el
voltaje y la frecuencia. La direccin de
rotacin est indicada por la placa con las
flechas en la brida de la mquina.
Atencin Controlar la direccin de
rotacin del motor del ventilador externo antes
de poner en marcha la mquina.
Si el motor gira en la direccin contraria,
se deber cambiar la secuencia de la fase.
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 28
Captulo 5 - Puesta en Servicio y Puesta en Marcha
1 Resistencia al aislamiento .........................................................................................................................
1.1 General...........................................................................................................................................
1.2 Criterios de seguridad para las personas ........................................................................................
1.3 Criterio para secar el bobinado ......................................................................................................
1.4 Medicin de la resistencia de aislamiento del bobinado del estator...............................................
1.5 Medicin de la resistencia de aislamiento del bobinado del rotor (mquinas AMK nicamente) .
1.6 Valor de medicin..........................................................................................................................
2 Secado de los bobinados ...........................................................................................................................
3 Protecciones ..............................................................................................................................................
4 Alarmas y lmites de disparo del equipo de control ..................................................................................
4.1 Control de la temperatura del bobinado del estator.................................................................
4.1.1 Detectores de temperatura de resistencia (RTD).............................................................
4.1.2 Termistores (PTC) ..............................................................................................................
4.2 Control de temperatura de los cojinetes.........................................................................................
4.2.1 Detectores de temperatura de resistencia (RTD).............................................................
4.3 Disparo...........................................................................................................................................
5 Puesta en marcha de prueba ......................................................................................................................
5.1 Puesta en marcha de mquinas AMK............................................................................................
5.2 Controles previos a la puesta en marcha de prueba .......................................................................
6 La primera puesta en marcha ....................................................................................................................
6.1 Supervisin y mantenimiento durante la primera puesta en marcha..............................................
6.1.1 Mquinas con cojinetes antifriccin ...................................................................................
6.1.2 Mquinas horizontales con cojinetes del eje.......................................................................
6.2 Vibraciones ....................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 29
Captulo 5 - Puesta en Servicio y Puesta en Marcha
1 Resistencia al aislamiento
1.1 General
Medir la resistencia de aislamiento del
bobinado antes de poner en marcha la
mquina por primera vez, luego de un
perodo prolongado de parada o cuando
se realicen maniobras de mantenimiento.
Para mquinas con motor jaula de ardilla,
esto incluye el bobinado del estator. Para
mquinas de anillos deslizantes la
medicin incluye tambin el bobinado del
rotor.
La medicin de la resistencia de
aislamiento proporciona informacin
acerca de la humedad y suciedad del
aislamiento. En consecuencia, se pueden
determinar las medidas necesarias de
limpieza y secado. Las mquinas nuevas
y las mquinas con bobinado nuevo
normalmente tienen alta resistencia de
aislamiento. Sin embargo, condiciones
inadecuadas de transporte o
almacenamiento podran someter la
mquina a condiciones de humedad
extremas tales que disminuyen
demasiado la resistencia de aislamiento.
1.2 Criterios de seguridad para las
personas
Para realizar la puesta en marcha de la
mquina en forma segura (para las
personas), se puede determinar la
resistencia del aislamiento mnima
aceptable a 40C (104F) de temperatura
utilizando la siguiente frmula:
R
40C
= 1 + U
N
donde:
R
40C
= Resistencia de aislamiento [megaohmios M]
U
N
= Voltaje nominal de alimentacin de la mquina
[kV]
1.3 Criterio para secar el bobinado
Para determinar si un bobinado tiene
humedad, se deben considerar lmites de
resistencia de aislamiento ms elevados
que los necesarios para las condiciones
de puesta en marcha segura (para las
personas). Para un bobinado limpio y
seco el valor de resistencia de aislamiento
es tpicamente muy alto (en el orden de
miles de megahomios). Dependiendo del
tipo de bobinado, el valor de resistencia
de aislamiento puede ser muy sensible a
la humedad dentro de la mquina. Como
regla general se recomienda la aplicacin
de 1000 M como valor mnimo
aceptado de resistencia de aislamiento
antes de poner en marcha la mquina.
En general, si se sospecha que una
mquina tiene humedad, se la debe secar
cuidadosamente, independientemente del
valor de resistencia de aislamiento
medido.
El valor de la resistencia de aislamiento
disminuir cuando la temperatura del
bobinado aumente. La resistencia
disminuye a la mitad cada vez que la
temperatura aumenta 10-15 K.
1.4 Medicin de la resistencia de
aislamiento del bobinado del
estator
La resistencia de aislamiento del
bobinado del estator se mide con un
medidor de resistencia de aislamiento.
Controles y mediciones requeridas:
Todos los cables de alimentacin deben estar
desconectados.
El bastidor de la mquina y las fases del
bobinado del estator que no fueron
controladas deben tener puesta a tierra.
Todos los detectores de temperatura de
resistencia (RTD) deben tener puesta a tierra.
Se deben controlar los dispositivos de
medicin.
Se debe medir la temperatura de los
bobinados.
Los valores de resistencia de aislamiento
medidos se deben con los valores que figuran
en el informe de prueba.
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 30
Usualmente la conexin en estrella o la
conexin delta de una mquina de alto
voltaje no se puede abrir. Por lo tanto, el
medidor se debe conectar entre el
bobinado completo y el bastidor de la
mquina, y adems el marco debe tener
puesta a tierra. (Figura 1).
M
Fig. 1. Medicin de la resistencia de aislamiento
del bobinado completo del estator.
Si es posible abrir la conexin en estrella,
el medidor debe conectarse entre una fase
de bobinado por vez y el bastidor de la
mquina, mientras todas las otras fases y
el bastidor deben tener puesta a tierra
(Figura 2).
M
Fig. 2. Medicin de la resistencia de aislamiento
de una fase individual del bobinado del
estator.
Atencin Despus de la medicin, las
fases del bobinado se deben conectar a tierra
para que se descarguen.
1.5 Medicin de la resistencia de
aislamiento del bobinado del rotor
(mquinas AMK nicamente)
La resistencia de aislamiento del
bobinado del rotor se mide con un
medidor de resistencia de aislamiento.
Controles y mediciones requeridas:
Todos los cables de alimentacin deben estar
desconectados.
Los cables de conexin de la unidad de
anillos deslizantes deben estar desconectados.
El bastidor de la mquina y el bobinado del
estator deben tener puesta a tierra.
El eje y las fases del bobinado del rotor que
no hayan sido controladas deben tener puesta
a tierra.
Se deben controlar las conexiones de la
escobilla de carbn.
Se deben controlar los dispositivos de
medicin.
Se deben medir las temperaturas de bobinado
del estator (consideradas como valor de
referencia para la temperatura del bobinado
del rotor).
Los valores de resistencia de aislamiento
medidos se deben comparar con los valores
que figuran en el informe de prueba.
El medidor se debe conectar entre una
fase del bobinado por vez y el eje de la
mquina, mientras todas las otras fases y
el eje deben tener puesta a tierra (Figura
3).
M
Fig. 3. Medicin de la resistencia de aislamiento
de una fase individual del bobinado del
rotor.
Atencin Despus de la medicin, las
fases del bobinado deben conectarse a tierra
para que se descarguen.
1.6 Valor de medicin
La resistencia de aislamiento de una
mquina nueva normalmente es muy alta.
Puede tomarse como regla general que si
el valor de medicin es de diez o ms por
debajo del valor medido en fbrica, se
debe controlar el bobinado para detectar
un exceso de humedad o suciedad, como
as tambin la calibracin del dispositivo
de medicin. El informe de prueba
contiene el valor de resistencia de
aislamiento medido en fbrica.
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 31
2 Secado de los bobinados
Secar los bobinados si los mismos estn
afectados por humedad y su resistencia
de aislamiento es demasiado baja. Para
secar los bobinados ver el Captulo
Mantenimiento.
3 Protecciones
La mquina se debe proteger contra
diversos agentes que pueden daarla. Las
protecciones deben ser segn las
instrucciones y normas de cada pas.
Se utilizan rels de seguridad para
proteger el equipo contra diversas
anormalidades o sobrecargas. Por
ejemplo: sobrecargas durante el
funcionamiento o la puesta en marcha (ya
sea que la puesta en marcha sea
demasiado prolongada o que se realicen
demasiadas en forma consecutiva o que
ocurran demasiadas puestas en marcha
fallidas), fallas o anormalidades en la
alimentacin, errores de interrupcin y
fallas en el aislamiento, por ejemplo falla
en la puesta a tierra. En la prctica, el
alcance de la proteccin de rels depende
de las caractersticas reales de la
aplicacin, la red local y de otras medidas
de proteccin que puedan ser necesarias.
Los valores de los parmetros de la
mquina para la configuracin de los
rels figuran en el documento "Datos de
funcionamiento de la mquina, el cual se
entrega a pedido.
Atencin ABB no es responsable por la
configuracin de los rels en el lugar de la
instalacin.
4 Alarmas y lmites de disparo
del equipo de control
4.1 Control de la temperatura del
bobinado del estator
4.1.1 Detectores de temperatura de
resistencia (RTD)
Si se utiliza Pt-100 y otros elementos
relacionados, la temperatura lmite de
alarma y de disparo deben configurarse
tan bajas como sea posible basadas en los
resultados de prueba y en el
comportamiento trmico emprico de
funcionamiento de la mquina. El lmite
de la alarma puede configurarse por
ejemplo en 10 y el lmite de disparo en 20
K por encima de la temperatura del
bobinado de la mquina con carga
mxima a la temperatura ambiente ms
alta.
Configuraciones recomendadas:
1 funcin: disparo 120-140C (250-
285F)
2 funciones: alarma 120-140C (250-
285F)
disparo 130-150C (265-
300F)
Las mximas configuraciones
recomendadas definidas para proteger los
bobinados son:
1 funcin: disparo 160C (320F)
2 funciones: alarma 160C (320F)
disparo 180C (355F)
4.1.2 Termistores (PTC)
Si la mquina est equipada con tres
termistores, la temperatura de
funcionamiento de los termistores es de
150C (300F). Se puede elegir entre
seal de alarma o de disparo para el
funcionamiento de la funcin. Si la
mquina est equipada con seis
termistores, las temperaturas de
funcionamiento son 150C (300F) y
170C (340F). En ese caso se pueden
utilizar tanto la seal de alarma como la
de disparo.
4.2 Control de temperatura de los
cojinetes
4.2.1 Detectores de temperatura de
resistencia (RTD)
Si se utiliza Pt-100 y otros elementos
relacionados, la temperatura lmite de
alarma y de disparo deben configurarse
tan bajas como sea posible basadas en los
resultados de prueba y en el
comportamiento trmico emprico de
funcionamiento de los cojinetes. Las
configuraciones mximas recomendadas
para el funcionamiento normal con
lubricantes estndar son:
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 32
Cojinetes antifriccin
1 funcin: disparo 90C (195F)
2 funciones: alarma 85C (185F)
disparo 90C (195F)
Se pueden configurar los lmites 20C
(70F) ms altos cuando se utiliza una
grasa de alta temperatura apropiada. Ver
captulo "Mantenimiento".
Cojinetes del eje
1 funcin: disparo 90C (195F)
2 funciones: alarma 85C (185F)
disparo 90C (195F)
Se pueden configurar los lmites 10C
(50F) ms altos cuando se utiliza un
aceite de alta temperatura apropiado. Ver
captulo "Mantenimiento".
4.3 Disparo
En caso de disparo, siempre se debe
averiguar la causa y eliminarla antes de
de volver a poner en marcha la mquina.
Utilizar la Gua de Localizacin de Fallas
1 y 2 para encontrar la causa.
5 Puesta en marcha de prueba
La puesta en marcha de prueba es un
procedimiento estndar que se realiza
despus de que se llevan a cabo la
instalacin y alineacin, las conexiones
elctricas y mecnicas (excepto la
conexin de acoplamiento), la puesta en
servicio y la activacin de los
dispositivos de proteccin. Ver Lista de
control 5 que figura en el Captulo
Listas de control.
5.1 Puesta en marcha de mquinas
AMK
La mquina de anillos deslizantes del tipo
AMK no puede ponerse en funcionamiento
sin un arrancador. El arrancador
normalmente es una resistencia variable
conectada a cada fase del rotor. La
seleccin del arrancador se lleva a cabo
segn los requisitos de fuerza de arranque y
corriente. Por lo general, el arranque se
realiza con corriente y fuerza de torsin
nominales.
Durante la puesta en marcha la resistencia
del arrancador disminuye y la velocidad
para el par mximo cambia para desarrollar
una velocidad ms alta. La velocidad de la
mquina est siempre entre la velocidad del
par mximo real y la velocidad de
sincronismo. No est permitido el
funcionamiento entre deslizamiento=1 y
par mximo o la parada durante la puesta
en marcha.
Los rels normales de proteccin estn
diseados para ser utilizados con mquinas
con motor jaula de ardilla y esto debe
tenerse en cuenta en las configuraciones.
Atencin La falla durante la puesta en
marcha de la mquina sin controlar el
engranaje de anillo de deslizamiento completo
puede resultar en daos graves. Tambin se
deben controlar las conexiones al arrancador y
las funciones. Si la mquina est equipada con
un dispositivo de elevacin de escobillas, leer
el Captulo Unidad de anillos deslizantes con
dispositivo de elevacin de escobillas.
El dispositivo de elevacin de las escobillas
debe estar en la posicin de arranque antes de
poner en marcha la maquina.
5.2 Controles previos a la puesta en
marcha de prueba
Antes de que pueda realizarse la puesta en
marcha de prueba, se deben llevar a cabo
los siguientes controles y mediciones:
El depsito de aceite del cojinete del eje y (si
est disponible) el sistema de alimentacin de
aceite deben estar llenos de aceite
recomendado hasta el nivel correcto. El
sistema de alimentacin de aceite debe estar
encendido.
Se debe girar el rotor y se debe escuchar el
cojinete para identificar algn sonido de
deslizamiento anormal (para hacer gira un
rotor con cojinete de eje es necesario un
brazo de palanca simple).
Si el semi racor no est acoplado, la llave del
extremo del eje se debe bloquear o retirar.
En el caso de mquinas con enfriamiento por
agua se debe abrir el agua. Se debe controlar
el ajuste de las bridas y la unidad de
enfriamiento.
La primera puesta en marcha debera
durar nicamente un segundo. Durante
ese momento verificar la direccin de
rotacin de la mquina y (si estuviera
disponible) del motor del ventilador
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 33
externo y asegurarse de que ningn
obstculo impide el libre funcionamiento
de la mquina. En el caso de los cojinetes
del eje, verificar que las partes fijas no
estn en contacto con las partes en
rotacin.
Verificar que los cepillos de los anillos
deslizantes no saquen chispas.
Despus de la puesta en marcha inicial, la
mquina puede funcionar durante un
perodo prolongado. Controlar las
temperaturas de las fases del bobinado
del estator y de los cojinetes. Controlar la
lubricacin de los cojinetes antifriccin y
el nivel de aceite o la presin y el flujo si
la mquina tiene cojinetes de eje. En caso
de funcionamiento anormal, por ejemplo
temperatura elevada, ruido o vibracin,
desconectar la mquina. Establecer la
causa y si es necesario contactar al
fabricante. Nunca desactivar los
dispositivos de proteccin.
6 La primera puesta en marcha
Cuando se hayan realizado todos los
procedimientos descriptos en los
captulos anteriores y se lleve a cabo la
prueba de puesta en marcha, conectar el
acople y poner en marcha la mquina.
6.1 Supervisin y mantenimiento
durante la primera puesta en
marcha
Es necesario verificar regularmente los
factores que son esenciales para el
funcionamiento de la mquina. Estos
factores incluyen la carga de la mquina,
enfriamiento y funcionamiento de los
cojinetes.
Mantener un registro de todas las
operaciones de mantenimiento y servicio
realizadas en una tarjeta de
mantenimiento o en un archivo de
ordenador. Se deben controlar
frecuentemente las lecturas de
temperatura de las sondas ubicadas en los
bobinados y posiblemente en los
cojinetes para asegurarse de que
permanecen por debajo de los lmites
mximos. Comparar la corriente de carga
con el valor que figura en la placa de
rgimen de la mquina para controlar las
condiciones de funcionamiento de la
misma.
Atencin En ausencia de RTDs o
dispositivos equivalentes, medir, si fuese
posible, la temperatura de la superficie en el
rea de los cojinetes. La temperatura de los
cojinetes es aproximadamente 10C (50F) ms
elevada que la temperatura de la superficie.
6.1.1 Mquinas con cojinetes antifriccin
En caso de una mquina instalada
recientemente o una mquina que ha
estado fuera de servicio durante un
perodo prolongado, inyectar grasa nueva
inmediatamente despus de la puesta en
marcha. Se debe inyectar nueva grasa
cuando la mquina est en
funcionamiento hasta que la vieja grasa o
el exceso de nueva grasa se drene a travs
de la vlvula de lubricacin ubicada en la
parte inferior de la carcasa de los
cojinetes.
La temperatura de los cojinetes
inicialmente aumentar debido al exceso
de grasa. Despus de algunas horas la
grasa excedente se drenar a travs de la
vlvula de lubricacin y la temperatura
del cojinete regresar a la normalidad.
Medir los valores SPM de las boquillas
SPM despus de que la mquina haya
estado funcionando durante varias horas
y registrar dichos valores para su uso
como referencia futura.
6.1.2 Mquinas horizontales con
cojinetes del eje
Despus de la puesta en marcha,
controlar que las partes fijas no rocen
contra las partes que giran. Controlar
tambin la estanqueidad de todas las
conexiones. La inspeccin de los
cojinetes durante la puesta en servicio
luego de algunas horas de
funcionamiento con carga, o despus de
cambiar las corazas o los segmentos, an
constituye la mejor medida para la
prevencin de daos.
La rotacin del anillo de lubricacin se
controla a travs de la ventana de
ABB
Manual del Usuario, AMK 400-500
Captulo 5 - Puesta en servicio y Puesta en marcha
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 34
inspeccin ubicada en la parte superior
del cojinete. Al principio, controlar la
temperatura y el nivel de aceite en forma
continua.
En mquinas con lubricacin forzada, la
presin de aceite se regula con la vlvula
de presin y el orificio. La presin
normal es 125 kPa 25 kPa (18 psi 4
psi). Esto permite el flujo correcto de
aceite hacia el cojinete. Una presin
demasiado elevada del flujo puede
provocar filtraciones de aceite hacia la
mquina o el medioambiente. La tasa de
flujo de aceite figura en el plano de
dimensiones.
Atencin El sistema de lubricacin se debe
construir de manera que la presin dentro del
cojinete sea igual a la presin atmosfrica. La
presin de las tuberas de aceite (entrada y/o
salida) causar filtraciones de aceite hacia la
mquina o el medioambiente.
6.2 Vibraciones
Si se detectan vibraciones notorias, medir
la vibracin de la tapa del cojinete o de la
proteccin de ambos extremos. Comparar
las mediciones con los valores escritos en
el informe de puesta en servicio o en la
norma prescripta. Es til analizar las
diferentes frecuencias de la vibracin, la
velocidad y analizar dos veces la
frecuencia de la red. Ver captulo
"Mantenimiento".
ABB
Manual del Usuario, AMK 400-500
Captulo 6 - Funcionamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 35
Captulo 6 - Funcionamiento
1 General ......................................................................................................................................................
2 Nmero de puestas en marcha...................................................................................................................
3 Supervisin................................................................................................................................................
3.1 Cojinetes ........................................................................................................................................
3.2 Enfriamiento ..................................................................................................................................
3.3 Unidad de anillos deslizantes.........................................................................................................
3.4 Varios.............................................................................................................................................
4 Seguimiento ..............................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 6 - Funcionamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 36
Captulo 6 - Funcionamiento
1 General
Cuidar y controlar cuidadosamente la
mquina para asegurar su funcionamiento
correcto. En caso de funcionamiento
anormal (temperatura elevada, ruido,
vibracin) o en caso de duda, desconectar
la mquina. Si es necesario, establecer la
causa y contactar al fabricante. Nunca
desactivar los dispositivos de proteccin.
2 Nmero de puestas en
marcha
Antes de la puesta en marcha, verificar
que los dispositivos de apagado de
emergencia, el sistema de enfriamiento y
de lubricacin de los cojinetes estn en
funcionamiento.
El nmero mximo recomendado de
puestas en marcha es de 1000 por ao.
Inclusive est permitido un nmero
superior, dependiendo de las
caractersticas de la mquina y de las
condiciones de puesta en marcha.
Realizar puestas en funcionamiento
demasiado frecuentes o demasiado
pesadas puede producir un aumento
anormal de temperatura y acelerar el
proceso de envejecimiento, lo cual
acortar en forma anormal su vida til.
3 Supervisin
El operador debe inspeccionar la mquina
en forma frecuente. El propsito de la
inspeccin es familiarizar al personal con
el equipo. Esto es imperativo si se deben
detectar eventos anormales.
Se deben realizar las siguientes
inspecciones conjuntamente con la Lista de
control 6 que figura en el Captulo "Listas
de control".
3.1 Cojinetes
Controlar la temperatura de los cojinetes
Asegurarse de que los cojinetes antifriccin
estn engrasados segn las instrucciones de la
placa de lubricacin. Vaciar la caja colectora
de grasa (si estuviese disponible) cada vez
que se realicen tres lubricaciones.
Controlar el nivel de aceite de los cojinetes
del eje y verificar el funcionamiento del
anillo de lubricacin (a travs del visor
ubicado en la parte superior del cojinete).
Cumplir con el tiempo estipulado para el
cambio de aceite y en caso de que est
disponible el sistema de alimentacin de
aceite asegurarse de que ste funcione.
Controlar que no haya filtraciones de aceite.
Medir los niveles de vibracin. Los niveles de
vibracin que estn en el rango "satisfactorio"
(V
r.m.s.
4,5 mm/s) segn ISO 3945 son
admisibles en el funcionamiento en modo
acoplado.
Medir los valores SPM y compararlos con las
mediciones anteriores para ver el desarrollo
de la tendencia (mquinas con cojinetes
antifriccin).
Controlar el cojinete para verificar que no
haya temperatura en superficie o ruidos
anormales.
Atencin En ausencia de RTDs o
dispositivos equivalentes, medir, si fuese
posible, la temperatura de la superficie en el
rea de los cojinetes. La temperatura de los
cojinetes es aproximadamente 10C (50F) ms
elevada que la temperatura de la superficie.
3.2 Enfriamiento
Controlar la temperatura del bobinado del
estator.
Controlar si el flujo de aire de enfriamiento
es normal.
Controlar si el flujo de agua de enfriamiento
es normal.
Atencin El aire de enfriamiento debe
estar limpio y libre de materiales corrosivos. Si
el aire de enfriamiento contiene polvo, limpiar
regularmente las superficies de enfriado
(aletas, tuberas, etc.) de la mquina y de la
unidad de enfriamiento.
ABB
Manual del Usuario, AMK 400-500
Captulo 6 - Funcionamiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 37
Inclusive si se utiliza el filtro del agua de
enfriamiento, habr algunas incrustaciones en
el bobinado de enfriamiento. Limpiar
regularmente el bobinado.
3.3 Unidad de anillos deslizantes
Controlar el desgaste de las escobillas de
carbn y cambiarlas antes de que alcancen el
lmite de desgaste.
Verificar que las escobillas no saquen chispas.
Asegurarse de que las superficies del anillo
estn lisas. De lo contrario, los anillos
deslizantes se deben tornear. En las condiciones
ideales se formar una capa uniforme de patina
marrn sobre los anillos deslizantes durante las
primeras horas de funcionamiento.
Reemplazar o limpiar regularmente el filtro del
aire de enfriamiento de la unidad de anillos
deslizantes.
Limpiar el alojamiento del anillo deslizante, el
engranaje de anillo deslizante, la unidad de
anillo deslizante y el intercambiador de
calor/tapa superior (si estuviesen disponibles).
Leer las instrucciones que figuran en el captulo
"Mantenimiento". Si la mquina est equipada
con una unidad de anillos deslizantes con un
dispositivo de elevacin de escobillas, seguir las
instrucciones que figuran en el Captulo
Unidad de anillos deslizantes con dispositivo
de elevacin de escobillas.
Controlar la estanqueidad de la carcasa de los
anillos deslizantes. No debe ingresar agua, grasa
ni polvo dentro de la carcasa.
3.4 Varios
Medir los niveles de vibracin en el bastidor
y las tapas.
Controlar la mquina para verificar que no
haya temperatura en superficie o ruidos
anormales.
Prestar atencin a las indicaciones de alarma
y fallas.
Controlar que los tapones de drenaje estn en
la posicin abierto (la mitad del tapn adentro
y la mitad afuera). Retirar las obstrucciones si
las hubiere.
4 Seguimiento
La supervisin normal del
funcionamiento incluye el registro de
datos del funcionamiento tales como la
carga, la temperatura, etc. Los
comentarios y los datos se utilizan como
base para el mantenimiento.
Durante el primer perodo de
funcionamiento (24 horas) la supervisin
debe ser intensiva. Controlar la
temperatura del bobinado y de los
cojinetes cada hora. Controlar tambin la
carga, la corriente, el enfriamiento, la
lubricacin y la vibracin.
Durante el siguiente perodo de
funcionamiento (la primera semana) la
supervisin debe realizarse cada 24
horas.
Durante el uso normal de la mquina, se
debe realizar el control conjuntamente
con las inspecciones regulares, con el
mantenimiento de la mquina accionada
o durante la lubricacin.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 38
Captulo 7 - Mantenimiento
1 Cojinetes y lubricacin..............................................................................................................................
1.1 Cojinetes antifriccin.....................................................................................................................
1.1.1 Construccin de los cojinetes .............................................................................................
1.1.2 Tcnica de lubricacin........................................................................................................
1.1.3 Intervalos de lubricacin y grasas recomendadas...............................................................
1.1.4 Miscibilidad de las grasas...................................................................................................
1.1.5 Control de los cojinetes durante el funcionamiento............................................................
1.1.6 Control del funcionamiento ................................................................................................
1.2 Cojinetes del eje.............................................................................................................................
1.2.1 Soluciones para los cojinetes ..............................................................................................
1.2.2 Aceites recomendados ........................................................................................................
1.2.3 Mantenimiento....................................................................................................................
1.2.4 Control del funcionamiento ................................................................................................
1.2.5 Inspeccin...........................................................................................................................
2 Intercambiadores de calor .........................................................................................................................
3 Los filtros de la tapa superior....................................................................................................................
4 Unidad de anillos deslizantes ....................................................................................................................
4.1 Unidad de anillos deslizante de tipo con contacto permanente......................................................
4.1.1 Reemplazar el filtro para polvo de carbn..........................................................................
4.1.2 Limpieza de la unidad de anillos deslizantes......................................................................
4.1.3 Control y reemplazo de las escobillas.................................................................................
4.2 Unidad de anillos deslizantes de tipo con elevacin de escobillas.................................................
5 Motores de los ventiladores externos ........................................................................................................
6 Bobinados..................................................................................................................................................
6.1 Necesidad y alcance del mantenimiento ........................................................................................
6.2 Programa de mantenimiento ..........................................................................................................
6.3 Inspeccin exterior.........................................................................................................................
6.4 Pruebas de mantenimiento .............................................................................................................
6.4.1 Prueba de resistencia de aislamiento ..................................................................................
6.4.2 Prueba de tensin................................................................................................................
6.4.3 Mediciones de tan delta ......................................................................................................
6.5 Inspeccin......................................................................................................................................
6.5.1 Observaciones.....................................................................................................................
6.5.2 Conclusiones de las acciones..............................................................................................
6.6 Limpieza de los bobinados.............................................................................................................
6.6.1 Mtodos de limpieza...........................................................................................................
6.6.2 Agentes limpiadores ...........................................................................................................
6.6.3 Secado.................................................................................................................................
6.7 Barnizado de los bobinados ...........................................................................................................
6.8 Otras operaciones de mantenimiento .............................................................................................
6.9 Mantenimiento de los bobinados viejos.........................................................................................
6.10 Principios de seguridad en el trabajo de mantenimiento de los bobinados ....................................
7 Pintura de mantenimiento .........................................................................................................................
7.1 General...........................................................................................................................................
7.2 Retoques de pintura........................................................................................................................
7.2.1 Preparacin de la superficie................................................................................................
7.2.2 Condiciones de aplicacin ....................................................................................................
7.2.3 Aplicacin...........................................................................................................................
7.2.4 Una nueva capa de pintura..................................................................................................
7.2.5 Normas de los sistemas de pintura y la preparacin de la superficie..................................
8 Limpieza....................................................................................................................................................
9 Rehabilitacin ...........................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 39
Captulo 7 - Mantenimiento
1 Cojinetes y lubricacin
1.1 Cojinetes antifriccin
1.1.1 Construccin de los cojinetes
La construccin estndar para las
mquinas AMK horizontales tiene
cojinetes de bolas con ranura profunda en
ambos extremos. Si la mquina se carga
con fuerzas radiales grandes, se utilizan
cojinetes de rodillos cilndricos en el
extremo D. Las mquinas verticales
normalmente estn equipadas con
cojinetes de bolas con ranura profunda en
el extremo D y cojinete de bolas de
contacto angular de una hilera en el
extremo N. El cdigo completo de
identificacin del cojinete est estampado
en la placa de lubricacin y en el plano de
dimensiones. En el Captulo Apndices
figuran los diferentes tipos de construccin.
El cojinete del extremo D se fija
axialmente en las mquinas horizontales
cuando se utilizan cojinetes de bolas con
ranura profunda en ambos extremos. El
aumento de temperatura ocurrir hacia el
extremo N. Si se utiliza un cojinete de
rodillos cilndricos en el extremo D,
entonces el cojinete del extremo N est
fijado axialmente y el aumento de
temperatura ocurrir hacia el extremo D.
Esto debe considerarse cuando se ajusta
el acoplamiento.
El cojinete del extremo N est fijado
axialmente hacia abajo en las mquinas
verticales. El aumento de temperatura
ocurrir en el extremo D. Esto debe
considerarse cuando se ajusta el
acoplamiento y se mueve la mquina.
1.1.2 Tcnica de lubricacin
Lubricar los cojinetes inyectando grasa
en los engrasadores ubicados en ambos
extremos de la mquina. Se introduce la
grasa dentro del cojinete a travs del
conducto para la grasa.
Despus de que se llene el cojinete, el
exceso de grasa se drenar a travs del
orificio ubicado en la parte inferior del
cojinete.
Los engrasadores se deben limpiar
correctamente antes de realizar la
lubricacin para impedir que entre
suciedad en los cojinetes. Se debe llenar
completamente la pistola de engrase, sin
dejar burbujas de aire en la grasa. La
grasa debe estar libre de impurezas y
agua.
La lubricacin se debe realizar mientras
la mquina est funcionando
normalmente. De otra manera, la grasa no
se repartir uniformemente en el cojinete.
Atencin Inyectar nueva grasa hasta que la
grasa vieja o el exceso de grasa nueva salga del
cojinete.
En un caso especial, se puede realizar la
lubricacin mientras la mquina no est
funcionando. Entonces la cantidad
recomendada de grasa se inyecta 3 veces
en el cojinete. Poner en marcha la
mquina durante un par de segundos
entre inyeccin e inyeccin.
1.1.3 Intervalos de lubricacin y grasas
recomendadas
Los intervalos de lubricacin y la
cantidad de grasa estn estampados en la
placa de lubricacin. Los intervalos
estndar y las cantidades figuran en las
Tablas 1 y 2.
Atencin Se debe realizar una nueva lubricacin
una vez al ao independientemente de las horas
de funcionamiento.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 40
Tabla 1. Intervalos de lubricacin y cantidad de grasa para mquinas horizontales.
Tipo de Cantidad de Intervalos de lubricacin en horas de funcionamiento a diferentes velocidades [rpm]
cojinete grasa [g] 1800-1500 1200-1000 900-750 600-500
6324 70 4400 8800 8800 8800
6326 80 4400 8800 8800 8800
6330 100 3300 6600 8800 8800
Tabla 2. Intervalos de lubricacin y cantidad de grasa para mquinas verticales.
Tipo de Cantidad de Intervalos de lubricacin en horas de funcionamiento a diferentes velocidades [rpm]
cojinete grasa [g] 1800-1500 1200-1000 900-750 600-500
6324 70 2200 4400 4400 4400
6326 80 2200 4400 4400 4400
6330 100 1600 3300 4400 4400
7324 70 2200 4400 4400 6600
7326 80 2200 4400 4400 6600
7330 100 2200 3300 4400 6600
Atencin Aunque los cojinetes se lubrican en
fbrica, lubricar los cojinetes nuevos una vez
ms inmediatamente despus de la puesta en
marcha para asegurar una vida til prolongada.
Si no hay especificaciones en contrario, las
mquinas AMK se lubrican en fbrica con ESSO
UNIREX N3 o MOBILUX EP2.
El intervalo de lubricacin que figura en
la placa de lubricacin se basa en una
temperatura de funcionamiento del
cojinete de 70C (158F). Tambin se ha
tenido en cuenta el tamao y el tipo de
los cojinetes juntamente con la velocidad
de funcionamiento y la disposicin de
montaje de la mquina. El intervalo de
lubricacin debera reducirse a la mitad
por cada incremento de 15 K en la
temperatura del cojinete. Los tipos
recomendados de grasas estndar figuran
en la Tabla 3.
Si la temperatura de los cojinetes est
notablemente por debajo de los 70C
(158F), el intervalo de lubricacin se
puede extender hasta un cierto punto. Se
deben tener en consideracin otras
condiciones ambientales.
Con grasa para altas temperaturas los
intervalos de lubricacin presentados en
las Tablas 1 y 2 se pueden aplicar hasta
los 85 C (185F). Los tipos
recomendados de grasa para alta
temperatura figuran en la Tabla 4.
Si la temperatura ambiente estuviera por
debajo de los -20C (-4F), utilizar la
grasa apropiada para todo el rango de
temperatura de funcionamiento.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 41
Tabla 3. Grasas estndar recomendadas.
Fabricante Calidad Espesante Aceite
base
Rango de
temperatura
[C]
Visc.
cinemt. del
aceite base
[mm2/s, cSt a
40C]
Visc.
cinemt. del
aceite base
[mm2/s, cSt a
100C]
Punto de
condensa
cin [C]
Consis-
tencia
[escala
NLGI]
ESSO UNIREX N2 Li-comp. Mineral -30 to +165 112 12 300 2
ESSO UNIREX N3 Li-comp. Mineral -30 to +165 112 12 300 3
MOBIL OIL Mobilith SHC 100 Li-comp. Sinttico -50 to +180 100 11 280 2
SHELL Syntix 100 Li-comp. Sinttico -40 to +140 150 21 260 2
SHELL Alvania Grease G3 Li/Ca Mineral -20 to +150 100 11 185 3
NESTE Rasva 606 Li-comp. Sinttico -40 to +150 160 20 >250 1.5
NESTE Rasva 600 Li-comp. Sinttico -35 to +140 120 12 >250 1.5
ELF Rolexa 3 Li/Ca Mineral -30 to +120 110 10 >180 3
ELF Statermelf EP 2 Polyurea Sinttico -40 to +180 84 12 240 2
OPTIMOL Longtime PD2 Li -30 to +140 85 9.5 >180 2
TEBOIL Syntec Grease Li-comp. Sinttico -40 to +140 150 20.0 >260 2
STATOIL Uniway LiX 42 PA Li-comp. PAO -35 to +150 100 18.0 >260 2
CHEVRON SRI 2 Polyurea Mineral -30 to +150 100 11.0 243 2
KLBER Klberplex BEM 41-132 Li-comp. Sint./Min. -30 to +150 120 14 >220 2
FAG Arcanol L 135 V Li Min./Sint. -40 to +140 85 12.5 190 2
FAG L 30 Li-comp. Sinttico -50 to +200 162 19.8 >250 2
Tabla 4. Grasas de alta temperatura recomendadas.
Fabricante Calidad Espesante Aceite
base
Rango de
temperatura
[C]
Visc.
cinemt. del
aceite base
[mm2/s, cSt a
40C]
Visc.
cinemt. del
aceite base
[mm2/s, cSt a
100C]
Punto de
condensa
cin [C]
Consis-
tencia
[escala
NLGI]
MOBIL OIL Mobilgrease HP 103 Li-comp. Mineral -30 to +175 100 11 260 3
KLBER Asonic HQ 72-102 Polyurea Sinttico -40 to +180 100 12 >240 2
SHELL Syntix 100 Li-comp. Sinttico -40 to +140 150 21 260 2
CASTROL LMX Li-comp. Mineral -40 to +150 180 260 2
CHEVRON SRI 2 Polyurea Mineral -30 to +150 100 11.0 243 2
SKF LGHQ 3 Li-comp. Mineral -20 to +150 110 13 300 3
1.1.4 Miscibilidad de las grasas
Es importante considerar la miscibilidad
de las grasas si es necesario cambiar de
una grasa a otra. Si se mezclan grasas
incompatibles, la consistencia puede
cambiar drsticamente. Entonces la
temperatura mxima de funcionamiento
de la mezcla de grasas puede ser tan baja
comparada con la grasa original, que no
se puede descartar la posibilidad de dao
del cojinete.
Las grasas que tienen el mismo espesante
y aceites base similares generalmente
pueden mezclarse sin consecuencias
perjudiciales, por ejemplo: una grasa a
base de litio puede mezclarse con otra
grasa a base de litio. Las grasas a base de
calcio y de litio generalmente son
miscibles entre s pero no con grasas a
base de sodio. Sin embargo, las mezclas
de grasas compatibles pueden tener una
consistencia menor que la de cualquiera
de las grasas componentes, aunque las
propiedades lubricantes no se vern
afectadas.
1.1.5 Control de los cojinetes durante el
funcionamiento
Una manera de detectar los daos en los
cojinetes es medir el impulso de choque
generado por los impactos cuando las
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 42
superficies daadas se deslizan. Los
dispositivos para este tipo de medicin
registran la secuencia rpida de impulsos
de choque mnimos provocados por
pequeas irregularidades. Los diagramas
de curva y de impulso de choque
muestran el desarrollo del dao de los
cojinetes y cmo puede realizarse un
seguimiento con un dispositivo de
medicin de impulso de choque.
La fatiga de material no es la nica causa
posible del deterioro de un cojinete ni la
razn de que se registre un valor elevado
del impulso de choque. La condicin de
un cojinete y su vida til se ven afectados
por la instalacin, velocidad, carga,
lubricacin y otros factores externos, los
cuales tambin determinan el valor de
impulso de choque de un cojinete.
Despus de la puesta en servicio, y
cuando la mquina est funcionando
correctamente con carga, registrar los
"valores iniciales de choque (SV) de los
cojinetes utilizando un medidor de
impulsos de choque (por ejemplo:
Ensayador T30 de SPM) o un dispositivo
similar. Colocar la sonda de medicin en
la boquilla ubicada en la tapa. Despus de
un cierto perodo de funcionamiento, el
valor de SV podra disminuir, es decir, la
condicin del cojinete puede mejorar. Por
lo tanto, el valor SV inicial debera
tenerse como valor de referencia para
mediciones futuras. Las mediciones
deben realizarse peridicamente a la
misma velocidad, con la misma carga, en
los mismos puntos de medicin y en las
mismas condiciones de lubricacin, y
nunca inmediatamente despus de la
lubricacin.
Comparar las nuevas lecturas con los
valores medidos anteriormente para
determinar si existe alguna razn para
reemplazar pronto el cojinete. El
instrumento SPM incluye una regla de
clculo para evaluar los resultados
medidos.
Las boquillas de medicin son pernos que
estn instalados en orificios roscados con
extremos cnicos ubicados en las
carcasas de los cojinetes. El material es
acero cincado.
1.1.6 Control del funcionamiento
Otra posibilidad para detectar la falla del
cojinete por medio del control de la
vibracin es determinar las frecuencias de
los defectos tpicos. Cada vez que un
rodamiento rueda sobre un defecto se
produce una pico en la seal de
vibracin. La repeticin de estos picos
depende de la posicin del defecto del
cojinete (el aro interno o externo o el
elemento rotativo, etc.) y de la geometra
y velocidad del cojinete.
Los picos de frecuencia del defecto del
cojinete generalmente aparecen en la
parte baja del espectro de frecuencia (0-2
kHz), usualmente con regularidad. La
frecuencia depende de la velocidad del
cojinete, nicamente para velocidades de
rotacin inferiores a 6000 rpm.
La cantidad decisiva es el valor r.m.s. de
la velocidad de vibracin medida en la
carcasa del cojinete (segn ISO 3945).
Los lmites de alarma y apagado para el
sistema de control automtico y para las
mediciones manuales se deben configurar
tan bajas como sea posible basadas en los
resultados de las pruebas y en el
comportamiento emprico de
funcionamiento con la mquina
accionada.
Configuraciones recomendadas:
ALARMA V
R.M.S.
= 4,5 mm/s
APAGADO V
R.M.S.
= 7,1 mm/s
Atencin El sistema de control debera
poder diferenciar impulsos de choque
ocasionales provenientes del ambiente que no
estn relacionados con el sistema en cuestin
de la mquina, en consecuencia haciendo
posible que se configuren los lmites en el
nivel correcto sin alarmas ni apagados
reiterados.
Para realizar una comparacin con los
valores medidos, se puede calcular la
amplitud de vibracin S
de la siguiente
manera (suponiendo que la vibracin es
sinusoidal):
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 43
$
. S
V V
f
V
f
= =
2
2
2
0 225
rms rms rms
donde
S
= amplitud de la vibracin [mm]
f = frecuencia de la velocidad [Hz]
En la Figura 1 se muestra un nomograma
de conversin con valores lmite.
Fig. 1. Nomograma de conversin con valores
lmite.
In/s Pulgadas/seg.
mils Milipulgadas
Shaft vibration Vibracin del eje
Bearing housing vibration Vibracin de la carcasa del cojinete
Shut-down (shaft vibration) Apagado (vibracin del eje)
Shut-down (bearing housing) Apagado (carcasa del cojinete)
Alarm (shaft vibration) Alarma (vibracin del eje)
Alarm (bearing housing) Alarma (carcasa del cojinete)
Example Ejemplo
Las frecuencias de defectos del cojinete
estn en el mismo rango que las
vibraciones de baja frecuencia producidas
por el funcionamiento normal de la
mquina. Es por eso que a menudo es
difcil distinguir estos picos del ruido
normal de la mquina.
Usar la Lista de control 7 que figura en el
Captulo Listas de control.
1.2 Cojinetes del eje
1.2.1 Soluciones para los cojinetes
El tipo de cojinete del eje que se utiliza
en mquinas AMK es un cojinete de
brida lateral (ver Captulo Apndices).
Los cojinetes pueden ser autolubricados o
de lubricacin forzada. El tipo completo
de cojinete se encuentra estampado en la
placa del cojinete mismo.
Los cojinetes estn fuertemente fijados a
las tapas de la mquina. El cojinete del
extremo D usualmente es el cojinete de
posicionamiento (cdigo B en el tipo de
designacin). Esto significa que el
aumento de temperatura ocurrir hacia el
extremo N.
El cojinete en el extremo N est aislado.
Esto significa que las superficies
esfricas del interior de la carcasa estn
recubiertas con una capa de PTFE
aislante para evitar corrientes en
el cojinete (Figura 2).
Fig. 2. Capa aislante del cojinete del eje.
El retn de la carcasa, el cual impide que
la coraza del cojinete se disloque, est
rodeada por una camisa aislante. Los
sellos del eje y la conexin del sensor de
temperatura estn fabricados en material
aislante. Los cojinetes tienen conexiones
para alimentacin de aceite, drenaje de
aceite, termmetro y visor de nivel de
aceite.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 44
1.2.2 Aceites recomendados
Atencin Los cojinetes del eje son
entregados sin aceite. El depsito de aceite y,
si estuviese disponible, el sistema de
suministro de aceite deben llenarse con el
aceite recomendado antes de la puesta en
marcha. Hay suficiente aceite en el cojinete si
la mitad del visor del nivel de aceite est
cubierto.
El aceite utilizado en los cojinetes debe
tener un valor de viscosidad definido
segn la clase ISO 3448 o SSU. La Tabla
5 presenta la viscosidad de aceite tpica.
Tabla 5. Viscosidad de aceite tpica relacionada
con la velocidad de rotacin.
Velocidad de
rotacin [rpm]
Nmero del grado
de viscosidad
SSU
Nmero del grado
de viscosidad ISO
1500 107 SSU/100F ISO VG 22
1000 1200 214 SSU/100F ISO VG 46
900 315 SSU/100F ISO VG 68
Atencin El tipo de aceite que debe utilizarse
para lubricar el cojinete figura en la placa de
lubricacin y en el plano de dimensiones de la
mquina.
La Tabla 6 muestra una lista de los
aceites de base mineral recomendados
para lubricar los cojinetes.
Tabla 6. Aceites recomendados.
Fabricante Calidad
BP Energol CS
CASTROL Perfecto T
DEA Astron HL
ESSO Terresso
FUCHS Renolin DTA
GULF Harmony
KLBER Lamora HLP
MOBIL DTE
NESTE Paine
SHELL Tellus Oil S
TEBOIL Larita Oil
TOTAL Azolla ZS
El fabricante de cojinetes ha realizado
pruebas con algunos aceites sintticos
con buenos resultados. Con estos aceites
es posible hacer funcionar los cojinetes a
temperaturas de funcionamiento ms
elevadas, de manera que los lmites de
alarma y de disparo pueden configurarse
a niveles superiores respectivamente.
Atencin Contactar al fabricante de la
mquina para conseguir un listado de los
aceites sintticos aprobados y la aprobacin
para utilizarlos con la mquina.
1.2.3 Mantenimiento
El exterior de la carcasa del cojinete debe
mantenerse limpia ya que la radiacin del
calor se reduce debido a los depsitos de
polvo o suciedad.
Durante las primeras 24 horas de
funcionamiento, se debe controlar cada 1
hora el flujo de aceite, las posibles
filtraciones y el nivel de vibraciones. El
reemplazo del filtro de aceite debe
realizarse despus de 1000, 2000 y 3000
horas de funcionamiento. El cambio de
aceite y la limpieza de un filtro de aceite
se deben realizar despus de 8000 horas
de funcionamiento.
En el caso de los cojinetes del eje con
sistema de alimentacin de aceite
separado, el aceite se debe reemplazar
cada 20000 horas de funcionamiento
Se necesitan intervalos ms cortos en
caso de puestas en marcha y paradas
frecuentes, elevada temperatura de aceite
o exceso de contaminacin debida a
influencias externas. La condicin
general del aceite proporcionar
informacin acerca de esto.
La carcasa se drena a travs del orificio
de drenaje de aceite que est ubicada en
la parte inferior central del cojinete. El
llenado se realiza a travs del orificio del
visor el cual puede retirarse utilizando
una llave ajustable.
Al cambiar el aceite, limpiar la suciedad
y remover los residuos del colector de
lubricante (si es posible, drenar el aceite
mientras el cojinete an est caliente). Si
se perciben alteraciones inusuales o
residuos extraos en el aceite, es
importante investigar y, si es posible,
solucionar las causas de esta situacin
antes de hacer funcionar el cojinete
nuevamente. Si se utilizan detergentes
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 45
qumicos, stos se deben limpiar
completamente.
Para el llenado, utilizar aceite de la
calidad especificada. Ver las indicaciones
correspondientes en el plano de
dimensiones.
Analizar regularmente el aceite para
controlar la calidad del aceite. El anlisis
realizado por una compaa de aceite
mineral puede ser la base para decidir si
el aceite del cojinete todava est en
condiciones de ser utilizado.
1.2.4 Control del funcionamiento
Una posibilidad para detectar la falla del
cojinete por medio del control de la
vibracin es determinar las frecuencias de
los defectos tpicos.
Los lmites de alarma y apagado para el
sistema de control automtico y para las
mediciones manuales se deben configurar
tan bajas como sea posible basadas en los
resultados de las pruebas y en el
comportamiento emprico de
funcionamiento con la mquina
accionada.
La cantidad decisiva es el valor r.m.s. de
la velocidad de vibracin medida en la
carcasa del cojinete (segn ISO 10816).
Configuraciones recomendadas:
ALARMA V
R.M.S.
= 4,5 mm/s
APAGADO V
R.M.S.
= 7,1 mm/s
Atencin El sistema de control debera
poder diferenciar impulsos de choque
ocasionales provenientes del ambiente que no
estn relacionados con el sistema en cuestin
de la mquina, en consecuencia haciendo
posible que se configuren los lmites en el
nivel correcto sin alarmas o apagados
reiterados.
Los valores mximos de configuracin
para la vibracin relativa del eje son:
ALARMA V
R.M.S.
= 7,1 mm/s
APAGADO V
R.M.S.
= 11,2 mm/s
Para realizar una comparacin con los
valores medidos, se puede calcular la
amplitud de vibracin S de la siguiente
manera (suponiendo que la vibracin es
sinusoidal):
$
. S
V V
f
V
f
= =
2
2
2
0 225
rms rms rms
donde
S
= amplitud de la vibracin [mm]
f = frecuencia de la velocidad [Hz]
En la Figura 1 se muestra un nomograma
de conversin con valores lmite.
Las frecuencias de defectos del cojinete
estn en el mismo rango que las
vibraciones de baja frecuencia producidas
por el funcionamiento normal de la
mquina. Es por eso que a menudo es
difcil distinguir estos pico del ruido
normal de la mquina.
1.2.5 Inspeccin
Realizar las inspecciones como parte de
la tarea de mantenimiento preventivo.
Las inspecciones tambin son necesarias
si la temperatura del cojinete aumenta
claramente varios grados o si el aceite
lubricante se altera notablemente.
Para realizar la inspeccin es suficiente
retirar la parte superior del cojinete
mientras que la parte inferior puede
dejarse en la mquina. El cojinete y el
lugar de trabajo se deben limpiar a fondo
antes de realizar el desmontaje.
Usar la Lista de control 7 que figura en el
Captulo Listas de control.
2 Intercambiadores de calor
Las mquinas con enfriamiento de aire-
aire estn equipadas con un
intercambiador de calor tipo tubo el cual
se encuentra en la parte superior de la
mquina (tambin en la parte superior de
la unidad de anillos deslizantes de tipo
con contacto permanente). El
intercambiador no debe desmontarse para
realizar la limpieza. Se deben retirar el
atenuador de ruido y el conducto de aire
antes de realizar la limpieza. Retirar el
polvo y la suciedad del interior de los
tubos utilizando un cepillo de alambre
para tubera suave de bronce. No utilizar
cepillos de acero ya que son demasiado
duros y pueden daar la tubera.
Las mquinas con enfriamiento aire-agua
estn equipadas con una serpentina de
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 46
enfriamiento. Durante el perodo inicial
de funcionamiento, la serpentina se debe
inspeccionar frecuentemente. Controlar el
flujo de agua y la estanqueidad de las
conexiones.
Inclusive si se utiliza un filtro de agua,
habr algunas incrustaciones en la
superficie de enfriamiento y en la pared
del tubo. Estas incrustaciones reducen la
capacidad de enfriamiento. Por lo tanto la
serpentina de enfriamiento debe limpiarse
a intervalos regulares, dependiendo de las
propiedades del agua. Se deben reparar
los daos debidos a la corrosin que
puedan producirse en las tuberas o en las
cmaras de agua.
Drenar la serpentina completamente.
Retirar los frentes y las cmaras, y
marcar la ubicacin de la cmara para
asegurar el correcto montaje. Limpiar el
interior de las tuberas utilizando el
cepillo y enjuagar con agua. Retirar la
vieja junta y limpiar el interior de la
cmara.
3 Los filtros de la tapa superior
La tapa superior de la mquina a prueba
de intemperie estndar puede entregarse
con o sin los filtros segn las
especificaciones del cliente. A solicitud
especial, la tapa superior est equipada
con un presostato diferencial para
controlar el estado de los filtros. El filtro
se debe cambiar inmediatamente despus
de la alarma. Se recomienda
enfticamente que el personal
inspeccione frecuentemente los filtros en
forma manual.
La frecuencia de cambio de filtro
depende de la limpieza del aire del
ambiente circundante. Si el aire
circundante es lo suficientemente limpio,
los filtros pueden reemplazarse durante el
funcionamiento.
Atencin Retirar los filtros de la
mquina antes de limpiarlos.
Los filtros son lavables. Un chorro de
agua o una solucin de limpieza pueden
alcanzar la suciedad acumulada y
limpiarla fcilmente.
4 Unidad de anillos deslizantes
Mantener limpia la carcasa de los anillos
deslizantes, cerrar las puertas e
inspeccionarlas a intervalos regulares. Se
recomienda no realizar ninguna tarea de
mantenimiento cuando la mquina est en
funcionamiento.
Atencin Si es necesario reemplazar o
lubricar las juntas de la carcasa de los anillos
deslizantes, no utilizar elementos a base de
silicona, por ejemplo: caucho siliconado,
plstico siliconado o grasa siliconada.
4.1 Unidad de anillos deslizante de tipo
con contacto permanente
4.1.1 Reemplazar el filtro para polvo de
carbn
La unidad de anillos deslizantes de tipo
de contacto permanente est equipada
con filtro para polvo de carbn
(nicamente para mquinas de 4, 6 y 8
polos). El intervalo de limpieza del filtro
en relacin al desgaste de las escobillas
de carbono se muestra en la Figura 3.
AMK 400 - 500, max. cleaning interval of the slipring housing
carbon dust filter, parameter brush wear in mm/10 h
0
5
10
15
20
25
30
35
40
45
6 12 18 24 30 36
Number of brushes
C
l
e
a
n
i
n
g
i
n
t
e
r
v
a
l
/
1
0
h
Wear 1mm/10 h
Wear 3 mm/10 h
Wear 4 mm/10 h
Wear 2 mm/10 h
Wear 5 mm/10 h
Fig. 3 Intervalo de limpieza el filtro.
AMK 400-500, max. cleaning
interval of the slip ring housing
carbon dust filter, parameter brush
wear in mm/10 h
AMK 400-500: intervalo de limpieza mximo
del filtro de polvo de carbn de la carcasa de
los anillos deslizantes en relacin al desgaste de
las escobillas mm/10 h
Cleaning inteval / 10 h Intervalo de limpieza / 10 h
Wear 1 mm/10 h Desgaste 1 mm/10 h
Wear 2 mm/10 h Desgaste 2 mm/10 h
Wear 3 mm/10 h Desgaste 3 mm/10 h
Wear 4 mm/10 h Desgaste 4 mm/10 h
Wear 5 mm/10 h Desgaste 5 mm/10 h
Number of brushes Nmero de escobillas
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 47
4.1.2 Limpieza de la unidad de anillos
deslizantes
El polvo de carbn como resultado del
desgaste de las escobillas se debe limpiar
a intervalos regulares de todas las partes
aisladas del engranaje de anillos
deslizantes y de la clavija de las
escobillas. El intervalo de limpieza es de
aproximadamente un mes, dependiendo
del nmero de escobillas de carbn y de
las condiciones de funcionamiento. El
polvo se puede limpiar con un cepillo
seco, soplar con un chorro de aire seco, o
remover con un pao limpio humedecido
con alcohol desnaturalizado.
Durante el perodo inicial de
funcionamiento del motor, se recomienda
realizar la limpieza a intervalos cortos,
hasta que se establezca una frecuencia de
limpieza apropiada. No cumplir con estos
requisitos de mantenimiento puede
resultar en la formacin de puentes de
polvo y en descargas superficiales de las
partes con corriente.
4.1.3 Control y reemplazo de las
escobillas
Todas las escobillas de carbn y los
soportes de las escobillas se deben
inspeccionar a intervalos regulares.
Las escobillas deben deslizarse sobre la
superficie de los anillos deslizantes con la
totalidad de su superficie con una presin
de 2 N/cm
2
. Los anillos deslizantes con
ranura helicoidal tienen una escobilla con
una superficie de contacto de
aproximadamente el 60% de su superficie.
Sin embargo no es necesario tener en
cuenta esta reduccin de la superficie de
contacto, es decir, la presin de la
escobilla se aplica sobre toda la superficie
transversal de la escobilla. Las superficies
de contacto deben estar completamente
limpias, lisas y brillantes. Los anillos
deslizantes deben estar libres de aceite y
grasa, y luego de algunas horas de
funcionamiento se debera formar sobre
ellos una capa uniforme de patina marrn.
Las escobillas desgastadas se deben
reemplazar antes de que la placa superior
comience a raspar en las gua de soporte
de la escobilla, o antes de que se alcancen
las marcas de desgaste de las escobillas.
Atencin Las escobillas nuevas deben
ser de la misma calidad que las originales
provistas con el motor, y se deben fijar de a
una por vez para cada anillo deslizante.
Si los anillos deslizantes se deben
tornear, ser necesario ajustar los
soportes de las escobillas para
proporcionar un espacio de alrededor de
2 mm entre los anillos deslizantes y el
soporte de la escobilla.
Atencin Retirar todas las escobillas
antes de realizar la limpieza. Las escobillas
nunca deben tomar contacto con los solventes
de limpieza o los vapores de solventes.
4.2 Unidad de anillos deslizantes de
tipo con elevacin de escobillas
Seguir las instrucciones que figuran en el
Captulo Unidad de anillos deslizantes
con dispositivo de elevacin de
escobillas.
5 Motores de los ventiladores
externos
Los motores de los ventiladores externos
son unidades libres de mantenimiento,
por ejemplo, los cojinetes de estos
motores estn engrasados de por vida. Se
recomienda tener un motor de ventilador
externo de reserva. El mantenimiento del
motor del ventilador se realiza segn el
manual del motor.
6 Bobinados
6.1 Necesidad y alcance del
mantenimiento
Los bobinados de las mquinas rotativas
elctricas estn sujetos a esfuerzos
elctricos, mecnicos y trmicos. Los
bobinados y el aislamiento envejecen y se
deterioran gradualmente debido a estos
esfuerzos. Por lo tanto, la vida til de la
mquina a menudo depende de la
duracin del aislamiento.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 48
Con el adecuado mantenimiento es
posible evitar o al menos frenar muchos
procesos que conducen a daos en la
mquina. Los bobinados en pequeas
mquinas de CA por lo general necesitan
nicamente un mantenimiento mnimo.
Las guas e instrucciones en esta seccin
del manual son vlidas para el
mantenimiento de los bobinados de
grandes mquinas de CA.
6.2 Programa de mantenimiento
Principios:
El mantenimiento de los bobinados
debera programarse segn el
mantenimiento de otras mquinas.
El mantenimiento se realiza
nicamente cuando es necesario.
Se debe realizar el mantenimiento de una
mquina importante ms a menudo que el
de una menos importante. Esto tambin
se aplica a los bobinados que se
contaminan rpidamente, y a impulsores
pesados.
La Tabla 7 es un ejemplo de un plan de
mantenimiento simple. Los usuarios
deben, sin embargo, planear el programa
de mantenimiento segn sus mquinas,
condiciones y procesos.
Tabla 7. Plan de mantenimiento.
Tipo de mquina Intervalo de inspeccin Mantenimiento
1 Accionamientos pesados Inspeccin peridica de los
cojinetes.
Controlar las temperaturas y la vibracin. Limpiar la superficie
exterior si es necesario.
Una vez al ao.
Abrir, inspeccionar, limpiar, ajustar los soportes, volver a barnizar
si es necesario.
2 Mquinas de bobinado para AT y
BT
Cada tres inspecciones de los
cojinetes.
Controlar las temperaturas y la vibracin. Limpiar la superficie
exterior si es necesario.
A intervalos de tres a cinco aos
(cuando se cambien los cojinetes).
Abrir, inspeccionar, limpiar, ajustar los soportes, volver a barnizar
si es necesario.
6.3 Inspeccin exterior
La temperatura correcta de los bobinados
se asegura manteniendo limpias las
superficies exteriores de la mquina y
controlando la temperatura del agente
refrigerante. Si el agente refrigerante est
demasiado fro, el agua puede
condensarse en el radiador de agua fra, y
la mezcla de aire fro y caliente podra
producir niebla. Esto puede mojar el
bobinado y deteriorar la resistencia de
aislamiento. Se deben controlar las
temperaturas de funcionamiento con
detectores de temperatura de resistencia.
Las diferencias significativas de
temperatura entre los detectores podran
ser una seal de que los bobinados estn
daados. Asegurarse de que los cambios
no son causados por la deriva del canal
de medicin.
6.4 Pruebas de mantenimiento
ABB Service ofrece en muchos pases un
paquete de servicio completo con varias
pruebas.
6.4.1 Prueba de resistencia de
aislamiento
Objetivo: Los valores de resistencia de
aislamiento proporcionan informacin
acerca de humedad y grados de
contaminacin del aislamiento. Con esta
informacin, es posible preparar las
acciones de limpieza y secado necesarias.
Mtodo: Cuando el voltaje nominal de
una mquina probada es menor que o
igual a 3 kV, el voltaje de prueba es
generalmente entre 500 y 1000 V CC. Si
el voltaje nominal de una mquina
probada es mayor de 3 kV, el voltaje de
prueba es generalmente entre 2500 y
1000 V CC. Los valores de la resistencia
de aislamiento se notan a los quince
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 49
segundos y a un minuto, o a un minuto y
diez minutos.
Winding temperature,
Degrees Celsius C
0.01
0.1
1
10
100
0 10 20 30 40 50 60 70 80 90 100 110
Winding temperature Temperatura del bobinado
Degrees Celsius C Grados Celsius C
El ndice de polarizacin (PI) est dado
por la relacin:
PI =
R
R
or
R
R
s
1
15
10
1
min min
min
( )
min mn
or o
Efecto de la temperatura: La resistencia
de aislamiento usualmente disminuye
abruptamente debido al aumento de la
temperatura. Esto es demostrado por el
coeficiente K
t
en la Figura 4. Al medir la
temperatura del bobinado, se puede
determinar el coeficiente K
t
a partir del
grfico que figura abajo. Multiplicando
este coeficiente K
t
por la resistencia de
aislamiento medida del bobinado R
m
, se
obtiene la correspondiente resistencia de
aislamiento a una temperatura estndar de
40C, R40C:
(1) R
40C
= K
t
R
m
Fig. 4. Correlacin entre la resistencia de aislamiento y la temperatura.
Tabla 8. Valores de temperatura en grados Celsius (C) y en grados Fahrenheit (F).
C 0 10 20 30 40 50 60 70 80 90 100 110
F 32 50 68 86 104 122 140 158 176 194 212 230
El ndice de polarizacin depende menos
de la temperatura que de la resistencia de
aislamiento. Cuando la temperatura del
bobinado est por debajo de 50C
(122F), se puede considerar
independiente de la temperatura. Las
temperaturas elevadas pueden producir
cambios impredecibles en el ndice de
polarizacin, de manera que no se debe
utilizar por encima de los 50C (122F).
Efectos de la suciedad y la humedad:
La suciedad y la humedad que se
acumula en el bobinado normalmente
reducen la resistencia de aislamiento y el
ndice de polarizacin como as tambin
su dependencia de la temperatura. Por lo
tanto, la lnea de la Figura 4 se hace
menos abrupta. Los bobinados con
distancias de aislamiento abiertas (por
ejemplo: de una jaula de ardilla) son muy
sensibles a los efectos de la suciedad y la
humedad.
Valores aceptables: Hay varias reglas
generales para determinar el valor ms
bajo de resistencia de aislamiento con el
cual la mquina puede ponerse en marcha
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 50
de manera segura. La probabilidad de
falla de aislamiento aumenta a medida
que se deteriora la resistencia de
aislamiento, pero un valor absolutamente
seguro de resistencia de aislamiento no
existe. Aunque el valor de resistencia de
aislamiento puede ser alto, la suciedad
acumulada en un punto de la superficie
de aislamiento representa un riesgo de
falla. En los E.E.U.U. [1], se utiliza la
siguiente ecuacin para determinar la
resistencia de aislamiento mnima
aceptable a 40C:
(2) R
40C
= 1 + U [M]
donde U = tensin de la red [kV]
Este valor se compara con el valor
determinado a partir de Eq. (1) y las
mediciones de aislamiento. Los valores
de resistencia de aislamiento para las
mquinas a las que se le realiza el
mantenimiento en ABB Service se
determinan utilizando una temperatura
estndar de 80C en lugar de 40C como
lo muestra la siguiente ecuacin:
(3) R
80C
= 1 + U [M]
donde U = tensin de la red [kV]
Los valores del ndice de polarizacin
varan entre 1 y 4. Cuando los bobinados
estn hmedos y sucios, el PI es
aproximadamente 1.
Como regla general los siguientes valores
mnimos pueden aplicarse al PI:
- para mquinas clase A PI =
1,5
- para mquinas clase B-F PI =
2,5
donde PI =
R
R
s
1
15
min
El PI ya no se utiliza ms debido a que
ocasionalmente da valores que conducen
a error. Por ejemplo, se han medido
algunos valores muy bajos de PI con
aislamientos modernos de resina epoxi y
mica aunque los bobinados estaban secos
y la resistencia de aislamiento era elevada
(miles de M). Al momento de estimar
la capacidad de la mquina para ponerse
en marcha luego de un perodo de
inactividad, la resistencia de aislamiento
es ms importante que el ndice de
polarizacin.
6.4.2 Prueba de tensin
Una prueba de tensin se utiliza para
controlar los puntos elctricamente
dbiles del bobinado los que pueden
conducir a una falla de aislamiento
durante la puesta en servicio. Se realiza
con trabajos de mantenimientos ms
importantes y reparaciones. La tensin
CC o CA se utiliza para las pruebas de
sobretensin. Las pruebas de tensin CC,
aunque no se realizan con frecuencia,
utilizan 1,6 veces el valor cuadrtico
medio de la tensin CA. Las pruebas de
tensin CA utilizan las siguientes
tensiones de prueba:
- para mantenimiento y
reparaciones
1,2 x U + 400 [V]
- para pruebas peridicas
1,5 x U [V]
donde U = tensin de la red (V).
Atencin Siempre se utiliza la prueba de
tensin con el valor ms alto para los
aislamientos modernos de resina epoxi y mica.
6.4.3 Mediciones de tan delta
Tan delta, que representa las prdidas de
energa dielctrica y de descarga, se mide
en escalones de 0.2 x U hasta la tensin
U de la red. La tasa de aumento de tan
delta como una funcin de la tensin
describe el nivel de descarga parcial
promedio tanto dentro como en la
superficie del aislamiento. Esto hace
difcil determinar la condicin dentro del
aislamiento. Se debe hacer notar que las
mediciones de tan delta no pueden
estimar el envejecimiento o predecir
fallas en el aislamiento.
6.5 Inspeccin
6.5.1 Observaciones
Las inspecciones del bobinado revelan
informacin acerca de:
la tasa de contaminacin, presencia
de suciedad y humedad
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 51
condensacin y filtraciones en el
radiador
estabilidad de las abrazaderas, marcas
provocadas por vibraciones, y
agrietamiento
marcas de sobrecalentamiento
Se deben registrar todas las inspecciones
en el formulario de mantenimiento
adjunto.
Cuando se examina la contaminacin, se
debe prestar especial atencin a las
superficies de aislamiento abiertas, ya
que la resistencia de aislamiento se ve
fcilmente afectada por la suciedad
acumulada.
La suciedad acumulada que bloquea los
espacios de la bobina y los conductos de
aire disminuye la capacidad de
enfriamiento de la mquina. En
consecuencia, la temperatura del
bobinado aumenta, y el envejecimiento
puede acelerarse considerablemente.
El esfuerzo mecnico, la vibracin y los
golpes producen grietas en los bordes de
los soportes, los cierres y alrededor de los
extremos de las ranuras. Los soportes
flojos y las cuas ranuradas tambin son
seales de deterioro. Se debe controlar
que no haya marcas de abrasin ni
polvillo cerca de los soportes, cierres y en
los extremos de las ranuras. Las cuas
ranuradas totalmente flojas y las bobinas
torcidas son problemas serios que se
deben rectificar inmediatamente.
Las fisuras capilares y quebraduras en las
piezas metlicas tales como pernos de
soporte y bobinas de jaula de ardilla
tambin son seales de deterioro, pero les
lleva ms tiempo desarrollar una falla.
La humedad en el bobinado a menudo se
manifiesta a travs de las marcas que
deja: xido en el hierro, marcas de goteo,
goteo y marcas de humedad en capas de
suciedad. Los patrones ramificados, a
menudo carbonizados y que son huellas
de corrientes de descarga superficial,
advierten de una inminente falla. En
casos excepcionales, los conductores
estn corrodos.
Las marcas de los efectos elctricos
(adems de las marcas de corrientes de
descarga superficial), usualmente estn
ocultas dentro de la ranura y el
aislamiento del conductor.
Breves perodos de temperatura excesiva
pueden dejar marcas en toda la mquina.
El cobre del bobinado de una jaula de
ardilla se torna ms oscuro (esto tambin
puede ser debido a los gases en el
ambiente), y se oxida. Los discos del
ncleo del rotor se tornan azules (ms de
350C [662F]) si la temperatura aumenta
debido a un atoramiento o una puesta en
marcha excesivamente pesada.
Perodos de temperatura excesiva
prolongados producen envejecimiento
prematuro. Los materiales aislantes se
tornan quebadizos y se oscurecen en las
etapas tempranas, especialmente los
barnices que contienen celulosa. En
consecuencia, el bobinado se parte, se
desintegra y se quiebra.
6.5.2 Conclusiones de las acciones
Segn las observaciones, se puede sacar
las siguientes conclusiones para las
acciones necesarias (tabla 9):
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 52
Tabla 9. Observaciones y acciones.
Observacin Solucin
Grado de contaminacin
Mucha suciedad, conductos de enfriamiento a punto
de obstruirse
Suciedad conductiva, baja resistencia de aislamiento
Humedad, baja resistencia de aislamiento
Limpieza, y secado, si es necesario
Limpieza, y secado, si es necesario
Secado
Barniz de acabado
Mate, gastado, agrietado
Se despega
Piezas de soporte
Cuas de las ranuras flojas
Marcas de vibracin
Bobinas torcidas
Vejez
Oscurecimiento, leve fragilizacin
Fragilizacin, capa de aislamiento suelta
Limpiar y aplicar una nueva capa de barniz
Retirar la vieja capa de barniz y aplicar una nueva
capa
Ajustar *)
Ajustar, reforzar y aplicar una nueva capa de barniz *)
Reforzar o hacer un nuevo bobinado *)
Limpiar y aplicar una nueva capa de barniz
Hacer un nuevo bobinado
*) Se necesita personal capacitado.
6.6 Limpieza de los bobinados
Se debe limpiar la suciedad acumulada en
las superficies de aislamiento abiertas.
Esto es especialmente importante cuando
se vuelve a barnizar el bobinado debido a
que una nueva capa de barniz dejar
atrapada la suciedad existente debajo.
6.6.1 Mtodos de limpieza
Soplado y aspirado
Se utiliza el soplado y el aspirado si la
suciedad est seca y puede limpiarse
fcilmente. Se recomienda el aspirado ya
que el soplado tiende a diseminar la
suciedad o empujarla ms profundamente
entre las capas de aislamiento.
Limpieza con un pao
Se puede realizar la limpieza con un pao
cuando no sea posible la limpieza con
aerosol. Las superficies de fcil acceso se
limpian con un pao humedecido con
detergente. En los lugares ms
inaccesibles del bobinado, un cepillo
especial puede ser ms efectivo.
Limpieza con aerosol
La limpieza con aerosol se realiza con un
aerosol de alta presin sin aire o con un
aerosol convencional. El aerosol de alta
presin es ms efectivo para remover la
suciedad. El detergente utilizado debera
retirar la suciedad sin ablandar ni daar el
aislamiento. Utilizar cantidades excesivas
de agente limpiador.
Limpieza por inmersin
Se puede realizar una limpieza por
inmersin si el detergente no ablanda o
daa el aislamiento. Debido a que en este
mtodo la suciedad no se remueve
mecnicamente, se necesita un agente
limpiador y removedor efectivo. Puede
ser necesario un perodo de inmersin
prolongado.
Limpieza con agua
La limpieza con agua requiere el lavado
con agua para evitar que los detergentes
ingresen en lugares de donde no puedan
ser removidos. Si es necesario, la
limpieza con agua se realiza despus de
seguir las instrucciones ya mencionadas
para la limpieza con un pao, limpieza
por inmersin o limpieza con aerosol.
Los detergentes utilizados se describen en
la Seccin 6.6.2.
Despus de la limpieza, los bobinados se
enjuagan varias veces con agua pura.
Para el ltimo enjuague, se recomienda
utilizar agua destilada o desionizada.
Es necesario secar despus del lavado
con agua (ver Seccin 6.6.3).
6.6.2 Agentes limpiadores
Algunas de las caractersticas de los
detergentes se describen en la Tabla 10.
Antes de utilizar algn agente limpiador,
se deben controlar sus efectos dainos
sobre la antigua superficie del bobinado.
Una prueba apropiada puede realizarse de
la siguiente manera:
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 53
Utilizar un pao mojado con el agente
limpiador, frotar la superficie a probar
durante cinco minutos. Asegurarse de que
la superficie permanezca completamente
mojada durante este perodo de tiempo.
Despus de frotar, intentar retirar el
barniz de terminacin con la ua del
pulgar. Para comparar, hacer lo mismo en
una parte seca de la superficie. Si la capa
de la superficie est blanda o se despega
fcilmente, el agente limpiador es
demasiado agresivo.
Para un impacto ambiental mnimo, se
debe utilizar agua o mezclas de agua y
detergente cuando sea posible. Si la
suciedad contiene agentes solubles en
agua, se debe utilizar agua.
Agregar al agua sustancias que mejoren
el polvo limpiador para as disolver la
suciedad que contenga grasa. Estos
detergentes no deben dejar residuos
elctricamente conductivos sobre las
superficies.
Los solventes hidrosolubles como la
acetona y el alcohol isoproplico tambin
pueden mejorar el efecto limpiador.
Notar que tales solventes aumentan la
inflamabilidad de la mezcla.
Si se deben utilizar solventes orgnicos,
se recomienda el uso de agentes
limpiadores con base de hidrocarburos
alifticos. Muchos fabricantes de mezclas
de solventes limpiadores actualmente
estn desarrollando agentes limpiadores
libres de hidrocarburos halogenados para
reemplazar las mezclas de solventes
clorados utilizados en el pasado.
El aguarrs es el solvente orgnico ms
comn. Es un solvente bueno para las
grasa pero bastante ineficaz para la
suciedad de color negro que se encuentra
sobre los bobinados (producida por los
residuos de carbn y combustin de
gasleo y la humedad). El aguarrs
tambin es inflamable (temperatura de
inflamabilidad 30C-40C [86F
104F]). La capacidad de limpieza del
aguarrs puede mejorar aadiendo
1.1.1.Tricloroetano al solvente. Sin
embargo, ya no se recomienda el uso de
solventes clorados.
6.6.3 Secado
Los bobinados se deben secar despus de
la limpieza (especialmente despus del
lavado con agua y el enjuague) o si se
humedecen durante el uso o durante un
perodo de inactividad.
La tasa de aumento de temperatura del
bobinado no debe exceder 5 K (9F) por
hora, y la temperatura final no debe
exceder 105C (220F). Un aumento
abrupto de temperatura o una temperatura
final demasiado alta puede hacer que se
forme vapor en las cavidades de los
bobinados, lo cual a su vez puede romper
los bobinados. Durante el proceso de
secado, se debe controlar la temperatura
peridicamente, y se debe medir la
resistencia de aislamiento a intervalos
regulares.
Una mquina muy mojada se debe
desmontar y el bobinado se debe secar en
el horno. Se debe controlar cada pieza. Si
la mquina no est muy mojada, el
bobinado se puede secar haciendo pasar
corriente a travs de l.
Si se seca el bobinado haciendo pasar
corriente a travs de l, la fuente de
electricidad podra ser un generador de
soldadura o un dispositivo similar.
Atencin Cuando se utiliza una corriente
elctrica para secar los bobinados, primero se
debe retirar el rotor de la mquina. Se puede
utilizar corriente continua o alterna. La
corriente no debe exceder el 25 % del valor de
tensin nominal, el cual est indicado en la
placa de rgimen de la mquina.
Cuando se est secando en el horno, se
debe controlar con mucha atencin el
aumento de temperatura y la temperatura
mxima. La temperatura del horno debe
ser de 90C (194F) durante 12 a 16
horas y despus debe ser de 105C
(220F) durante seis a ocho horas.
El secado efectivo se logra con el balance
adecuado de calor y ventilacin. Se debe
hacer circular el aire dentro de la
mquina de la manera ms efectiva.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 54
El secado en un horno con buena
ventilacin es la tcnica ms efectiva.
Desafortunadamente, esto usualmente no
es posible en el lugar de funcionamiento
de la mquina. Por lo tanto, los bobinados
se deben calentar con un chorro de aire
caliente o con una corriente. Sin importar
qu mtodo se utilice, es esencial un
adecuado intercambio de aire fresco.
El secado de los bobinados debe estar
seguido de pruebas de la resistencia de
aislamiento. Al comienzo del secado, la
resistencia de aislamiento disminuye
debido al aumento de temperatura. A
medida que el secado avanza, sin
embargo, la resistencia de aislamiento
aumenta hasta que alcanza un valor
estable.
6.7 Barnizado de los bobinados
Un barniz de acabado es un barniz o una
capa de resina que se pulveriza o pinta
sobre el aislamiento. Es una capa
protectora que sella los bobinados, de
alguna manera mejora la resistencia a la
descarga superficial y facilita la limpieza.
En las mquinas nuevas el tratamiento de
barniz de acabado es opcional.
Luego de un prolongado perodo de
funcionamiento, el barniz de acabado
puede agrietarse o despegarse hasta un
cierto punto. Esto puede corregirse dando
a los bobinados una nueva capa de barniz
de acabado. Una nueva capa de barniz es
necesaria cuando:
el viejo barniz de acabado se
descascara, agrieta o despega.
la superficie del bobinado est spera
(la suciedad se adhiere con facilidad).
los materiales en la superficie del
aislamiento o los cierres se han
movido.
Los bobinados se deben limpiar
profundamente antes de aplicar una
nueva capa de barniz de manera que no
quede suciedad debajo de esta nueva
capa. Se debe retirar el viejo barniz de
acabado que pueda pelarse fcilmente.
El barniz usualmente se aplica con un
aerosol (una o dos capas es suficiente). Si
los bobinados todava estn calientes
despus de secarlos, la temperatura debe
ser menor de 40C (104F). Se debe
intentar aplicar el barniz entre las bobinas
y otras partes que no tienen fcil acceso.
Se debe evitar aplicar capas de barniz
muy gruesas ya que tardan en secarse.
Las piezas giratorias se deben dejar secar
al menos durante 24 horas a temperatura
ambiente antes de utilizarlas. Los vapores
de los solventes de los barnices
generalmente son txicos e inflamables,
de manera que se debe considerar la
seguridad en el trabajo (ver Seccin
6.10).
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 55
Tabla 10. Caractersticas de los detergentes para los bobinados.
Commutator (insulations consisting
shellack)
2 2
Silicone rubber 3 3 3 2 1 2
Epoxy, polyester resin 3 3 3 3 3 3 3 3
Red finishing varnish
(epoxy, alkyd)
3 3 3 3 2 2 2 2
Impregnating varnish 3 3 3 3 1 2 2 3
Black glossy
finnishing varnish
3 3 2 2 1
Shellack 2 2 2 1 1
Aspahlt-varnish 3 3 2 2 1
Pitched diesel grime,
fats, oils
1 1-3 2 2 3 3 3 1
Salts 3 3
Greasy woodpulp 2 1 2 2 2 2 2
Greasy coaldust 2 2 3 3 3 3 3
Normal dust 2 3 1 3 1 1 2 3
Allowed concentration in air, ppm
cm
3
/ m
3
4
0
0
2
0
0
1
0
0
0
1
0
0
2
0
0
2
0
0
Class of flammable liquids
I
n
c
o
m
b
u
s
t
i
b
l
e
I
n
c
o
m
b
u
s
t
i
b
l
e
II
III
I
I
n
c
o
m
b
u
s
t
i
b
l
e
N
o
t
r
e
c
o
m
m
e
n
d
e
d
I
I
N
o
t
r
e
c
o
m
m
e
n
d
e
d
Proportion Consistency
1
:
2
0
(
v
o
l
u
m
e
)
1
:
1
(
v
o
l
u
m
e
)
Detergent
W
a
t
e
r
(
h
o
t
)
W
a
t
e
r
(
h
o
t
)
+
d
e
t
e
r
g
e
n
t
I
s
o
p
r
o
p
y
l
e
n
e
a
l
c
o
h
o
l
W
h
i
t
e
s
p
i
r
i
t
1
4
0
/
2
0
0
A
c
e
t
o
n
e
X
y
l
e
n
e
1
.
1
.
1
-
t
r
i
c
h
l
o
r
o
e
t
h
a
n
e
W
h
i
t
e
s
p
i
r
i
t
+
1
.
1
.
1
t
r
i
c
h
l
o
r
o
e
t
h
a
n
e
E
X
F
L
A
N
A
T
I
O
N
S
E
m
p
t
y
:
D
o
e
s
n
o
t
c
l
e
a
n
1
:
R
e
m
o
v
e
s
d
i
r
t
p
o
o
r
e
l
y
2
:
C
l
e
a
n
s
r
e
a
s
o
n
a
b
l
y
3
:
C
l
e
a
n
s
w
e
l
l
E
m
p
t
y
:
D
o
e
s
n
o
t
r
e
s
i
s
t
t
h
e
s
o
l
v
e
n
t
1
:
P
o
o
r
r
e
s
i
s
t
a
n
c
e
o
f
s
o
l
v
e
n
t
2
:
S
a
t
i
s
f
a
c
t
o
r
y
o
f
s
o
l
v
e
n
t
3
:
G
o
o
d
o
f
s
o
l
v
e
n
t
V
A
R
N
I
S
H
O
R
R
E
S
I
N
D
i
s
s
o
l
v
i
n
g
o
f
s
o
f
t
e
n
i
n
g
e
f
f
e
c
t
O
l
d
m
a
c
h
i
n
e
s
D
I
R
T
D
i
s
s
o
l
v
i
n
g
o
r
e
d
u
c
i
n
g
e
f
f
e
c
t
Commutator (insulation consisting shellack) Interruptor (aislamiento consistente de goma laca)
Varnish or resin
Dissolving or softening effect
Barniz o resina
Disolucin o efecto ablandador
Silicone rubber Caucho siliconado
Epoxi, polyester resin Resina de poliester, epoxi
Red finishing varnish
(epoxy alkyd)
Barniz de acabado rojo
(resina alqudica)
Old machines Mquinas viejas
Impregnating varnish Barniz impregnante
Black glossy finishing varnish Barniz de acabado negro brillante
Shellack Goma laca
Asphalt varnish Barniz de asfalto
Empty: does not resist the solvent
1: poor resistance of solvent
2: satisfactory of solvent
3: good of solvent
Vaco: no resiste al solvente
1: poca resistencia al solvente
2: resistencia satisfactoria al solvente
3: buena resistencia al solvente
Dirt
Dissolving or reducing effect
Suciedad
Disolucin o efecto ablandador
Pitched diesel grime, fats, oils Suciedad negra de diesel, grasas, aceites
Salts Sales
Greasy wood pulp Pasta de madera engrasada
Greasy coal dust Polvo de carbn engrasado
Normal dust Polvillo normal
Allowed concentration in air, ppm cm /m Concentracin en el aire permitida, ppm cm /m
Empty: does not clean
1: removes dirt properly
2: cleans reasonably
3: cleans well
Vaco: no limpia
1: quita la suciedad adecuadamente
2: limpia razonablemente
3: limpia bien
Class of flamable liquid Clase de lquido inflamable
Incombustible Incombustible
Not recommended No recomendado
Incombustible Not recommended Incombustible No recomendado
Proportion consistency Consistencia de la proporcin
Volume Volumen
Explanations Explicaciones
Detergent Detergentes
Water (hot) Agua (caliente)
Isopropylenealcohol Alcohol isopropileno
White spirit Aguarrs
Acetone Acetona
Xylene Xileno
1.1.1 trichloroethane 1,1,1-tricloroetano
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 56
6.8 Otras operaciones de
mantenimiento
Algunos ejemplos de reparaciones de
mantenimiento son:
impregnacin
ajuste de las cuas ranuradas
ajuste de las piezas de soporte.
Consultar con el fabricante si estas
operaciones son necesarias. Si es as,
obtener un programa detallado para
realizarlas.
6.9 Mantenimiento de los bobinados
viejos
El tipo de barniz del viejo acabado puede
ser desconocido. Al elegir un solvente
limpiador, asegurarse de no daar la vieja
capa de barniz (ver la Seccin 6.5.2).
Prueba:
Frotar la superficie con un pao
humedecido con el solvente durante un
par de minutos. Si el barniz no se
disuelve, no se pega al pao o no se
ablanda cuando se lo pruebe con la ua
del dedo, entonces se puede utilizar el
solvente.
Ya que el barniz de acabado y los
materiales de las superficies pueden estar
quebradizos y los aislamientos de las
salientes de la bobina pueden estar
blandos y ser frgiles, evitar presionar o
frotar con fuerza al realizar la limpieza.
Se debe retirar el barniz de acabado que
se despega por s mismo. Entonces
generalmente es necesario un nuevo
barnizado.
Cuando se vuelvan a ajustar las cuas de
las ranuras, asegurase de que no estn
muy ajustadas ya que se podra daar el
viejo aislamiento. Es mejor fijar las cuas
de la ranura con una resina adhesiva.
Cuando se realice el barnizado, consultar
con el fabricante acerca del proceso de la
impregnacin y la eleccin del barniz de
acabado. El tipo de barniz de acabado
puede determinarse realizando una
prueba con una pequea muestra sobre la
superficie y controlando la adherencia y
la calidad. Por ejemplo, el esmalte de
resina epoxi de acabado usualmente se
adhiere bien al acabado bituminado viejo,
lo que aumenta la resistencia de la
superficie contra el aceite y los solventes.
A veces, es mejor utilizar el barniz de
acabado original al aplicar una nueva
capa.
Durante el secado, se debe tener en
cuenta la construccin del aislamiento del
bobinado para no daarlo. Los
aislamientos hechos de celulosa y mica
folium se deben secar lentamente. Se
debe permitir la liberacin del vapor de
agua sin producir una alta presin en el
aislamiento que pueda hincharlo o
romperlo. El rango ms alto de
temperatura de secado es de 100C-
110C (212F-230F).
6.10 Principios de seguridad en el
trabajo de mantenimiento de los
bobinados
El mantenimiento de los bobinados
involucra:
el manejo de solventes peligrosos,
barnices y resinas.
trabajar con solventes y barnices
inflamables.
pruebas de alta tensin (AT).
Algunas sustancias peligrosas son:
aguarrs: solvente
1,1,1-tricloroetano: solvente
Barniz de acabado: solvente y resina
Resina adhesiva: resina epoxi
Hay instrucciones especiales para el
manejo de las sustancias peligrosas
durante el trabajo de mantenimiento.
Tambin se pueden encontrar
instrucciones importantes para el manejo
de esas sustancias en las etiquetas de los
envases.
Las siguientes son algunas medidas
generales de seguridad:
Evitar inhalar los vapores, asegurar
una circulacin de aire apropiada en
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 57
el lugar de trabajo o utilizar
mscarillas.
Utilizar guantes y ropa de proteccin
apropiada para proteger la piel.
Siempre se debe utilizar cremas
protectoras.
El equipo pulverizador de barniz, el
bastidor de la mquina, y los
bobinados deben tener conexin a
tierra durante la aplicacin del barniz
con pulverizador.
No fumar, comer o beber en el lugar
de trabajo.
Tomar las medidas necesarias cuando
se trabaje en fosas o lugares muy
estrechos.
La prueba de tensin puede ser
realizada nicamente por personas
capacitadas para trabajar con alta
tensin.
BIBLIOGRAFA
1) la norma IEEE 43-1974, IEEE Prctica
recomendada para la prueba de
resistencia de aislamiento de mquinas
rotativas.
2) La norma IEEE 432-1976, IEEE Gua
para el mantenimiento de aislamiento
para mquinas elctricas rotativas.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 58
REGISTRO DE PRUEBAS Mquina, tipo ........................... N: ............................
Inspeccin anual Utilizacin ........................... N: ............................
Inspeccin cada 4 aos Tensin/salida ........................... V ............................
kW
Inspeccin aleatoria Horas de funcionamiento .......... h
Distribucin Fecha/inspeccionada por:
1. Sellos OK Observaciones: ..................................................
2. Placas de fijacin de deflectores de aire, etc. OK
Observaciones: ...................................................
3. Contaminacin
Bobinados del
estator
Bobinados del
rotor
Conductos de
aire
Radiadores de
enfriamiento
Explicaciones Extremo
D N
Cantidad total de
suciedad
Grasa, aceite
Tierra seca,
polvillo
Humedad, xido
OK Observaciones D N
4. Bobinados
4.1 Estator CA
Soporte
Bobinas
Cables de coneccin
Discos del ncleo
4.2 Rotor asncrono
Extremos de los bobinados de
jaula de ardilla.
Llaves de anillos de jaula de
ardilla
Discos del ncleo
5. Ventilador
6. Sistema de
enfriamiento
Piezas visibles del radiador
Piezas interiores del radiador
Conmutador de flujo
7. Conex. elctricas
Conexin principal
Equipo de control
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 59
8. Prueba elctrica
Resistencia de aislamiento a tierra R
15
= .................. M R
60
= .................. M
Temperatura del bobinado
Prueba de tensin 1 min. Tensin de prueba
Prueba de funcionamiento de la proteccin Tensin ...................... kV
Tensin CC Tensin CA
CANTIDAD ESTIMADA
0 = limpia
1 = leve
2 = llena (conductos a punto de obstruirse)
3 = muy llena (conductos obstruidos)
BASE ESTIMATIMATIVA
1 = reduccin 12 = barras elevadas
2 = aflojndose 13 = abollado
3 = quebrado 14 = golpeado: dudoso
4 = roto 15 = corrosin
5 = polvillo, provocado por la vibracin 16 = filtraciones
6 = hinchado 17 = condensacin
7 = oscurecimiento 18 = aletas flojas
8 = fragilizacin 19 = abrasin
9 = marcas de agua 20 = ruido del cojinete
10 = alineacin 21 = otro ruido. De qu tipo?
11 = fisuras capilares 22 = otras fallas. De qu tipo?
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 60
7 Pintura de mantenimiento
7.1 General
Algunos retoques en la pintura son
suficientes para el mantenimiento cuando
el rea oxidada es menor del 8% de la
superficie pintada. Lo que significa que el
grado de xido es Ril - Ri3 (ISO 4628 y
SFS 3762). Los daos provocados por el
transporte o la instalacin tambin
pueden repararse con retoques de pintura.
Como parte del mantenimiento es
necesario volver a pintar cuando la
superficie oxidada sea 8% o ms (el
grado de xido es Ri4 o Rig).
7.2 Retoques de pintura
Si no es posible limpiar con chorro de
arena las superficies de acero hasta Sa 2.5
(SFS-ISO 8501-1) de acuerdo con el
sistema de pintura oiginal, se recomienda
utilizar el siguiente sistema de pintura.
7.2.1 Preparacin de la superficie
Retirar impuresas slidas. Retirar las
sales hidrosolubles, grasa y aceite
utilizando una solucin o emulcin
alcalina. Lavar cuidadosamente con agua
las superficies.
Retirar toda pintura despegada. Retirar el
xido con una herramienta mecnica o un
cepillo de alambre limpiando hasta
alcanzar un mnimo segn la norma 2, el
mejor resultado de limpieza se logra con
chorro de arena. (SFS-ISO 8501-1).
Nivelar los bordes entre la vieja capa de
pintura y las reas limpias. Cuando se
utilice limpieza de chorro de arena,
asegurarse de que no haya fisuras en la
pelcula de pintura que quede y de que no
se daen los sellos.
La preparacin de la superficie ser
segn las siguientes normas:
- SSPC-Vis 1-82
- SFS-ISO 8501-1:1994 (SS 05 59 00)
Norma 2, Sa 1
SSPC = Consejo de Pintura de
Estructuras de Acero
ISO = Organisacin de Normas
Internacionales
SFS = Normas Finlandesas
Si se debe pintar toda la superficie,
preparar la vieja capa dndole con una
terminacin rugosa para luego limpiarla.
7.2.2 Condiciones de aplicacin
La superficie debe estar seca. La
temperatura del aire ambiente, de la
superficie y de la pintura no debe
disminuir por debajo de +10C / 50F
durante la aplicacin y el secado. La
humedad relativa no debe exceder el
80%. La temperatura de la superficie del
acero debera permanecer al menos 3C /
5F por encima del punto de
condensacin.
7.2.3 Aplicacin
Los retoques de pintura se deben realizar
con pincel o pulverizacin sin aire.
Mezclar primero la base y el endurecedor
por separado antes de mezclarlos juntos.
El espesor total de la capa debe ser el
mismo que el del sistema de pintura
original. Si el espesor de la capa excede
los 200 m, se deben aplicar dos capas y
ambas deben tener el mismo espesor.
La capa superior no es necesaria pero
puede ser til si la apariencia exterior es
importante. El color estndar es el azul
(RALASEA C, TVT B-062, Munsell 8B
4,5 / 3,25, NSC 4822-B05G).
Tratamiento de la superficie:
Pintura de aluminio a base de resina
epoxi modificada, de altos slidos, de dos
componentes (por ej.: TEMASTIC ST
200), 100 - 200 m.
Pintura de aluminio a base de resina
epoxi modificada, de altos slidos, de dos
componentes (por ej.: TEMASTIC ST
200) (nicamente si es necesario), 100 -
200 m
Capa superior de pintura de poliuretano o
epoxi de dos componentes (no es
necesaria).
7.2.4 Una nueva capa de pintura
Cuando la superficie herrumbrada excede
el 8%, se debe renovar toda la capa de
pintura. Retirar la vieja capa de pintura y
limpiar con chorro de arena segn Sa 2.5.
ABB
Manual del Usuario, AMK 400-500
Captulo 7 - Mantenimiento
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 61
El sistema de la nueva capa de pintura
debe ser igual al sistema de la pintura
original.
7.2.5 Normas de los sistemas de pintura
y la preparacin de la superficie
TP26 - EPUR 180/ 2 - Fe St2
Acero, hierro fundido y piezas hechas en
acero laminado en caliente:
SFS 4596: E 180-320/ 1-2 - Fe St2
SFS 4596: EPUR 180-320/ 2-3 - Fe St2
Piezas hechas de metal ligero o laminado
en fro:
SFS 4962: E 180-320/ 1-2 - Fe St2
SFS 4962: EPUR 320/ 2-3 - Fe St2
- EPUR 320: Primera capa de
pintura epoxi, mano de acabado
de pintura de poliuretano. Espesor
de la capa 320m
- Fe: material de la superficie
- St2: cepillado con cepillo de
alambre hasta el grado 2
- Sa2.5: limpieza con chorro de
arena hasta el grado 2.5
ISO 12944-5 / sistema de pintura 5.13 y
7.03.
8 Limpieza
Antes de comenzar el trabajo de limpieza,
la mquina debe estar parcialmente
desmontada (en la medida que sea
prctico). Los componentes de acero
austentico pueden daarse debido a la
corrosin si se utilizan solventes
halogenados. Por lo tanto, las mquinas
elctricas se deben limpiar nicamente
con solventes no halogenados. Primero se
debera realizar una limpieza mecnica
seca, para sacar lo ms grueso. Los
mtodos de limpieza hmedos deberan
utilizarse nicamente como una limpieza
general despus de una profunda limpieza
mecnica. El agente limpiador estndar,
bencina industrial, se debera utilizar para
la suciedad comn y el xileno puede ser
necesario para aceite espeso.
9 Rehabilitacin
Al realizarse a intervalos regulares (se
recomienda cada 2-4 aos), las
rehabilitaciones permiten realizar a
tiempo la supervicin del desgaste,
detectar cualquier seal de dao y el
reemplazo de piezas defectuosas. La
extension de la rehabilitacin estar
determinada mayormente por las
observaciones realizadas durante el
funcionamiento. Todas las inspecciones y
trabajos de desmontaje/remontaje deben
ser realizadas por personal
apropiadamente capacitado. Se debe
realizar la primera rehabilitacin despus
de 500 puestas en marcha o despus de
8000 horas de funcionamiento (lo que
ocurra primero), pero siempre dentro de
un lapso de 2 aos de funcionamiento.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 62
Captulo 8 Desmontaje y remontaje
1 Generalidades............................................................................................................................................
2 Desmontaje................................................................................................................................................
3 Remontaje .................................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 63
Chapter 8 Dismantling and Reassembly
1 Generalidades
Este captulo presenta el procedimiento
para realizar el desmontaje y remontaje
de la mquina. Las operaciones deben ser
realizadas por personal capacitado con
conocimiento adecuado para seguir las
instrucciones correspondientes a la tarea
de mantenimiento en cuestin. Los planos
de fabricacin en el Captulo
Apndices sirven como referencia de
las piezas relacionadas a la tarea.
Atencin Antes de realizar cualquier
tarea se deben desconectar los cables de
alimentacin de la red elctrica y se los debe
conectar a tierra. Se deben desconectar todos los
cables auxiliaries. (Marcar cada cable antes de
desconectarlos). Tomar todas las precauciones
de seguridad necesarias segn las normas que
regulan la tarea.
Notar que para ciertas tareas de
mantenimiento, por ejemplo cambiar el
engranaje de anillos deslizantes,
nicamente es necesario un desmontaje
parcial de la carcasa de los anillos
deslizantes y los accesorios.
Atencin Algunos tems especficos de
clientes pueden no estar incluidos en este
manual o en los suministros de la mquina.
Documentacin adicional a solicitud.
2 Desmontaje
1. Desconectar y poner a tierra los
cables de alimentacin principales,
los cables del rotor secundario y
todos los cables auxiliares de la red
alimentacin elctrica. Retirar los
tubos, mangueras, cables de
instrumentos y cables de conexin a
tierra.
2. Dependiendo de la extensin de la
tarea de desmontaje, retirar tambin
los accesorios que estn montados en
la parte superior, pernos de fijacin,
clavijas y desacoplar el semi racor.
El tem 3 es nicamente para mquinas
verticales con enfriamiento aire-aire.
3. Colocar los guinches en los puntos
de elevacin del conducto de aire
entre la tapa del ventilador externo y
el intercambiador de calor de la
mquina. Retirar los tornillos de
montaje y levantar el conducto de
aire. Retirar tambin el conducto de
aire entre la tapa del ventilador
externo y el intercambiador de calor
de la unidad de anillos deslizantes
(nicamente mquinas con unidades
de anillos deslizantes de tipo con
contacto permanente).
Los tems 4-6 son nicamente para las
mquinas verticales.
4. Colocar los guinches en los puntos
de elevacin del intercambiador de
calor (tapa superior) de la unidad de
anillos deslizantes (nicamente
unidades de anillos deslizantes de
tipo con contacto permanente).
Retirar los tornillos de montaje del
intercambiador de calor y elevarlo.
Realizar el mismo procedimiento con
el intercambiador de calor de la
mquina principal (tapa superior).
5. Colocar los guinches en los puntos
de elevacin del bastidor de la
mquina. Retirar los tornillos de
montaje de la mquina y elevarla.
Atencin Utilizar una viga de
suspensin para evitar daar la unidad de
anillos deslizantes. Ver las instrucciones de
elevacin en el Captulo Transporte y
Almacenamiento.
6. Colocar la mquina vertical en
posicin horizontal. Utilizar un
malacate para elevar y otro para
inclinar.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 64
Atencin Si es difcil retirar el motor de
su lugar, tambin es posible realizar un
mantenimiento parcial en posicin vertical. Si
se deben cambiar los cojinetes, se debe
sostener el rotor con algn dispositivo especial.
Los tems 7, 8 y 9 son nincamente
para mquinas horizontales con
enfriamiento aire-aire.
7. Retirar la boquilla SPM del extremo
D (nicamente para mquinas con
cojinetes antifriccin). Colocar los
guinches en los puntos de elevacin
de la tapa del ventilador externo.
Retirar los tornillos de montaje y
levantar la tapa.
8. Retirar el anillo de seguridad y
retirar cuidadosamente el eje del
ventilador. Retirar tambin la
chaveta y el anillo de seguridad
interno.
9. Colocar los guinches en los puntos
de elevacin del conducto de aire
(entre los intercambiadores de calor
de la mquina y la unidad de anillos
deslizantes). Retirar los tornillos de
montaje y levantar el conducto de
aire.
El tem 10 es nicamente para las
mquinas horizontales.
10. Colocar los guinches en los puntos
de elevacin del intercambiador de
calor (tapa superior) de la unidad de
anillos deslizantes (nicamente tipo
con contacto permanente). Retirar los
tornillos de montaje y levantar el
intercambiador de calor. Realizar el
mismo procedimiento con el
intercambiador de calor de la
mquina (tapa superior).
11. Desconectar la barra colectora de
conexin de cobre del porta escobilla
regulable y del casquillo de
terminacin dentro de la carcasas de
los anillos deslizantes.
Los tems 12-19 son nicamente para
mquinas con unidad de anillos
deslizantes de tipo con contacto
permanente.
Si el motor est equipado con una unidad
de anillos deslizantes con un dispositivo
de elevacin de escobillas, seguir las
instrucciones de desmontaje que figuran
en el Captulo Unidad de anillos
deslizantes con dispositivo de elevacin
de escobillas. Despus de hacerlo,
continuar con la tarea de demontaje a
partir del tem 22.
12. Retirar los tornillos de montaje del
ventilador de la unidad de anillos
deslizantes y desmontar el
ventilador.
13. Colocar los guinches en la carcasa de
los anillos deslizantes, abrir los
pernos de retencin y retirar la
carcasa de los anillos deslizantes.
Puede no ser necesario retirar la
carcasa de los anillos deslizantes, si
se debe reemplazar nicamente la
unidad de anillos deslizantes.
14. Abrir las unidades de resortes de los
soportes de las escobillas y elevar las
escobillas de carbn. Los soportes de
las escobillas tambin pueden
retirarse si es necesario.
15. Desconectar los cables del rotor de
los pernos de los anillos deslizantes.
16. Montar una herramienta de
extraccin en el disco de
compensacin de la unidad de anillos
deslizantes y retirar cuidadosamente
la unidad de anillos deslizantes del
eje.
17. Desconectar y retirar los cables
auxiliaries entre el bastidor de la
mquina y la placa de soporte de los
anillos deslizantes.
18. Retirar las dos placas semicirculares
de estanqueidad del eje ubicadas
sobre la placa de soporte.
19. Colocar los guinches de elevacin en
la placa de soporte. Abrir los cuatro
tornillos distanciadores y retirar la
placa de soporte.
Los tems 20 y 21 son nicamente para
mquinas verticales con enfriamiento
aire-aire.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 65
20. Retirar el anillo de seguridad del
ventilador exterior y retirar
cuidadosamente el ventilador del eje.
Retirar tambin la chaveta y el anillo
de seguridad interno.
21. Colocar los guinches de elevacin en
la tapa del ventilador externo. Retirar
los tornillos de montaje y levantar la
tapa.
Ahora la mquina no tiene los
intercambiadores de calor (tapas
superiores) ni la unidad de anillos
deslizantes y est lista para continuar con
la tarea de desmontaje.
Los tems 22-30 son para mquinas
equipadas con cojinetes antifriccin.
Cuando se est realizando el desmontaje
y remontaje de la mquina, prestar
atencin al aislamiento opcional del
cojinete entre la carcasa del cojinete y la
proteccin del cojinete en el extremo N
(Fig. 1). El propsito del aislamiento es
evitar que la corriente del eje fluya a
travs de los cojinetes. El tubo de llenado
de grasa tambin est hecho de material
aislante.
Fig. 1. El aislamiento del cojinete antifriccin.
Insulation Aislamiento
Do not shorts circuit
Eg. With vibratio detectors
No hace cortocircuito
Por ejemplo: con detectores de vibracin
Desmontar primero el cojinete libre
axialmente (mquinas horizontales =
extremo N, mquinas verticales =
extremo D). En el Captulo Apndices
figuran los diferentes tipos de
construccin de los cojinetes.
22. Retirar el tubo de llenado de grasa y
Pt-100, la termocupla o el sensor de
vibracin del cojinete.
23. Retirar el anillo de seguridad de la
vlvula de grasa y retirar la vlvula
utilizando roscas M12.
24. Aflojar la tapa del cojinete externo y
retirarla.
25. Elevar el extremo del eje de a
dcimas de mm utilizando un gato.
26. Retirar la tapa (la tapa del extremo se
extrae golpeando levemente el borde
de la tapa). Utilizar orificios
roscados para sacar la tapa.
27. Descender el rotor y retirar el gato.
28. Extraer el cojinete. Utilizar un
conjunto adecuado de herramientas
de extraccin del cojinete que
aplique presin nicamente en el
anillo interior del cojinete.
29. Retirar el resorte que precarga el
cojinete (nicamente cojinetes
axialmente libres). Retirar la tapa
interna.
Atencin Si el cojinete ser utilizado
nuevamente, el mismo debe estar envuelto con
papel encerado para protegerlo contra el
polvillo y la humedad. No se recomienda
utilizarlo nuevamente.
Los tems 30-43 son para mquinas
equipadas con cojinetes para el eje
(Figura 2 y Captulo Apndices").
Limpiar el lugar de trabajo y los cojinetes
cuidadosamente antes del desmontaje.
Desmontar primero el cojinete del
extremo D y repetir el procedimiento
para el cojinete del extremo N.
30. Drenar el aceite del cojinete.
31. Desconectar las conexiones de la
tubera del aceite y retirar Pt-100 o la
termocupla y el sensor de vibracin
del cojinete.
32. Retirar el portajuntas (11).
33. Retirar los tornillos de fijacin del
sello de la mquina (14)(nicamente
cojinetes de tamao EFZL_9).
34. Destornillar los pernos de la brida de
la parte superior de la carcasa (2) en
la tapa de la mquina (15) y los
pernos de la unin (7) en la parte
infrerior.
35. Elevar la parte superior de la carcasa
cuidadosamente (lo suficiente para
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 66
abrir la unin de la carcasa
uniformemente). Hacer girar hacia
afuera la parte superior de la tapa de
la mquina y sacarla levantndola.
36. Marcar la posicin de montaje de la
coraza superior del cojinete (4) y
retirarlo cuidadosamente.
37. Destornillar los pernos del anillo de
lubricacin (6) y manejar las dos
mitades con cuidado de manera que
su forma geomtrica no quede
afectada.
38. Abrir los resortes toroidales de los
sellos (9 y 10) del eje girando hacia
la derecha las trabas y retirando los
sellos del eje.
39. Elevar el extremo del eje de a
dcimas de mm nicamente lo
suficiente para liberar la coraza
inferior del cojinete (3). Utilizar un
gato.
40. Girar la coraza inferior del cojinete (3)
hacia arriba y levantarla.
41. Retirar la parte inferior de la carcasa
(1). Luego retirar la tapa (15) junto
con el sello de la mquina (14).
Utilizar los orificios roscados para
elevar la tapa (nicamente cojinetes
de tamaos EFZL_11 y EFZL_14).
42. Retirar la tapa (15) junto con la parte
inferior de la carcasa (1) y el sello de
la mquina (14). Utilizar los orificios
roscados para elevar la tapa
(nicamente cojinetes de tamao
EFZL_9).
43. Descender el rotor y retirar el gato.
I
II
1 Parte inferior de la
carcasa
7 Perno de unin 12 Medidor del nivel de aceite I Para control de temperatura
2 Parte superior de la
carcasa
8 Visor del anillo de lubricacin 13 Clavija de retencin II Para control de temperatura
3 Carcasa inferior 9 Sello interior del eje 14 Sello de la mquina En crter de aceite
4 Carcasa superior 10 Sello exterior del eje 15 Tapa de la mquina III Para salida de aceite
6 Anillo de lubricacin
suelto
11 Portajuntas 16 Salida de aceite
Fig 2.Cojinete del eje.
Los tems 44-48 son para todas las
mquinas AMK.
44. Retirar el anillo de seguridad del
ventilador y retirar cuidadosamente
el ventilador del eje. Retirar tambin
la clavija. Luego retirar los tornillos
de montaje del deflector de aire
interno y desmontarlo.
45. Retirar el rotor utilizando una
herramienta especial de soporte. No
permitir que el rotor toque el estator.
46. Desconectar el estator y todos los
cables auxiliares. Controlar que
todos los cables se puedan mover
libremente.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 67
47. Girar el extremo N del bastidor hacia
arriba y enganchar los cncamos y la
gra a los orificios roscados en el
anillo del estator.
48. Retirar los dos pernos de fijacin del
estator a cada lado del bastidor y
otros pernos de fijacin en la parte
superior del bastidor. Elevar el
estator desde el bastidor.
3 Remontaje
Antes del remontaje, controlar y verificar
que todas las piezas estn en condiciones
aceptables. Limpiar cualquier suciedad y
reemplazar piezas gastadas.
Si se debe montar un nuevo cojinete,
debe ser del mismo tipo y designacin
que figura en la placa de rgimen de la
mquina.
1. Girar el extremo N del bastidor hacia
arriba. Baja el estator hacia el
bastidor con una gra. Ajustar los
tornillos de montaje. Utilizar agentes
bloqueadores para bloquear los
tornillos.
2. Colocar el bastidor en posicin
horizontal. Conectar el estator y
todos los cables auxiliares.
3. Colocar el bastidor en posicin
horizontal. Instalar el rotor con una
herramienta de soporte especial. No
permitir que el rotor toque el estator.
4. Conectar la gua de aire.
5. Calentar el buje del ventilador hasta
un mximo de 100C (212F) y
montar el ventilador en el eje con
una llave. Es necesario aplicar una
delgada capa de lubricacin
apropiada y de assembly paste entre
el buje y el eje.
Los tems 6-17 son nicamente para
cojinetes antifriccin.
6. Colocar en posicin las tapas de los
cojinetes internos. Los cojinetes
axialmente libres estn equipados
con resortes, los que se deben
colocar en este momento. Llenar las
tapas de los cojinetes completamente
con la grasa apropiada (ver los tipos
de grasa apropiados en el Captulo
Mantenimiento).
7. Calendar los cojinetes hasta 110C
(221F) utilizando un inductor de
calor.
8. Lubricar la superficie del eje con una
capa delgada de lubricacin
apropiada y colocar assembly paste y
montar los cojinetes en el eje.
Llenarlos completamente con grasa
apropiada nueva. Limpiar
correctamente todas las piezas del
cojinete y luego engrasar. No se
recomienda el uso de un cojinete
usado.
9. Lubricar el orificio de la carcasa de
los cojinetes con una capa delgada de
lubricacin apropiada y assembly
paste y elevar la carcasa del cojinete
del extremo fijo axialmente en su
posicin. Ajustar los tornillos de
lados opuestos uniformemente.
10. Montar y fijar la tapa exterior del
cojinete. Utilizar un agente sellador
apropiado en las superficies de
acoplamiento. Llenar completamente
la tapa con grasa apropiada nueva.
Ajustar los tornillos.
11. Instalar la vlvula de grasa.
12. Colocar el anillo de seguridad.
13. Colocar una nueva junta trica en el
orificio de la carcasa del cojinete de
la tapa (extremo axialmente libre). Es
necesario aplicar una delgada capa
de lubricacin apropiada y de
assembly paste entre la carcasa y el
cojinete. Si la mquina est equipada
con tapa con aislamiento, medir y
asegurar la resistencia de aislamiento
encima de la carcasa y la tapa.
14. Elevar la carcasa del cojinete del
extremo axialmente libre en su
posicin y ajustar los tornillos de
lados opuestos en forma uniforme.
Utilizar un agente sellador apropiado
en las superficies de acoplamiento.
15. Montar y fijar la tapa exterior del
cojinete. Llenar completamente la
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 68
tapa con grasa apropiada nueva.
Ajustar los tornillos.
16. Instalar la vlvula de grasa y colocar
el anillo de seguridad.
Los tems 17-26 son nicamente para
los cojinetes de eje del extremo D.
17. Unir la parte inferior de la carcasa
del cojinete a la tapa.
18. Colocar el sello de la mquina, anillo
de lubricacin y los resortes que
sostienen los sellos del eje
sosteniendo el eje en los lugares
apropiados.
19. Elevar el rotor tanto como el
entrehierro lo permita.
20. Elevar la tapa del cojinete en su
posicin y ajustar los tornillos de los
lados opuestos uniformemente.
21. Colocar la coraza inferior del
cojinete en su lugar, descender el eje
en el cojinete y colocar los sellos del
eje.
22. Colocar la parte superior de la coraza
del cojinete en su lugar.
23. Aplicar un agente lubricante en la
parte inferior de la carcasa del
cojinete (Figura 3).
Fig. 3. Aplicar un agente sellador.
24. Unir la parte superior de la carcasa
del cojinete.
25. Colocar la junta antipolvo.
26. Llenar el cojinete hasta el nivel
correcto (hasta la mitad del visor de
nivel de aceite) con el aceite
apropiado.
El tem 27 es nicamente para los
cojinetes de eje del extremo N.
27. Realizar los mismos procedimientos
descriptos en los tems 17-26 para el
cojinete del extremo D. Notar que el
cojinete del extremo N tiene
aislamiento (las superficies internas
de la carcasa esfrica estn forradas
con PTFE aislante).
Los tems 28-39 son para el remontaje
de la unidad de anillos deslizantes.
Si la mquina est equipada con una
unidad de anillos deslizantes con un
dispositivo de elevacin de escobillas,
seguir las instrucciones que figuran en el
Captulo Manual para la Unidad de
anillos deslizantes con dispositivo de
elevacin de escobillas. Despus de
cumplir con los tems aplicables
continuar el remontaje desde el tem 41.
Antes de realizar el remontaje de la
unidad de anillos deslizantes, se debe
limpiar la carcasa de los anillos
deslizantes, los intercambiadores de
calor, el engranaje de anillos deslizantes,
el collar portaescobilla y otras piezas. Si
la unidad de anillos deslizantes est
equipada con un filtro de circuito interno
de aire de enfriamiento, se debe limpiar o
reemplazar el filtro si es necesario. Seguir
las instrucciones de limpieza que figuran
en los Captulos "Mantenimiento y
Unidad de anillos deslizantes con
dispositivo de elevacin de escobillas.
Atencin Si es necesario reemplazar o
lubricar las juntas obturadoras de la carcasa de
los anillos deslizantes, no utilizar elementos a
base de silicona, por ejemplo: caucho
siliconado, plstico siliconado o grasa
siliconada.
28. Montar los cuatro tornillos
distanciadores y la placa de soporte.
Con las mquinas verticales con
sistema de enfriamiento aire-aire, la
tapa del ventilador exterior se monta
antes que la placa de soporte. Luego
se calienta el buje del ventilador
externo hasta 100C (212F) y se
monta el ventilador en el eje con la
clavija. Es necesario aplicar una
delgada capa de lubricacin
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 69
apropiada y de assembly paste entre
el buje y el eje.
29. Colocar las dos placas semicirculares
de estanqueidad del eje ubicadas
sobre la placa de soporte.
30. Conectar los cables auxiliares entre
el bastidor de la mquina y la placa
de soporte.
31. Limpiar el extremo N del eje. Pulirlo
si la superficie no es lisa. Lubricarla
con una delgada capa de lubricante
apropiado y colocar assembly paste.
El descentramiento del extremo del
eje debera ser < 0,02 mm.
32. Controlar la condicin del anillo
deslizante y las superficies del
orificio del buje. Se deben fresar y
pulir las rugosidades. Si la condicin
es aceptable, calentar la unidad de
anillos deslizantes en el horno hasta
alcanzar +130 (+265F).
Atencin No calentar la unidad de
anillos deslizantes utilizando otros medios ya
que se daar el aislamiento.
33. Montar la unidad de anillos
deslizantes. El extremo exterior del
buje del anillo deslizante debe estar
alineado con la cara del extremo del
eje. Dejar que la unidad de anillos
deslizantes se enfre.
34. Conectar los cables del rotor a los
pernos de los anillos deslizantes. Si
es necesario, torcer los cables
cuidadosamente mientras se los
calienta con aire caliente.
35. Colocar las escobillas de carbn en
los soportes de las escobillas y cerrar
las unidades de resorte. Si se
retiraron los soportes de las
escobillas, regularlas a 2 mm de
distancia de la superficie del anillo
deslizante. Controlar que todas las
escobillas estn en condiciones
aceptables similares (verificar el
lmite de desgaste) y que se puedan
mover libremente dentro de los
soportes de las escobillas.
36. Montar la carcasa de anillos
deslizantes.
37. Conectar la barra colectora de
conexin de cobre a los collares
portaescobillas y al casquillo de
terminacin.
38. Montar el ventilador de la unidad de
anillos deslizantes.
39. Realizar las conexiones elctricas de
la carcasa de los anillos deslizantes.
El tem 40 es nicamente para las
mquinas horizontales.
40. Cambiar los sellos de los
intercabiadores de calor (tapas
superiores) y montarlas.
Los tems 41-45 son nicamente para
mquinas horizontales con
enfriamiento aire-aire.
41. Limpiar la superficie del eje y
lubricarla con una capa de lubricante
apropiada y colocar assembly paste.
Colocar el anillo de seguridad
interno.
42. Calentar el buje del ventilador hasta
un mximo de 100C (212F) y
montar el ventilador en el eje con
una clavija. Colocar el anillo de
seguridad externo.
43. Montar la tapa del ventilador
externo.
44. Montar la boquilla SPM del extremo
D (nicamente para mquinas con
cojinetes antifriccin).
45. Montar el conducto de aire (entre el
intercambiador de calor de la
mquina y la unidad de anillos
deslizantes).
Los tems 46-48 son nicamente para
las mquinas verticales
46. Colocar los guinches en los puntos
de elevacin del bastidor y la brida.
Colocar la mquina en posicin
vertical utilizando un malacate para
elevarla y otro para inclinarla.
47. Colocar la mquina sobre la
cimentacin y colocar los pernos de
montaje.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 70
48. Cambiar los sellos de los
intercabiadores de calor (tapas
superiores) y montarlos.
El tem 49 es nicamente para
mquinas verticales con enfriamiento
aire-aire.
49. Montar el conducto de aire entre la
tapa del ventilador externo y el
intercambiador de calor de la
mquina. Si la mquina est
equipada con otro conducto de aire
entre la tapa del ventilador externo y
el intercambiador de calor de la
unidad de anillos deslizantes, montar
el conducto.
Los tems 50-53 son para todas las
mquinas AMK.
50. Colocar los dispositivos auxiliaries
en sus posiciones y conectar sus
cables.
51. Conectar todas las tuberas,
mangueras, cables de instrumentos y
cables de conexin a tierra entre los
intercambiadores de calor (tapas
superiores) y el bastidor de la
mquina.
52. Lubricar los cojinetes con los
lubricantes apropiados que figuran
en el Captulo "Mantenimiento.
53. Seguir las instrucciones que figuran
en los Captulos "Instalacin" y
Alineacin, "Conexiones
mecnicas y elctricas" y "Puesta en
servicio y Puesta en marcha.
ABB
Manual del Usuario, AMK 400-500
Captulo 8 Desmontaje y Remontaje
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 71
CRONOGRAMA DE CONTROLES REGULARES PERODO
Diario Mensual Anual Durante la
rehabilitacin
completa
Potencia X
Corriente X
P.F. X
Corriente de excitacin X
Temperaturas de los bobinados X
Temperaturas de los cojinetes X
Temperaturas del aire de enfriamiento X
Presiones de aceite X
Vibracin de los cojinetes X
Intercambiadores de calor X
Contaminacin X
Limpieza de las piezas interiores de la mquina X
Limpieza de los diodos y de los puentes de los diodos X
Condicin y soporte de los bobinados, bloqueos X
Cambios en las cuas ranuradas X
Condicin del aislamiento del bobinado y barniz de acabado X
Bobinado de campo modificado o flojo X
Resistencias de aislamiento de los bobinados X
Condicin del ventilador X
Bloqueos relacionados a las piezas rotativas X
Pintura y proteccin anticorrosiva X
Control de los sellos que impiden el ingreso de suciedad X
Control del funcionamiento del equipo de control y regulacin y
de los rels de proteccin
X
Control de herrumbre causado por la vibracin en el ncleo del
estator
X
Control de la condicin de los soportes del bobinado X
Control de las soldaduras y barras rotas del bobinado del
atenuador del rotor
X
Cojinetes y sellos de los cojinetes X
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 72
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
1 General ......................................................................................................................................................
1.1 Valores nominales del engranaje del anillo deslizante...................................................................
1.2 Objetivo .........................................................................................................................................
1.3 Piezas principales del engranaje del anillo deslizante...............................................................
1.4 Funciones operativas del engranaje del anillo deslizante...............................................................
1.4.1 Posicin de arranque...........................................................................................................
1.4.2 Cambio de posicin de arranque a posicin de funcionamiento.........................................
1.4.3 Posicin de funcionamiento................................................................................................
1.4.4 Detencin del motor ...........................................................................................................
2 Inspeccin del motor en la entrega............................................................................................................
3 Puesta en servicio......................................................................................................................................
3.1 Conexin del motor accionador .....................................................................................................
4 Arranque del motor ...................................................................................................................................
4.1 Mecanismo de elevacin................................................................................................................
4.2 Escobillas.......................................................................................................................................
4.3 Anillo de cortocircuito...................................................................................................................
4.4 Lmites del movimiento elctrico del motor accionador................................................................
5 Mantenimiento en uso normal...................................................................................................................
5.1 Escobillas, portaescobillas .............................................................................................................
5.2 Superficies de contacto de los anillos deslizantes..........................................................................
5.3 Piezas de contacto..........................................................................................................................
5.4 Movilidad del anillo de cortocircuito.............................................................................................
5.5 Polvo de carbn .............................................................................................................................
6 Desmontaje del engranaje de anillo deslizante..........................................................................................
7 Montaje del engranaje de anillo deslizante ...............................................................................................
8 Instrucciones para regular el dispositivo elevador de escobillas ...............................................................
8.1 Posicin inicial para regular el dispositivo elevador de escobillas ................................................
8.2 Alineacin de la horquilla..............................................................................................................
8.3 Ajuste del anillo de cortocircuito y de posicin de la garra de cambio..........................................
8.4 Ajuste del collar portaescobillas y de las escobillas ......................................................................
8.5 Ajuste del final de carrera mecnico..............................................................................................
9 El motor accionador ..................................................................................................................................
9.1 General...........................................................................................................................................
9.2 Conexin del motor accionador .....................................................................................................
9.3 Ajuste del motor accionador ..........................................................................................................
10 Repuestos ..................................................................................................................................................
11 Apndices.......................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 73
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
1 General
1.1 Valores nominales del engranaje del
anillo deslizante
Este engranaje de anillo deslizante se
utiliza en motores con una corriente
nominal del rotor de I2 < 1000 A y una
tensin nominal del rotor de U2 < 2500
V.
1.2 Objetivo
El objetivo del engranaje del anillo
deslizante con dispositivo elevador de
escobillas y de cortocircuito es permitir
que el motor se ponga en marcha con una
cantidad de corriente y/o fuerza de
torsin regulable y controlable, y que
funcione con el bobinado del rotor en
cortocircuito sin desgaste de escobillas.
1.3 Piezas principales del engranaje del
anillo deslizante
El engranaje del anillo deslizante cuenta
con las siguientes piezas principales:
motor accionador (2, Apndice 11 en el
Captulo "Apndices), mecanismo de
elevacin (6, A11), collar portaescobillas
con anillos colectores (10, A11), unidad
de anillo deslizante (9, A11), y carcasa
(1-8, A10). El motor accionador est
situado fuera de la carcasa del anillo
deslizante y controla el mecanismo de
elevacin de escobillas y de cortocircuito.
El collar portaescobillas lleva los
portaescobillas y las escobillas.
Generalmente, el motor accionador se
enciende y se apaga automticamente en
sincronizacin con las funciones del
arrancador.
La unidad de anillo deslizante se monta
en el eje y gira con el rotor. Los anillos
deslizantes estn conectados al bobinado
del rotor con cables que atraviesan un
orificio en el eje, lo cual permite la
conexin entre el circuito del rotor y las
resistencias del arrancador.
1.4 Funciones operativas del engranaje
del anillo deslizante
1.4.1 Posicin de arranque
El motor siempre deber arrancarse con
las escobillas (3, A15) hacia abajo,
tocando los anillos deslizantes (6-8,
A12), y el anillo de cortocircuito (1, A12)
en posicin abierta (pos1, A17).
1.4.2 Cambio de posicin de arranque a
posicin de funcionamiento
Cuando el motor alcanza la velocidad de
funcionamiento durante el arranque, el
motor accionador (2, A11) es impulsado
poniendo en funcionamiento el engranaje
de cortocircuito y el elevador de
escobillas. En primer lugar, el mecanismo
de elevacin (6, A11) acercar el anillo
de cortocircuito (1, A12) a la unidad de
anillo deslizante (9, A11) poniendo en
cortocircuito los anillos deslizantes (6-8,
A12) y el bobinado del rotor. En ese
momento, eleva las escobillas (3, A15)
separndolas de los anillos deslizantes.
Primero, la horquilla (15, A13) se mueve
unos mm hacia el extremo D del motor.
Despus, la horquilla cambia la direccin
de su movimiento (pos2, A17) hacia la
unidad del anillo deslizante moviendo, de
esa manera, el anillo de cortocircuito (1,
A12) para cerrar (pos3, A17) las piezas
de contacto (3, A12) y (5, A12) en
cortocircuito. Despus de cerrar los
contactos entre el anillo de cortocircuito
y la unidad del anillo deslizante (9, A11),
el mecanismo de elevacin de escobillas
eleva las escobillas (3, A15) separndolas
de los anillos deslizantes mediante la
palanca (8, A13) y el cable (14, A13). A
continuacin, la horquilla vuelve (pos4,
A17) unos mm hacia el extremo D del
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 74
motor para dejar una separacin de 2-5
mm (detalle 1, A17) a los cojinetes de los
extremos de la horquilla. Despus,
generalmente el motor accionador se
apaga automticamente, y los
movimientos del mecanismo de elevacin
se detienen (pos5, A17) en la posicin de
funcionamiento.
Atencin: En la posicin de
funcionamiento, las resistencias del arrancador
deben estar en cortocircuito, y el cortocircuito
se debe llevar a cabo antes de que las
escobillas se eleven desde los anillos
deslizantes.
Atencin: Cuando las resistencias del
arrancador estn en cortocircuito, la reduccin
de tensin en el arrancador y en los cables
entre el engranaje del anillo deslizante y el
arrancador no debe superar por ms de 5
voltios a la corriente nominal del rotor I2 del
motor. Esto significa que, si los cables estn
diseados para una densidad de corriente de 1
1.5 A/mm, la distancia entre el motor y el
arrancador debera ser < 20 m.
1.4.3 Posicin de funcionamiento
En la posicin de funcionamiento, los
cojinetes (3, A17) de los extremos de la
horquilla estarn situados en la ranura del
anillo de cortocircuito (2, A17), de
manera que los cojinetes tengan una
separacin mnima de 2 mm con respecto
al anillo de cortocircuito (detalle 1, A17).
1.4.4 Detencin del motor
Cuando el motor deba detenerse, el
mecanismo de elevacin mover las
escobillas (3, A15) en direccin inversa
hacia abajo, y, a continuacin, mover el
anillo de cortocircuito (1, A12) de vuelta
a la posicin de arranque (pos1, A17).
Atencin: Las funciones del arrancador
deben estar siempre sincronizadas con las
funciones del engranaje del anillo deslizante
segn las instrucciones del arrancador.
2 Inspeccin del motor en la
entrega
La carcasa del anillo deslizante y la
carcasa del motor accionador deben
revisarse visualmente para detectar
daos. Todo dao detectado se debe
fotografiar e informar al proveedor del
motor.
3 Puesta en servicio
3.1 Conexin del motor accionador
Antes de poner en marcha el motor
AMK, el motor accionador (2, A11) debe
estar conectado elctricamente y sus
ajustes deben ser controlados. Cuando los
cables estn conectados segn el manual,
la funcin del accionador puede y debe
ser controlada sin poner en marcha el
motor AMK.
4 Arranque del motor
Atencin: Poner en marcha el motor
sin controlar los ajustes de los
componentes del engranaje del anillo
deslizante completo, puede provocar
daos graves. Se deben controlar tambin
las conexiones al arrancador y las
funciones relacionadas con el mismo.
Antes de poner en marcha el motor AMK
por primera vez, se deben revisar
exhaustivamente los siguientes
elementos.
4.1 Mecanismo de elevacin
El mecanismo de elevacin (6, A11) debe
estar en posicin de puesta en marcha; es
decir, el anillo de corto circuito (1, A12)
en posicin abierta y las escobillas (3,
A15) hacia abajo.
4.2 Escobillas
Las nueve escobillas (3, A15) deben estar
en posicin de puesta en marcha; es
decir, hacia abajo y manteniendo un buen
contacto con los anillos deslizantes (6-8,
A12).
Durante los primeros arranques, controlar
que las escobillas no despidan chispas. Si
se detectan chispas, se debe buscar y
resolver la causa de las mismas.
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 75
4.3 Anillo de cortocircuito
El anillo de cortocircuito (1, A12) deber
estar en posicin abierta, es decir, en una
posicin en la cual los contactos hembra
(3, A12) del anillo de cortocircuito no
toquen de ninguna manera las clavijas de
contacto (5, A12) de la unidad del anillo
deslizante (9, A11).
4.4 Lmites del movimiento elctrico del
motor accionador
Los lmites del movimiento elctrico (6-
15, A18), es decir, los ajustes de los
interruptores limitadores del motor
accionador (2, A11) deben controlarse de
manera que el mecanismo de elevacin se
detenga en las posiciones adecuadas.
5 Mantenimiento en uso normal
El engranaje y la carcasa del anillo
deslizante deben revisarse a intervalos
regulares de mantenimiento.
5.1 Escobillas, portaescobillas
Las escobillas (3, A15), (1, A16), por lo
general, se desgastan con el uso, y se
deben reemplazar antes de que se
desgasten por completo. Las escobillas se
deben revisar a intervalos regulares y se
deben reemplazar, a ms tardar, cuando
el desgaste llegue a la marca del lmite de
desgaste (25, A16) Cuando se
reemplazan las escobillas, el collar
portaescobillas se debe reajustar (ver
Ajuste del collar portaescobillas y las
escobillas).
Tambin se debe controlar a intervalos
regulares que las escobillas puedan
moverse con libertad y que las superficies
de contacto de las escobillas estn en
buenas condiciones y sin marcas de
quemaduras.
5.2 Superficies de contacto de los
anillos deslizantes
Controlar a intervalos regulares que las
superficies de contacto de los anillos
deslizantes estn lisas, sin estras, marcas
de quemaduras, etc. Las superficies de
contacto de los anillos deben estar
limpias y se debe retirar toda suciedad.
La formacin de ptina en las superficies
de contacto es deseable, aunque a
menudo puede ser fina en anillos de
acero.
5.3 Piezas de contacto
Se debe controlar a intervalos regulares
que las superficies de contacto de las
clavijas de contacto (3, A12) del anillo de
cortocircuito (1, A12) y de los contactos
hembra (5, A12) de la unidad del anillo
deslizante (9, A11) estn en buenas
condiciones sin quemaduras ni suciedad.
Limpiar o reemplazar sin fuese necesario.
5.4 Movilidad del anillo de cortocircuito
Se debe controlar a intervalos regulares
que el anillo de cortocircuito pueda
moverse fcilmente en su superficie
deslizante (extensin del buje de la
unidad de anillo deslizante o eje del
rotor) Se debe eliminar la suciedad y el
exceso de polvo de carbn de las
superficies deslizantes. En caso
necesario, las superficies deslizantes
pueden engrasarse aplicando una pelcula
de lubricante MoS2, por ejemplo, el
Rocol A.S. en Pasta o Pulverizador, de
Rocol Ltd, Leeds, Inglaterra.
5.5 Polvo de carbn
El polvo de carbn es buen conductor
elctrico y puede crear capas conductoras
en las superficies de aislamiento.
Adems, el polvo de carbn puede
bloquear las escobillas en el
portaescobillas. Por lo tanto, es
importante que la unidad del anillo
deslizante (9, A11) y el dispositivo
elevador de escobillas (6, A11) se
mantengan limpios. Tampoco deben
ingresar partculas extraas ni polvo en la
carcasa del anillo deslizante (1-8, A10).
El polvo de carbn se puede eliminar a
intervalos regulares con chorros de aire y
una aspiradora. No utilizar detergentes.
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 76
6 Desmontaje del engranaje de
anillo deslizante
Para acceder al extremo N del motor
AMK (1, A11) para cambiar, por
ejemplo, un rodamiento antifriccin del
extremo N, se deben retirar la unidad de
anillo deslizante (9, A11), el mecanismo
de elevacin (6, A11), el collar
portaescobillas (10, A11) y la carcasa (1-
8, A10).
Deben retirarse como se indica a
continuacin:
1. Desconectar el motor AMK de la
red de suministro elctrico.
2. Retirar las conexiones elctricas
de la carcasa del anillo deslizante
(6-8, A10).
3. Desconectar las barras colectoras
de cobre de conexin (7, A10) del
collar portaescobillas (10, A11) y
el casquillo de terminacin (6,
A10).
4. Retirar el eje (5, A11) entre el
motor accionador (2, A11) y el
mecanismo de elevacin (6, A11)
abriendo el tornillo de sujecin
(23, A14) de la junta cardan
inferior (18, A13) (en algunos
modelos, ambas clavijas de la
junta cardan inferior). A
continuacin, mover el eje (5,
A11) hacia el motor accionador,
separndolo de la junta, hacia el
lado de la misma y separndola
del motor accionador.
5. Quitar los pernos de retencin, y
retirar el motor accionador (2,
A11) y la brida intermedia (4,
A2).
6. Quitar los pernos de retencin y
retirar la carcasa del anillo
deslizante (1-7, A10).
7. Desconectar el cable (8, A11) del
mecanismo de elevacin (6, A11)
y del collar portaescobillas (10,
A11) separando el resorte (7,
A11) y aflojando los tornillos de
sujecin del collar portaescobillas
(20, A16).
8. Retirar el mecanismo de
elevacin (6, A11) de la placa de
soporte (11, A11) quitando dos
pernos.
9. Bloquear las palancas elevadoras
de las escobillas (23, A16) en la
posicin hacia arriba, es decir, en
la cual las escobillas (3, A15)
estn lo ms alejadas posible de
los anillos deslizantes (6-8, A12).
10. Retirar con cuidado el collar
portaescobillas (10, A11)
quitando tres pernos de conexin.
11. Colocar un resorte y una
herramienta de montaje de la bola
en el buje (AMK, 400 y 450) o en
el eje (AMK 500) y empujar el
anillo de cortocircuito (1, A12)
con cuidado hacia el extremo D
del motor AMK.
Atencin: Hay bolas (12, A3)
tensionadas por resorte (13, A3) debajo del
anillo de cortocircuito (1, A3). Abrir con
cuidado.
12. Retirar la(s) bola(s) (12, A12) y el
(los) resorte(s) (13, A12) que
estn debajo del anillo de
cortocircuito (1, A12).
13. Desconectar los cables del rotor
(11, A12) de los pernos del anillo
deslizante (9, A12) y torcerlos
con cuidado calentndolos con
aire caliente para que atraviesen el
cubo del anillo deslizante (15,
A12).
14. Montar una herramienta de
extraccin en el disco
compensador (16, A12) de la
unidad del anillo deslizante y
extraer suavemente la misma del
eje.
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 77
15. Retirar el anillo de cortocircuito
(1, A12).
16. Quitar la placa de soporte (11,
A11) y los cuatro pernos de
arriostramiento (13, A11).
7 Montaje del engranaje de
anillo deslizante
1. Montar los cuatro tornillos
distanciadores (13, A2) y la placa
de soporte (11, A11).
2. Torcer los cables del rotor (11,
A12) con cuidado calentndolos
con aire caliente para que
atraviesen el cubo del anillo
deslizante (15, A12).
3. Montar el anillo de cortocircuito
(1, A12) en el rotor.
4. Calentar la unidad del anillo
deslizante en el horno hasta que
alcance los +130 C (+265 F).
Atencin: No calentar la unidad del
anillo deslizante por otros medios ya que
destruir el aislamiento.
5. Montar la unidad de anillo
deslizante (9, A11). El extremo
externo del cubo del anillo
deslizante (15, A12) debe estar
alineado con la cara del extremo
del eje. Dejar enfriar la unidad del
anillo deslizante.
6. Conectar los cables del rotor (11,
A12) a los pernos del anillo
deslizante. Si es necesario, torcer
los cables suavemente
calentndolos con aire caliente.
7. Colocar el/los resorte(s) (13, A12)
y la(s) bola(s) (12, A12) en los
orificios correspondientes. Si es
necesario, utilizar una
herramienta de montaje.
8. Colocar el anillo de cortocircuito
(1, A12) sobre la(s) bola(s) (12,
A12) con cuidado para no mover
el anillo y evitar que se escapen
la(s) bola(s). Se debe engrasar las
superficies deslizantes aplicando
una pelcula fina de lubricante
MoS2, por ejemplo, el Rocol A.S.
en Pasta o Aerosol, de Rocol Ltd,
Leeds, Inglaterra.
9. Montar el collar portaescobillas
(10, A11) despus de bloquear las
escobillas (3, A15) en la posicin
hacia arriba.
10. Desbloquear las palancas
elevadoras (23, A16) y poner las
escobillas en los portaescobillas.
11. Montar el mecanismo de
elevacin (6, A11).
12. Montar el cable (8, A11) en el
mecanismo de elevacin y el
collar portaescobillas (10, A11).
13. Montar la brida intermedia (4,
A11) y el motor accionador (2,
A11).
14. Montar el eje (5, A11) entre el
mecanismo de elevacin (6, A11)
y el motor accionador (2, A11).
15. Regular el mecanismo de
elevacin (6, A11) (ver ms
abajo).
16. Retirar el eje (5, A11) entre el
mecanismo de elevacin (6, A11)
y el motor accionador (2, A11).
17. Montar la carcasa del anillo
deslizante (1-7, A10).
18. Montar nuevamente el eje (5,
A11) entre el mecanismo de
elevacin (6, A11) y el motor
accionador (2, A11).
19. Conectar las barras colectoras de
cobre (7, A10) al collar
portaescobillas (10, A11) y al
casquillo de terminacin (6, A10).
20. Realizar las conexiones elctricas
de la carcasa del anillo deslizante
(6, A10).
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 78
21. Revisar el ajuste del mecanismo
de elevacin (6, A11), las
escobillas (3, A15), y el motor
accionador (2, A11) (ver ms
abajo).
22. Conectar el motor AMK a la red
de suministro elctrico.
8 Instrucciones para regular el
dispositivo elevador de
escobillas
8.1 Posicin inicial para regular el
dispositivo elevador de escobillas
Para realizar el ajuste, el dispositivo
elevador de escobillas (6, A11) debe estar
en la siguiente posicin:
Las arandelas de sujecin (10, A13)
de la garra de cambio (12, A13)
abiertas.
Las tuercas/pernos de sujecin (2,
A13) la horquilla de control (15, A13)
abiertos.
Las tuercas de las palancas elevadoras
(3 piezas) (20, A1) flojas.
El tornillo de final de carrera
mecnico (5, A13) no ajustado; es
decir, tornillo (9, A13) flojo.
El cigeal del accionador (3, A11)
montado en el accionador (2, A11).
8.2 Alineacin de la horquilla
Mover el anillo de cortocircuito (1,
A12) a su posicin horizontal media
girando el cigeal del accionador (3,
A11).
Tirar manualmente el anillo de
cortocircuito (1, A12) hacia la
posicin abierta, es decir, hacia el
extremo D del motor.
Alinear los cojinetes de la horquilla (1,
A13) con el anillo de cortocircuito (1,
A12) para que ambos cojinetes estn en
contacto con el mismo lado del anillo de
cortocircuito.
Bloquear la posicin de la horquilla (15,
A13) ajustando los pernos y las tuercas
de sujecin (2, A13).
8.3 Ajuste del anillo de cortocircuito y
de posicin de la garra de cambio
1. Comenzar moviendo el anillo de
cortocircuito (1, A12) a la
posicin de cortocircuito girando
el cigeal de accionador (3, A)
en sentido horario.
2. La distancia axial entre el anillo
de cortocircuito (2, A17) y el
aislante del cubo (6, A17) en su
posicin ms cercana, debe ser lo
ms corta posible, es decir, la bola
deber estar en la ranura del anillo
de cortocircuito (2, A17).
Corregir la posicin girando el
tornillo (11, A13) y la tuerca de
sujecin de la garra de cambio
(12, A13)
3. Despus de llegar a la posicin
correcta, girar el cigeal del
accionador (3, A11) para mover la
horquilla (15, A13) hacia atrs y
adelante al menos dos veces para
asegurarse de que tambin se
llega a la posicin correcta
despus de algunas operaciones.
4. Ajustar la tuerca del tornillo de
ajuste (44, A14) y bloquear las
arandelas (29 y 45, A14).
5. Tener en cuenta que si la garra de
cambio (12, A13) est ajustada
correctamente en la posicin
cortocircuito (funcionamiento), la
posicin circuito abierto (puesta
en marcha) ser automticamente
la correcta.
8.4 Ajuste del collar portaescobillas y
de las escobillas
1. Girar el cigeal del accionador
(3, A11) en sentido horario hasta
que la excntrica (7, A13) haya
llevado la palanca (8, A13) a su
posicin ms exterior, es decir, el
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 79
cable (14, A13) y el resorte (13,
A13) estn tensionados al
mximo. Esto debe corresponder
con la posicin 5 del apndice 17.
2. Ajustar las escobillas (3, A15) de
manera que haya una separacin
de 2-3 mm entre las escobillas y
la superficie de los anillos
deslizantes (6-8, A12). El ajuste
se realiza aflojando la tuerca de
sujecin (20, A16), levantando o
bajando la palanca elevadora (23,
A16) para mover, de esta forma,
las escobillas mediante la palanca
del portaescobillas (18, A16).
3. Ajustar las tres tuercas de
sujecin (20, A14) para bloquear
la posicin de cada juego de
escobillas.
4. Girar el cigeal del accionador
(3, A11) en sentido antihorario y
asegurarse de que las escobillas
(3, A15) toquen los anillos
deslizantes (6-8, A12) antes de
que el anillo de cortocircuito (1,
A12) comience a moverse hacia el
extremo D del motor.
8.5 Ajuste del final de carrera mecnico
1. Girar el cigeal del accionador
(3, A11) en sentido horario hasta
que el anillo de cortocircuito (1,
A12) alcance su posicin de
cortocircuito (pos4, A17).
2. Girar el cigeal de accionador
(3, A11) en sentido horario en
mayor medida hasta que el
cojinete (3, A17) est en el medio
de la ranura del anillo de
cortocircuito (2, A17). En esta
posicin (pos5, A17), debe haber
una separacin de
aproximadamente 2-5 mm. entre
cada cojinete (detalle 1, A17).
3. Girar el final de carrera mecnico
(5, A13) de manera que est a 1
mm del perno de final de carrera
(3, A13). Bloquear el final de
carrera mecnico (5, A13)
ajustando el tornillo (9, A13)
completamente.
4. Girar el cigeal del accionador
(3, A11) en sentido antihorario
hasta que el anillo de cortocircuito
(2, A17) alcance su posicin
abierta de circuito (pos2, A17).
5. Girar el cigeal del accionador
(3, A11) en sentido antihorario en
mayor medida hasta que haya una
separacin de 1 mm
aproximadamente entre el final de
carrera mecnico y el perno de
final de carrera (4, A13).
6. En esta posicin debera haber
una separacin de
aproximadamente 2-5 mm. a cada
lado de los cojinete (3, A17) hacia
el anillo de cortocircuito (detalle
2, A17). Si no es as, volver a
comenzar desde el punto 1.
9 El motor accionador
9.1 General
El motor accionador (10, A10) (1, A18)
est situado fuera de la carcasa del anillo
deslizante y est montado en una brida
intermedia especial (9, A10 (4 A18). El
motor accionador est impulsado por 230
VCA / 50 Hz / 1 fase, el cual est
conectado a los terminales 2 o 3, segn la
funcin que se requiera. El cable neutro
est conectado al terminal 1.
Hay cuatro microinterruptores (6-9, A18)
dentro del motor accionador, dos en cada
lado, correspondiendo as, a cuatro discos
giratorios con levas accionadoras, (10-13,
A18). Las posiciones de las levas se
pueden cambiar buscando un tornillo (14,
A18) del color de la leva, presionndolo
con un destornillador y girndolo. Las
levas siempre deben operar los
interruptores desde abajo del
interruptor.
Las levas se utilizan para regular la
rotacin del motor S2 y S3, como as
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 80
tambin para dar seales S7 y S8
(terminales 4 a 6, y 7 a 9, A9) al sistema
operativo, las lmparas de sealizacin
del cuadro de control, etc.
9.2 Conexin del motor accionador
1. Abrir la cubierta (2, A18) del
motor accionador (1, A18).
2. Conectar el cable neutro de
230VCA/50 Hz al terminal 1
(A18).
3. Conectar el cable bajo tensin de
230VCA/ 50 Hz, utilizado para
cerrar el anillo de cortocircuito y
elevar las escobillas, es decir, para
moverse hacia la posicin de
funcionamiento, al terminal 3
(A18).
4. Conectar el cable bajo tensin de
230VCA/ 50 Hz, utilizado para
cerrar el anillo de cortocircuito y
bajar las escobillas, es decir, para
moverse hacia la posicin de
puesta en marcha, al terminal 2
(A18).
5. Conectar los cables para indicar la
posicin de puesta en marcha a
los terminales 4 y 6 (A18).
6. Conectar los cables para indicar la
posicin de funcionamiento a los
terminales 7 y 9 (A18).
7. Cerrar la cubierta del (2, A18) del
motor accionador (1, A18).
8. Colocar el Interruptor-Remoto-
Manual (18, A18) en la posicin
"Remoto".
9.3 Ajuste del motor accionador
1. Abrir la cubierta del (2, A18) del
motor accionador (1, A18).
2. Girar el cigeal del accionador
(5, A18) hasta que el anillo de
cortocircuito (1, A12) est en su
posicin media (pos3, A17).
3. Girar el cigeal del accionador
(5, A18) en sentido horario hasta
que llegue a la posicin de
funcionamiento (pos5, A17).
Tener en cuenta que, cuando se
llega a esta posicin, los cojinetes
(3, A17) se mueven hacia el
extremo D del motor AMK.
Durante el movimiento, observar
las levas (10-11, A18) de los
interruptores limitadores
elctricos S2 y S8 (6-7, A18) para
asegurarse de que los
interruptores se activarn desde
abajo, es decir, cuando las levas
giren en sentido horario.
4. Ajustar el interruptor limitador
elctrico S2 y S8 (6-7, A18) para
que se apague un 1mm antes de
que el interruptor de final de
carrera mecnico (5, A13) llegue
a su posicin final. Para mover la
leva (10-11, A18) del interruptor
limitador, presionar y girar el
tornillo del color correspondiente
(14, A18) de la leva en la
direccin deseada. La leva se
bloquea automticamente cuando
se deja de ejercer la presin en el
tornillo.
5. Girar el cigeal del accionador
(5, A18) en sentido antihorario
hasta que se llegue a la posicin
de puesta en marcha (pos1, A17).
Tener en cuenta que, cuando se
llega a esta posicin, los cojinetes
(3, A17) se alejan del extremo D
del motor AMK. Durante el
movimiento, observar las levas
(12-13, A18) de los interruptores
limitadores elctricos S3 y S7 (8-
9, A18) para asegurarse de que los
interruptores se activarn desde
abajo, es decir, cuando las levas
giren en sentido antihorario.
6. Ajustar el interruptor limitador
elctrico S3 y S7 (8-9, A18) para
que se apague un 1mm antes de
que el interruptor de final de
carrera mecnico (5, A13) llegue
ABB
Manual del Usuario, AMK 400-500
Captulo 9 Unidad de Anillo Deslizante y Dispositivo
Elevador de Escobillas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 81
a su posicin final. Para mover la
leva (12-13, A18) del interruptor
limitador, presionar y girar el
tornillo del color correspondiente
(14, A18) de la leva en la
direccin deseada. La leva se
bloquea automticamente cuando
se deja de ejercer la presin en el
tornillo.
7. Retirar el cigeal (5, A18)
8. Conectar 230 VCA/ 50Hz a los
terminales 1 y 3 (A18).
9. Controlar que la funcin est en la
posicin de funcionamiento
(anillo de cortocircuito se cierra,
las escobillas se elevan)
presionando el botn inferior del
accionador (15, A18). Controlar
que el motor accionador se
detendr correctamente.
10. Retirar la alimentacin de 230
VCA/ 50Hz de los terminales 1 y
3 y conectarla a los terminales 1 y
2.
Comprobar que la direccin de rotacin
sea hacia la posicin de puesta en marcha
(las escobillas se mueven hacia abajo,
anillo de cortocircuito se abre)
presionando el botn superior del
accionador (17, A18). Comprobar que el
motor accionador se detenga
correctamente.
11. Conectar los terminales 1-3 segn
se indica en la seccin "Conexin
del Motor Accionador".
12. Controlar las conexiones
elctricas del motor accionador, y
proporcionar alimentacin
elctrica.
13. Cerrar la cubierta del (2, A18) del
motor accionador (1, A18).
14. Colocar el Interruptor-Remoto-
Manual (18, A18) en la posicin
"Remoto".
10 Repuestos
El fabricante puede suministrar los
siguientes componentes como repuestos:
Motor accionador (2-3, A11)
Mecanismo de Elevacin (6, A11)
Unidad de Anillo Deslizante (9, A11)
Juego de Piezas de Cortocircuito de
Anillo Deslizante (2-5, 17, A12)
Collar Portaescobillas completo,
incluyendo Portaescobillas y
Escobillas (1, 3-5, A15).
Juego de 9 Escobillas (1, A16)
Al solicitar repuestos, se debe presentar
la siguiente informacin adicional:
Tipo de motor y nmero de serie. Por
ejemplo: AMK 400L4L BALFT, N
4532123
11 Apndices
Apndice 10 Detalles de la Carcasa
Apndice 11 Engranaje del Anillo
Deslizante
Apndice 12 Unidad de Anillo
Deslizante
Apndice 13 Mecanismo de Elevacin
de Escobillas
Apndice 14 Mecanismo de Elevacin
de Escobillas, Piezas
Apndice 15 Collar Portaescobillas
Apndice 16 Perno para Escobillas
Apndice 17 Teora de Operacin
Apndice 18 Conexiones Elctricas
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 82
Captulo 10 Listas de Control
Desembalaje y Daos ......................................................................................................................................
Almacenamiento ............................................................................................................................................
Instalacin y Alineacin ..................................................................................................................................
Instalacin y Alineacin ..................................................................................................................................
Conexiones Mecnicas y Elctricas .................................................................................................................
Conexiones Mecnicas y Elctricas .................................................................................................................
Prueba de Funcionamiento ..............................................................................................................................
Inspeccin ......................................................................................................................................................
Mantenimiento ............................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 83
Desembalaje y Daos Lista de Control 1
Cliente
Tipo de mquina Nmero de serie de la mquina
Fecha de entrega de la mquina Firma del
consignatario
Dao(s): Accin/Acciones realizadas como respuesta a
los dao(s):
Mquina Accesorios Fotografa Registro
Empaquetado Informe al proveedor
Otros Informe a la compaa de seguros
Despachado por: Al transportista
Flete areo Ferrocarril
Camin Correo
Enviado por: la motonave ..
Otros
Piezas faltantes / daos encontrados por el cliente durante la inspeccin:
Despus del desembalaje, almacenar los repuestos y las herramientas de instalacin para
usos posteriores.
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 84
Almacenamiento Lista de Control 2
Cliente
Tipo de mquina Nmero de serie de la mquina
Perodo de almacenamiento Persona responsable
del almacenamiento:
Almacenamiento: Exterior Interior
Clido Fresco En caja de embalaje Protegido por cubierta
impermeable
Medidas tomadas durante el almacenamiento:
La caja tiene aberturas de
ventilacin
Se utiliza calefaccin externa Se utilizan calefactores
El rotor se hace girar 10
revoluciones cada dos meses (slo
cojinetes antifriccin)
La capa anticorrosiva se revisa
cada 3 meses
Se utiliza material absorbente
El interior del cojinete del eje se
trata con aceite anticorrosivo
Las superficies pintadas se
controlan cada 3 meses
El ambiente es no corrosivo
Lugar de almacenamiento sin registra vibraciones
Se controla el bloqueo de los cojinetes
Las escobillas se elevan (tipo de mquina: AMK)
En caso de que el perodo de parada sea superior al ao:
- Controlar y repetir el tratamiento de lubricacin en los cojinetes del eje.
En caso de que el perodo de parada sea superior a los 2 aos:
- Desmontar el cojinete del eje y tratar por separado las piezas del cojinete con aceite anticorrosivo.
Comentarios:
Deben tomarse medidas de proteccin antes de operar la mquina si ha estado almacenada durante un perodo
prolongado.
El cliente es responsable del almacenamiento y de las medidas de proteccin necesarias.
La mquina se debe almacenar sobre una superficie nivelada en un rea sin vibraciones. Si el almacenamiento
es en el exterior, se debe proteger la mquina contra los agentes climticos.
Si se prev un almacenamiento prolongado en condiciones de humedad, se deben disponer calefactores, una
cobertura eficaz y otras medidas de proteccin.
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 85
Instalacin y Alineacin Lista de Control 3 (1/2)
Cliente
Tipo de mquina Nmero de serie de la mquina
Medidas:
Cimentacin segn plano .
Alineacin revisada segn las instrucciones.
Los pernos de cimentacin estn ajustados con llave de par.
Ensamble del semi racor controlado.
Cojinetes llenos con lubricante tipo .
Cojinetes llenos con lubricante cantidad .
Ensamble de tubos de aceite y refrigerante controlado, bridas ajustadas.
Prueba de funcionamiento de agua de enfriamiento. Controlar que no haya filtraciones.
Reparar las eventuales filtraciones.
La caja de terminales del estator montada correctamente.
El rotor gira sin hacer ruido (dispositivo de bloqueo para transporte desmontado).
Comentarios:
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 86
Instalacin y Alineacin Lista de Control 3 (2/2)
Cliente
Tipo de mquina Nmero de serie de la mquina
Desalineacin radial
a
1
, b
1
, c
1
y d
1
son las lecturas del indicador de escala R en los puntos a = arriba, b = abajo, c = derecha, d = izquierda (4 giros de ngulo de 90 cada
uno). Para obtener los valores de la desalineacin radial, las lecturas se ingresan en la frmula (tabla 1).
Tabla 1 :
Separacin axial y desalineacin
La separacin axial se determina tomando lecturas de los dos indicadores de escala, AI y AII, en los cuales, la primera lectura del indicador superior
AI est designada por e
1
y la del indicador inferior, AII por h
1
. Los valores de desalineacin vertical y horizontal se pueden determinar como se indica
en la tabla 2. El desplazamiento axial (0,2 mm en el ejemplo) durante la medicin no afecta los resultados. En caso de que el espacio sea demasiado
pequeo para utilizar un comparador de cuadrante, utilizar una galga de espesores.
Table 2
Puntos de medicin 1 medicin 2 medicin Ejemplo
Vertical
Arriba a
1
a
2
25 28
Abajo b
1
b
2
31 28
Diferencia a
1
-b
1
a
2
-b
2
-6 0
Desalineacin
vertical
2
1 1
b a
2
2 2
b a
-3 0
+ El acoplamiento izquierdo es ms alto que el derecho. Acoplamiento izquierdo
- El acoplamiento izquierdo es ms bajo que el
derecho.
elevado 0,03 mm.
Horizontal
Derecha c
1
c
2
38 28
Izquierda d
1
d
2
18 28
Diferencia c
1
-d
1
c
2
-d
2
20 0
Desalineamiento
vertical
2
1 1
d c
2
2 2
d c
10 0
+ El acoplamiento izquierdo se desplaza a la derecha del
acoplamiento derecho
Acoplamiento izquierdo
+ El acoplamiento izquierdo se desplaza a la izquierda del
acoplamiento derecho
se mueve 0,1 mm hacia la izquierda
Controlar que no
haya errores de
medicin.
1 1
1 1
d c
b a
+
+
= 1 =
2 2
2 2
d c
b a
+
+
25+31
1
28+28
28+28 38 18 +
= =
Esquema para la tabla 1
Puntos de medicin Indicador AI Indicador AII Ejemplo
Separacin vertical
Arriba e
1
g
1
50 42
Abajo f
1
h
1
62 50
Separacin ( ) ( ) f e g h
1 1 1 1
2
( ) ( ) 62 50 42 50
2
+ La separacin es mayor arriba La separacin arriba es mayor,
alrededor de 0,1mm
- La separacin es mayor abajo .
Separacin horizontal
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 87
Izquierda i
1
l
1
40 36
Derecha k
1
m
1
48 40
Separacin ( ) ( ) k i l m
1 1 1 1
2
( ) ( ) 48 40 36 40
2
+ La separacin es mayor a la izquierda La separacin es mayor a la
izquierda, alrededor de
- La separacin es mayor a la derecha 0,06 mm. Esquema para la tabla 2
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 88
Conexiones Mecnicas y Elctricas Lista de Control 4 (1/2)
Cliente
Tipo de mquina Nmero de serie de la mquina
Seguridad:
Los cables de entrada estn separados de la red de energa elctrica.
Los cables tienen puesta a tierra.
Datos elctricos:
Mquina Red de energa elctrica
Tensin.............................................V/VCA Tensin..................................V/VCA
Frecuencia........................................Hz Frecuencia................................Hz
Calefactor
para la mquina: .............V/VCA, .............W
*) Calefactor para unidad
de anillo deslizante: ...........V/VCA,
..........W
Motor del ventilador
externo: .................V/VCA, ..............W/CV
*) Motor del dispositivo elevador de
escobillas: .................V/VCA
1 o 3 fases
*) Tipo de mquina AMK
Prueba de aislamiento: (Ver captulo: Mantenimiento de Bobinado para Mquinas Elctricas.)
Bobinado del estator
medido con meghmetro con... V/VCD
Temperatura del bobinado.C/F
Valor de aislamiento
(despus de 1 min.)................ M
R (40C/104F) = .............................. M
Valor de aislamiento
(despus de 10 min.)............. M
R (40C/104F) = ...................... M
Configuaraciones de las protecciones principales:
Nivel de sobrecarga de corriente ....... Nivel de sobrecarga ...........
Nivel de proteccin diferencial.. Nivel de falla a tierra .....
Nivel de secuencia negativa .. Tiempo de aceleracin ...
Otro(s) nivel(es) de proteccin ..
La red de suministro posee:
Proteccin contra bajo voltaje, configurada en ...
Transformadores de corriente, ratio
Transformadores de tensin, ratio ...
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 89
Conexiones Mecnicas y Elctricas Lista de Control 4 (2/2)
Equipo de control
Control de temperatura Alarma (C/F) Disparo (C/F)
En bobinado del estator
En cojinetes
En .
Control de fluido o presin: (m
3
/s o Pa) Alarma Disparo
(ft
3
/s o psi)
Aceite lubricante mn.
Aceite lubricante mx.
Agua de Enfriamiento (Tipo de mquina AM_)
Proteccin del filtro (Tipo de mquina AM_)
Control de vibraciones:
Comentarios:
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 90
Prueba de Funcionamiento Lista de Control 5
Cliente
Tipo de mquina Nmero de serie de la mquina
Fecha Nombre del supervisor
Conexiones:
Los dispositivos auxiliares han sido controlados.
Los restatos estn conectados y la unidad de anillo deslizante se ha controlado (tipo de mquina: AMK).
Todas las conexiones se han controlado y la puesta a tierra de los cables de suministro se ha desconectado.
Primera puesta en marcha
Direccin de rotacin: sentido horario sentido antihorario (visto desde el
extremo de la transmisin (extremo D))
Ruido: normal anormal
Segunda puesta en marcha (a mxima velocidad)
Funcionamiento normal anormal
Ruido: normal anormal
Vibracin: normal anormal
Chispeo: normal anormal
Funcionamiento correcto Se detiene el funcionamiento (por qu?)
........................................................................................................................
Hora Temp. de
cojinetes
Temperatura de bobinado Estator Vibracin
(mm/s, m)
Carga
o Extrem
o D
Extrem
o N
U / T1 V / T2 W /T3 Corr
.
Factor
de
poten
cia
(in/seg,
milipulgadas)
W
Fecha (C/F) (C/F) (C/F) (C/F) (C/F) (A) Extre
mo D
Extre
mo N
(AP)
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 91
Inspeccin Lista de Control 6
Cliente
Tipo de mquina Nmero de serie de la mquina
Cantidad de puestas en marcha en una semana.. Horas de funcionamiento en una
semana..
Comentarios:
Se deben conservar los registros de los datos operativos para utilizarlos como referencia durante
los trabajos de mantenimiento, la resolucin de problemas y las reparaciones. No se deben enviar
a ABB copias de dichos registros.
Ao. , Semana Lun Mar Mi Jue Vie Sb Dom
Punto de inspeccin Fecha
Potencia de carga (W/CV)
Corriente de carga (A)
Indicacin de Falla (S/No)
Temperatura de cojinetes (Extremo D)(C/F)
Temperatura de cojinetes (Extremo N)(C/F)
Nivel de aceite (Normal/Anormal)
Filtracin de aceite (S/No)
Temperatura de bobinado U/T1 (C/F)
Temperatura de bobinado V/T2 (C/F)
Temperatura de bobinado W/T3 (C/F)
Flujo de refrigerante (m
3
/h/Gpm)
Filtracin de aceite (tipo de mquina AM_)
(S/No)
Nivel de vibraciones (Normal/Anormal)
Ruido (Normal/Anormal)
Chispeo de anillo deslizante
(Normal/Anormal)
(Tipo de mquina AMK.)
ABB
Manual del Usuario, AMK 400-500
Captulo 10 Listas de Control
Para archivos
A De Fecha Pgina
Emitido por Registro n Contina en pgina
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 92
Mantenimiento Lista de Control 7
Cliente
Tipo de mquina Nmero de serie de la mquina
Intervalo de mantenimientoh, Horas de funcionamiento., Cantidad de arranques
Cojinetes: Cambio de lubricante Tipo de lubricante.........
Cantidad.
Cambio de filtro de aceite Tipo de filtro de aceite
Bridas y tubos controlados
Comentarios:
Refrigeracin: Bridas y tubos controlados Limpios
Filtro de aceite controlado Reemplazado
Enfriador de aire controlado Limpio
Aletas del enfriador de aire (Tipo de mquina AM_) Limpias
Las aletas de refrigeracin estn limpias (tipo de mquina HXR)
Comentarios:
Parte elctrica: Conexin de cables de alta tensin controlada
Conexin de cables de control controlada
Calefactor controlado
Mquina abierta e inspeccionada
*) Unidad de anillo deslizante controlada Carbones controlados Reemplazados
*) Tipo de mquina AMK
Comentarios:
Parte mecnica: Acoplamientos controlados
Pernos de cimentacin controlados
Cimentacin controlada
Mquina controlada en general
Mquina abierta y controlada
Cojinetes abiertos y controlados
Comentarios:
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 93
Captulo 11Gua de Localizacin de Fallas
Puesta en marcha ............................................................................................................................................
Temperatura .................................................................................................................................................
Cojinetes (Cojinetes antifriccin) ....................................................................................................................
Cojinetes (Cojinetes del Eje) ...........................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 94
Puesta en marcha Gua de Localizacin de Fallas 1
Cliente
Tipo de mquina N de serie de mquina
El rel de sobrecarga trmica
se dispar
Tiempo de puesta en
marcha demasiado
prolongado
Inercia de carga
muyalta
Controlar que la inercia de carga sea la misma
que la indicada en la orden de compra ABB
Torque de carga
muyalto
Controlar el mtodo de
puesta en marcha de la
mquina accionada 2)
La configuracin del disparo de
sobretensin momentnea no es
correcta
El valor mximo momentneo de la corriente de
puesta en marcha es 2,5 veces ms alto que el
valor r.m.s indicado
El rel de proteccin contra
sobretensin momentnea
se dispar
Controlar la causa yrepararla. Cambiar el
fusible.
LA MQUINA NO SE
PONE EN MARCHA
FALTA UNA
FASE
Fusible
quemado
El equipo de puesta en marcha
falla
Controlar el equipo de
puesta en marcha 3)
1) Si la carga de inercia es mayor que la informada, contactar al representante local de
ABB.
2) Las mquinas accionadas pueden tener mtodos de puesta en marcha diferentes. Muchas de ellas se
pueden poner en marcha sin carga. Por ejemplo, los compresores y ventiladores se pueden poner en
marcha con los labes de la entrada de aire cerrados. En los refinadores se puede iniciar la alimentacin de
pulpa luego de poner en marcha la mquina. Es posible que la mquina no comience con carga, si se ha
diseado para ponerse en marcha sin carga. En este caso la mquina puede daarse.
3) El fabricante de la mquina no proporciona equipo de puesta en marcha. Contactar al representante local
de ABB.
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 95
Temperatura Gua de Localizacin de Fallas 2
Cliente
Tipo de mquina N de serie de maquina
Hayotra mquina cerca Conducto de
aire
obstruido
Tubera de agua
obstruida
Abrir y
regular
Abrir y
regular
No circula el agua
Aire en la
tubera de
agua
No funciona la vlvula de
agua de enfriamiento
Reparar la
falla
Los circuitos de enfriamiento no
se deben perturbar
Regular ventilacin suficiente para el
motor 1)
Purgar aire de la
tubera de agua a
travs del tornillo de
purga
TEMPERATURA ELEVADA DEL BOBINADO
Temp. ambiente
demasiado elevada
Aire de enfriamiento
demasiado caliente
Temp. de agua de enfriamiento demasiado
elevada (mquina tipo AM)
Regular condensacin
suficiente para agua de
enfriamiento
Fatlta una fase
Fusible
quemado
Detener el
funcionamiento y
controlar la causa
sobrecarga
Reparar la falla
El ventilador externo
no funciona
Ventilador externo
gira en direccin
contraria
Cambiar direccin de
rotacin
Ventilador del motor
gira en direccin
contraria
Controlar corriente-
voltaje yeliminar la
sobrecarga
Se dispar
proteccin del motor
del ventilador
Reparar la falla
Cambiar el
ventilador
Agua de enfriamiento
demasiado caliente
Suciedad en el bastidor
de la mquina (mquina
tipo HXR)
Limpiar el
bastidor
1) Por ejemplo se pueden separar las mquinas. Si la temperatura ambiente es demasiado
elevada, regular el aire acondicionado.
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 96
Cojinetes (Cojinetes antifriccin) Gua de Localizacin de Fallas 3 (pgina 1/4)
Cliente
Tipo de mquina N de serie de maquina
SNTOMAS COMUNES
A Sobrecalentamiento del cojinete E Rendimiento deficiente del equipo
B Cojinete ruidoso F El cojinete est flojo en el eje
C Los recambios son muy frecuentes G Es difcil hacer girar el eje
D Vibracin
A B C D E F G
Problemas tpicos Causa Solucin prctica
Lubricacin
inadecuada
La grasa o aceite se descomponen
porque
son del tipo equivocado para
las condiciones de funcionamiento.
Consultar al fabricante del lubricante para
determinar el tipo adecuado. Verificar la
miscibilidad si se cambi el tipo de grasa o
aceite.
Lubricacin
Insuficiente
Cantidad de grasa insuficiente en
la carcasa del cojinete.
Aadir 1/3 a 1/2 de grasa en la carcasa .
Nivel bajo de aceite. Filtracin de
lubricante por el sello.
El nivel de aceite debe estar por debajo del
centro del elemento rodante inferior .
Lubricacin
excesiva
Carcasa llena de grasa o nivel de
aceite muy alto. Ruido por exceso de
lubricante, altas temperaturas de
funcionamiento o filtracin de aceite.
Purgar el cojinete hasta que la carcasa tenga
grasa hasta la mitad. Para cojinetes lubricados
con aceite, reducir el nivel de aceite por debajo
del centro del elemento rodante inferior.
Juego de cojinete
insuficiente
El cojinete tiene un juego interno
inadecuado para las condiciones en
las cuales el calor externo se conduce
a travs del eje. Debido a esto, el
anillo interno se expande
excesivamente
Verificar si el juego del cojinete sobrecalentado
corresponda con el especificado en la placa de
rgimen de la mquina. Si es as, cambiar el
cojinete por otro con mayor juego radial . Si no
es el caso, solicitar un cojinete que corresponda
con lo especificado en la placa de rgimen.
Si no se puede leer la designacin contactar al
fabricante del cojinete..
Materia extraa que
acta como sustancia
abrasiva
Suciedad, arena, carbn u otros
contaminantes ingresan por la carcasa
del cojinete.
Limpiar la carcasa del cojinete. Reemplazar los
sellos gastados y mejorar el diseo del sellado
para obtener una adecuada proteccin del
cojinete.
Materia extraa que
acta como sustancia
corrosiva
Agua, cidos, pinturas u otras
sustancias corrosivas ingresan por la
carcasa del cojinete.
Instalar un escudo protector y/o retn para
proteccin contra materia extraa. Mejorar los
sellos.
Materia extraa en la
carcasa del cojinete.
No se retiraron rebabas, polvo etc. de
la carcasa antes del montaje de la
unidad del cojinete.
Limpiar cuidadosamente y colocar lubricante.
Cojinetes precargados "Dos cojinetes de posicionamiento"
sobre un eje. Juego axial insuficiente
en la construccin del cojinete a
causa de una excesiva extensin del
eje
Mejorar la posibilidad de expansin del eje
fresando la cubierta exterior del cojinete.
El anillo externo gira
loco en la carcasa
Carga desbalanceada. Reequilibrar la mquina.
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 97
Cojinetes (Cojinetes Antifriccin) Gua de localizacin de Fallas 3 (pgina 2/4)
Cliente
Tipo de mquina N de serie de maquina
El cojinete hace
ruido
rea plana en la superficie del
elemento rodante debido al
deslizamiento
Verificar los elementos rodantes y
reemplazar el cojinete si un elemento
rodante tiene un rea plana. Controlar que
se aplique la carga mnima requerida al
cojinete.
Desalineacin
lineal y/o angular
del eje.
Alineacin linear o angular
incorrecta de dos o ms ejes
acoplados con dos o ms
cojinetes
Corregir alineacin compensando la
mquina elctrica. Asegurarse de que los
ejes estn acoplados en lnea recta.
Asegurarse de utilizar cuas de soporte
completo.
El elemento
rodante est
abollado
Mtodo incorrecto de montaje.
El martillo golpea en el cojinete
Reemplazar el cojinete con uno nuevo.
Nunca martillar las partes del cojinete
durante el montaje. Siempre calentar el
cojinete antes de montarlo.
Vibraciones Vibracin debido al exceso de
juego en el cojinete.
Utilizar un cojinete con juego interno
recomendado.
Vibraciones El equipo vibra.
Verificar el balance de las piezas rotativas.
Reequilibrar el equipo.
Verificar la rigidez de la cimentacin.
reforzarla.
Cojinete
descolorido
Deformacin del eje y de otros
componentes de la unidad de
cojinetes, probablemente debido
al calor.
Usar un soplete para retirar el cojinete
slo en casos extremos. Evitar alta
concentracin de calor en cualquier punto
para que no haya deformaciones.
Reemplazar los cojinetes descoloridos.
El cojinete hace
ruido
Exposicin del cojinete a
vibraciones mientras la mquina
esta inactiva.
Verificar que el cojinete no tenga reas
desgastadas correspondientes a la
separacin de los elementos rodantes..
Para equipos auxiliares los cojinetes de
bolas son ms apropiados que los cojinetes
de rodillo para soportar la vibracin.
REFERENCIAS: ..................................................................................................................................................
SKF, Manual de Mantenimiento
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 98
Cojinetes (Cojinetes del Eje) Gua de Localizacin de Fallas 3 (pgina 3/4)
Cliente
Tipo de mquina N de serie de maquina
TEMPERATURA ELEVADA DEL COJ INETE
Temp. del aceite
demasiado elevada
Fuerzas axiales
Falla cojinete
montado
Revestimien
tos daados
Se desmont el
cojinete?
Hay impurezas
en el aceite?
Corriente inductiva
en el cojinete?
Cojinete totalemente
gripado
Fallan los
instrumentos?
Reparar chumacera
Reemplazar revestimiento
Poner en servicio nuevamente
Reparar
aislamiento del
cojinete
Reparar el refrigerador
Continua en
siguiente pgina
(4/4)
Falla
refrigerador
de aceite
Controlar si el cojinete
est diseado para llevar
cargas axiales
Lubricacin
insuficiente
Cambiar aceite
Abrir y regular
Falla viscosidad
del aceite
Controlar viscosidad
con la placa de
llubricacin
Falla el
acople
Fuerza axial
demasiado
elevada
No
Si
ABB
Manual del Usuario, AMK 400-500
Captulo 11 Gua de Localizacin de Fallas
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 99
Cojinetes (Cojinetes del Eje) Gua de Localizacin de Fallas 3 (pgina 4/4)
Cliente
Tipo de mquina N de serie de maquina
Nivel de
aceite bajo
Controlar estado de
mantenimiento
Agregar
aceite
La bomba de acei te
no es confi able?
Se dispara la
proteccin del motor?
Encontrar la
falla y reparar
Nivel de
aceite
bajo
Filtro de
aceite
obstruido
Cambiar filtro
Cierre de vlvula
reducido?
ltima
regulacin?
Regular flujo
Temp. de aceite
demasiado baja
Falla calentador
de aceite
Calidad de aceite
inapropiada
Compara con la
calidad recomendada
por ABB
Cambiar calidad
de aceite
Aceite gastado
Controlar estado de
cambio de aceite
Cambiar aceite
Func. del anillo de
lubricacin
dudosa
Desmontaje anterior
del cojinete?
Desmontar y
ajustar
Fugas de
aceite?
Viene de pgina
anterior (3/4).
TEMP. INESTABLE
DEL COJ INETE
Aceite
gastado
Cambiar aceite
Nivel de aceite
bajo
Agregar
aceite
Abrir cojinete y
regular
Impurezas en
el aceite
Cambiar aceite
FUGAS DE ACEITE
Sellos del
eje daados
Cambiar sellos
No funcionan
los sellos de las
esclusas de aire
Reparar y limpiar
Nivel de aceite
demasiado elevado
Corregir nivel de
aceite
Problemas en el
retorno de flujo de
aceite
Inclinacin
incorrecta de la
tubera de retorno?
Controlar estado de
mantenimiento
Encontrar la
falla y reparar
Func. del anillo de
lubricacin dudosa
Sobrepresin
dentro del cojinete
Eliminar la causa de
la presin defectuosa
Flujo de aceite
demasiado elevado
Corregir flujo de
aceite
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 100
Captulo 12 - Apndices
Apndice 1 ..........................................................................................................................................
Apndice 2 ..........................................................................................................................................
Apndice 3 ..........................................................................................................................................
Apndice 4 ..........................................................................................................................................
Apndice 5 ..........................................................................................................................................
Apndice 6 ..........................................................................................................................................
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 101
Apndice 1
Eje de nivelacin Placas base / basada
con pernos de anclaje
Placas base / basada
con pernos pasantes
1 Placa base /
basada
7 Elemento de
nivelacin
9 Placa corredera
10 Aglomerante
sinttico
1 Placa base / basada
2 Espesores
3 Perno de sujecin
4 Perno de
posicionamiento
5 Perno de anclaje
cimientos
6 Perno pasante
cimientos
7 Eje de nivelacin
8 Placa de anclaje
9 Cimiento de
hormign
10 Colada
11 Pasta para rellenar
sinttica
12 Pasta para rellenar
elstica
13 Tuerca de anclaje
Fig. 1 Fig. 2 Fig. 3
volver a apretar
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 102
Apndice 2
1
Cojinete de bola
6 Anillo de seguridad
2 Cubierta interna del cojinete 8 Cubierta externa del cojinete
4 Placa de la cubierta 10 Tornillo Allen
5 Vlvula de engrase 11
Empaquetadura de laberinto
ATENCIN Los tornillos estn bloqueados con loctite.
Construccin de cojinetes para rodamiento de bola con ranura profunda
bloqueado axialmente
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 103
Apndice 3
1 Cojinete de bola 7 Tubera de lubricacin
2 Cubierta interna del cojinete 8 Cubierta externa del cojinete
9 Resorte
4 Placa de la cubierta 10 Tornillo Allen
5 Vlvula de engrase 11
Empaquetadura de laberinto
6 Anillo de seguridad
ATENCIN Los tornillos estn bloqueados con loctite.
Construccin de cojinetes para rodamiento de bola con ranura profunda bloqueado axialmente
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 104
Apndice 4
1
COJINETE DE RODILLOS
CILNDRICOS
4
CUBIERTA EXTERNA DEL
COJINETE
2
CUBIERTA INTERIOR DEL
COJINETE
5 ANILLO DE SEGURIDAD
3 VLVULA DE ENGRASE 6 TORNILLO HEXAGONAL
Los tornillos (tem 6) estn bloqueados con un sellador.
b) Sellar la superficie entre las piezas con un compuesto sellador.
Construccin de cojinetes para rodamiento de rodillos cilndricos
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 105
Apndice 5
1
Cojinete de bola de contacto angular
10 Tornillo Allen
2 Cubierta interior del cojinete 11 Cubierta
4 Placa de la cubierta 12 Anillo de lubricacin
5 Vlvula de engrase 13 Tornillo hexagonal
6 Anillo de seguridad 14 Placa base
8 Cubierta externa del cojinete
ATENCIN Los tornillos estn bloqueados con loctite.
Construccin de cojinetes para rodamiento de bola de contacto angular (mquinas
verticales)
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 106
Apndice 6
1
Cojinete de bola
6 Anillo de seguridad
2 Cubierta interna del cojinete 8 Cubierta externa del cojinete
4 Placa de la cubierta 10 Tornillo Allen
5 Vlvula de engrase 11
Empaquetadura de laberinto
ATENCIN Los tornillos estn bloqueados con loctite.
Construccin de cojinetes para rodamiento de bola de contacto angular de montaje back-to-
back (para empuje axial)
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 107
Apndice 7
COJ INETE DE POSICIONAMIENTO AXIAL COJ INETE LIBRE AXIALMENTE
1 CARCASA DEL COJINETE 6 VISOR DE NIVEL DE ACEITE
2 CORAZA DEL COJINETE 7 VISOR DEL ANILLO DE LUBRICACIN /
TAPN DE LLENADO DE ACEITE
3 ANILLO DE LUBRICACIN 8 TAPN DE VACIADO DE ACEITE
4 SELLO DE LABERINTO 9
POSICIN DEL ORIFICIO PARA EL
TERMMETRO
5 SELLO DE MQUINA 10 CORAZA AISLADA
Cojinetes del eje
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 108
Apndice 8
1 ROTOR 6
TAPA EXTREMO D
2 ESTATOR 7
TAPA EXTREMO N
3 VENTILADOR INTERNO 8
JUNTA TRICA
4 GUA DE AIRE 9
UNIDAD DE ANILLOS
DESLIZANTES
5 UNIDAD DE REFRIGERACIN
/CUBIERTA SUPERIOR
Plano de corte de una mquina de montaje horizontal con unidad de anillos
deslizantes de contacto permanente
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 109
Apndice 9
1 ESTATOR 6 UNIDAD DE REFRIGERACIN
2 ROTOR 7
TAPA DEL EXTREMO D
3
CLAVIJA DE SEGURIDAD DE LA TAPA
DEL EXTREMO DEL ESTATOR
8
TAPA DEL EXTREMO N
4 GUA DE AIRE 9
UNIDAD DE ANILLOS DESLIZANTES
5 VENTILADOR INTERNO 10
JUNTA TRICA
Plano de corte de una mquina de montaje vertical con unidad de anillos deslizantes de
contacto permanente
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 110
Apndice 10
Conexiones delta y en estrella
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 111
Apndice 11
Detalles de la Carcasa
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 112
Apndice 12
Engranaje de Anillos Deslizantes
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 113
Apndice 13
Unidad de Anillos Deslizantes
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 114
Apndice 14
Mecanismo Elevador de Escobillas
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 115
Apndice 15
Mecanismo Elevador de Escobillas, Piezas
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 116
Apndice 16
Collar portaescobillas
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 117
Apndice 17
Buln de las Escobillas
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 118
Apndice 18
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 119
Teora de la Operacin
POSITION 1: Posicin 1
MOTOR D-END: extremo D del
motor
START POSITION: posicin de
puesta en marcha
BRUSHES ARE DOWN: las
escobillas estn bajas
SHORT CIRCUIT RING IS
OPEN: el anillo de corto circuito
est abierto
POSITION 2: posicin 2 POSITION 3: posicin 3
SHORT CIRCUIT RING IS
STARTING TO CLOSE:el anillo
de corto circuito empieza a
cerrarse
POSITION 4: posicin 4
BRUSHES ARE STARTING TO
MOVE UP: las escobillas
empiezan a moverse hacia
arriba
SHORT CIRCUIT RING IS
CLOSED:el anillo de corto
circuito est cerrado
CONTROL FORK: horquilla de
control
VERSION A: version A
VERSION B: version B
POSITION 5: posicin 5
RUN POSITION: posicin de
funcionamiento
BRUSHES ARE UP: las
escobillas estn arriba
SHORT CIRCUIT RING IS
CLOSED: el anillo de corto
circuito est cerrado
DETAIL 1 (RUN): detalle 1 (en
funcionamiento)
DETAIL 2 (START): detalle 2
(inicio)
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 120
Apndice 19
Conexiones elctricas
ABB
Manual del Usuario, AMK 400-500
Captulo 12 Apndices
P34AMK039510 SP Copyright 2006, ABB SACE S.p.A 121
DIRECTION OF ROTATION: direccin de
rotacin
TOWARDS RUNNING POSITION; SHORT
CIRCUIT RING CLOSING, BRUSHES MOVING
UP: hacia direccin de funcionamiento, anillo de
corto circuito cerrndose, escobillas movindose
hacia arriba
TOWARDS STARTING POSITION; BRUSHES
MOVING DOWN, SHORT CIRCUIT RING
OPENING: hacia direccin de inicio, escobillas
movindose hacia abajo, anillo de corto circuito
abrindose
CAMS: BLACK, GRAY: levas: negro, gris
CAMS: WHITE, BEIGE: levas: blanco, beige
CAM POSITION ADJ USTMENT: regulacin
posicionamiento de levas
TERMINAL 1: NEUTRAL: Terminal 1: posicin neutra
TERMINAL 2: TOWARDS STARTING POSITION: Terminal 2: hacia posicin de inicio
TERMINAL 3: TOWARDS RUNNING POSITION: Terminal 3: hacia posicin de funcionamiento
TERMINALS 4 AND 6: STARTING POSITION INDICADOR: terminales 4 y 6: indicador de posicin de
incio
TERMINALS 7 AND 9: RUNNING POSITION INDICATOR: terminales 7 y 9: indicador de posicin de
funcionamiento
HAND/REMOTE SWITCH: interruptor manual/remoto
TRAVEL LIMIT-SWITCH, DIRECTION OF ROTATION CW (RIGHT-TURNING): interruptor limitador de
carrera, direccin de rotacin en sentido horario (hacia la derecha)
TRAVEL LIMIT-SWITCH, DIRECTION OF ROTATION CCW (LEFTTURNING): interruptor limitador
de carrera, direccin de rotacin en sentido antihorario (hacia la izquierda)
TORQUE LIMIT-SWITCH, DIRECTION OF ROTATION CW (RIGHT-TURNING): interruptor limitador
de torque, direccin de rotacin en sentido horario (hacia la derecha)
TORQUE LIMIT-SWITCH, DIRECTION OF ROTATION CCW (LEFTTURNING): ): interruptor limitador
de torque, direccin de rotacin en sentido antihorario (hacia la izquierda)
THERMAL CUT-OUTS (OF MOTOR): disyuntores trmicos (del motor)
H FAULT: falla
K REALY OF TORQUE LIMIT-SWITCH: rel del interruptor limitador de torque
THE LAMP H IS LIT WHEN THE TORQUE IS HIGHER THAN 80 Nm: la lmpara H est encendida
cuando el torque es superior a 80 Nm
TO RESET A FAULT, SWITCH S1 IN POSITION 0: para reiniciar en caso de falla, llevar el interruptor
S1 a la posicin 0
L ON TERMINAL 2: LEFT TURNING CCW: L en Terminal 2; rotacin hacia la izquierda -
antihoraria
L ON TERMINAL 3: RIGHT TURNING CW: L en Terminal 3: rotacin hacia la derecha - horaria
Servicio Internacional Postventa para
Mquinas Elctricas Rotativas
ABB SACE S.p.A.
Oficina Central y Ventas Dpto. Tcnico y Taller
Via L. Lama, 33 Via dellIndustria, 18
20099 SESTO SAN GIOVANNI 20010 VITTUONE
MILAN ITALIA MILAN - ITALIA
Tel. + 39 02 2414.1 Tel. + 39 02 9034.1
Tel. + 39 02 2414.3086 Tel. + 39 02 9034.7272
www.abb.com/motors&drives
You might also like
- Tema8-Ensayos No DestructivosDocument56 pagesTema8-Ensayos No DestructivosvagologiaNo ratings yet
- Cálculo Del Par de Apriete o Torque de Un TornilloDocument9 pagesCálculo Del Par de Apriete o Torque de Un TornilloYoyito MarulandaNo ratings yet
- Ensayos No DestructivosDocument19 pagesEnsayos No DestructivosClaudia Milena RuaNo ratings yet
- Fundamentos y aplicaciones del ensayo no destructivo por líquido penetranteDocument12 pagesFundamentos y aplicaciones del ensayo no destructivo por líquido penetranteCarlos SanchezNo ratings yet
- Mantenimiento de Plantas Hidroelécticas Practicas BibliografiaDocument52 pagesMantenimiento de Plantas Hidroelécticas Practicas Bibliografiaacapac14No ratings yet
- Ajuste SuperboltDocument6 pagesAjuste Superboltacapac14No ratings yet
- Metrologia y Ajustes Mecanicos Modo de CompatibilidadDocument108 pagesMetrologia y Ajustes Mecanicos Modo de CompatibilidadEduardo AngelNo ratings yet
- Qué Trabajos Son Considerados de Alto RiesgoDocument1 pageQué Trabajos Son Considerados de Alto Riesgoacapac14No ratings yet
- Técnicas de Mantenimiento IndustrialDocument235 pagesTécnicas de Mantenimiento IndustrialFreeLatinBird100% (6)
- Turbin AsDocument18 pagesTurbin Asacapac14No ratings yet
- Turbinas HidraulicasDocument51 pagesTurbinas Hidraulicasvelisa815986No ratings yet
- Manual ConductorDocument81 pagesManual Conductorestebanferb100% (1)
- Cocteles 3Document24 pagesCocteles 3acapac14No ratings yet
- Aceros Al Carbono y Aceros Especiales (Normas Une)Document6 pagesAceros Al Carbono y Aceros Especiales (Normas Une)Sergio Al100% (5)
- Manual MineriaDocument290 pagesManual Mineriadfmejiay100% (4)
- Examen Op. Maq. MinerasDocument14 pagesExamen Op. Maq. MinerasAndrés Calderón100% (8)
- Análisis de VibracionesDocument13 pagesAnálisis de Vibracionesacapac14No ratings yet
- Examen Op. Maq. MinerasDocument14 pagesExamen Op. Maq. MinerasAndrés Calderón100% (8)
- Practica 3Document5 pagesPractica 3lolaNo ratings yet
- Métodos SeparaciónDocument24 pagesMétodos SeparaciónJairo Cariño MorenoNo ratings yet
- Trefilado y Estirado de TubosDocument23 pagesTrefilado y Estirado de TubosDavid Fontecha0% (1)
- Guia Horno Ahorrador PDFDocument8 pagesGuia Horno Ahorrador PDFMonika HöstereyNo ratings yet
- Albumina BovinaDocument1 pageAlbumina BovinaYhovana Mendoza MamaniNo ratings yet
- Guía N°14 de QuímicaDocument3 pagesGuía N°14 de QuímicaXimena Vergara QNo ratings yet
- El Cono en La Exploracion Geotecnica TGCDocument232 pagesEl Cono en La Exploracion Geotecnica TGCfranciscoerezNo ratings yet
- SIMULACRO PitagorasDocument3 pagesSIMULACRO Pitagorasvictor castillaNo ratings yet
- Calculos de Sistemas VaporDocument11 pagesCalculos de Sistemas VaporJulio Mamani100% (1)
- Predicción GeopresionesDocument26 pagesPredicción GeopresionesEso Payaso80% (5)
- C El Intercambio Gaseoso en PecesDocument2 pagesC El Intercambio Gaseoso en PecesRUTH VIVIANA BOZA FARFANNo ratings yet
- Matriz Evaluativa Tridimensional 8° BásicoDocument4 pagesMatriz Evaluativa Tridimensional 8° BásicoFrancisco B. CatNo ratings yet
- Foam soap safety data sheetDocument5 pagesFoam soap safety data sheetDaniel Soto Sanabria100% (1)
- NTC 4020 Agregados para Mortero de Relleno Utilizado en MamposteríaDocument7 pagesNTC 4020 Agregados para Mortero de Relleno Utilizado en MamposteríaDavid MeloNo ratings yet
- Practica 3 OsciloscopioDocument10 pagesPractica 3 OsciloscopioAnonymous kZbOtbNo ratings yet
- Proyecto Linea Transmision 125kv Aragua CaraboboDocument31 pagesProyecto Linea Transmision 125kv Aragua CaraboboEduar LopNo ratings yet
- EjerciciosDocument7 pagesEjerciciosDavid Reinaldo Ascue SalgadoNo ratings yet
- Manual técnico autoclaves 3840, 3850 y 3870 HSG-DDocument124 pagesManual técnico autoclaves 3840, 3850 y 3870 HSG-DLuciano Andres Villarroel Muñoz82% (22)
- Elementos de MaquinasDocument20 pagesElementos de MaquinasAnderson DaviranNo ratings yet
- 1 Celdas VoltaicasDocument5 pages1 Celdas VoltaicasWilliam HinojosaNo ratings yet
- Ayudantias Fisica DDocument3 pagesAyudantias Fisica DLuis Angel RGNo ratings yet
- 04 Yeso Expo 160225094933Document38 pages04 Yeso Expo 160225094933Jhoe JANo ratings yet
- Informe Microscopio Mariano para Sacar 20 en El Examen PulpinDocument10 pagesInforme Microscopio Mariano para Sacar 20 en El Examen PulpinMariano Martínez Alvites100% (4)
- Ultuma TareaDocument6 pagesUltuma Tareabladimir dcNo ratings yet
- MonografiaDocument46 pagesMonografiaAlejo FloresNo ratings yet
- Paper Coccion Por Conveccion de Una Hamburguesa de PolloDocument13 pagesPaper Coccion Por Conveccion de Una Hamburguesa de PolloJesus Salvador Gmz FrnNo ratings yet
- Tecnica de Colesterol HDLDocument1 pageTecnica de Colesterol HDLQUIMICO CLINICO WILLIANS SANCHEZ100% (6)
- Sistemas Estructurales Integrados PDFDocument6 pagesSistemas Estructurales Integrados PDFINGENIERIA COLOMBIANANo ratings yet
- Elasticidad Problemas Resueltos PDFDocument33 pagesElasticidad Problemas Resueltos PDFGIOVANNI VIDAL MORALES100% (1)
- Mecanico T-I CompletaDocument115 pagesMecanico T-I CompletaOmri AmayaNo ratings yet