You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Unit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Document5 pagesUnit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Justin MagnanaoNo ratings yet
- SCM NotesDocument29 pagesSCM NotesNisha Pradeepa100% (2)
- Mechanical Design of Shell and Tube Type PDFDocument4 pagesMechanical Design of Shell and Tube Type PDFSuryaprakashNo ratings yet
- The Judicial Affidavit RuleDocument20 pagesThe Judicial Affidavit RuleMhay ReyesNo ratings yet
- RA 8042 and RA 10022 ComparedDocument37 pagesRA 8042 and RA 10022 ComparedCj GarciaNo ratings yet
- Tipicne Fraze - EngleskiDocument12 pagesTipicne Fraze - EngleskiNeky83100% (2)
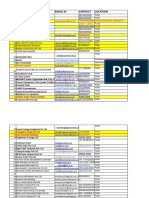
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocument65 pagesCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- Unit 06 Extra Grammar ExercisesDocument3 pagesUnit 06 Extra Grammar ExercisesLeo Muñoz43% (7)
- Energies 11 01852 PDFDocument15 pagesEnergies 11 01852 PDFPetrovic MladenNo ratings yet
- Lenovo G560 Hardware Maintenance Manual V2.0Document90 pagesLenovo G560 Hardware Maintenance Manual V2.0Anonymous x80r3PvNo ratings yet
- PLTMT Um001 en PDocument235 pagesPLTMT Um001 en PPetrovic MladenNo ratings yet
- Bosch MaquinasDocument13 pagesBosch MaquinasnomecNo ratings yet
- Southeastern Europe (Balkans) : AlbaniaDocument5 pagesSoutheastern Europe (Balkans) : AlbaniaPetrovic MladenNo ratings yet
- How To Make A Recycled Paper WalletDocument14 pagesHow To Make A Recycled Paper WalletPetrovic MladenNo ratings yet
- ENVEOLI100609ENDocument2 pagesENVEOLI100609ENPetrovic MladenNo ratings yet
- I Gnit On Switch Relay Tech TipDocument3 pagesI Gnit On Switch Relay Tech TipPetrovic MladenNo ratings yet
- XBTN - R - RT Compact Display UnitsDocument182 pagesXBTN - R - RT Compact Display UnitsPetrovic MladenNo ratings yet
- Troubleshooting - Listen To Your Car PDFDocument4 pagesTroubleshooting - Listen To Your Car PDFPetrovic MladenNo ratings yet
- B JA RON GAWATDocument17 pagesB JA RON GAWATRon GawatNo ratings yet
- Rbalance Rotor Balancing ProcedureDocument2 pagesRbalance Rotor Balancing ProcedureBradley NelsonNo ratings yet
- D882 - Pruebas A Películas.Document11 pagesD882 - Pruebas A Películas.CamiloSilvaNo ratings yet
- Built For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790Document4 pagesBuilt For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790abe cedeevNo ratings yet
- Parents Day Script - PDF - Schools - LeisureDocument17 pagesParents Day Script - PDF - Schools - LeisureNAIDU SHAKEENANo ratings yet
- Open Recruitment Member Kejar Mimpi Periode 2023 (Responses)Document22 pagesOpen Recruitment Member Kejar Mimpi Periode 2023 (Responses)Sophia Dewi AzzahraNo ratings yet
- Resume DaniellaAmatoDocument2 pagesResume DaniellaAmatoDaniellaNo ratings yet
- EG3000 ManualDocument7 pagesEG3000 ManualJose Armando Perez AcostaNo ratings yet
- IPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREDocument22 pagesIPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREShaheen TajNo ratings yet
- G.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsDocument8 pagesG.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsHp AmpsNo ratings yet
- Catalog CONSUDocument19 pagesCatalog CONSUVăn Nam PhạmNo ratings yet
- Seaflo Outdoor - New Pedal Kayak Recommendation July 2022Document8 pagesSeaflo Outdoor - New Pedal Kayak Recommendation July 2022wgcvNo ratings yet
- Efectele Crizei Economice Asupra Politicilor Pietei Muncii Din RomaniaDocument24 pagesEfectele Crizei Economice Asupra Politicilor Pietei Muncii Din Romaniacristian_incaltarauNo ratings yet
- In Gov cbse-SSCER-191298202020 PDFDocument1 pageIn Gov cbse-SSCER-191298202020 PDFrishichauhan25No ratings yet
- Index: Title Page Acknowledgement Chapter 1: ProfilesDocument43 pagesIndex: Title Page Acknowledgement Chapter 1: ProfilesRaushan singhNo ratings yet
- Wizard's App Pitch Deck by SlidesgoDocument52 pagesWizard's App Pitch Deck by SlidesgoandreaNo ratings yet
- MONETARY POLICY OBJECTIVES AND APPROACHESDocument2 pagesMONETARY POLICY OBJECTIVES AND APPROACHESMarielle Catiis100% (1)
- Philips Lighting Annual ReportDocument158 pagesPhilips Lighting Annual ReportOctavian Andrei NanciuNo ratings yet
- Depreciation Methods ExplainedDocument2 pagesDepreciation Methods ExplainedAnsha Twilight14No ratings yet
- Duratone eDocument1 pageDuratone eandreinalicNo ratings yet
- Oteco 3Document12 pagesOteco 3VRV.RELATORIO.AVARIA RELATORIO.AVARIANo ratings yet
- Hutchinson - Le Joint Francais - National O-RingDocument25 pagesHutchinson - Le Joint Francais - National O-RingkikorrasNo ratings yet
- Cough: by Dr. Meghana Patil (Intern Batch 2016)Document24 pagesCough: by Dr. Meghana Patil (Intern Batch 2016)Meghana PatilNo ratings yet