You might also like
- Scrubber Wet Stack Design GuideDocument211 pagesScrubber Wet Stack Design Guideruzicastoprase100% (5)
- Autocad PrečiceDocument4 pagesAutocad PrečiceMRSRDJANINo ratings yet
- Computer-Aided Design of Corn DryersDocument20 pagesComputer-Aided Design of Corn DryersruzicastopraseNo ratings yet
- Three German FantasiesDocument6 pagesThree German Fantasieswiredpsyche100% (1)
- The Girl From Ipanema, 1963/1982 - Haruki MurakamiDocument5 pagesThe Girl From Ipanema, 1963/1982 - Haruki Murakamiruzicastoprase0% (1)
- Acid Gas Aerosol MistDocument4 pagesAcid Gas Aerosol MistFrancisco RenteriaNo ratings yet
- Unfire Pressure VesselDocument146 pagesUnfire Pressure Vesselsungkang83% (6)
- En 14491-2006 Dust Explosion Venting Protective SystemsDocument32 pagesEn 14491-2006 Dust Explosion Venting Protective Systemsdmpresas100% (1)
- Instrument AbbreviationsDocument6 pagesInstrument AbbreviationsruzicastopraseNo ratings yet
- Kontrola Fugitivne Prašine Na Presipnim MestimaDocument13 pagesKontrola Fugitivne Prašine Na Presipnim MestimaruzicastopraseNo ratings yet
- CAD Import in Abaqus FE SimulationDocument5 pagesCAD Import in Abaqus FE SimulationruzicastopraseNo ratings yet
- Dust SuppressionDocument10 pagesDust SuppressionHiran WittachyNo ratings yet
- HouweDocument9 pagesHouweruzicastopraseNo ratings yet
- HouweDocument9 pagesHouweruzicastopraseNo ratings yet
- Bednar - Pressure Vessel Design HandbookDocument230 pagesBednar - Pressure Vessel Design Handbookkarthiksoft50100% (17)
- Kontrola Fugitivne Prašine Na Presipnim MestimaDocument13 pagesKontrola Fugitivne Prašine Na Presipnim MestimaruzicastopraseNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 09 - IGV System PDFDocument4 pages09 - IGV System PDFDario100% (1)
- BPE - CatalogDocument232 pagesBPE - Catalogpaintbrush793053No ratings yet
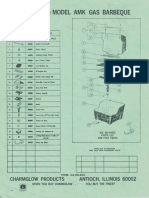
- Charmglow Model AMK Gas BarbequeDocument16 pagesCharmglow Model AMK Gas BarbequePJ Patella-ReyNo ratings yet
- PRO-MX HD I ManualDocument68 pagesPRO-MX HD I ManualtripsachinNo ratings yet
- CASE 595 P100 Trainings Manual GB PDFDocument195 pagesCASE 595 P100 Trainings Manual GB PDFjulianmata100% (2)
- Adk11 Adk12Document12 pagesAdk11 Adk12Gil DulayNo ratings yet
- Pressurized Consistometer 7025C10Document58 pagesPressurized Consistometer 7025C10Desde El ConfinamientoNo ratings yet
- Relief Valves (RH4 Series) : Catalog 4131-RH Revised, April 2001Document6 pagesRelief Valves (RH4 Series) : Catalog 4131-RH Revised, April 2001Azhar AhmadNo ratings yet
- FFS-0801 (50Hz) Submersible Turbine Pumps DatasheetDocument23 pagesFFS-0801 (50Hz) Submersible Turbine Pumps Datasheetrenepatriz3No ratings yet
- Operating Instructions for Vertical Process PumpDocument30 pagesOperating Instructions for Vertical Process PumpBudi SulistiyoNo ratings yet
- 692J Manual Technical Complete For Printing 06.30.2021Document469 pages692J Manual Technical Complete For Printing 06.30.2021Justin WestNo ratings yet
- Bcga Code of Practice CP 22: Bulk Liquid Argon or Nitrogen Storage at Production SitesDocument45 pagesBcga Code of Practice CP 22: Bulk Liquid Argon or Nitrogen Storage at Production SiteszhangjieNo ratings yet
- Neutralizing-Mineralizing Filter & Berson UV-watersterilizerDocument40 pagesNeutralizing-Mineralizing Filter & Berson UV-watersterilizerDimitry SilinshNo ratings yet
- 3300 Series Installation ManualDocument2 pages3300 Series Installation ManualMarceloGonçalvesNo ratings yet
- SHB LTM 1030-2 Uw-09 899500808 enDocument36 pagesSHB LTM 1030-2 Uw-09 899500808 enHoracio Berni100% (2)
- Avery 112Document5 pagesAvery 112Leed ENNo ratings yet
- Electrovalvula Vacio (Tipo Euv On-Off y Edw Progresivas)Document12 pagesElectrovalvula Vacio (Tipo Euv On-Off y Edw Progresivas)Daniel FigueredoNo ratings yet
- Aib Cip40 PDFDocument20 pagesAib Cip40 PDFNoufou DarankoumNo ratings yet
- Coiled Tubing Down Hole ToolsDocument9 pagesCoiled Tubing Down Hole Toolsanthony lakpahNo ratings yet
- Drivemaster 2speed Installation InstructionsDocument17 pagesDrivemaster 2speed Installation InstructionsAngel DlsgNo ratings yet
- 22MT FlexitanksDocument25 pages22MT FlexitanksYudha NugrahaNo ratings yet
- 1.1 Traced Lines: Fig 1.1 - Insulating Tracer and Product LinesDocument14 pages1.1 Traced Lines: Fig 1.1 - Insulating Tracer and Product Linesmurugn08No ratings yet
- Hydraulic Systems Design GuidelinesDocument29 pagesHydraulic Systems Design Guidelinesrajesh09100% (2)
- Workbook: Meritor WABCO Air Brake SystemsDocument30 pagesWorkbook: Meritor WABCO Air Brake SystemsDieselkNo ratings yet
- Description: - Butterfly Valve DN 25 - 600Document2 pagesDescription: - Butterfly Valve DN 25 - 600JeromeNo ratings yet
- 900 Lb. FM-200 Cylinder: FeaturesDocument2 pages900 Lb. FM-200 Cylinder: FeaturesLogan Marquez AguayoNo ratings yet
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)
- PP Aaa PP1 109Document18 pagesPP Aaa PP1 109Rabah AmidiNo ratings yet
- Dampers - How To Install & Operate in Waste Heat BoilerDocument106 pagesDampers - How To Install & Operate in Waste Heat BoilerappabledkgkNo ratings yet
- Level gauges procurement proposalDocument7 pagesLevel gauges procurement proposalengr_umer_01No ratings yet