You might also like
- Welding SkillsDocument738 pagesWelding SkillsRoberto Perez60% (10)
- Welding SkillsDocument738 pagesWelding SkillsDuc Thin94% (18)
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Standard Symbols For Welding AWS A2.4: Prof. Alber Alphonse Sadek Head of Welding Technology and Inspection Dept., CMRDIDocument68 pagesStandard Symbols For Welding AWS A2.4: Prof. Alber Alphonse Sadek Head of Welding Technology and Inspection Dept., CMRDIzaki fadl67% (3)
- Basic Welding Terms - Lincoln Electric PDFDocument88 pagesBasic Welding Terms - Lincoln Electric PDFpacrabbNo ratings yet
- Welding Fundamentals GuideDocument68 pagesWelding Fundamentals GuideSaiprasad Thakar100% (1)
- Flux Cored Arc WeldingDocument147 pagesFlux Cored Arc WeldingArnel MoralesNo ratings yet
- Welding BasicsDocument56 pagesWelding BasicsWONG TSNo ratings yet
- CSWIP 3.1 Welding Inspection GuideDocument67 pagesCSWIP 3.1 Welding Inspection Guidedanut horincasNo ratings yet
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- Design of basement retaining wall shutteringDocument4 pagesDesign of basement retaining wall shutteringSenthilkumar KNo ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- Engine Bay Relay Locations GuideDocument82 pagesEngine Bay Relay Locations GuidelukasNo ratings yet
- 1.lesson Plan Welding Basic Metals - 0 - 0Document6 pages1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaNo ratings yet
- The Welding Handbook For Maritime WeldersDocument552 pagesThe Welding Handbook For Maritime WeldersLuciano SassoNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Welding HandbookDocument197 pagesWelding Handbookali652272583% (6)
- Oxywelding Cutting To StudentsDocument45 pagesOxywelding Cutting To StudentsFemi TokunboNo ratings yet
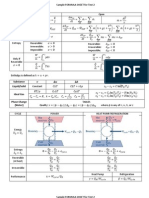
- Sample Formula Sheet For ThermodynamicsDocument2 pagesSample Formula Sheet For Thermodynamicsmicrop_aras100% (3)
- Advanced Welding SystemsDocument151 pagesAdvanced Welding SystemsImam Buchairi100% (2)
- How To Weld Aluminium For DummyDocument9 pagesHow To Weld Aluminium For DummyIsmail Mohd FadhlanNo ratings yet
- Computational Fluid Dynamics - Getting Started Quickly With ANSYS CFX 18 Through Simple Examples - Stefan Lecheler - Springer (2023)Document211 pagesComputational Fluid Dynamics - Getting Started Quickly With ANSYS CFX 18 Through Simple Examples - Stefan Lecheler - Springer (2023)Trịnh Thanh Tùng100% (1)
- Unit 2Document104 pagesUnit 2Sagar DhageNo ratings yet
- 13 Resistance WeldingDocument42 pages13 Resistance WeldingWeldingSupply.com.au100% (1)
- Torch in the Dark: One Woman's JourneyFrom EverandTorch in the Dark: One Woman's JourneyRating: 5 out of 5 stars5/5 (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- MIG Welding Training NotesDocument11 pagesMIG Welding Training NotesJrich19No ratings yet
- Design Guide For Structural Hollow Section ConnectionsDocument213 pagesDesign Guide For Structural Hollow Section ConnectionsAnonymous 8f2veZf83% (6)
- DTC P1120/19 Accel. Position Sensor Circuit (Open/Short)Document7 pagesDTC P1120/19 Accel. Position Sensor Circuit (Open/Short)Jehuty88No ratings yet
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pages9 Different Types of Welding Processes & Their AdvantagesMohamedNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Welding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingFrom EverandWelding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingRating: 5 out of 5 stars5/5 (1)
- Modern WeldingDocument47 pagesModern Weldingaqhammam100% (2)
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMenNo ratings yet
- WeldDocument52 pagesWeldAlwin Victor Williams100% (1)
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocument87 pagesArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNo ratings yet
- Flux Cored and MIG Pipe WeldingDocument59 pagesFlux Cored and MIG Pipe Weldingcentaury2013No ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- Arc Welding ElectrodeDocument36 pagesArc Welding ElectrodeAnahira Lice100% (1)
- Disston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderFrom EverandDisston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- What Is Stud WeldingDocument4 pagesWhat Is Stud WeldingMithun MuraleedharanNo ratings yet
- TStud Concertina Leaflet Single PagesDocument12 pagesTStud Concertina Leaflet Single PagesVinicius Geraldini PiantolaNo ratings yet
- TStud Concertina Leaflet Single Pages PDFDocument12 pagesTStud Concertina Leaflet Single Pages PDFVinicius Geraldini PiantolaNo ratings yet
- TeroMatec OA 2020Document2 pagesTeroMatec OA 2020EdwinNo ratings yet
- Solutions in Metal Fastening:: The Advantages of Stud WeldingDocument6 pagesSolutions in Metal Fastening:: The Advantages of Stud WeldingMantasNo ratings yet
- IndexerDocument40 pagesIndexerAnonymous 9q5GEfm8INo ratings yet
- Stud WeldingDocument10 pagesStud WeldingjesoneliteNo ratings yet
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- Cool Cutter (Clam Shell - NODHA)Document11 pagesCool Cutter (Clam Shell - NODHA)warsitoNo ratings yet
- Eutectic Eutronic Arc Spray 4 HFDocument4 pagesEutectic Eutronic Arc Spray 4 HFjhonatan VBNo ratings yet
- The Role of Tip DressingDocument3 pagesThe Role of Tip Dressingsarath_srkNo ratings yet
- SC18 Chapter 4Document14 pagesSC18 Chapter 4Amy BoothNo ratings yet
- Amorphous MetalDocument2 pagesAmorphous MetalRamesh BabuNo ratings yet
- 15 Line Boring EquipmentDocument12 pages15 Line Boring EquipmentWeldingSupply.com.au100% (1)
- 12 Hand & Power ToolsDocument42 pages12 Hand & Power ToolsWeldingSupply.com.auNo ratings yet
- 10 Welding AccessoriesDocument8 pages10 Welding AccessoriesWeldingSupply.com.auNo ratings yet
- 11 Ancillary EquipmentDocument14 pages11 Ancillary EquipmentWeldingSupply.com.auNo ratings yet
- 09 ChemicalDocument12 pages09 ChemicalWeldingSupply.com.auNo ratings yet
- 08 Plasma SparesDocument24 pages08 Plasma SparesWeldingSupply.com.auNo ratings yet
- 07 Tig SparesDocument14 pages07 Tig SparesWeldingSupply.com.auNo ratings yet
- 02 ConsumablesDocument38 pages02 ConsumablesWeldingSupply.com.au100% (1)
- Section FiveDocument32 pagesSection FiveWeldingSupply.com.auNo ratings yet
- 01 MachinesDocument64 pages01 MachinesWeldingSupply.com.au0% (1)
- 04 Gas EquipmentDocument26 pages04 Gas EquipmentWeldingSupply.com.au100% (1)
- 03 AbrasivesDocument16 pages03 AbrasivesWeldingSupply.com.auNo ratings yet
- Diagnositc Trouble Codes and Possible CausesDocument6 pagesDiagnositc Trouble Codes and Possible CausesJuan Carlos Sequeira Robles100% (1)
- Contoh 2 WATER COOLED SCREW CHILLERDocument3 pagesContoh 2 WATER COOLED SCREW CHILLERsitiNo ratings yet
- Tutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)Document6 pagesTutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)i need documentsNo ratings yet
- Diesel Tiller ManualDocument77 pagesDiesel Tiller ManualRickson Viahul Rayan C100% (3)
- Sumitomo HSMDocument68 pagesSumitomo HSMEdisson Yanqui VivancoNo ratings yet
- Rotary vane vacuum pump guideDocument6 pagesRotary vane vacuum pump guideBubai111No ratings yet
- Fisica 2Document3 pagesFisica 2Saul TicsihuaNo ratings yet
- ColumnsDocument66 pagesColumnsArchana GSNo ratings yet
- Cooling Methods of A Transformer: For Dry Type Transformers For Oil Immersed TranformersDocument2 pagesCooling Methods of A Transformer: For Dry Type Transformers For Oil Immersed TranformerskashifNo ratings yet
- DNV-CG-0037 2021-11Document74 pagesDNV-CG-0037 2021-11wfxNo ratings yet
- Year 11 Physics Dynamics Notes Part 1 1 PDFDocument5 pagesYear 11 Physics Dynamics Notes Part 1 1 PDFMark Quach100% (2)
- Pumping Unit C-640D-305-168Document51 pagesPumping Unit C-640D-305-168EdinsonUribeTorres100% (1)
- 9851 3629 01a - M2 Battery-Technical Specification-EnglishDocument8 pages9851 3629 01a - M2 Battery-Technical Specification-EnglishEmrah MertyürekNo ratings yet
- Retrofitting of Columns of An Existing Building byDocument8 pagesRetrofitting of Columns of An Existing Building bysp thipathiNo ratings yet
- FluidDocument84 pagesFluidVishal SalveNo ratings yet
- PIPE FLANGE DIMENSIONSDocument5 pagesPIPE FLANGE DIMENSIONSViral ParmarNo ratings yet
- Sanwa Export 02 Gate ValveDocument1 pageSanwa Export 02 Gate ValveTou SvnkNo ratings yet
- Ch 17 HW Heat Radiated by a PersonDocument23 pagesCh 17 HW Heat Radiated by a PersonAndrew LondonNo ratings yet
- Cover Handbook Mechanical 1718Document180 pagesCover Handbook Mechanical 1718t0kbilalNo ratings yet
- SR Rivet sr02 PDFDocument2 pagesSR Rivet sr02 PDFdeepakjothivelNo ratings yet
- Boom Hydraulic System CAT 330Document17 pagesBoom Hydraulic System CAT 330hector100% (1)
- Daily Lesson Plan - Momentum and ImpulseDocument10 pagesDaily Lesson Plan - Momentum and ImpulseStephanNo ratings yet
- Jgeen 22 00051Document35 pagesJgeen 22 00051d_diasol38No ratings yet
- Lab ManualDocument12 pagesLab ManualTheApplepie3456No ratings yet